CBE 324 manual - UW-Madison CBE Assessment Home Page
advertisement

Experiments in
Transport Phenomena
A Manual for Use in Chemical Engineering 324,
Transport Phenomena Laboratory
By E.J. Crosby
Revised by Thomas W. Chapman
Updated by Rafael Chavez, 2002
Chemical Engineering Department
University of Wisconsin-Madison
Madison, Wisconsin 53706
Copyright © 1999 by T.W. Chapman
ChE 324 Lab Manual
Chemical Engineering Department
University of Wisconsin-Madison
ChE 324 Transport Phenomena Laboratory
Experiments in
Transport Phenomena
by E.J. Crosby
revised by T.W. Chapman
updated by Rafael Chavez
Preface
Chemical Engineering 324, Transport Phenomena Laboratory, is an important
course in the chemical engineering curriculum. It is intended to accomplish three
objectives:
a. to demonstrate experimentally the major principles of the subject,
Transport Phenomena, which are presented in the lecture course, ChE 320;
b. to develop skills in engineering experimentation and data analysis; and,
c. to provide instruction and practice in methods of technical communication.
The textbook Transport Phenomena by Bird, Stewart, and Lightfoot (2002) is the
main source for the theoretical aspects of most of the topics treated in the laboratory.
Generally the notation used in this manual will be the same as that used in that book.
In this revision of the manual, the references were updated to the Second Edition
of the Transport Phenomena book. Some content was also added or modified to make the
manual more self-contained and easier to use.
The book by William Pfeiffer (2001) provides guidance regarding technicalcommunication skills. Also useful are the books by Beer and McMurrey (1997), M. Alley
(1996), and the web pages of the technical-communication courses taught in Engineering
Preface
Page I-1
ChE 324 Lab Manual
Professional Development (http://www.engr.wisc.edu/epd/tc/). The elegant little book by
Strunk and White (1959) is an extremely valuable source of advice for writers.
During the semester the students work in small groups, performing weekly
experiments. Individual reports are prepared and submitted at the subsequent class
session. Each week students will be asked to prepare either a formal technical report or a
shorter technical memo. Each student will also make one oral presentation.
This lab manual provides general guidelines regarding the operation of the course
as well as descriptions of each of the laboratory experiments. Students are expected to
review the subject of each week's laboratory prior to the class in order to understand
better the significance of the lab exercises. Also, a plan for data collection and analysis
should be prepared ahead of time. Planning prepares the students to complete many of the
necessary calculations during the lab period. Short quizzes may be given at the
beginning of the lab sessions to confirm such preparation. The course will be much less
time consuming for students who can complete most of the data analysis during the lab
session.
Each week the assigned experiment is put into context by a hypothetical memo
written by a fictitious industrial supervisor to his engineering staff. These memos,
included in Appendix 15, are intended to give the students a practical motivation for
conducting the assigned study. With a concrete context, the students should find it easier
to write a realistic and relevant report rather than simply commenting on whether their
data agreed with “theory”, that is, what they perceive as the “right” answer because it
comes from a textbook. Thus, student reports should be written in response to these
assignment memos.
References
Alley, M., The Craft of Scientific Writing, 3rd edition, Springer-Verlag, New York (1996)
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, 2nd.Edition, John
Wiley & Sons, New York (2002)
Beer, D., and D. McMurrey, A Guide to Writing as an Engineer, John Wiley & Sons,
New York (1997)
Pfeiffer, William S., Pocket Guide to Technical Writing, 2nd Edition, Prentice Hall, Upper
Saddle River, New Jersey (2001)
Strunk, W., Jr., and E.B. White, The Elements of Style, 3rd edition, Macmillan, New York
(1972)
Preface
Page I-2
ChE 324 Lab Manual
Chemical Engineering Department
University of Wisconsin-Madison
ChE 324 Transport Phenomena Laboratory
Experiments in
Transport Phenomena
by E.J. Crosby
revised by T.W. Chapman
updated by R. Chavez
Contents
Preface
I-1
Introduction
I-5
I.
The Need for Experimentation in Chemical Engineering
I-6
II.
Course Guidelines for ChE 324
I-8
III.
Use of Computers in ChE 324
I-11
IV.
Safety in the Laboratory
I-13
V.
Technical Communication
I-14
A. Format of Formal Reports
I-14
B. Content of Memos
I-19
C. Oral Reports
I-20
Experimental Design and Statistical Analysis of Data
I-23
VI.
Part A.
A.1
A.2
Measurement of Transport Properties
Viscosity of Newtonian Liquids
Thermal Conductivity of Solids
A.1-1
A.2-1
Table of Contents
Page I-3
ChE 324 Lab Manual
Part. B.
Measurement of Profiles of Velocity, Temperature,
and Concentration
B.1
B.2
B.3
Velocity Profiles in Steady Turbulent Flow
Temperature Profiles in Solid Rods
Concentration Profiles in a Stagnant Film
Part C.
C.1
C.2.
D.2
D.3
Measurement of Transport Coefficients
Friction Factors for Flow in Circular Tubes
Heat-transfer Coefficients in Circular Tubes
Part D.
B.1-1
B.2-1
B.3-1
C.1-1
C.2-1
Analysis of Macroscopic Systems
Efflux Time for a Tank with Exit Pipe
Heating Liquids in Tank Storage
D.2-1
D.3-1
Appendices
Appendix 1. Sample Laboratory Report
Appendix 2. (Suppressed)
Appendix 3. (Suppressed)
Appendix 4. Density and Viscosity of Aqueous Sucrose and Glycerol
Solutions
Appendix 5. Density and Viscosity of Water
Appendix 6. Eigenvalues for Experiment A.2
Appendix 7. (Suppressed)
Appendix 8. MathCAD Program to Calculate Temperature Profiles in
Rods for Experiment B.2
Appendix 9. MathCAD Program to Calculate Unsteady-state
Concentration Profiles for Experiment B.3
Appendix 10. Vapor Pressure of Acetone
Appendix 11. Excel Spreadsheet for Preliminary Data Analysis of
Friction Factors. Experiment C.1
Appendix 12. Excel Spreadsheet for Analysis of Data in Experiment
C.2, Heat Transfer Coefficients
Appendix 13. Statistical Analysis of Experimental Data
Appendix 14. Experiment D.3 Benchmark Problem
Ap.1-1
Ap.4-1
Ap.5-1
Ap.6-1
Ap.8-1
Ap.9-1
Ap.10-1
Ap.11-1
Ap.12-1
Ap.13-1
Ap.14-1
Table of Contents
Page I-4
Introduction
ChE 324 Lab Manual
I. The Need for Experimentation in Chemical
Engineering
One of the general objectives of chemical engineers is to develop quantitative
models of chemical processes that are useful for process design, simulation, and control.
Many chemical engineering course, particularly Transport Phenomena, present
fundamental principles that lead to deterministic models of chemical and physical
processes. Combination of the basic concepts of conservation, of mass, momentum,
energy, and chemical species, with relevant rate laws leads to either macroscopic or
differential balances that, in principle, can predict the behavior of chemical processes.
Thus, it is demonstrated that such processes can be analyzed on a rational basis.
The mathematical models derived by this approach contain physical properties on
the material that is involved. Properties such as density, viscosity, heat capacity, thermal
conductivity, diffusion coefficient, etc. necessarily appear in the theoretical equations.
Thus, quantitative application of the models requires numerical values of such properties.
For pure materials, property values may or may not be available in the literature. For
mixtures or materials at extreme conditions of temperature and pressure, experimental
values are quite rare.
In principle, thermodynamic and transport properties might be calculated
theoretically from molecular properties, but at this time, only the properties of simple
molecules in the low-density gas state can be estimated theoretically with reasonable
accuracy. Therefore, one is frequently faced with the need to measure material properties
experimentally.
On the macroscopic scale, the methods of transport phenomena allow one to
compute transport rates and detailed profiles of velocity, temperature, and concentration
but only in very simple geometries and for streamline or laminar fluid flow. When
geometries or boundary conditions become complicated, the mathematics of solving the
differential equations of change may become intractable or at least require numerical
solution on a computer. A more serious obstacle arises when fluid flow is turbulent.
Turbulent flow is inherently random and chaotic; no rigorous theoretical method is yet
available for predicting velocity, temperature, and concentration profiles.
With complex geometries or with turbulent fluid flow, the macroscopic balances
of transport phenomena are still relevant, but empirical models must be used to
characterize interfacial rates. Thus, one defines fluid-film transport coefficients such as
the friction factor, the heat-transfer coefficient, and the mass-transfer coefficient.
Although dimensional analysis of the differential conservation equations can identify
what independent groups of variables should appear in the functional dependence of rate
quantities on operating conditions, the actual relationships must be determined
I. The need for experimentation in Chemical Engineering
Page I-6
ChE 324 Lab Manual
experimentally. Fortunately, results for a given geometry can be generalized as
dimensionless empirical correlations that apply to a wide range of materials.
The purpose of this course is that students recognize that the physical quantities
discussed in their transport phenomena course can indeed be measured. The experiments
are grouped into four categories: measurement of transport properties, observation of
profiles, measurements of transport coefficients, and analyses of macroscopic systems.
In each section there are experiments that deal with fluid flow, with heat transfer, and
with mass transfer.
Too often undergraduate students approach laboratory courses with the idea that
their objective is to prove basic theories or to obtain results that agree with published
information. Laboratory reports then focus on whether the experimental results agree
with the "right" answer and on explanations of why the agreement is not perfect.
Although there may be a correct value for an intrinsic property value of a material, such
as density or thermal conductivity, the same can not be said of transport characteristics.
Transport coefficients and similar efficiency factors of chemical-process systems depend
on many variables. Thus, no generalized correlation given in the literature can be
expected to predict the behavior of a particular experimental system perfectly.
Experimental data are precious. Quantitative (and qualitative) observations of the
performance of a particular system are costly in time, materials, instrumentation, and
effort. But, provided that the experiments are well designed and the measurements done
carefully, the results possess the quality of uniqueness. The results tell one how this
particular system behaves under the conditions tested. Discrepancies between direct
measurements and published results for similar systems should be analyzed to ensure that
no critical features have been overlooked in the measurements or data analysis. But,
almost always, the direct results should be taken as the best indication of that system's
operating characteristics.
In order to combat the tendency of students to view their experiments as simply
an exercise in replicating known results, each experiment is introduced to the students
with a memo that provides a hypothetical context for experiment. The students are
encouraged to imagine themselves working in the chemical industry, and their supervisor
gives them an assignment to conduct an experiment for some particular purpose in their
company. These memos are intended to present a realistic and practical motivation for
doing each experiment. Accepting this context and motivation should make it easier for
students to write interesting lab reports that address the basic questions of how the
experiment system actually behaves.
I. The need for experimentation in Chemical Engineering
Page I-7
ChE 324 Lab Manual
II. Course Guidelines
1. WEEKLY ACTIVITIES
The course meets weekly for one four-hour period. The first hour is normally
used for instruction, discussion, oral presentations, and occasional quizzes. The
remaining three hours are devoted to measurements and calculations in the laboratory.
Students conduct the experiments in groups, as assigned by the instructor.
However, except when specifically indicated, each individual must prepare and submit a
separate report. Reports are due by class time in the following week. To minimize the
time required for this course, students should come to class prepared for the experiment
of the week. That is, they should review the experimental procedure and the underlying
theory before coming to class. Also, they should do as much data analysis as possible
during the lab session.
2. GRADING PROCEDURE
The grade for this course will be based approximately upon the following
distribution of credit:
Category
Class Quizzes and Exercises
Oral reports
Laboratory Reports
Professionalism
Weight
10 %
5%
80 %
5%
Reports are due at the next class following the experimental session. Late reports
will be penalized 10%/day. Weekends count as two days.
3. DAMAGE TO EQUIPMENT
Fee cards with charges for costs will be issued to anyone who, in the opinion of
the instructional staff, damages or destroys equipment because of carelessness or
negligence.
4. HOUSEKEEPING
Cleanliness in the laboratory is mandatory. Because of the large number of
students using the laboratory, it is difficult to keep the laboratory clean and orderly unless
each student cleans up his or her work area at the close of each instructional period. Each
Course Guidelines
Page I-8
ChE 324 Lab Manual
group of students is responsible for its work area. All utilities are to be turned off, and all
spills are to be cleaned up before any member of the group leaves the laboratory.
5. SAFETY
All personnel are required to wear safety glasses and proper clothing when in the
laboratory in accordance with the specified safety procedures. Each individual student
must acquire his or her own safety glasses and wear them at all times in the laboratory.
Substantial footware, other than sandals, and proper clothing that provides protection
from accidental spills and burns should be worn.
6. SMOKING, EATING, AND DRINKING
As indicated in the laboratory safety procedures, no smoking, eating, or drinking
in any form is allowed in the laboratory or adjoining rooms.
7. COMPUTATIONAL AIDS
As calculations can be made while experimental measurements are in progress,
students should bring to the laboratory hand calculators, handbooks, graph paper, etc., for
the analysis of data. Computers connected to the college network and file servers are
available adjacent to the lab and should be used as needed. These computers are
available to all ChE students during open hours, but ChE 324 students have priority
during the lab period.
8. LABORATORY REPORTS
Reports are expected to be submitted in typewritten form except that sample
calculations in the appendix may be hand written. Only the the body of the main report
need be submitted on high-quality paper. Appendices may be printed on draft-quality
paper,or on paper with printing on the reverse side, in order to minimize paper costs.
Nevertheless, students who print at CAE should expect to purchase some additional paper
beyond the initial semester allotment.
The laboratory instructor will present examples of proper formats for reports and
memos and will indicate how the reports should be bound.
9. WRITING SKILLS
A primary objective of this course is to develop the students’ writing skills.
Dictionaries and other references should be used to avoid errors in spelling, punctuation,
grammar, and word usage. In addition to the books recommended with the syllabus, there
are other references available in the library. In particular, 15 relevant videotapes
produced for EPD 201, Basic Technical Writing, can be viewed at Wendt Library.
Detailed guidelines for writing technical reports are available from EPD on the web at
Course Guidelines
Page I-9
ChE 324 Lab Manual
http://fbox.vt.edu:10021/eng/mech/writing/. Students who have difficulty with basic
writing skills should consult the campus Writing Lab in the Helen C. White Building.
Use a style similar to that used in chemical engineering publications to present equations,
figures, tables and citations.
10. ORAL PRESENTATIONS
Ability in oral communciation is just as important to an engineer as effective
written communication. Therefore, among the class exercises each student will give a
short technical presentation. Individual students will be asked to present his or her results
from one of the lab experiments in the course. Alternatively, one may propose another
technical topic, such as a project from a summer job or co-op. Specific individual
assignments will be given by the instructors. Presentations should be kept short and to
the point. Effective visual aids, i.e., overhead transparencies, should be used to enhance
the presentation. Guidance on presentation methods will be given by the lab instructor.
Students should also consult the textbooks on technical communication.
Course Guidelines
Page I-10
ChE 324 Lab Manual
III. Use of Computers in ChE 324
As engineers, students in this course are expected to be computer literate. Also,
they are expected to develop the ability to produce reports of a high professional
standard. This means that data should be presented and analyzed using the most modern
tools, and reports should be presented in a polished form, typed and containing neat
graphs and tables. Therefore, it is necessary for students to use commonly accepted
computer tools in preparing their reports.
Software
The majority of students in ChE 324 use Microsoft Word for their reports and
Microsoft Excel or Mathcad for the data analysis and preparation of graphs. Use of these
particular programs is not required, but they are readily available through the ComputerAided Engineering (CAE) facilities in the College. Also, in general, the lab instructors
are familiar with these common programs and thus are prepared to offer assistance to
students performing specific tasks with their data or reports. It will be assumed that the
students already have a working knowledge of computers and programs of this type so
detailed instruction will not be presented. Those people who need help should see the
teaching assistants during their office hours and make use of the handouts and manuals
and of the consultants at CAE.
Computer Resources
Students are encouraged to use the many CAE computers provided in the College
to work on their reports. During the laboratory, a lab-group member or two should be
able to do much of the data analysis while others are collecting more data. There is a
satellite CAE computer room adjacent to the transport lab that now contains Windowsbased machines. These machines are connected to the CAE network so that students can
save their files directly. Of course, one can also save documents on Diskettes.
MSDS (Material Safety Data Sheet) information is available at a number of
websites, e.g., http://msds.pdc.cornell.edu. Information is provided for the safe handlling
of most chemical compounds, including toxicity, flash point, volatility, etc. It is always
wise and prudent to check on potential hazards with any chemical that one may be using.
Course Homepages
Most ChE324 instructors take advantage of internet resources to distribute materials and
to communicate with students. Materials related to ChE 324 are posted on a course
homepage at http://courses.engr.wisc.edu/ecow/get/che/324/. Students are expected to
Use of Computers in ChE324
Page I-11
ChE 324 Lab Manual
make use of this method to obtain course materials. The Appendix of this manual
contains several Excel and Mathcad programs that have been set up to facilitate the data
analysis in particular experiments. Those files are also available on the course homepage.
The materials can be accessed from off-campus computers as in the CAE labs.
Use of Computers in ChE324
Page I-12
ChE 324 Lab Manual
IV. Safety in the Laboratory
The Department of Chemical Engineering and the University have provided a safe
laboratory, safe equipment, and safe experimental procedures for this course. However, safety in
any laboratory ultimately rests with each individual working there. A few specific safety
procedures will be emphasized in ChE 324 to reduce the chance of an accident or injury and to
help develop proper habits of laboratory safety. Issues of concern include
1. Safety Glasses: All persons in the laboratory will wear safety glasses whenever they are
whithin the restricted area of the laboratory.
2. Shoes: Footware must provide protection. Sandals and open-toed shoes will not be
permitted.
3. Eating, Drinking: Eating, drinking in the laboratory is not permitted.
4. Chemical Hazards: Review the hazards, toxicity, and proper disposal of any chemicals
used in the lab. Such information is available on the Cornell web site mentioned in
Section III.
5. Broken Glass: Be especially careful handling glass equipment or materials. There is a
special receptacle for disposal of broken glassware. Do not discard in any waste baskets.
6. Contact Lenses: Wearing contact lenses in a chemical laboratory is hazardous. Is is
recommended that persons avoid wearing them to the extent possible.
7. Clothing: The wearing of shorts and sleeveless shirts in the laboratory will not be
permitted. Trousers and skirts must extend below the knees. The use of a laboratory coat
is recommended.
8. Medical Insurance: The University does not carry blanket accident insurance to cover
medical costs in case of accidents involving students. Students should obtain adequate
medical or accident insurance for themselves.
9. Housekeeping: Housekeeping and safety are closely related. Sloppy housekeeping and
poor safety practices in the laboratory and workroom/classroom should be reported to the
instructor. We do not intend to allow any unsafe practices to develop. This will help
insure the safety of all.
10. Paying attention: Most accidents can be avoided by diligence, awareness, and caution. No
horseplay or practical jokes are allowed.
Safety in the Laboratory
Page I-13
ChE 324 Lab Manual
V. Technical Communication
A major objective of this course is to provide instruction and practice in technical
communication. Students will report on the laboratory experiments with complete,
formal technical reports, which are appropriate for archival purposes, with shorter
memoranda, which are commonly used to convey progress reports in industry, and with
oral summaries, which are also used quite often for providing overviews to colleagues
and supervisors.
This section summarizes guidelines and suggestions to help in preparing each
type of report.
A. Formal Reports
1. DEADLINE FOR SUBMISSION
Reports are due at the beginning of the period following that period during which
the experiment was performed. Late reports will be penalized 10% of the grade for each
day that submission is delayed.
2. MECHANICS OF PRESENTATION
Reports are to be word-processed (or typed) with double spacing on one side only
of standard 8 1/2" by 11" white paper. A 12-point font size is required and the Time New
Roman font is suggested. The left-hand margin should be 1-1/4". All pages, including
those with accompanying graphs and figures as well as appendices, are to be assembled
in proper order, numbered, and stapled. Figures and tables cited in the body of the report
should appear immediately following the citation, either at the end of the paragraph in the
case of tables or on the next page following. (The body of the report should be printed on
good-quality paper. If reports are printed at CAE, students may find it necessary to
purchase an additional paper allowance. Appendices may be printed, written, or drawn
on lower-quality or used paper, provided that the face side is clean.)
3. CONTENTS
There are few if any absolute rules governing the style or format of technical
reports, other than the basic requirements of clarity and neatness. The writer must adopt a
style that is appropriate for the purposes of the report and recognizes the interests and
background of the likely audience. Different formats may be appropriate for different
reports, but often a standardized format is imposed on the writer by an organization or
publication editor. For the sake of consistency in ChE 324, reports will comprise the
following designated sections in the order given. Some reports will be submitted in a
Technical Communication
Formal Reports
Page I-14
ChE 324 Lab Manual
memo format. In that case, some for the following sections may be condensed,
combined, or even eliminated. Standards for memos are summarized in Section V.B.
3.1 TITLE PAGE
This page is to be written in the following form:
(top of page, centered)
Department of Chemical Engineering
University of Wisconsin
Madison, Wisconsin
(middle of page, centered)
ChE324. Transport Phenomena Laboratory
Experiment number
Experiment title
(lower, right-hand corner)
Student's name
Partners' names
Date experiment was
completed
Date report is submitted
3.2 ABSTRACT
The abstract is a simple, clear, and concise paragraph or two covering (i) what
was done, (ii) how it was done, and (iii) what was accomplished. This differs from a
Summary of Results in that it is written as an advertisement, to interest the passing reader
in the rest of the report, or as a very general summary of the nature and scope of the
report. It should be self-contained, i.e., no references to figures, tables, or equations
should be included. The abstract should contain text only.
3.3 INTRODUCTION
Reports normally begin with an introduction that sets the context for the report.
(The format at some companies and laboratories might include an executive summary
before the introduction, either as an alternative to the abstract or in addition to it.) In
general, the introduction specifies the topic of the report and states the motivation for the
reported study, giving the objectives or purpose. Some background is given, such as
references to earlier related work or to the theoretical basis for subsequent analysis. For a
Technical Communication
Formal Reports
Page I-15
ChE 324 Lab Manual
longer report, it is helpful to the reader to give a paragraph or two outlining the structure
and content of the report and even the nature of the results.
3.4 THEORY (usually not required in ChE 324)
For a research study, there may be a separate section devoted to the development
of the relevant theoretical analysis, which provides the basis for the subsequent data
analysis and interpretation of results. In ChE 324, the theory is available in common
textbooks and references so no separate theory section is required. Reference to relevant
theory and its source should be given in the introduction or in a later section when it is
used. Equations that will be used in presenting the results might be given in the
Introduction in order to define terms. Use the textbook Transport Phenomena as a guide
to the proper format for presenting equations within the text. Equations should appear as
part of a sentence.
3.5 EXPERIMENTAL APPARATUS AND PROCEDURE (usually not required
in ChE 324)
In an original experimental study there is normally a section describing apparatus,
procedure, and methods used to obtain the results. If these are not a central point of the
presentation, or if they are fairly routine, they might appear in an appendix. In ChE 324
the apparatus and procedures are described in this lab manual so they need not be
included in the student reports; reference to the descriptions given in the manual is
sufficient. Incidental modifications in the standard procedures or any difficulties with the
equipment might be mentioned in the discussion section.
3.6 RESULTS AND DISCUSSION
This part of the report should include a summary form the specific results of the
experiment, presented in neat, clear-cut tabular and graphical form, and a thoughtful
analysis of their significance, implications, or possible applications. Pertinent discussion
of the experimental procedure (especially deviations from that suggested or possible
sources of error), theoretical analysis of the system studied as needed to interpret the
results, analysis of the data (including estimates of error), and conclusions are all given in
this section. While the earlier sections should be quite objective, this is the place where
the author can present his or her observations and interpretations. As a basis for the
analysis or to support specific conclusions, one should refer freely to relevant citations in
the literature.
In writing both the Introduction and the Discussion, the author should keep in
mind both the presumed motivation for the study and the likely interests of the reader.
For each experiment this manual presents a hypothetical context for the experiment, other
than an academic exercise. Thus, the report should be written in response to the
presumed motivation. If specific questions are posed in the manual or by the instructors,
they should be used as suggestions for topics to be discussed in the overall context of the
report.
Technical Communication
Formal Reports
Page I-16
ChE 324 Lab Manual
3.7 CONCLUSIONS AND RECOMMENDATIONS (optional in ChE 324)
Most reports lead to specific conclusions based on the reported results and the
analysis given. Recommendations for future work or applications and other implications
might be stated in a final section. In shorter reports this section may be omitted with the
relevant conclusions and recommendations given at the end of the discussion section. In
ChE 324 reports a separate conclusions section is usually not warranted.
3.8 APPENDICES
Appendices contain supplemental information that is not an integral part of the
main report but is often included for reference by the excessively curious reader (or
grader). All materials covered in the following subsections are to be located in the
appendix of the report. These particular sections are not usually included in industrial
reports or academic papers.
3.8.1 SAMPLE CALCULATIONS
This section should include one example of each calculation made in connection
with the analysis of the experimental data. Each calculation is to be accompanied by the
formula involved, written in terms of the clearly defined variables, with the item being
calculated appearing on the left-hand side of the equation. The numerical values and
units of each quantity appearing on the right-hand side of the equation are to be given
when substituted into same. The calculations must be presented in neat, logical order
with the answers either underlined or set off by blocks. Extensive arithmetic
manipulations need not be shown. Identify the part of the experiment to which each
calculation applies. Simply presenting a spreadsheet with the calculated values is not
sufficient.
3.8.2 MATHEMATICAL DERIVATIONS
Any derivations performed in connection with the data analysis and discussion are
to be demonstrated in this section. This includes analysis of errors based on equations
appearing elsewhere.
3.8.3 ORIGINAL DATA SHEET(S)
A neat, orderly data sheet, for recording the original data, is to be prepared prior
to beginning the experiment and preferably before coming to the lab. All data taken in
the laboratory are to be included in their original form. Lab partners may make
photocopies for inclusion in individual reports. For the case of computer-acquired data
files, hard copies of the files are usually not required in the report.
Technical Communication
Formal Reports
Page I-17
ChE 324 Lab Manual
4. GRAPHS AND TABLES
Key graphs and tables should be presented in the body of the reports, either in the
Summary of Results or in the Discussion. Less important ones, or those used in
intermediate calculations, should be placed in the Appendix. Graphs and tables in the
body of the report should be placed on or immediately following the page where they are
first mentioned, as is done in textbooks. Graphs, as well as drawings and diagrams, are
numbered sequentially and called “Figure x.” Tables are also numbered in a separate
series. Graphs require complete, self-explanatory captions, placed below the figure but
within the margins. Tables should include a descriptive heading at the top of the table.
The main text should say what is presented in each figure and describe the significance of
each graph and table.
Graphs are to be presented on standard 8-1/2" by 11" paper with generous
margins. Theoretical or computed functions should be shown as smooth curves without
points. Plotted experimental points, used to define empirical curves, must be clearly
indicated by some appropriate symbol. The variables plotted on the ordinate and abscissa
as well as any parameters should be indicated with the units designated. The graphs are
to be inserted in the assembly of the report pages with either the bottom or the right-hand
edge as the base of the figures as drawn. Graphs are to be lettered to read from the
"front" and "right side." Any hand-drawn curves are to be drawn with the aid of ship's
curves or French curves. If more than one set of data are shown on a graph, different
symbols should be used and defined either in a legend or in the caption. Computergenerated graphs are preferred. Column headings in tables should include the units of the
entries.
5. GRADING
Reports will be graded on the basis of neatness, grammar, spelling, and clarity as
well as technical validity. Strive to be clear and concise.
Technical Communication
Formal Reports
Page I-18
ChE 324 Lab Manual
B. Memorandum Reports
Much communication within a technical or industrial organization is accomplished
with memos. Memos are short documents that can be read quickly and easily. They are
designed to convey their message clearly and concisely. Memos may be used to give a
notice, to make a request, or to provide a report. In Chemical Engineering 324 memos are
written for the latter purpose. The memos used here resemble those that an engineer in
industry would use to provide a progress report or summary of a project to supervisors and
colleagues. Typical formats for memos and guidelines for their content are provided in
technical writing textbooks and at the EPD Technical Communication web site.
The difference between a memo and a complete formal report is the greater amount
of detail contained in the latter. A report is intended for the purposes of communicating
with a wide, varied audience and of establishing a relatively permanent record of what was
done in a project. A memo is generally written for more immediate needs, such as
conveying recent results, e.g. a weekly progress report, to a knowledgeable reader such as
a supervisor. A memo is also designed to be read and understood quickly.
Thus, a memo does not need to present all the background material that goes into a
formal report. The format is a bit different, and it is obviously shorter. The emphasis is on
the results and your interpretation. Recommendations for additional work are usually
appropriate.
You may abbreviate the formal title page of a report into a memo heading such as
that used in each weekly memo to students from the ChE 324 instructor, and one may omit
an abstract. Separate sections headings may or may not be required, depending on the
length and complexity of the memo. Headings are probably appropriate and helpful if a
memo is longer than a page or two. Whether there are headings or not, several sections
appearing in a report may be combined logically within a memo. For example, the
introduction, theory, apparatus, and procedure may all be combined into several coherent
paragraphs, and the discussion and conclusions might flow together. It is a good idea to
give a summary of the most important results and conclusions in the first paragraph, which
then serves as a type of abstract or summary. This is the information that a busy reader is
most eager to obtain.
Depending on the complexity of the material in the memo, you may or may not
need an appendix. In any case, you should make liberal use of figures and tables, but make
sure that the headings and captions are thorough and descriptive. Generally, you should
include a list of references. For the purposes of this course, sample calculations are always
required as an appendix with memos.
It is conventional to provide copies to all parties with an interest in the content of a
memo, and the names of those receiving copies are listed with a copy (cc:) notation at the
bottom of the document. In ChE 324 the laboratory partners should be identified by
including them in the copy list.
Technical Communication
Memorandum Reports
Page I-19
ChE 324 Lab Manual
C. Oral Reports
Engineers are frequently called upon to present oral reports. These may be brief
summaries to a team of colleagues on a project in process, a proposal to senior
management for a major investment, a tutorial to other engineers on a specialized subject,
or a paper at a technical conference reporting on a completed project. Oral reports may
be presented to a small group around a conference table or delivered in an auditorium to
an audience of hundreds. The duration may be only five or ten minutes or as long as an
hour or even more. In all cases, the purpose of an oral report is to convey information to
the audience rapidly and efficiently, preferably with a sense of the speaker's attitudes and
personality that is no so readily conveyed in a written report. Although an oral report
may not be able to cover a topic in as much detail as a written document can, it allows the
speaker an opportunity to emphasize and communicate his more important points.
Another advantage of an oral report is that the audience is often able to ask questions to
clarify the speaker's intent.
Probably everyone who delivers an oral report feels some nervousness about
standing up and talking before an audience. Such nervousness should not be a cause for
concern but a source of energy for the presentation. Nervousness diminishes with
experience, but for inexperienced speakers as well as old hands, preparation is the key to
avoiding any feared awkwardness or embarrassment during the oral presentation.
Beer and McMurrey (1997) present a very sensible discussion about giving oral
reports. Some of their primary points are summarized below. Pfeiffer (2001) presents a
similar discussion.
Preparation
The key to a successful presentation is preparation. As with writing the speaker
should first analyze his or her audience. Why are you giving the talk, why is an audience
coming to hear it, what do they already know about your subject, and what do they want
to learn from you? Those are the questions that the speaker must answer and keep in
mind while preparing and delivering a talk. Of course, there are situations where the
audience is rather diverse, and there is not a single set of answers. Then the speaker faces
the challenge of balancing the talk to offer something of interest to everyone, without
baffling anyone completely nor boring others excessively.
Analyzing the audience also involves identifying the primary purpose of giving
the talk. After that purpose has been clearly stated, the speaker has a basis for selecting
and organizing the content of the talk. Another key factor, however, is the time frame
available for the presentation. If one has only 10 minutes available for the presentation,
he must select his material judiciously to be both complete and concise and to
communicate his key points. It is an unforgivable sin of technical presentations to exceed
the time allotted. The audience is busy, and each member has his own agenda for the
day. When the stated termination time comes, the audience stops listening so the entire
point of the talk may be lost. Usually, time should be left at the end of a talk for
questions and discussion. And no one will object if a technical talk ends a few minutes
early.
Technical Communication
Oral Reports
Page I-20
ChE 324 Lab Manual
After a speaker has identified her primary purpose and the key points to be
conveyed, she next must select a structure for the talk. That is, a logical sequence must
be selected as the path by which she will lead the audience through the subject at hand.
Every talk must have a beginning, a central part, and an end. The beginning is an
introduction and a preview that prepares the audience and sets the stage for what follows.
The end is the summary of what has been covered, with conclusions and perhaps
recommendations. The end should reiterate key points just as the beginning might
suggest what key issues are to be covered.
The central part of a talk is the technical development of the specific subject.
This part of the talk, just like a written report, should be organized to make the trip from
the original objective and premises to the conclusions as effortless as possible for the
audience. Designing such a path requires selecting a logical structure. As indicated by
Beer and McMurray, there are a number of alternative strategies that may be selected,
depending on the topic and the audience. One may proceed chronologically or spatially;
one may go from simple to complex or vice versa, one may organize the points in order
of decreasing or increasing importance, familiarity, difficulty, etc. Regardless of what
logical sequence is selected, the speaker should be consistent so that the audience does
not get confused. Also, it is imperative that the degree of detail presented be adjusted to
fit the time allotment for the talk and the technical level of the audience.
After the overall structure of the talk has been designed and the content selected,
the speaker should design visual aids and graphics to enhance the clarity and efficiency of
his presentation. Slides or overhead transparencies should be used to reinforce what the
speaker is saying, helping to convey the overall logic of the presentation. As a picture is
worth many words, the same is true of well-designed graphs and diagrams. Each graphic
should have a descriptive heading, summarizing the significance of the illustration. On
all sheets one should use large letters that are easy to read and avoid cluttering it up with
too much information. Each page to be displayed should be kept quite simple and
contain lots of blank space so that the observer does not get overloaded and can focus on
the key point.
In preparation for the presentation, the speaker should give special thought to
what will be said in the introduction and in the conclusion. These portions of a talk
should appear to be ad lib, but they should be quite polished to make a good impression
on the audience. A speaker may want to make some notes as an aid in the presentation,
but for most of the talk, the visuals themselves should be sufficient reminders of what
needs to be said and in what order.
Finally, in preparation for an oral presentation, a speaker should practice the talk.
If possible, some friends or colleagues should be asked to listen to trial runs. Such
practice is needed, first of all to ensure that the talk will not be too long but also to check
the quality of the visual aids, to practice speaking on one's feet, and to test the planned
wording of the introduction and the conclusion.
Presentation
Giving a speech in front of an audience is always stressful, even for the most
accomplished speakers. You can reduce the stress by following the guidelines given by
Pfeiffer (2001).
Technical Communication
Oral Reports
Page I-21
ChE 324 Lab Manual
When the time comes for the actual presentation, there are a few other issues to
keep in mind. Think about the many bad talks (or lectures) that you have attended and
think of all of the mistakes that the speaker made. These are mistakes that you wish to
avoid.
With respect to delivery, remember to speak at a sufficiently audible level that
those in the back of the room can easily hear what you say. The graphics should be
designed so that the same people can easily read them. Look at your own projected
graphics from the same distance to see how they work. Be careful to speak at a
comfortable pace, neither too rapidly nor too slowly, and inject some dynamics into your
delivery. Maintain eye contact with your audience to sense whether they are following
you. If you see a puzzled face, you might ask whether there is a question.
When displaying projected graphics, use a pointer to help keep the audience with
you. Use the hand closer to the screen to avoid blocking the view or turning your back to
the audience. Leave the graphics up on the screen long enough for the audience to absorb
the content. Although it is not desirable to read one's entire talk from the screen, some
reading is helpful for the audience. That is, one should not be expecting the audience to
be reading an outline or a statement on the screen and at the same time listening to the
speaker make a separate point.
Speak naturally, not too stiffly, but avoid also being too informal. That is, use
proper English and avoid slang and clichés. Also, try to eliminate nervous gestures and
hemming and hawing that will distract or annoy the audience.
Finally, try to make the planned logical structure of the talk transparent to the
audience. Orally and with visual aids, emphasize clear transitions as you step through the
presentation. Also, it is very helpful to the audience when the speaker repeats the key
points of the talk. One old recommendation, “The Preacher’s Maxim” is:
First tell them what you are going to tell them, then tell them, and finally tell them
what you told them.
People are generally not very good listeners. They remember only a portion of
what they hear and a bit more of what they read. They do remember the most when they
both hear and see the information. It is the speaker’s obligation to help the audience to
absorb and to remember the most important information from a talk. This can be done
through planning, preparation, and practice of the presentation.
References
Beer, David, and David McMurrey, A Guide to Writing as an Engineer, John Wiley &
Sons, Inc., New York, 1997, Chapter 8.
Pfeiffer, William S., Pocket Guide to Technical Writing, 2nd Edition, Prentice Hall, Upper
Saddle River, New Jersey (2001), Chapter 3.
Technical Communication
Oral Reports
Page I-22
ChE 324 Lab Manual
VI. Experimental Design and Statistical Analysis of Data
As discussed in Section I, the successful application of chemical engineering
methods to practical problems requires experimentation. Although we have a sound
theoretical framework for structuring our treatment of processes or chemical materials, the
underlying theories almost always involve specific parameters that must be determined
with experimental tests.
The textbook Transport Phenomena (Bird et al. 2002) develops a systematic
approach for analyzing a wide variety of processes and systems, but applications require
values of thermodynamic and transport properties. For example, flow problems require
information about fluid viscosity as well as fluid densities. Heat transfer processes involve
thermal conductivity as well as enthalpy and heat capacity of the materials involved.
Separation processes and chemical reactors cannot be treated quantitatively unless one
knows material properties such as vapor pressures, activity coefficients, solubility,
equilibrium constants, reaction-rate constants, etc. All of these quantities must be
determined experimentally for any given material as functions of the state variables such as
temperature, pressure, and chemical composition.
Furthermore, although conservation laws yield the differential equations of change
for predicting profiles of velocity, pressure, temperature, and concentrations within a fluid,
as well as the associated fluxes of momentum, energy, and mass, either mathematical
complications associated with complex geometries and boundary conditions or the
inherently random nature of turbulent flow make rigorous computations and a priori
predictions impractical in most cases. For that reason, one uses phenomenological
relations to define transport coefficients such as the friction factor, drag coefficients, heattransfer coefficients, and mass-transfer coefficients, which are useful quantities, but they
must be determined experimentally for a given situation.
There are generally two types of quantities that must be measured. There are the
material properties, and there are macroscopic characteristics of a certain type of system or
process. The unknown quantity may be a single constant, or it may be an unknown
function that varies with changes in local conditions. In the case of basic materials
properties, thermodynamics usually reveals a set of independent variables upon which a
quantity should depend. In the more general case, dimensional analysis often helps one to
identify an appropriate set of independent variables to be considered. Based on theoretical
analysis, one may know the functional form that the unknown quantity should follow.
When a theoretical form is known, the task of the experimenter is to find the specific
parameter values that enable the function to fit the behavior of the particular material or
process of interest. When there is no theoretical guidance or experience that provides a
functional form for the expected dependence of the measured quantity on its independent
variables, the experiment has to seek an empirical functional form that represents the
Experimental Design and Statistical Analysis of Data
Page I-23
ChE 324 Lab Manual
system behavior. One must also determine the associated parameter values that provide a
quantitative description of the phenomenon.
Thus, in the conduct of practical chemical engineering there are two related
activities that are crucial to the effectiveness of an experimental program. First, one must
consider the matter of experimental design. The other issue is statistical analysis of the
data.
When one has available a deterministic model for a system that is based on a
rigorous theoretical analysis, the purpose of experimentation might be simply to confirm
the validity of the theory. In this case one might use statistical analysis, combined with
replicated measures, to discrimiate experimental error from shortcomings in the theoretical
model. More often, the chemical engineer is working with a deterministic process model
that contains some unknown parameters. These unknown parameters may be
thermodynamic or transport properties of the material or they may be parameters such as
transport coefficients that depend on the detailed geometry or flow conditions in the
equipment. In this case, the objective is to estimate the value of the unknown parameter or
parameters from the experimental tests.
Estimation of model parameters from data is often referred to as "curve fitting" or
regression analysis. A brief summary of curve fitting and parameter estimation is given in
Appendix 13 of this manual. The statistical approach to parameter estimation not only
provides a quantitative result from the experiment but also indicates the chance that the
estimated value is accurate. Statistical analysis considers different kinds of experimental
errors and provides a criterion for omitting data points that are clearly inconsistent with the
bulk of the data set. (Of course, one should be alert to possible messages from the data
that there is some effect occurring in the system that is not accounted for in the basic
model.)
In the case where one does not know initially what functional form should
represent the magnitude and variation of a quantity of interest, it is appropriate to adopt a
strategy of experimental design. That is, one has to decide which independent variables
might have an effect on the outcome of an experiment. Then one must choose values of
those variables to use in setting up the experiment. A number of experiments must be
conducted at different settings of the suspected independent variables to see what effect
each actually has. Because experiments are usually costly and time-consuming, one hopes
to answer this question with a minimum number of tests.
For example, suppose one were interested in maximizing the yield of a particular
reaction in a certain type of reactor. The independent variables that might be relevant
could include temperature, pressure, reactant concentrations, residence time in the reactor,
as well as mixing characteristics. Another variable might be the concentration of a
possible catalyst. To find out under what conditions the amount of product produced from
the reactants is maximized, one could do many experiments at different settings of the
various variables, but an exhaustive study might be prohibitively expensive.
Experimental Design and Statistical Analysis of Data
Page I-24
ChE 324 Lab Manual
To make the experimental study of a problem like this most efficient, statisticians
have developed techniques known as factorial design. The first objective of statistical
design is to determine which variables have a large effect and which have little or no effect
on the outcome of the experimental system. More advanced analysis considers whether the
effects of variables are independent or whether there are interactions among the variables.
Then there is the question of how the dependence on the variables can be represented by
quantitative formula.
Box, Hunter, and Hunter (1978) provide a good treatment of experimental design
and factorial analysis. Many of their examples are taken from the field of chemistry. The
fourth and last part of this book deals with model building, that is, identification of
quantitative functions that can successfully describe observed experimental behavior.
Although models based on statistics and empiricism, rather than a rigorous underlying
theory, are limited in their predictive capacity to the actual range of variables studied, they
are nevertheless quite useful for practical purposes.
Reference
Box, G.E.P., W.G. Hunter, and J.S. Hunter, Statistics for Experimenters, An Introduction
to Design, Data Analysis, and Model Building, John Wiley & Sons, New York (1978
Experimental Design and Statistical Analysis of Data
Page I-25
ChE 324 Lab Manual
Syllabus
Page I-26
ChE 324 Lab Manual
Syllabus
Page I-26
ChE 324 Lab Manual
Part A
Measurement of Transport Properties
ChE 324 Lab Manual
Experiment A.1
VISCOSITY OF NEWTONIAN LIQUIDS
Viscosity is a fundamental property of fluids that indicates a material's capacity to
transport momentum by molecular mechanisms. The magnitude of liquid viscosity,
which depends on temperature and chemical composition, determines not only the
quantitative but also the qualitative nature of fluid flow (Bird et al., 2002). Numerous
experimental methods have been devised for the measurement of the viscosity of a
Newtonian fluid. An accurate determination of absolute viscosity, which is denoted by µ,
demands a careful analysis of the experimental technique that is used. As an example of
some of the problems involved in practical viscometry, this experiment employs a simple
capillary-tube viscometer to measure the viscosities of several Newtonian liquids.
Theory
Application of Newton’s law of viscosity and conservation of momentum to the
steady flow of a constant-density fluid through a straight tube of uniform circular cross
section of length L leads to the Hagen-Poiseuille relationship (Bird et al., 2002)
Q=
π ( − ∆℘)R
8 µL
4
(A.1-1)
where (-∆℘) is the net driving force for the flow, Q is the volumetric flow rate of fluid,
and R is the tube radius. The quantity ℘ is defined as (p+ρgh) where p is static, or
thermodynamic, pressure, ρ is fluid density, g is the acceleration of gravity, and h is
vertical elevation above a datum plane. Thus, ℘ represents the combined effects of
pressure and gravity in causing the fluid motion. (The notation in this manual follows
that used in Transport Phenomena by Bird et al., 2002, which presents a summary table
on pp. 757-764. For example, ∆x ≡ x2-x1 where the subscript 1 indicates the value of a
quantity x at the fluid entrance and 2 the value at the exit.)
There are a number of assumptions involved in the development of the HagenPoiseuille law. Among other conditions, the flow must be laminar and free from end
effects. If the construction and operation of an experimental apparatus can conform
accurately to the key assumptions, it is possible to use Equation A.1.1 to measure the
viscosity of Newtonian fluids.
A simple experimental arrangement which could yield a viscosity determination
based on Equation A.1.1 is the steady flow Q of a fluid in a long, straight tube that is
maintained at a constant temperature and is equipped with a device to measure the
pressure gradient ∆p/L at some distance from the ends of the tube; a capillary manometer,
for example. In most instances the control of the operating conditions over the entire
length of the tube, the cleaning difficulties, and the need for a large sample of liquid to
fill the length of the tube prohibit or make very difficult the use of such a device. Other
more convenient and compact types of viscometers to which the Hagen-Poiseuille
Experiment A.1
Viscosity of Newtonian Fluids
Page A.1-1
ChE 324 Lab Manual
equation may be applied have been developed. The Cannon-Fenske viscometer and other
modifications of the Ostwald pipette are examples (ASTM, 1955).
When the total change in the driving force ℘ associated with a flow rate Q
through a tube is due to hydrostatic head alone, Equation A.1.1 may be written as
ν =
π g ( − ∆h ) R
4
8Q L
(A.1-2)
where (-∆h) is upstream elevation minus downstream elevation, called the hydrostatic
head difference, and the quantity ν is defined as
ν= µ/ρ
(A.1-3)
and is called the kinematic viscosity. The kinematic viscosity is often expressed in units
of cm2/sec, which is called stoke.
Consider steady fluid flow through a straight capillary tube of fixed length L for
which the hydrostatic head differential ∆h is constant. If one measures the time for a
fixed volume of fluid V to pass through a particular tube, the kinematic viscosity should
be related to the observed efflux time te as follows:
ν = C te
(A.1-4)
where C is called the viscometer constant. If C is evaluated by observing te with a liquid
of known viscosity, C may be calculated for the apparatus. Then measurements of te for
the same V in the same cell with other fluids allows the kinematic viscosities of the latter
to be calculated from Equation A.1.4. Dynamic viscosity value is then obtained by
multiplication with the density of the liquid.
Equation A.1.4 is derived by substituting the relation
Q = V/te
(A.1-5)
into Equation A.1.2 and combining all constant factors into one term. The viscometer
constant C is thus identified to be
C=
π g ( − ∆h) R 4
8VL
(A.1-6)
Although the preceding equations are derived for constant ∆h and constant Q,
they may be applied with reasonable success to a pipette-type viscometer in which a
liquid drains under a slowly varying hydrostatic head. In that case, one may use average
values of Q and ∆h in Equations A.1.2 and 6, and the constant C should still be a property
of only the viscometer geometry and not depend on the properties of the fluid.
Apparatus
Experiment A.1
Viscosity of Newtonian Fluids
Page A.1-2
ChE 324 Lab Manual
The capillary-tube viscometer apparatus consists of the following items:
1. A commercial Number 200 Cannon-Fenske pipette type viscometer, which is designed
for a 20-to-80 centistoke range in kinematic viscosity
2. A stopwatch
3. Several constant temperature baths (plain, cylindrical Pyrex jar; 12-inch outsidediameter by 12-inch height; 4.5 gallon capacity), set at various temperatures
4. Automatic temperature controls
a. Temperature sensing element (mercury-contact, wide-range, quick setting,
0.01°C thermoregulator)
b. Electric heating-elements (200 watt, hairpin, immersion heaters)
5. A 10 ml. graduated pipette
6. Cleaning solution
7. Acetone
8. Distilled water
9. Source of dry filtered air
10. A mounting device for holding the viscometer in the water baths
11. A stock of 60-weight-percent aqueous sucrose solution
12. A stock of approximately 85-weight-percent aqueous glycerol solution
13. A glass pycnometer (25 ml)
14. An analytical balance
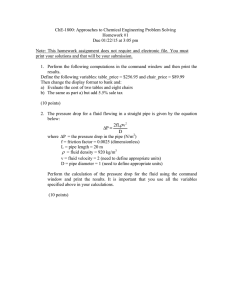
The design and construction details of the Cannon-Fenske pipette-type
viscometer, including the dimensions for size No. 200, are shown in Figure A.1-1.
The viscometer may be filled with liquid such that there is an initial elevation
difference, or static head (-∆h), between the liquid surface in the tube on the right side
and that in the spherical bulb at the bottom of the cell. Both surfaces are at atmospheric
pressure. Liquid is allowed to drain through the capillary tube, and the efflux time te is
measured as the time for the liquid level on the right side to drop through the lower bulb.
The volume V is the fixed volume contained between the two marks above and below
that small reservoir. The elevation difference in Equation A.1.2 or 6 is taken to be the
average difference between the liquid level in the larger bulb on the left side, which
changes only slightly, and that in the lower bulb on the right as the liquid level drops
from the upper mark to the lower one.
The cell constant C is determined from Equation A.1.4 by measuring the
efflux time for a liquid of known kinematic viscosity. Then Equation A.1.4 may be used
to calculate the kinematic viscosity of an unknown liquid from its efflux time in the same
apparatus.
Experiment A.1
Viscosity of Newtonian Fluids
Page A.1-3
ChE 324 Lab Manual
Working capillary
Figure A.1-1. The Cannon-Fenske Pipette-Type Viscometer For Transparent
Liquids. Dimensions are given for size Number 200.
Procedure
1.
Ensure that the thermostat baths have attained the predetermined temperatures at
which the viscosity measurements are to be made, 30, 45, and 60oC.
2.
Clean the viscometer thoroughly before using. In the case where aqueous solutions of
organic materials are involved, clean with cleaning solution, rinse with distilled water
followed by acetone, and dry with filtered air. NOTE: In order for the viscometer to
operate properly, it must be absolutely clean.
Experiment A.1
Viscosity of Newtonian Fluids
Page A.1-4
ChE 324 Lab Manual
3.
Calibrate the viscometer using the 60-weight-percent aqueous sucrose solution that is
provided. Measurements are to be taken at three temperatures, 30, 45, and 60oC.
4.
With the viscometer in a vertical position, use the 10-ml graduated pipette to
introduce exactly 6.5 ml of the sucrose solution into the wider leg of the viscometer.
NOTE: All liquids are to be introduced into the viscometer at room temperature.
5.
Place the viscometer in a constant temperature bath. It should be submerged such
that the bath-water is at least one centimeter above the upper of the two small
reservoirs. Allow at least ten minutes for the viscometer and its contents to reach
thermal equilibrium with the bath, particularly at the higher temperatures. The filled
viscometer will be moved from bath to bath to obtain data at various temperatures.
6.
Before measuring any efflux times, align the viscometer vertically in the constant
temperature bath, in the orientation shown in Figure A.1-1.
7.
Apply suction to the narrow leg of the viscometer until the liquid level is about 0.5
cm above the etched mark between the two small reservoirs.
8.
Place a thumb over open end of narrow leg to maintain the liquid level. At this point
an unbroken column of liquid should extend from the large bulb at the bottom to a
level near the bottom of the upper small reservoir.
9.
Remove thumb and measure with the stopwatch the time required for the liquid
meniscus to pass from the upper etched mark to the lower etched mark.
10.
Repeat Steps 7. through 9 to obtain replicate data points. The runs go faster at the
higher temperatures so it is more convenient to take replicates in the warmer baths.
11.
Clean the viscometer thoroughly and dry it, as described in Step 2, both when a new
liquid is to be introduced into the cell and when no further measurements are to be
made.
12.
Repeat Steps 4 through 11, replacing the sucrose solution first with the 85-weightpercent aqueous glycerol solution, then with distilled water. For glycerol use the
same temperatures as in the calibration process. With pure water, it is sufficient to
make a measurement only at 30oC; this measurement will be used to test the
applicability of the method to less viscous fluids.
13.
Collect the following data needed for the determination of the density of the sucrose
and glycerol solutions, using water as a standard:
a)
b)
c)
d)
e)
Weight of the empty, dry pycnometer
Weight of the pycnometer plus distilled water
Weight of pycnometer plus sucrose solution
Weight of pycnometer plus glycerol solution
Temperatures of all solutions weighed
These measurements may be done at room temperature or in the 30oC bath. Calculate
densities in order to determine the actual solution concentrations from the density
tables given in Appendix 4.
14.
Note also approximate values of the quantities appearing in Equation A.1.6. These can
be used to estimate the expected value of C.
Experiment A.1
Viscosity of Newtonian Fluids
Page A.1-5
ChE 324 Lab Manual
15.
Always pour the solutions slowly. Otherwise, they will entrain air bubbles that are
very slow to escape and can affect the experimental results.
16.
Be especially careful while cleaning and drying your viscometer. Return test solutions
to their containers, and wipe up any spills. Rinse out the glassware as thoroughly as
possible with distilled water and with Alconox if necessary. Rinse with a minimal
amount of acetone, disposing of the waste acetone in the waste-solvent container
provided, and dry very gingerly with compressed air. The greatest risk of breaking the
glass occurs during the drying.
Data Analysis
1. For the 60-weight-percent aqueous sucrose solution plot:
a.
density vs. temperature
b.
absolute viscosity vs. temperature
c.
kinematic viscosity vs. temperature
These properties are given in Appendix 4 and 4a.
2. Use these sucrose-solution data with measured efflux times to determine the
viscometer constant C. Consider whether the data indicate any dependence of C on
temperature.
3. Determine the experimental kinematic viscosity of the glycerol solution as a function
of temperature. Plot the results, and for comparison include in the plot a literature
value for the kinematic viscosity of an 85-weight-percent aqueous glycerol solution at
20°C. Properties of glycerol solutions are given in Appendix 4.
4. Compare the experimentally determined viscosity of water with published values.
Properties of water are given in Appendix 5.
5. As a check on the validity of the viscometer calibration, estimate the geometrical
parameters of the cell, and calculate the expected value of C from Equation A.1.6.
6. For laminar-flow conditions, the entrance length Le , i.e., the distance in the tube
required for the flow patterns to become fully developed, has been found to be a
function of the Reynolds number:
Le ≅ (0.05)(2R)(Re)
(A.1-7)
where Re ≡ (2R<vz>ρ)/µ is the Reynolds number , and <vz> is the average velocity
in the tube. Estimate the volume V and the mean velocity <vz> in order to estimate
Re and the entrance length for both the glycerol solution and the water at 45oC.
Compare the estimated entrance-length values with the actual capillary length to
check the validity of neglecting end effects in the data analysis.
References
Bird, R.B., W.E. Stewart and E.N. Lightfoot, Transport Phenomena, 2nd Edition, John
Wiley and Sons, Inc., New York (2002).
Experiment A.1
Viscosity of Newtonian Fluids
Page A.1-6
ChE 324 Lab Manual
American Society for Testing Materials, Book of ASTM Standards, Part 5, Fuels,
Petroleum, Aromatic Hydrocarbons, Engines Antifreezes. Philadelphia (1955). Tentative
Method of Test for Kinematic Viscosity, ASTM Designation. D 445-53T, pp. 197, 200224.
Viscometers, Bulletin 19, Cannon Instrument Company, Box 812, State College,
Pennsylvania.
Prandtl, L. and O.G. Tietjens, Applied Hydro- and Aeromechanics, Dover Publications,
Inc., New York (1934), pp. 26-27.
Cannon, M.R., R.E. Manning, and J.D. Bell, Anal. Chem., 32, 355-358 (1960).
Cannon, M.R., and M.R. Fenske, Ind. Eng. Chem. (Anal. Ed.), 10, 297-301 (1938).
Experiment A.1
Viscosity of Newtonian Fluids
Page A.1-7
Experiment A.2
THERMAL CONDUCTIVITY OF SOLIDS
Thermal conductivity, like viscosity, is an important transport property of matter.
The rates of heat flow, particularly in solids, are determined by the magnitude of thermal
conductivity, which reflects the capacity of the material to transmit energy by molecular
mechanisms. Like density or heat capacity, thermal conductivity is a state property, and
its value is generally a function of local temperature, pressure, and chemical composition
of a material.
Thermal conductivity, denoted by k, is defined by Fourier's law as the
proportionality factor between the heat flux q and a temperature gradient, which is the
driving force for heat flow:
q = − k ∇T
(A.2-1)
The minus sign in Fourier's law indicates that heat always flows from regions of high
temperature to regions of lower temperature.
The thermal conductivity of solids can exhibit values that range over many orders
of magnitude. Good conductors such as metals have high conductivity, while good
insulators, like wool, have much smaller values. It is necessary to measure the
conductivity of a material experimentally in order to ascertain the correct value of k to use
in quantitative heat-transfer calculations. This experiment demonstrates one method for
measuring the thermal conductivity of solids.
This experiment is based on measurement of transient temperature changes in a
sample of an initially cool solid material after it is immersed in a hot fluid bath. The
experiment is modeled by use of Fourier's law, combined with the principle of
conservation of energy, in order to obtain a theoretical relation for temperature as a
function of time in the unsteady-state heating process. Comparison between experimental
data for temperature as a function of time and the theoretical prediction allows calculation
of the thermal conductivity.
Unfortunately, there is some uncertainty concerning the effect of the fluid mixing
in the bath on the rate of heating in the solid. Therefore the apparatus must be calibrated
with solids of known conductivities in order to determine the efficiency of heat transfer
from the stirred fluid to the outer surface of the solid samples.
Theory
A microscopic energy balance in a homogeneous solid, where the physical
properties are assumed to be constant yields
ChE 324 Lab Manual
~ ∂T
= k ∇2T
(A.2-2)
∂t
In solids of simple geometry, Equation A.2-2 can be used along with appropriate boundary
conditions to solve for the temperature T within the solid body as a function of time t as
well as position. Spatial derivatives ∇ and ∇2 are given for various coordinate systems in
Bird et al. (2002, §A.7).
ρ Cp
As an example consider a thin, wide slab of solid material with thickness 2b that is
initially at a uniform temperature To. At time t=0 the slab is exposed on its surfaces to a
fluid held at a different temperature T∞. The temperature profiles in the solid can be
calculated from Equation 2 if the heat conduction from the edges of the slab is neglected
and the temperature profile is taken to be a function only of time and distance y. The
position coordinate y is measured from the center plane of the slab, and Equation A.2-2
becomes,
~ ∂ T ∂ 2T
=k
∂ t ∂y 2
ρC p
(A.2-3)
It is convenient to express Equation A.2-3 in dimensionless form. Let a
dimensionless temperature be defined as
T∞ − T ( y, t )
,
(A.2-4)
T∞ − To
where T∞ is the surrounding fluid temperature and To is the solid’s initial temperature. A
dimensionless position η is defined as
y
η=
,
(A.2-5)
b
where b is the distance from the center to the surface of the slab. The dimensionless time,
τ, is defined as
Θ=
τ=
αt
b2
,
(A.2-6)
where the thermal diffusivity, α, is
α=
k
~ .
ρ Cp
(A.2-7)
Observe that the magnitude of the thermal diffusivity is proportional to the value of the
thermal conductivity, k. Equation A.2-3 becomes
∂ Θ ∂ 2Θ
=
∂τ ∂η 2
Experiment A.2
Thermal Conductivity of Solids
(A.2-8)
Page A.2-2
ChE 324 Lab Manual
Two boundary conditions and an initial conditions are needed to solve the problem.
At t=0, T=To, which in dimensionless from becomes,
Θ = 1 at τ = 0
(A.2-9)
In general, heat transfer from a stirred fluid to a solid surface is not perfectly efficient. In
that case T1 is not equal to T∞ at all times, and the boundary condition for solving Equation
2 must be established accordingly. Although the flow patterns and convective heat transfer
in the fluid phase surrounding the solid may be quite complex, it is common to represent
the heat-transfer efficiency by use of Newton's "law" of cooling:
q1 = h (T1 − T∞ )
(A.2-10)
where q1 is the flux of heat crossing the solid-fluid interface into the fluid. Equation A.210 is not a fundamental law; it is merely a convenient approximation used to describe the
efficiency of the fluid-side heat-transfer process. It defines the proportionality factor h, the
fluid-film heat transfer coefficient, the value of which depends on the flow conditions and
geometry as well as the properties of the fluid. Better mixing and more efficient heat
transfer give larger values of h.
Assuming that in a given situation, one can estimate the value of h, Equation A.210 can be used as a more realistic boundary condition on the solid surface instead of the
condition of a constant temperature. That is, the appropriate boundary condition for
solving Equation A.2-2 for a slab becomes
q1 = − k
∂T
= h (T − T∞ ) at y = ±b
∂y
(A.2-11)
where the first relation expresses Fourier's law for the heat flux on the solid side of the
interface and the second gives the flux on the fluid side.
In dimensionless form, Equation A.2-11 becomes
∂Θ
+ Bi Θ = 0 at η=±1
∂η
(A.2-12)
where the dimensionless parameter Bi is defined as
Bi =
bh
k
(A.2-13)
and called the Biot number. The magnitude of the Biot number indicates the resistance to
heat flow of the solid body relative to that in the surrounding fluid.
This problem has been solved and is given in many textbooks on heat conduction
(Carslaw and Jaeger, 1959, Jacob, 1949). The result is an infinite series solution of the
form
Experiment A.2
Thermal Conductivity of Solids
Page A.2-3
ChE 324 Lab Manual
2
Bi sec( β n )cos( β nη )e ( − β nτ )
Θ=2∑
Bi( Bi + 1)+ β n2
n =1
∞
(A.2-14)
where the βn quantities are called eigenvalues and are identified as the positive roots of the
relation
β tan( β ) − Bi = 0
(A.2-15)
The solution given in Equation A.2-14 converges slowly at short times. On the
other hand, at longer times, as τ gets large, the exponential factors in each term get smaller,
particularly those of higher order with large values of βn. At sufficiently long times the
first term, with the smallest βn value, dominates, and the approach to the equilibrium
temperature is everywhere in the solid a pure exponential decay.
For example, at times sufficiently long that Θ has fallen below 0.8 everywhere in
the solid, the dimensionless temperature at the center of the slab may be approximated
accurately by
ln Θ (τ , 0; Bi ) ≈ − β 12 τ + ln A1
(A.2-16)
where A1 is a combination of constants appearing in the first term in Equation A.2-14. At
these longer times a semilog plot of Θ versus τ should become a straight line with a slope
of − β 12 and an intercept of lnA1.
Similar relations can be derived for unsteady conduction in a cylinder or in a sphere
by solving Equation A.2-2 in cylindrical or spherical coordinates. The results for a
cylinder are
2
∞
Θ=2∑
n =1
Bi J o ( β n η ) e − β n τ
[β
2
n
]
(A.2-17)
+ Bi 2 J o ( β n )
where Jo(x) is a Bessel function of the first kind and zero order. The eigenvalues in this
case are determined as the roots of
β J 1 ( β ) − Bi J o ( β ) = 0
(A.2-18)
where J1(x) is the Bessel function of the first kind and first order.
The temperature profile in a sphere is given as
Θ=2
∞
∑η
n =1
Experiment A.2
Thermal Conductivity of Solids
2
Bi sin( β n η) e − β n τ
[ Bi
2
− Bi + β
2
n
] sin(β
n)
(A.2-19)
Page A.2-4
ChE 324 Lab Manual
with the eigenvalues being given as the roots of
β cot( β ) + Bi − 1 = 0
(A.2.20)
For the cylinder and sphere the characteristic distance b used to define the
dimensionless groups in Equations A.2-5, 6, and 13 is the radius of the body, and the
dimensionless distance η is the fractional distance from the center of the body to the
surface. For these two cases as well as the slab, the behavior of the temperature at the
center of the body at longer times takes on the form of Equation A.2-16.
Values of the first (smallest) eigenvalue, β1, calculated from Equations A.2-15, 18,
and 20, are given for the three geometrical cases as functions of Bi in Figure A.2-1.
Tabulated values are given in Appendix 6. These values can be used in Equation A.2-16,
which is valid for all three cases.
20
18
Sphere
16
Cylinder
1/Bi=k/hb
14
Slab
12
10
8
6
4
2
0
0
0.5
1
1.5
2
2.5
3
3.5
β1
Figure A.2-1. The first eigenvalue β1 for heat conduction in a slab, cylinder, or sphere,
given in relation to the Biot number. At a given value of Bi, the magnitude of the first
eigenvalue is largest for the sphere and smallest for the slab.
For very large values of Bi, it is also possible to derive approximate asymptotic
forms for the β1 factor that appears in Equation A.2-16. The following approximations,
which are accurate within about 1% for the range indicated, may be more convenient that
tabulated values for use in data analysis:
Experiment A.2
Thermal Conductivity of Solids
Page A.2-5
ChE 324 Lab Manual
β1 =
π
[1− ε + ε
2
2
]
− 01775
.
ε 3 + ... for ε < 0.3
(A.2-21)
for a slab,
ε2
β 1 = 2.405 1 − ε +
+ ..., for ε < 0.2
2
(A.2-22)
for a cylinder, and
[
]
β 1 = π 1 − ε + 3.29 ε 3 +..., for
ε < 0.2
(A.2-23)
for a sphere, where ε = 1/ Bi.
Plots of the complete forms of Equations A.2-14, 17, and 19 for a slab, cylinder,
and sphere can be found in Perry's handbook or in one of a number of heat-transfer
textbooks. (Kreith, 1958).
Apparatus
The apparatus for this experiment consists of (1) a relatively large constanttemperature bath with automatic temperature control; (2) a circulation chamber for
contacting a solid specimen with the bath fluid under controlled flow conditions;(3) a
pump to circulate the bath fluid from the thermostat through the circulation chamber; (4) a
mercury thermometer; (5) copper-constantan thermocouples connected to a digital
thermometer; (6) a stop watch; and (7) solid test specimens of various shapes and
materials, each with a copper-constantan thermocouple inserted at its center and mounting
brackets attached for suspending it in the circulation chamber.
The test specimens are shown schematically in Figure A.2-2. Physical properties
and dimensions of the materials used are given in Table A.2-1. A diagram of the apparatus
is given in Figure A.2-3.
Experiment A.2
Thermal Conductivity of Solids
Page A.2-6
ChE 324 Lab Manual
Figure A.2-2. Geometry of the test specimens.
Table A.2-1. Physical properties and dimensions of the specimens used in Experiment A.2
Thermal
Material of
Specimen Shape
Density, ρ Heat
Construction
and size
(lbm/in3) Capacity, CP Conductivity, k
(Btu/°F·lbm)
(Btu/hr·ft·°F)
Aluminum Bronze
0.274
0.170
41
Sphere: D = 3.0 in.
Chrome Steel
0.283
0.113
26
Sphere:
Carbon Steel
0.256
0.112
31
Cylinder: D = 2.0 in
Slab:
2b = 2.0 in.
Brass
0.307
0.136
58
Cylinder: D = 2.0 in.
Slab:
2b = 2.0 in.
Nylon
0.040
0.4
--
Cylinder D = 2.0 in.
Slab:
2b = 2.0 in.
Sphere: D = 3.0 in.
Experiment A.2
Thermal Conductivity of Solids
D = 3.0 in.
Page A.2-7
ChE 324 Lab Manual
Figure A.2-3. Diagram of the experimental apparatus.
Procedure
1. Turn on the thermostat, if it has not been done, and set the bath temperature at 60o C.
2. Turn on the circulation pump, and check that there is flow through the test chamber.
3. Ensure that the bath has reached the pre-determined temperature and that it is holding
constant.
4. Inspect the digital thermometers and make sure that they are all reading room
temperature properly. Note any offset observed with a particular thermocouple.
5. Choose a particular geometry for your experiment, slab, cylinder, or sphere. Check the
dimensions, and note the materials of the solid test specimens that will be used. See
Appendix 7.
6. Just prior to placing a test specimen in the circulation chamber, measure the bath
temperature with the mercury thermometer, and record the temperature at the center of the
test specimen.
7. Place the test specimen in the circulation chamber and record the temperature history at
the center of the specimen by recording both time and temperature as the solid heats up.
Experiment A.2
Thermal Conductivity of Solids
Page A.2-8
ChE 324 Lab Manual
This may be done most conveniently by choosing a temperature, using the stopwatch to
record when that temperature is reached, and then selecting the next temperature to be
recorded. Be careful not to turn off the stopwatch when interval readings are taken. Take
as many readings as possible at the beginning of a run while the temperature is changing
most rapidly. Later the data may be taken in a more leisurely manner. Take data until the
solid centerline temperature reaches at least 95% of its ultimate change, that is, until Θ ≤
0.05 at η=0.
8. Just after the measurement of the temperature history at the center of the test specimen
has been completed, once again measure the bath temperature with the mercury
thermometer.
9. Repeat this procedure with two known materials (iron or steel and copper or brass) and
with the unknown (nylon), all of the same shape and size.
Note: Initial filling and any make-up of water lost from the bath should be done with hot
tap water to minimize bath-temperature recovery time.
Data Analysis
The logic of this experiment is that the thermal conductivity of nylon, presumably
unknown, can be determined in an apparatus in which the rate of heating of a nylon object
can be observed. We have a theoretical model for the rate of heating of simple solid shapes
that relates the changing temperature of the solid body to the thermal conductivity of the
solid. There is a complication, however, in that the rate of heating also depends on the
efficiency of the fluid in transferring heat to the surface of the solid. This efficiency
depends on the properties of the bath fluid, the intensity of fluid mixing, and the geometry.
These factors are characterized by the parameter h.
In order to calibrate the apparatus, that is, to determine the value of h for the bath
being used here, one observes heating rates with one or two materials of the same shape
and size but with known thermal properties.
Calculations:
1. For each of the known materials tested, plot the temperature-time data in
dimensionless form on a semi-log graph, according to Equation A.2-16. Obtain the value
of β1 from the slope of the linear region and calculate the Biot number, hL/k, from the
appropriate equation (A.2-15,18, or 20) depending on the shape. Calculate the value of h.
The fluid-film heat-transfer coefficient, h, is characteristic of the water bath, its flow rate,
and of the shape of the solid body, but it is independent of the thermal properties of the
solid. Therefore, the solid specimens should yield similar values of h.
2. After you have fit the semi-log plots of your temperature data for the two known
materials and estimated the corresponding values of β1 (and Bi) from the slopes of the
linear regions, estimate the values of the intercept ln A1 in Equation A.2-16 calculated
from β1 and the truncated theoretical model. This theoretical intercept may be compared
Experiment A.2
Thermal Conductivity of Solids
Page A.2-9
ChE 324 Lab Manual
with the intercepts of your linear fit of the data for each known material in order to check
for consistency.
The theoretical values of A1 are the following:
A1 =
2 Bi sec β 1
Bi ( Bi + 1) + β 12
(A.2-24)
for the slab,
A1 =
[β
2 Bi
2
1
]
+ Bi 2 J 0 ( β 1 )
(A.2-25)
for a cylinder, and
A1 =
2 Bi β 1
( β + Bi 2 − Bi ) sin( β 1 )
2
1
(A.2-26)
for a sphere. Values of the Bessel function Jo(β1) are tabulated in Appendix 6.
3. From the temperature measurements on the nylon object, make an initial estimate of k
by comparing the temperature-versus-time data with the theoretical form. Again, use only
the data falling in the linear region of the semi-log plot. Because we can guess that the
thermal conductivity of this polymer is relatively small, we can get an initial estimate of k
by assuming that the Biot number is very large, that is, k/hb ≅ 0, and use the corresponding
theoretical value of β1. (If this approximation turns out to be a good assumption, we would
not need to determine the actual value of h from measurements with known materials.)
4. Refine your estimate of k of nylon by accounting for the effect of a finite Bi on β1, that
is, the effect of the finite resistance to heat transfer in the water. This could be done by
iterative calculations, starting with the initial estimate of k obtained in the previous step
and successively revising the values of β1, α, and k until a good fit of the data is obtained.
More conveniently, you may solve for k directly by noting that you have two independent
expressions that may be solved simultaneously for β1 and k with nylon. The procedure is
the following.
First, you have in Appendix 6 or Figure A.2-1 a relation between β1 and Bi into
which you can substitute the definition of Bi from Equation A.2-13 and the known value of
h to obtain β1 as a function of k. Also, you can plot the dimensionless temperature
calculated from the experimental data with nylon versus real time. According to Equation
A.2-16 and the definition of τ in Equation A.2-6, the slope of the linear region of such a
plot, called m, will be
m = − β 12 (α / b 2 )
(A.2-27)
Substituting the definition of α into Equation A.2-27 yields a second relation between β1
and k. Simultaneous solution of the two relations gives the values of k and β1 for the nylon.
Experiment A.2
Thermal Conductivity of Solids
Page A.2-10
ChE 324 Lab Manual
The two relations may be solved graphically by plotting them both as curves of β1 versus k
and determining the location of their intersection.
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition, John
Wiley and Sons, Inc., New York (2002).
Carslaw, H.S., and J.C. Jaeger, Conduction of Heat in Solids, 2nd edition, Oxford
University Press, London (1959), pp. 121-124
Jacob, M., Heat Transfer, Volume 1, John Wiley and Sons, Inc., New York (1949), pp.
270-287
Kreith, F., Principles of Heat Transfer, International Textbook Company, Scranton (1958),
pp. 137-145
Experiment A.2
Thermal Conductivity of Solids
Page A.2-11
ChE 324 Lab Manual
Part B
Measurement of Profiles of Velocity, Temperature, and Concentration
ChE 324 Lab Manual
Experiment B.1
VELOCITY PROFILES IN STEADY TURBULENT FLOW
For fluids in steady laminar flow in simple geometries, it is often possible to
predict theoretically the exact velocity distribution of the fluid. This is the case in
straight tubes with cross sections that are either circular, concentric annular, rectangular,
or elliptical (Bird et al., 2002, pp. 48-56). In order to calculate such velocity distributions
from the differential equations of motion that are based on conservation of mass and
momentum in the fluid, one must express the flux of momentum by molecular
mechanisms, called τ, in terms of the velocity gradient ∇v. Such expressions are given
by Newton’s law of viscosity, for Newtonian fluids, and by a number of empirical models
for non-Newtonian fluids (Bird et al., 2002, pp. 231-257).
In the case of steady turbulent flow, it is not possible to predict exactly the
time-smoothed velocity distribution of a fluid because of the complex nature of the
“turbulent momentum flux”, that is, the average rate of momentum transport by random
turbulent eddies. A number of empirical and semi-empirical relationships have been used
to describe this additional momentum flux and the resulting time-smoothed velocity
distributions in certain types of turbulent flows. In this experiment the nature of turbulent
flow is examined by measuring velocity distributions for water flowing through a smooth
tube, under turbulent conditions, at various flow rates. The results will be analyzed in
terms of standard models of the structure of turbulent boundary layers and of the
turbulent transport of momentum.
Theory
When the velocity is fast relative to the fluid viscosity, fluid flow becomes
unstable with respect to various disturbances, and the streamlines experience
instantaneous fluctuations in both magnitude and direction called turbulent eddies. For
pipe flow this usually occurs when the Reynolds number, Re = D<vz>ρ/µ, exceeds 2100.
The fluctuations in velocity provide an additional mechanism for momentum transport
across the time-averaged streamlines, with the result that the rate of momentum transport
to a solid wall is increased. Also, the enhancement of the momentum flux by turbulent
eddies modifies the time-smoothed velocity profile of the fluid; in regions of effective
turbulent transport steep velocity gradients are not needed to drive momentum transport
by viscous forces. Thus, the time-smoothed velocity profile can be flatter than the
corresponding laminar flow field. On the other hand, near a solid wall, where the
velocity fluctuations are blocked or damped out, viscous forces must carry the
momentum flux into the wall. A laminar sublayer exists near the wall in which the
velocity gradient becomes steep according to Newton's law of viscosity.
The principle of conservation of momentum and the associated equations of
motion, are still valid in the case of turbulent flow. When the equations are averaged
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
Page B.1-1
ChE 324 Lab Manual
over a time period that is long compared with the frequency of the turbulent fluctuations
one obtains equations for the time-smoothed velocity profiles. As shown by Bird et al.
(2002, §5.2),
(∇ • v) = 0
Time-smoothed
equation of
continuity
Time-smoothed
equation of motion
ρ
(B.1-1)
(B.1.2)
Dv
= −∇p − [∇ • τ ( v ) ] − [∇ • τ ( t ) ] + ρg
Dt
These equations contain, in addition to the usual viscous transport and inertial
terms, extra terms that arise from the mixing effects of the eddies. The over bars indicate
time-smoothed quantities. The extra terms are identified as the turbulent momentum flux,
τ (t ) , and called the Reynolds stresses. If one could identify a general relation between
the turbulent momentum flux and the time-smoothed velocity gradient for turbulent
flows, in a form analogous to Newton's law of viscosity, then one could solve the timesmoothed equations of motion to obtain the averaged velocity profile and the shear stress
on the walls.
A number of empirical relationships have been proposed to describe the turbulent
momentum flux; Bird et al. (2002, §5.4) summarizes some of them. The empirical
relations of Prandtl and Diessler were combined with the time-smoothed equation of
motion and experimental data to yield the so-called Universal Velocity Profile, which
agrees closely with experimental data for the time-smoothed velocity distributions in
pipes at Reynolds numbers greater than 20,000. The profile has three identifiable regions:
the laminar sublayer, the buffer layer, and the turbulent core. The three following semiempirical expressions and ranges given by McCabe et al.(2001) describe the profile very
closely:
v+ = y+
for 0 ≤ y + ≤5
(B.1-3)
v + = 5.0 ln y + − 3.05
for 5 ≤ y + ≤ 30
(B.1-4)
Laminar sublayer:
Buffer layer:
Turbulent core:
v + = 2.5 ln ( y + ) + 5.5
for y + ≥ 30
(B.1-5)
The dimensionless velocity v+ is defined as
v+ =
vz
v*
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
(B.1-6)
Page B.1-2
ChE 324 Lab Manual
where v * = τ o ρ and τ 0 is the normal shear stress (or momentum flux) at the wall.
Also,
y+ =
yv * ρ
(B.1-7)
µ
where y is the distance from the wall.
The Universal velocity profile is plotted, along with numerous experimental data
for turbulent flow in pipes, in Figure 5.5-3 of Bird et al. (2002). Although these
equations and the corresponding plot fit data on the turbulent velocity profile in pipes at
high Reynolds numbers, an awkward aspect of this approach is that Equation B.1-5 (and
the corresponding graph) do not recognize the existence of the centerline of the pipe,
where the velocity profile should be flat. The pipe radius R does not appear in these
correlations because they focus on the effect of the wall, namely the shear stress τ0, on
the structure of the turbulent boundary layer.
The average shear stress at the wall can be determined from a macroscopic force
balance on the pipe. For steady flow in a horizontal pipe the shear stress on the wall
balances the net pressure force acting axially on the fluid. That is,
2 π RL τ 0 = π R 2 ( p0 − p L )
(B.1-8)
Therefore, the wall shear stress is given by
τ0 =
( p0 − p L ) R
2L
(B.1-9)
As an alternative to fitting the turbulent momentum flux in order to derive the
time-smoothed velocity profile in turbulent flow, one may simply correlate experimental
data on the velocity profile in a particular geometry. For pipe flow at Reynolds numbers
between 104 and 105, Prengle and Rothfus (1955) reported that
vz
v z ,max
r
= 1 −
R
17
(B.1-10)
Schlichting (1951) has broadened the applicability of Equation B.1-10 by letting the
exponent be an empirical function of Reynolds number. That is, he proposed the
following empirical equation to describe the velocity distribution for steady flow in round
tubes:
r
v z = v z,max 1 −
R
1/ n
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
(B.1-11)
Page B.1-3
ChE 324 Lab Manual
where the constant n reported by Schlichting depends on the Reynolds number as
summarized in Table B.1-1. Although extremely simple and in certain respects
unsatisfactory, Equation B.1-11 is convenient. For example, it allows one to relate the
maximum velocity in a pipe to the average velocity (See Problem 5B.1 in Bird et al.,
2002), but it cannot be used to calculate shear stress at the wall nor pressure drop.
Table B.1-1. The Constant n of Equation B.1-11 as a Function of Reynolds Numbers
Re
n
4 x 103
6.0
7.3 x 104
6.6
1.1 x 105
7.0
1.1 x 106
8.8
2.0 x 106
10
3.2 x 106
10
One of the simplest methods of measuring point velocities within a flowing fluid
is with an impact tube, also called a pitot tube, which is described by McCabe et al.
(2001). By conversion of kinetic energy head to static pressure head at the mouth of a
tubular probe, the undisturbed velocity in an impinging streamline can be related to the
rise in pressure within the impact tube above the static pressure in the fluid at the point of
impact. When this pressure difference is measured by a manometer, the local velocity of
the fluid impacting the mouth of the tube vn is related to the manometer reading by the
relation
(ρ − ρ b )
v n = 2 g ∆h sinθ a
ρ H 2O
1/ 2
=
2∆pg c
ρH O
(B.1-12)
2
where vn is fluid velocity normal to the mouth of the tube, ∆h is the differential length
reading on the manometer scale, θ is the angle of the manometer relative to the horizon,
and the subscripts in the density-difference term refer to the heavier manometer fluid (a)
and to the lighter fluid (b) above it. The second expression can be used when the
pressure drop is measured directly using an electronic transducer.
When the manometer is damped, as it is in this experiment, and the impact tube is
aligned with the pipe axis, Equation B.1.12 may be used to relate the time-averaged value
of the differential reading of the manometer, ∆ h , to the time-averaged axial point
velocity, v z (r ) . Be careful that the calculated velocities are dimensionally correct.
Apparatus
The apparatus for this experiment is illustrated in Figures B1-1 and 2. The
equipment consists of
1. A test section of cylindrical pipe that is equipped with two piezometer rings for
measuring the local static pressure and a traversing impact tube with a static pressure
tap. (Inside diameter of test section = 1-1/16 inches; distance between piezometer
rings = 3 ft; length of test section before impact tube = 5 ft; length of test section
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
Page B.1-4
ChE 324 Lab Manual
2.
3.
4.
5.
6.
7.
after impact tube = 1 ft.) The configuration of the impact tube is shown in Figure
B.1-1. A scale on the probe-positioning mechanism is graduated in tenths of an inch.
Two manometers (24-inch air-over-water, and 15-inch water-over-mercury). The
manometer board can be oriented at several angles relative to the horizontal in order
to amplify the ∆h reading.
A source of clean water and a 55-gallon galvanized steel drum supply reservoir.
A scale, collection container, and stopwatch for measuring the mass flow rate of
water.
A thermometer
Auxiliary piping (1.5 inch, Schedule 40, galvanized iron pipe) as shown in Figure
B.1-2. Valve V-10 controls the flow rate through the pipe.
A centrifugal pump driven by a 1.5 horsepower, 60 cycle, 220 volt, 3-phase electric
motor at 1800 rpm. The pump is rated to deliver 45 gal/min under 25 ft of liquid
head at 1750 rpm.
Figure B.1-1. Diagram of the test section and traversing impact tube.
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
Page B.1-5
ChE 324 Lab Manual
Figure B.1-2. Diagram of the piping configuration for Experiment B.1.
Procedure
Measure the time-smoothed velocity profile in the pipe at three Reynolds numbers
according to the following procedure.
1. Locate all the valves and become familiar with the operation of the equipment,
particularly that concerning functions of the manometers and the pressure taps on the
test section. Check and record dimensions of the apparatus, and measure the water
temperature.
2. Purge the manometer lines of air as follows:
a) Start with all valves closed except V-10, which is to be fully opened. Let
water flow through the test section.
b) Turn valves V-1 and V-2 to the “piezometer” position.
c) Open valves V-3, V-4, and V-5. When no more air bubbles are visible in the
manometer, close V-3, V-4, and V-5.
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
Page B.1-6
ChE 324 Lab Manual
d) Open V-8 and V-9. When no more air bubbles are visible in the
transparent plastic tubing, close V-8 and V-9.
e) Turn valves V-1 and V-2 to the “impact tube” position.
f) Open valves V-3, V-4, and V-5. When no more air bubbles are visible in the
manometer, close V-3, V-4, and V-5.
g) Open V-8 and V-9. When no more air bubbles are visible in the
transparent tubing, close V-8 and V-9.
3. Adjust the height of the water columns in the air-over-water manometer as follows:
a) Start with all valves closed. There is to be no water flowing through the test
section, but the test section is to be full of water.
b) Open valves V-8 and V-9.
c) If the water columns are too high on the manometer scale, open V-6 and turn
V-1 and V-2 to the “piezometer” position. Inject air into the top of the
manometer by means of the pressurizing bulb. When the heights of the water
columns have been adjusted to the desired level, close valves V-1, V-2, and
V-6.
d) If the water columns are too low on the manometer scale, turn on the pump,
open V-7 and turn V-1 and V-2 to the “piezometer” position. Slowly open V10. When the heights of the water columns have been adjusted to the desired
level, close valves V-1, V-2, and V-7.
e) Close valves V-8 and V-9.
4. Turn on the pump, and adjust the flow rate through the test section to the approximate
flow rate desired. Determine the actual mass flow rate by collecting and weighing the
discharge from the test section. It is suggested that you make runs with valve V-10
fully open and with it set approximately at two-thirds and at one-half of fully open.
The by-pass valve on the pump should remain closed. Also, the water level in the
reservoir should be kept fairly constant and above the entrance of the outlet line.
5. Determine the rates of momentum transfer in the test section by measuring the
pressure drop between the piezometer rings. Valves V-1 and V-2 should be set to the
“piezometer” position. Record no manometer readings when the manometer
differential is less than two inches. In order to get reasonable accuracy with a
significant ∆h value, either adjust the angle of the manometer or switch from the
water-over-mercury to the air-over-water manometer by closing valves V-3 and V-5
and opening V-8 and V-9. On the other hand, be careful not to blow mercury from the
manometer with a large pressure difference.
6. Determine the fluid velocity at a radial position in the test section by measuring the
pressure differential between the impact tube and the static pressure tap for various
positions of the probe. (Turn valves V-1 and V-2 to the “impact tube” position).
Again, take no manometer readings when the differential is less than two inches.
Also, be certain to allow ample time for the flow and manometer reading to become
stable. Record the position of the probe for each pressure measurement.
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
Page B.1-7
ChE 324 Lab Manual
7. Perform Step 6 for several radial distances from the center of the pipe. Make
measurements on both sides of the centerline of the pipe to obtain a complete velocity
profile. In particular, take readings at the extreme positions of the probe, close to the
walls, in order to identify the relationship between the scale on the probe-positioning
device and the coordinates within the pipe. Do not, however, use excessive force in
positioning the probe against the pipe wall.
8. Perform Step 5 once for each flow rate.
9. Perform Steps 4 through 8 for at least three different flow rates. (It is suggested that
the first measurement be made at the highest attainable water rate and that subsequent
measurements be made at successive reductions of the flow rate.)
10. Immediately mop up any spilled water from the floor.
Data Analysis
1. For each volumetric flow rate:
o Calculate τo from the pressure drop measurement using Equation B1-9.
o Calculate the mass flow rate and average water velocity from the timed
collection and/or the electronic flow meter data.
o Calculate the velocity profile and plot it as v z (r ) v z ,max versus r/R. Plot
the profiles for all flow rates on the same graph.
o Integrate the velocity profile to compute the flow rate of water. Calculate
the corresponding average velocity < v z > and the Reynolds number.
Tabulate the mass flow rate obtained from weighing and from this
integration and discuss the differences.
o Fit the experimental local velocity data to Equation B.1-11 and determine
the apparent value of n; compare the results with values reported in Table
B.1-1. Calculate the average velocity in the pipe for each flow rate from
the resulting equations, and compare with those determined by weighing.
2. For the largest flow rate only, plot the velocity profile in the form
v + versus y + using the calculated value of τo. In the same graph, plot the
universal velocity profile using Equations B.1-3, 4, and/or 5, as appropriate, or
Figure 5.5-3 of Bird et al. (2002). Discuss the results.
3. Check whether the shear stress and pressure drop can be calculated from
Equation B.1-11.
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
Page B.1-8
ChE 324 Lab Manual
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition,
John Wiley and Sons, Inc., New York (2002).
McCabe, W.L., J.C. Smith, and P. Harriott, Unit Operations of Chemical Engineering,
6th Edition, McGraw-Hill, Inc., New York (2001), pp. 105-106, 232-234
Prengle, R.S., and R.R. Rothfus, Ind. Eng. Chem., 47, 379-386 (1955).
Schlichting, H., Boundary Layer Theory, Fourth Edition, McGraw-Hill Book Co., Inc.,
New York (1960), pp. 504-506.
Experiment B.1
Velocity Profiles in Steady Turbulent Flow
Page B.1-9
ChE 324 Lab Manual
Experiment B.2
TEMPERATURE PROFILES IN SOLID RODS
When heat flows through a solid body by conduction, Fourier's law gives the
local rate of heat flow. As shown Experiment A.2, it is often possible to predict
temperature profiles within the body for both steady and unsteady-state conditions.
Solution of the differential equation that expresses conservation of energy within the
solid to obtain the temperature profiles depends, however, on the thermal boundary
conditions imposed upon the body. At a surface, possible boundary conditions include
specification of the temperature, specification of the heat flux, or knowledge of some
fixed relation between temperature and the flux, such as Newton's law of cooling.
In Experiment A.2, the flow of heat was essentially one dimensional, and
Newton's law of cooling was used to represent the resistance of heat flow in the fluid
phase, which lay in series with the resistance of the solid itself. By calibrating the
apparatus to obtain the magnitude of the heat-transfer coefficient in the fluid adjacent to
the solid surface, one was able to calculate the thermal conductivity of a solid material
from the observed temperature changes. Experiment B.2 is similar in nature except that
the thermal conductivities of the solid materials used are all known, and the heat transfer
to the fluid is by free--not forced--convection. Although the flow of heat here is actually
two-dimensional, a one-dimensional approximation is used to describe the temperature
profiles.
In this experiment, long, solid metal rods of different materials and diameters are
heated by steam at one end. Heat flows down the rod and it is transferred to the
surrounding air by free convection. Initially, the heat flow is in an unsteady state, while
the rods are heating up. Eventually, when the rate of input of heat from the steam is
balanced by the loss of heat to the air, the temperature profiles in the rods reach a steady
state. A simplified theoretical model of this process is presented. Measurements of the
axial temperature profiles allow comparison with the theoretical model and estimation of
the fluid-film heat-transfer coefficient for the air surrounding the horizontal cylinders.
The situation studied in this experiment is representative of heat-exchanger fins,
that is, masses of metal attached to heat-exchanger surfaces to provide increased surface
area for transfer of heat from a solid to a fluid. Such structures enhance the overall rate
of heat transfer if the resistance to heat flow in the solid is less than that in the fluid film.
Theory
A long, solid rod of uniform circular cross section with radius R, and initially at a
uniform temperature equal to that of the surrounding air, is suddenly heated at one end by
a constant-temperature heat source. Assume that the following approximations are
acceptable: The physical properties of the solid are independent of temperature, the rod is
very long, a temperature gradient ∇T exists only in the axial direction, and the fluid-film
heat-transfer coefficient, h, of the air on the cylindrical surface is independent of position.
Experiment B.2
Temperature profiles in solid rods
Page B.2-1
ChE 324 Lab Manual
The key simplification in this analysis is to neglect the radial variations of
temperature within the rod and to solve for the temperature as a function only of axial
position z and time t. The justification for this assumption is that the rod diameter is
small compared to its length and that, because the metal has a high thermal conductivity,
the resistance to radial heat flow lies primarily in the air phase. Thus, at any axial
position, the temperature across the rod is essentially uniform, and the surface
temperature is equal to the average across the cross section.
Based on this assumption, one can consider a thin slice of the rod, of thickness ∆z,
apply an energy balance, and take the limit as ∆z goes to zero to derive a differential
equation for temperature T. The result of this shell-balance procedure is
∂T
∂ 2T
= α 2 − β ( T − Ta )
∂t
∂z
(B.2-1)
where Ta is the bulk temperature of the ambient air. In Equation B.2-1 the two
parameters are the thermal diffusivity of the solid
α =
k
ρ Cp
(B.2-2)
and a factor containing the heat-transfer coefficient h
β=
2h
Rρ C p
(B.2-3)
The β factor has dimensions of (time)-1 and should no be confused with the eigenvalues
used in Experiment A.2.
Note that treating the problem as a one-dimensional conduction problem has put
the heat-transfer coefficient, which normally appears in a boundary condition, into the
differential equation. Thus, the last term in Equation B.2-1 accounts for the local loss of
energy from the metal to the surrounding air.
The appropriate boundary conditions for this problem are the following:
T = Ta for t ≤ 0 and all z
(B.2-4)
T = Ts for z = 0 and t > 0
(B.2-5)
T = Ta for z → ∞
(B.2-6)
where Ts is the temperature of the energy source at the base of the rod. The last condition
applies if the rod is long enough that its temperature far from the source remains
unaffected and in equilibrium with the air.
One may verify that the solution to this problem, given by Carslaw and Jaeger
(1959), is
T (t , z ) − Ta 1 z
= e
Ts − Ta
2
β /α
Experiment B.2
Temperature profiles in solid rods
z
erfc
+ β t + e − z
4α t
β /α
z
erfc
− β t
4α t
(B.2-7)
Page B.2-2
ChE 324 Lab Manual
where erfc is the complementary error-function, defined as
erfc( y ) = 1 − erf ( y ) = 1 −
2
y
e
π ∫
− n2
(B.2-8)
dn
0
Figure B.2-1 shows a plot of the error function and the complementary error function.
1.2
erf(x), erfc(x)
1
0.8
erf
0.6
erfc
0.4
0.2
0
0
0.5
1
1.5
2
2.5
3
x
Figure B.2-1. Error function and complementary error function. The error function
starts at 0 and asymptotically approaches 1, whereas the complementary error
function starts at 1 and asymptotically approaches 0.
At steady state, Equation B.2-7 becomes simply
T ( z ) − Ta
= e−z
Ts − Ta
β /α
(B.2-9)
The instantaneous rate of total heat discharge by the rod to the air Q may be
computed either by applying Fourier's law at the base of the rod,
Q = −π R2 k
∂T
∂z
(B.2-10)
z =0
or by using Newton's law of cooling for the cylindrical surface
∞
Q = 2π R ∫ h (T − Ta ) dz
(B.2-11)
0
The solution for T(t,z) from Equation 7 may be used in either of the latter two equations.
In general, the result is
e −β t
β
Q (t ) = π R 2 k ( Ts − Ta )
+
erf ( β t )
α
π α t
Experiment B.2
Temperature profiles in solid rods
(B.2-12)
Page B.2-3
ChE 324 Lab Manual
and at steady state it becomes
Qss = π R 2 k (Ts − Ta )
β
α
(B.2-13)
Apparatus
Figure B.2-2 illustrates the apparatus for this experiment. The equipment consists
of:
1. A steam chest that serves as a constant-temperature heat source. The steam chest is
connected to the low-pressure steam line by a quick-release flexible hose. The steam
pressure should remain constant at about 8-10 psig with the main valve completely
open and the steam trap operating properly.
2. Three metal rods mounted horizontally with one end inserted into the steam chest.
Two of the rods are made of aluminum (Alloy 2011-T3), and one is made of steel
(Type 304 SS). The aluminum rods have diameters of 0.5 and 1.0 inch; the steel rod
has a 1.0-inch diameter.
3. Copper-constantan thermocouples installed on the centerlines of the rods at specific
axial distances from the steam chest. The locations of the thermocouples measured
from the first thermocouple are 0.1, 0.3, 0.5, 0.75, 1.0, 1.5, 2.0, 2.5, and 3.0 feet.
4. Either a portable precision potentiometer with manual switches to record
thermocouple readings or a computer system interfaced with the equipment to log
temperature measurements from the array of thermocouples as functions of time.
5. A copper-constantan thermocouple probe designed to measure surface temperatures.
6. A stopwatch.
The properties of the metal rods are given in Table B.2-1.
Experiment B.2
Temperature profiles in solid rods
Page B.2-4
ChE 324 Lab Manual
Table B.2-1. Physical Properties of the Metal Rods
Material
Thermal
Conductivity, k
(cal/cm-s-oC)
Density, ρ
(g/cm3)
Heat Capacity, Cp
(cal/g-oC)
Stainless steel (304)
0.039
8.0
0.12
Aluminum (2011-T3)
0.53
2.7
0.23
Figure B.2-2. Diagram of the Apparatus for Measuring Temperature Profiles in Solid
Rods
Procedure
Measure the transient and steady-state temperature profiles in all three rods
according to the following procedure.
1. Record the air temperature in the room.
2. Drain any condensate from the steam lines and steam chest before beginning the test.
3. The time-position-temperature data will be logged on a computer using LabVIEW
software. The control program is located on the following path:
Labview/324 Thermocouples.llb/324 Expt. B.2 - Temp Profiles
Experiment B.2
Temperature profiles in solid rods
Page B.2-5
ChE 324 Lab Manual
Only two switches on the virtual instrument panel are used to record the data:
a) The "Run" arrow ( ⇒ ) on the left side of the tool bar starts data acquisition.
b) The "Enable/Off" green switch stops acquisition and saves the data to a file.
The default sampling-time interval is 30 seconds, which should be adequate for this
experiment.
To become familiar with the data acquisition system, check the rod temperatures
(ambient) sampled by the computer before the steam is turned on. Start acquisition
by clicking on the Run arrow, and stop acquisition after a few minutes by clicking on
the green Enable/Off switch. DO NOT CLICK ON THE STOP ICON AS THIS
WILL PREVENT THE DATA FILE FROM CLOSING PROPERLY AND ALL
YOUR DATA WILL BE LOST. A prompt for a filename will appear within 2
cycles of the sampling interval (default is 2 x 30 sec). Save the initial thermocouple
readings to a file on a diskette. Temporary data storage in the Labview directory on
the C: drive is permissible, but data will be erased weekly.
After the ambient temperature profile has been recorded in a file, it is safest to
close and re-open the LabVIEW program file (“324 Expt. B.2 - Temp Profiles”) so
that all settings are re-initialized.
4. Measure and record the lengths of the rods and the distance of the closest
thermocouple position from the outside of the steam chest. Measure the positions of
the other thermocouples to check the values given above.
5. Open the steam valve and monitor the pressure in the steam chest. Start the computer
program by clicking on the Run arrow just after the steam is introduced. Wait until
steady state has been reached in all of the rods before stopping the data acquisition.
(This may take ~ 2 hours for the stainless steel rod.)
During the data-acquisition period it is very important that the computer program
is not interrupted or stopped because the time scale will subsequently be incorrect.
When steady state has been reached, the data may be saved to a spreadsheetcompatible file by clicking on the Enable/Off switch. It may take up to 2 cycles of
the sampling time for a prompt to appear. DO NOT "CANCEL" THE FILENAME
PROMPT WHILE WAITING FOR THE FILE TO BE SAVED, OR ALL
DATA WILL BE LOST.
During data acquisition it is possible to change the scaling on the graphical
display or to scan through the data appearing in spreadsheet format on the screen. Be
careful not to accidentally interrupt the acquisition process.
6. Record the steam pressure in the steam chest, and look up the corresponding
saturation temperature for steam. This is the value to be used as Ts.
7. With the surface-temperature probe, attempt to measure the surface temperatures on
the rods at several locations to see if they differ significantly from the interior
temperatures.
8. Observe and record once again the air temperature in the room and the steam pressure
to confirm that the boundary-condition temperatures have not changed significantly
Experiment B.2
Temperature profiles in solid rods
Page B.2-6
ChE 324 Lab Manual
during the experiment. If either Ta or Ts change, it will be necessary to use average
values in the data analysis.
9. If there is time at the end of the lab, use a fan to blow air across the rods, and observe
the new steady-state temperature profiles.
Be careful not to touch any hot surfaces, and do not disconnect the steam line nor
open the steam chest while there is live, pressurized steam in the apparatus.
Data Analysis
From the steady-state temperature profiles, one can estimate average values for
the air-film heat-transfer coefficient on each rod. Plot the steady-state profiles on a semilog graph, according to Equation B.2-9, to estimate the values of h. If the measured rod
temperatures do not seem to approach the steam temperature Ts at the edge of the steam
chest, adjust the nominal location of the origin of z by choosing z=0 to be the position
where the steady-state profile extrapolates to Ts. This adjustment may be a bit different
for each rod because of different conduction effects within the steam chest itself.
Estimate the steady-state flow rate of heat Qss from the steam chest to each rod by
dT
estimating from the data the temperature derivative
and using Equation B.2-10.
dz z =0
Compare these values with the results calculated from Equation B.2-11 and the estimated
values of h.
Using the temperatures of the rod and the air at locations 2, 5, and 8, calculate the
predicted local heat transfer coefficient. Equation B.2-14 shows the correlation between
the Nusselt,Grashof, and Prandtl numbers for free convection (Bird et al., 2002, §14.6).
0.671
Nu = 0.772
1 + (0.492 / Pr) 9 / 16
[
]
4/9
(Gr Pr)1 / 4
(B.2.14)
Equations B.2-15,16, and 17 show the definitions of the dimensionless numbers
hD
kf
Nu =
Pr =
Gr =
Experiment B.2
Temperature profiles in solid rods
Cpµ f
kf
D 3 ρ 2f gβ f ∆T
µ 2f
(B.2-15)
(B.2-16)
(B.2-14)
Page B.2-7
ChE 324 Lab Manual
Note that βf in Equation B.2-14 is the coefficient of thermal expansion for air (1/Tf
if ideal gas is assumed), not the convection factor defined in Equation B.2-3. The
subscript f indicates that the properties are evaluated at the “film” temperature, i.e., the
arithmetic average of the metal surface and air bulk temperatures.
Test the consistency of your data and the validity of the theoretical model by
comparing the transient temperature data for each of the three rods with values predicted
by Equation B.2-7 and the values of h obtained from the steady-state temperature
profiles. Specifically, plot the experimental dimensionless temperatures at the location of
the third thermocouple, counting from the steam chest, as a function of β t , and show
the theoretically predicted curve on the same plot.
The equations developed in the Theory section have been programmed in a
Mathcad sheet, and it is presented as Appendix 8. Students may copy this Mathcad
program from the Appendix on the course web page and use it as a template to calculate
the theoretical temperature profiles and heat flows for various values of h.
As an optional exercise, one might estimate the local heat flux from the rod
surfaces by radiation. Especially at higher temperatures radiation can be a significant
mechanism for heat transfer that acts in parallel with conduction and convection.
Approximate calculations can indicate whether this mechanism is significant a particular
situation and should be considered in the process model; see for example Bird et al.
(2002, §16.5).
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition,
John Wiley and Sons, Inc., New York (2002)
Carslaw, H.S., and J.C. Jaeger, Conduction of Heat in Solids, Second Edition, Oxford
University Press, London (1959), pp.133-135.
Revised 1/2002 by R.Chavez
Experiment B.2
Temperature profiles in solid rods
Page B.2-8
ChE 324 Lab Manual
Experiment B.3
CONCENTRATION PROFILES IN A STAGNANT GAS
Because of the similarity between the mathematical functions that describe
diffusion of chemical species and those for conduction of heat, it is often possible to
identify analogies between these two phenomena. For example, for one-dimensional
transport across a stagnant layer of material at steady state, one finds that the profiles of
either temperature or concentration should be linear. Also, the flux of heat or mass is
linearly proportional to the relevant driving force, i.e., the difference in temperature or
concentration across the layer, and is inversely proportional to the thickness of the layer.
The proportionality factor in each case is the respective transport property, thermal
conductivity or molecular diffusivity. This linearity provides the basis for the film model
in defining heat and mass-transfer coefficients and leads directly to useful analogies
between the two processes.
With diffusion, however, an intrinsic complication can cause the analogy with
heat conduction to break down. The diffusion process itself can constitute a net mass
flux across an otherwise stagnant layer. Thus, convection occurs as a result of diffusion,
and the concentration profile of a solute is distorted from its otherwise linear form.
Furthermore, the driving force for the net flux of the solute in this case is no longer its
concentration difference across the film. Rather, the driving force for the molar flux
becomes a more complex function of concentration. The impact of these complicating
effects depends on the nature of the transport process itself, that is, whether components
other than the solute are also moving across the film, and on the level of concentration of
the solute.
In this experiment acetone is allowed to evaporate into nitrogen. The steady-state
concentration profiles of acetone vapor in an otherwise stagnant layer of nitrogen are
measured to assess the degree to which they deviate from the straight-line form predicted
by a simple analogy with heat conduction. Also, an unsteady-state concentration profile
is measured and used to estimate the diffusivity of acetone vapor in nitrogen. The
theoretical analysis of the diffusivity determination takes into account the net convective
velocity arising from the diffusion process.
Theory
Consider the physical situation illustrated by Figure B.3-1. A reservoir of
volatile liquid A is placed at the bottom of a column of length L containing stagnant,
insoluble gas B. At the bottom of the column, z=0, the gas is saturated with vapor at a
mole fraction xA0. At the top of the column at z=L there is a cross flow of pure gas B that
Experiment B.3
Concentration profiles in a stagnant gas
Page B.3-1
ChE 324 Lab Manual
maintains a concentration xA0=0. The column of gas is thus viewed as a stagnant film of
B across which A diffuses.
Figure B.3-1. Diffusion of a vapor A through a stagnant fluid B
If one assumes a pseudo-steady state in the gas column, application of a
steady-state, one-dimensional shell balance, for each gas indicates that the flux Niz of
each component must be constant across the film. Specifically, the flux of vapor is
everywhere equal to its value at the interface:
N Az = N A0
(B.3-1)
As Bird et al. (2002, p. 543) show, Equation B.3-2 gives Fick’s law for a binary
mixture
N Az = − c DAB
dx A
+ x A ( N Az + N Bz )
dz
(B.3-2)
where c is the molar density of the gas mixture.
Because component B is insoluble, its flux at the gas-liquid interface must be
zero, and since the flux is a constant (steady state), it must therefore be zero everywhere:
N Bz = 0
(B.3-3)
Therefore, Equation B.3-2 becomes
N A0 = −
c DAB dx A
(1 − x A ) dz
Experiment B.3
Concentration profiles in a stagnant gas
(B.3-4)
Page B.3-2
ChE 324 Lab Manual
Equation B.3-4 may be integrated, to obtain the concentration profile
1− xA 1
=
1 − x A0 1 − x A0
z
L
(B.3-5)
which becomes linear as xA0 gets small, thus
z
lim x A ( z )= x A0 1 −
x A →0
L
(B.3-6)
Equation B.3-6 is analogous to the temperature profile in a similar situation.
From combination of Equations B.3-4 and 5 the flux of vapor is given by
N A0 =
c DAB 1
c DAB
ln
( x A0 )
=
L
1 − x A0 L ( x B ) ln
(B.3-7)
where (xB)ln, the log mean of the mole fraction of B across the film, is defined as
( x B ) ln =
x BL − x B 0
x
ln BL x
B0
(B.3-8)
In the limit of very small liquid volatility, (xB)ln→1.0, and the flux becomes
lim N A0 =
x A →0
cD AB
x A0
L
(B.3-9)
which is analogous to the comparable heat-conduction result because the convection term
in Equation B.3-2 becomes negligible as the solute concentration becomes very small.
The unsteady-state diffusion in this geometry, for the case where the
concentration of vapor A in the gas is initially zero and the time is short enough that the
concentration xA at z=L is not yet significantly different from zero, is analyzed in Bird et
al. (2002, §20.1). As a simplifying mathematical approximation, the top of the column is
taken to be at z=∞. The result for the concentration profile is given in Equation B.3-10:
x A ( z , t ) 1 − erf ( Z − ϕ )
=
x A0
1 + erf (ϕ )
(B.3-10)
where erf(y) is the error function and
Z=
z
4 DAB t
(B.3-11)
The quantity ϕ is a dimensionless interfacial velocity that is a function of xA0 given
implicitly by
x Ao =
1
1+
[ π (1 + erfϕ )ϕ exp ϕ ]
Experiment B.3
Concentration profiles in a stagnant gas
2 −1
(B.3-12)
Page B.3-3
ChE 324 Lab Manual
A table of ϕ(xA0) is presented in Appendix 9.
The unsteady-state concentration profile given by Equation B.3-10 for a specified
concentration is included in Appendix 9. It is also plotted in Figure 20.1-1 of Bird et al.
(2002) with xA0 as a parameter The interfacial flux of vapor corresponding to this
solution is
N A0 = ϕ c
DAB
t
(B.3-12)
where ϕ is the function of xA0 indicated above, and c is the molar density of the gas-vapor
mixture, which is assumed to be uniform across the film and can be estimated from the
ideal-gas law. In the limit of small xA0, ϕ becomes equal to x A0 / π . In this case the
flux given by Equation B.3-12 becomes directly analogous to the unsteady-state heat flux
given by Equation 12.1-10 in Bird et al. (2002).
Observe that the steady-state concentration profile given by Equation B.3-5
depends on xA0 but is independent of the diffusivity DAB. The diffusivity of the vapor
may be determined by measuring the flux NA0 in either the steady or unsteady state and
then by applying either Equation B.3-7 or B.3-11. Alternatively, one can determine the
diffusivity by observing the unsteady-state concentration profile and comparing it with
Equation B.3-9.
Apparatus
The apparatus for this experiment consists of the following:
1.
A diffusion cell of uniform cross-sectional area that is divided into seven
compartments, as shown in Figure B.3-2. By rotation of the cell body, the
compartments may be lined up to form a vertical column, or the compartments may
be displaced and isolated from one another. Each compartment is fitted with small
ports covered with rubber septa through which gas-sampling syringes may be
inserted. The bottom of the cell is shaped to receive a cylindrical liquid reservoir that
establishes a gas-liquid interface. At the top of the cell are a screen and a gas
manifold through which one can pass a gas stream. The diameter of the cell
chambers is 2.0 inches. The height of each section is 1.25 inches. The distance from
the top of the upper cell section to the screen separating the diffusion column from
the gas manifold is 1.0 inch.
2. A liquid reservoir in the form of a glass cup fitted with a vertical side arm to permit
observation of the liquid level in the cup.
3. A gas-storage cylinder providing pure nitrogen gas to be used as the inert gas phase
and a rotameter for monitoring the gas flow rate;
4. Pure liquid acetone for use as the evaporating material;
5. A gas chromatograph with an integrating chart recorder and gas-sampling syringes
for measuring the gas-phase concentration of acetone vapor;
Experiment B.3
Concentration profiles in a stagnant gas
Page B.3-4
ChE 324 Lab Manual
6. Thermostatted polyethylene bottles containing acetone and air to provide calibration
standards of saturated vapor at several temperatures
7. A barometer;
8. A thermometer;
9. A stop watch.
Figure B.3-1. Diagram of the Gas Diffusion Cell used in Experiment B.3
Procedure
Diffusion of acetone vapor in nitrogen gas is observed by means of the following
procedure:
1. Locate all components of the equipment and become familiar with their operation,
including the gas chromatograph.
Experiment B.3
Concentration profiles in a stagnant gas
Page B.3-5
ChE 324 Lab Manual
2. Calibrate the gas chromatograph for acetone-concentration determination using
samples of (i) pure nitrogen or air, (ii) air saturated with acetone at room temperature,
and (iii) air containing one or two intermediate concentrations of acetone vapor.
Obtain the latter by sampling acetone-saturated gas from bottles held at 10oC and at
15oC in the thermostats. Construct a calibration curve of chromatogram peak-area
ratio (acetone:air) versus mole fraction acetone. Calculate mole fractions assuming
gas-liquid equilibrium at the thermostat temperatures, and use the ideal-gas law. Note
that vapor-pressure data and Antoine-equation parameters for acetone are given in
Appendix 10. Use about 3.0 ml gas samples. Do not change any settings on the
chromatograph. Be careful not to introduce any liquid into the chromatograph and
avoid contaminating the syringes with any liquid. (Note that air and nitrogen generate
the same response in these particular chromatographs so that it is possible to use air in
the calibration procedure.)
3. Check the gas-chromatograph calibration by running replicate samples. Each
chromatograph gives a slightly different response, according to its column
temperature, detector temperature, helium flow rate, etc. Therefore, each group
should work on only one chromatograph. It should turn out, however, that the arearatio calibration curves for the several available instruments are quite similar.
4. Align the diffusion cell to form a single vertical column, and close off all the
sampling ports with the rubber caps provided.
5. While the chromatograph is being calibrated, start the diffusion process as follows:
a) Place the empty liquid reservoir in position at the bottom of the diffusion cell.
Note that the locking screws holding the reservoir in place are spring-loaded; do
not tighten them to the maximum extent.
b) Introduce the gas stream flow through the gas manifold at the top of the
diffusion cell at a rate of 500-600 ml/min.
c) Block off the outlet of the gas manifold so that the nitrogen flushes the diffusion
cell free of all unwanted gases. The gas flow is directed downward through the
cell and out the side arm of the liquid reservoir.
d) Close the sampling-port valves.
e) Allow the gas flow to pass through its manifold-exit port and, as rapidly as
possible, introduce the liquid acetone into the side arm of the liquid reservoir
until the liquid level is nearly at the top of the reservoir.
f) Begin to time the diffusion process from the moment that the reservoir is filled
with liquid.
g) Measure and record the liquid level in the reservoir relative to the bottom of the
cell.
6. Allow the diffusion process to proceed for about 40-50 minutes, by which time the
concentration profile should attain its steady state. Be careful not to disturb the flow
of the outlet as this would destroy the profile.
Experiment B.3
Concentration profiles in a stagnant gas
Page B.3-6
ChE 324 Lab Manual
7. Stop the diffusion process by rotating, smoothly and slowly but not too slowly, the
movable section of the cell to displace and isolate the alternate sections of the gas
column. Be careful not to obstruct the outlet stream.
8. After the cell compartments have been isolated, determine the average composition
of acetone vapor in each section of the cell in the following manner:
a) Open the valve on the gas-sampling port.
b) Insert a syringe through the septum and mix the gas in the chamber by a gentle
pumping action with the syringe.
c) Slowly draw a gas sample, of about 3.0 ml, and run it in the chromatograph.
d) Run duplicate samples from several cell compartments to check the accuracy of
the GC data.
9. Measure at least one unsteady-state concentration profile. Flush the cell and set it up
for diffusion by following the same procedure as above, but close the cell and stop the
diffusion process about five minutes after introducing the liquid into the reservoir.
Data Analysis
From the chromatography data calculate the concentration profiles in the cell for
each run. Tabulate the average mole fraction of acetone in each compartment as a
function of position (and time in the unsteady-state case) by using the distance from the
gas-liquid interface to the mid-point of the cell chamber. Note that xA0 will not
correspond exactly to that based on the vapor pressure of acetone at room temperature
because the liquid surface will be cooled a bit by the evaporation process. Also, although
xAL should be close to zero because of the flushing flow of pure nitrogen through the gas
manifold, it is possible that the actual value may be small but finite.
. Extrapolate the concentration profile to the position of the interface, z=0, to
estimate xA0, and extrapolate to the screen at z=L to check xAL, by comparing the
experimental steady-state concentration profile with Equations B.3-5 and 6. This may be
done by plotting experimental values of xA versus z on rectangular coordinates along with
theoretical curves computed for various values of xA0 (with xAL = 0 as assumed in the
Theory section). Identify the value of xA0 that agrees best with your data. Calculate the
interfacial temperature that would give such a mole fraction at equilibrium.
Calculate (xB)ln to assess the magnitude of its influence in Equation B.3-7. Plot
the ratio of the acetone flux given by Equation B.3-7 to that given by Equation B.3-9 as a
function of xA0. This plot shows the relative deviation from the simple analogy with heat
conduction across a stagnant film.
With the unsteady-state data, use the concentration measured in each
compartment and Equation B.3-10 to estimate the binary diffusivity of acetone vapor in
nitrogen DAB at the prevailing temperature and pressure. This calculation is set up as a
Mathcad program given in Appendix 9. Average the values of DAB calculated, and
compare the result with experimental values found in the literature and with a theoretical
estimate calculated from, Equation B.3-13 (Bird et al., 2002, §17.3).
Experiment B.3
Concentration profiles in a stagnant gas
Page B.3-7
ChE 324 Lab Manual
cD AB = 2.2646 × 10 −5
1
1
+
T
MA MB
2
σ AB
Ω D , AB
(B.3-13)
In Equation B.3-13, c is the molar concentration in mol cm-3, DAB the diffusivity
in cm2 sec-1, T is the temperature in Kelvin, MA and MB are the molecular weights of the
two species, and σAB and ΩD,AB are the binary Lennard-Jones parameters given by
Equations B.3-14 and 15.
σ AB = (σ A + σ B )
1
2
(B.3-14)
ε AB
εA εB
=
κ
κ κ
(B.3-15)
And the collision integral, ΩD,AB is a function of κT/εAB . The tabulated collision
function and the Chapman-Enskog calculation are given in Appendix 9.
For the calculation of the parameters in Equations B.3-14 and 15 one may use the
molecular parameters given in Table B.3-1 (McCabe et al.,2001).
Table B.3-1. Lennard-Jones parameters
for diffusivity calculation.
σ, Å
ε/κ, K
Nitrogen
3.798
71.4
Acetone
4.600
560.2
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition,
John Wiley and Sons, Inc., New York, 2002.
McCabe, W.L., J.C. Smith, and P. Harriott, Unit Operations of Chemical Engineering,
McGraw-Hill Book Co., New York, 2001, p. 1090.
Experiment B.3
Concentration profiles in a stagnant gas
Page B.3-8
ChE 324 Lab Manual
Part C
Measurement of Transport Coefficients
ChE 324 Lab Manual
Experiment C.1
FRICTION FACTORS FOR FLOW IN CIRCULAR TUBES
When a fluid flows through a pipe, the fluid exerts a drag force on the pipe wall.
This force is the manifestation of axial momentum being transmitted from the fluid to the
wall. One may view it as fluid friction because the equal and opposite force of the wall
on the fluid tends to retard the flow. The tangential drag force per unit area of fluid-solid
interface is called the shear stress, τ0. At steady state, a macroscopic force balance on a
section of straight, horizontal, circular pipe of length L and radius R indicates that the
fluid friction causes a pressure drop in the direction of flow:
( p0 − p L ) π R 2 = τ 0 2π RL ,
(C.1-1)
where p0 is the fluid pressure at the entrance of the length of pipe, and pL is the pressure
at the exit. Equation C.1-1 means that the force due to the upstream pressure, acting on
the fluid in the direction of the flow, is balanced by the tangential drag force and by the
downstream pressure acting in the opposite direction.
For practical purposes, it is desirable to relate τ0 to the flow rate of the fluid so
that one may use Equation C.1-1 to calculate the relationship between flow rate and
pressure drop in pipes. For Newtonian fluids, Newton's law of viscosity gives the shear
stress at the wall:
τ0 =−µ
∂ vz
∂r
(C.1-2)
r=R
where µ is the fluid viscosity, vz is the fluid velocity in the axial direction, and r is the
radial coordinate in the pipe. For laminar flow, one can solve for the steady-state
velocity profile vz(r) as shown in Section 2.3 of Bird et al. (2002). With that profile, one
can then calculate the total volumetric flow rate of fluid Q as well as the derivative in
Equation C.1-2. These two results are combined to obtain the Hagen-Poiseuille law for a
horizontal pipe,
π ( p0 − p L ) R 4
Q=
8µ L
,
(C.1-3)
which may be used to calculate either Q from (p0-pL) or vice versa.1
With turbulent flow, however, the chaotic nature of the flow and the radial
transport of momentum by random eddies make it impossible to calculate the velocity
profile from first principles. In Experiment B.1 it was seen that it is even difficult to
measure the velocity profile near the pipe wall very accurately. In this case Equation
For a non-horizontal pipe, one must substitute the pressure p with the expression p-ρgz to include the
effect of the static head. This quantity is designated by a script P in Bird et al.,2002.
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-1
1
ChE 324 Lab Manual
C.1-2 is of limited utility, and one must resort to empiricism in order to relate pressure
drop to fluid flow rate and to the properties of the system.
Based on the physical principles that govern fluid flow, even when the related
differential equations cannot be solved, one can define a useful quantity for correlating
experimental data on fluid flow behavior in laminar or turbulent flow and in more
complex geometries. This quantity, called the friction factor, is calculated from
measured values of pressure drops and flow rates for various geometries and fluids.
According to dimensional analysis, friction factor values may be presented in fairly
general dimensionless correlations that can be used for practical predictions of flow
behavior. In this experiment, one measures pressure drop as a function of flow rate for
water passing through horizontal pipes of several sizes. From the data a general
correlation of the friction factor is constructed.
Theory
Consider the physical situation illustrated by Figure C.1-1.
Pressure
r
Pressure po
R
D
z=
Figure C.1-1. Flow inside a pipe.
z
z=L
For fully developed, steady-state flow the local, time-smoothed shear stress at the
wall τ0, given by Equation C.1-2, is independent of position on the wall because the timesmoothed velocity profile is independent of the axial distance and of the angular position.
A dimensionless friction factor f for this case may be defined as the proportionality factor
in the relation
1
2
τ 0 = ρ < vz > 2 f
(C.1-4)
where <vz> is the average velocity in the pipe, defined by
< v z >=
Q
π R2
(C.1-5)
This f is called the Fanning friction factor for pipe flow.
Combination of Equation C.1-4 with Equation C.1-1 yields the relation
π 2 R 5 p0 − p L
f=
ρ Q2 L
Experiment C.1
Friction factors for flow in circular tubes
(C.1-6)
Page C.1-2
ChE 324 Lab Manual
which allows calculation of f from experimental data on pressure and flow rate. At the
same time, combination of Equation C.1-4 with Equation C.1-2 gives another expression
for f:
− 2µ
f=
∂ vz
∂r
r=R
2
ρ< v z >
(C.1-7)
which provides a theoretical form for computing f if the detailed velocity profile is
known.
Even if the velocity profile cannot be computed from basic principles, as in
turbulent flow for example, the underlying differential equations may be subjected to
dimensional analysis as shown in Section 3.7 of Bird et al. (2002). The conclusion of
such a dimensional analysis for steady, fully developed Newtonian flow in a straight pipe
is that form and that the solution of the basic equations must be a general function of the
form
v z ( r , ρ ,µ , R )
r
= v *z ( ; Re)
R
< vz >
(C.1-8)
Where the left hand side of equation C.1-8 is the dimensionless velocity profile. The
Reynolds number is defined as
Re =
D < vz > ρ
µ
(C.1-9)
where D is the pipe diameter, D=2R.
Substituting Equation C.1-8 into Equation C.1-7 leads to the conclusion that the
friction factor function for incompressible, Newtonian fluids in a straight, smooth pipes
should be simply
f = f (Re)
(C.1-10)
More generally, the friction factor can depend on dimensionless geometrical ratios. For
example, for shorter pipes in which the velocity profile is developing and τ0 depends on
the distance downstream from an entrance, the expected relationship for the average
friction factor is of the form
f = f (Re,
L
)
D
(C.1-11)
Or if the pipe wall is rough with a scale of roughness of average magnitude k, the
correlation for f in fully developed flow is expected to be
f = f (Re,
k
)
D
(C.1-12)
One can calculate values of f from flow data on selected fluids in straight pipes
using Equation C.1-6. Those values may then be fitted into an empirical dimensionless
correlation to obtain the dimensionless function indicated in Equation C.1-10 (or C.1-11
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-3
ChE 324 Lab Manual
for short pipes). According to the principle of dimensional analysis, the resulting
dimensionless function should be valid for all Newtonian fluids for pipes of all sizes.
Thus, when the flow rate is specified for a different fluid in a pipe of any size, one may
calculate the Reynolds number and estimate f from the general correlation. Finally, the
expected pressure drop in the pipe may be predicted with Equation C.1-6. A similar
approach is applied in the definition and use of heat or mass transfer coefficients, as
explained in Chapters 14 and 22 of Bird et al. (2002).
A well-known general correlation of f values has been constructed from a large
body of data and is shown in Figure C.1-2. A larger diagram is presented in Figure 5.10
of McCabe et al. (2001) and in Figure 6.2-2 of Bird et al. (2002).
f
0.100
0.010
0.001
100
1000
10000
100000
1000000
Re
Figure C.1-2. Friction factor as a function of Reynolds numbers and pipe
roughness. The lowest curve represents smooth pipes and f increases with
roughness. The straight line at the left is for laminar flow.
On this plot is included the theoretical relationship obtained from Equation C.1-7 for
fully developed laminar flow, for which the velocity profile is given by
vz =
( po − p L ) R 2
4 µL
r 2
1 −
R
(C.1-13)
Also shown are empirical curves for turbulent flow in pipes of various degrees of
roughness, characterized by the scale dimension k. Although there are two possible
solutions for f at any value of Re, corresponding to both laminar and turbulent flow, the
former is stable only at Reynolds numbers lower than 2100. The turbulent-flow friction
factor is always greater than that for laminar flow because turbulent mixing enhances
momentum transport to the pipe wall. Similarly, finite values of L/D or k/D tend to
increase the value of f.
In many cases of pipe flow the flow rate is not known a priori so the Reynolds
number and friction factor cannot be calculated directly. For example, in the case where
the pressure drop is imposed by external conditions, the flow rate and hence the Reynolds
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-4
ChE 324 Lab Manual
number are dependent variables to be determined from the f correlations. In this case one
may rearrange the relation given by Equation C.1-10 to solve for the quantity
Re f =
Dρ
( p0 − p L ) D
2 Lρ
µ
(C.1-14)
which is independent of <vz> in order to obtain a new correlation
(
f = f Re f
)
(C.1-15)
For example, Figure C.1-2 may be replotted in the form of Equation C.1-15. The
quantity Re f can be calculated from a known pressure difference by means of
Equation C.1-14 and used to estimate the value of f. Then, Equation C.1-6 may be used
to predict the volumetric flow rate Q.
In the present experiment, one measures pressure drops and
flow rates for water passing through horizontal pipes of three different diameters. From
the data one may calculate values of both the Reynolds number and the friction factor f,
from which a correlation corresponding to Figure C.1-2 may be constructed.
It is instructive to compare regions of the empirical
friction-factor correlation with relations predicted from various forms of the velocity
profile according to Equation C.1-7. For example, the parabolic laminar velocity profile
yields the theoretical relation, which can be confirmed experimentally for Re<2100,
f=
16
Re
(C.1-16)
If the time-smoothed velocity profile in fully developed turbulent flow is fit by the
power-law form given in Equation B.1-10 the corresponding result from Equation C.1-7
is
f=
0.0791
Re1/ 4
(C.1-17)
On the other hand, if one fits the velocity profile in turbulent flow with Equation B.1-5, a
specific form of Equation C.1-15 is obtained:
1
f
[
]
= 4.0 log 10 Re f − 0.40
(C.1-18)
Equation C.1-17 is generally valid up to Re = 105, while Equation C.1-18 fits smoothpipe turbulent-flow data up to Re=4x106 (Bird et al, 2002, §6.2).
Apparatus
The apparatus for this experiment is a rig mounted with three straight horizontal
pipes of two different diameters. The dimensions of the pipes are given in Table C.1-1.
The test rig is illustrated in Figure C.1-3. Each pipe has affixed a pair of piezometer rings
for measuring pressure drops between the locations of the two rings. Tubing connects the
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-5
ChE 324 Lab Manual
piezometer rings to a pair of 60-inch manometers, one containing air over water and the
other containing water over mercury.
Clean water is supplied to the inlet ends of the three pipes by a manifold fed by a
roller-type, positive-displacement pump, and there are valves on each line to allow flow
to pass, to connect with the manometers, and to control the flow rate, as indicated in
Figure C.1-2. The following materials and equipment should be available: containers to
collect water leaving the system outlet, a platform scale for weighing the amount of water
collected, a stop watch for measuring collection time, and a thermometer for measuring
the temperature of the water.
Table C.1-1. Dimensions of the test-section pipes
Location on test rig
Inside pipe
diameter (in)
Length of test section
between pressure taps (ft)
A
top
0.250
5.0
B
middle
0.141
5.0
C
Bottom
0.141
2.5
Tube
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-6
ChE 324 Lab Manual
Figure C.1-3. Diagram of the rig with three test pipes and manometers for measuring
flow rates and pressure drops in the pipes. The inlet flow comes from a positivedisplacement pump fed from a water reservoir. The outlet flow is returned to the
reservoir through a flexible rubber hose, which can also be directed into the weighing
bucket.
Procedure
The relation between pressure drop and flow rate in the pipes is observed in the following
manner.
1. Locate all valves and the pump controls. Become familiar with the operation of the
equipment, particularly the manometers but also the platform scales and stop watch.
Check the dimensions of the system, particularly the distance between the manometer
taps. Weigh the empty water-collection bucket, and record room temperature.
2. Purge the manometer lines of air by the following procedure:
a. Open valves V-2, V-3, V-4, and V-7, and let water flow through Tube A.
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-7
ChE 324 Lab Manual
b. Open valves V-18, V-19, and V-20 and then open valves V-12 and V-15. When
no more air bubbles are visible in the transparent sections of the tubing, close
valves V-12 and V-15.
c. Direct the flow through Tube B by opening valves V-5 and V-8 and closing V-4
and V-7.
d. Open valves V-11 and V-14. When no more air bubbles are visible, close
valves V-11 and V-14.
e. Repeat with Tube C by opening valves V-6 and V-9 and closing valves V-5 and
V-8.
f. Open valves V-10 and V-13. When no more air bubbles can be detected in the
tubing to the manometers, close valves V-10 and V-13 as well as V-20.
3. Adjust the height of the water columns in the air-over-water manometer as follows:
a. Start with all valves closed except V-3 and the valves associated with the pump.
b. Open valve V-9 on Tube C.
c. If the water levels are too high on the manometer scale,
i. Open valves V-16, V-17, V-10, and V-13.
ii. Open valve V-22 and V-6, and let the water columns fall to a desired level
near the mid-point on the scale.
iii. Close valves V-22, V-16, V-17, V-6, and V-9.
d. If the water levels are too low on the manometer scale,
i. Start the pump with the inlet-line and by-pass valves open.
ii. Open valves V-16, V-17, V-10, and V-13.
iii. Crack valve V-6 open only slightly.
iv. Open valve V-22, and let the water columns rise in both columns to a level
somewhat higher than that desired.
v. Close valve V-22.
vi. Close valve V-6.
vii. Stop the pump.
viii. Adjust the levels following the procedure given above in Step 3.c.
4. Set the approximate water flow rate desired in the following manner:
a. Start with all valves closed except the inlet and by-pass valves associated with
the pump.
b. With valve V-3 closed, open completely the valves that will allow water to flow
through one of the pipes, except for the respective control valve, V-4, V-5, or
V-6.
c. Open the valves needed to connect the appropriate manometer to the test pipe.
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-8
ChE 324 Lab Manual
d. Slowly open valve V-4, V-5, or V-6 and adjust it in order to set the pressure
drop in the test pipe to the level desired. Table C.1-2 contains suggested
manometer readings for which data might be taken, in order to cover a wide
range of flow rates. These values are given only as a guide; they need not be set
exactly. Set a steady flow rate in the test pipe that yields a manometer reading
corresponding approximately to a value suggested in the table. Record the
manometer’s actual, steady state reading.
5. Determine the flow rate by collecting a mass of water from the system outlet in the
weighing receptacle during a timed period. Hold the outlet hose in a fixed position,
and direct some flow into the floor drain. Then place the collection bucket under the
hose outlet without changing its position or elevation. Weigh the mass collected, and
record its weight and the corresponding collection time. Record also the water
temperature for each run.
6. Adjust the control valve (V-4, V-5, or V-6) and, if necessary, the valves in the
manometer-connection lines, to attain flow rates corresponding to the six or seven
levels indicated in Table C.1-2.
7. Close valve V-3 after the flow rate and pressure drop values have been recorded.
Close all other valves that were opened in Step 4.
8. Repeat Steps 4 through 7 for the other two pipes.
9. Turn off the pump and close the valve on the pump inlet.
Table C.1-2. Suggested values of manometer readings at which data should be
taken. Entries are manometer differential in inches.
Tube
A
B
C
Air-over-Water Manometer
1.0
2.0
9.0
--1.0
2.6
5.5
18.0
0.9
2.0
3.0
15.0
Water-over-Mercury Manometer
8.0
19.0
34.0
5.5
18.0
30.0
4.5
12.0
33.5
An Excel spreadsheet program for data entry and calculations of flow rates and
friction factors is presented in Appendix 11. Data should be entered during the
laboratory period and a preliminary log-log plot of friction factor vs. Reynolds number
should be prepared. If there are any obvious gaps in the graph, make additional runs to
complete the correlation of f with Re.
Because the pump is a positive-displacement type, with only moderate slippage,
there must be an open flow path downstream whenever it is turned on, or the pump
by-pass valve must be open, to accommodate the nearly constant flow rate generated by
the pump. Also, all valves upstream of the pump must be fully open at all times.
Data Analysis
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-9
ChE 324 Lab Manual
Much of the data analysis is done automatically by the spreadsheet given in
Appendix 11, which not only converts the manometer readings directly to friction factors
but also calculates mass flow rates and Reynolds numbers. Calculate also the actual
pressure gradients, (p0-pL)/L, in the test sections and report them in an appendix. Plot
these values on log-log graph to demonstrate the varying dependence of pressure drop on
flow rate as it moves from laminar flow to increasingly turbulent conditions.
In addition to presenting a log-log plot of friction factor versus Reynolds number,
prepare a plot in the form suggested by Equation C.1-15. Show your experimental results
as data points and show the accepted relations given in the literature (Bird et al., 2002,
McCabe et al., 2001, Perry and Green, 1984) as solid curves. Fit the turbulent-flow
results for various regions according to Equations C.1-17 and C.1-18, and determine
whether the experimental data fit better with modified values of the constants given in
those equations.
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition,
John Wiley and Sons, Inc., New York, 2002.
McCabe, W.L., J.M. Smith, and P. Harriott, Unit Operations of Chemical Engineering,
6th ed., McGraw-Hill Book Co., New York, 2001.
Perry, R.H., and D. Green (eds.), Perry's Chemical Engineers' Handbook, 6th ed.,
McGraw-Hill Book Co., New York, 1984.
Experiment C.1
Friction factors for flow in circular tubes
Page C.1-10
ChE 324 Lab Manual
Experiment C.2
HEAT-TRANSFER COEFFICIENTS IN CIRCULAR TUBES
When a fluid flows through a pipe whose wall temperature is different from that
of the fluid, heat flows between the pipe wall and the flowing fluid, raising or lowering
the fluid's temperature. This is the situation in most practical heat exchangers. The
transport of heat in the flowing fluid occurs by both conduction and convection. If the
flow is turbulent, the dominant mechanism of transport in the bulk fluid is turbulent
mixing, that is, the convection provided by turbulent eddies. Near the pipe wall the
turbulence is damped out, and the flow of heat is ultimately carried across the solid-fluid
interface by molecular conduction. In laminar flow conduction is the mechanism of radial
transport throughout the pipe's cross section, but axial convection also affects the
temperature profiles.
In principle, theoretical methods based on Fourier’s Law and Newton’s viscosity
law could be used to calculate temperature profiles and heat fluxes within the flowing
fluid. In practice, however, especially with turbulent flow, the mathematical problem
becomes intractable, and an alternative approach must be used to calculate the
performance of heat-transfer equipment.
From a practical point of view, one usually wants to know how much the
temperature of a flowing fluid will change as it passes through a heat-transfer pipe. That
problem can be formulated in terms of a macroscopic energy balance. In many cases,
specifically at steady state when kinetic energy, potential energy, and work effects are
negligible, the macroscopic energy balance for a flowing fluid is
w ∆H = Q
(C.2-1)
where w is the mass flow rate of fluid, H is its enthalpy per unit mass, and Q is the rate of
heat transfer from the wall into the fluid. If thermal effects are dominant in the enthalpy
change, if the fluid’s heat capacity, Cp, is assumed constant, and if no latent heat effects
occur, Equation C.2-1 may be approximated by
w C p ∆T = Q
(C.2-2)
where T is the average temperature of the fluid. In both of these equations the symbol ∆
indicates the change in a quantity from the entrance to the exit of the system. If the value
of Q in Equation C.2-2 is known or can be estimated, one can calculate the change in the
fluid temperature as it passes through a heat-exchanger tube.
The heat transfer rate Q is defined as the integral of the heat flux over the surface
area of the solid-fluid interface, and the flux is determined by the shape of the
temperature profile at the wall according to Fourier's law (Equation A.2-1). The
difficulty in calculating the detailed temperature profile in most flow situations, however,
precludes the systematic calculation of Q from first principles. As an alternative one can
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-1
ChE 324 Lab Manual
implement an empirical approach based on a combination of theoretical analysis and
experimentation, analogous to the use of the friction-factor approach used for pressuredrop calculations.
Instead of using Fourier's law to represent the heat flux at a solid-fluid interface,
we may define a factor h, called the fluid-film heat transfer coefficient, by the empirical
relation
q w = h (Tw − T f )
(C.2-3)
where qw is the normal heat flux at the interface, and the subscripts w and f refer to the
wall surface and the bulk fluid, respectively. Equation C.2-3 is called Newton's law of
cooling. It is based on the general observation that in most convective transport
situations the interfacial heat flux is found to be proportional to the temperature
difference across the heat-transfer boundary layer. The coefficient h is not a fundamental
property of the fluid; it is generally a complex function of the fluid properties, the system
geometry, and the flow conditions. Its utility lies in the fact that it can measured
experimentally as an indication of the magnitude of the resistance to heat transfer in
various situations. With sufficient experimental experience, combined with theoretical
guidelines, it is possible to develop correlations for h from which typical values can be
predicted.
In this experiment one observes the temperature changes in water flowing through
tubes that are heated by steam. From the flow rates and temperature measurements, one
can calculate the heat-transfer coefficient for various pipe diameters and flow rates in
order to examine the typical behavior of h in pipe flow. Because the tube wall and the
steam may also introduce some resistance to heat flow, it is necessary to consider the
concept of the overall heat transfer coefficient in such a system.
Theory
Consider the physical situation illustrated by Figure C.2-1. A cool fluid is
flowing through a pipe and being heated by a warmer fluid flowing on the other side of a
separating wall.
Hot stream in
Th1
Cold stream in
Tc1
d
Cold stream out Tc2
d
z
Figure C.2-1. Heat transfer between two streams
Hot stream out Th2
It is necessary to distinguish among different definitions of heat-transfer
coefficients for two reasons. First, because in heat-exchanger calculations one deals
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-2
ChE 324 Lab Manual
directly with the total heat rate, Q, rather than the local rate, qw, there is necessarily an
averaging that takes place:
(
)
(
Q = ∫∫ q w dA = ∫∫ h Tw − T f dA = have Tw − T f
)
ave
A
(C.2-4)
where A is the total interfacial area for heat transfer. The identity of have and its relation
to the local value defined in Equation C.2-3 depend on what convention one chooses in
calculating the average driving force (Tw-Tf)ave. If the local value of h is constant over
the entire surface area A, a common approximation, it may be taken out of the integral in
Equation C.2-4, and the appropriate choice for the average driving force is the
logarithmic mean (Tw-Tf)ln, defined as
(T
w
− Tf
)
ln
=
(T
w
) − (T − T )
(T − T )
ln
(T − T )
− Tf
in
w
w
w
f
f
f
out
(C.2-5)
in
out
The other complication that arises in the definition and use of heat-transfer
coefficients is that the wall temperature is often not known. In most cases, heat transfer
occurs from one fluid to another through a solid wall. Only the bulk fluid temperatures
are readily measured. In this case it is appropriate to use an overall heat-transfer
coefficient U. Locally, at a position at some distance z downstream in the pipe the flux
across the inner wall may be written as
qw =
1 dQ
= U w (Th − Tc )
2π rw dz
(C.2-6)
where rw is the inner radius of the pipe, and the subscripts h and c refer to the hot and
cold fluids.
As shown in Bird et al. (2002, Example 10.6-1), the overall coefficient, which
represents the total resistance to heat flow from the hot fluid to the cold fluid, is given by
(
)
1
ln rout , j / rin , j
1
U w = rw−1
+∑
+
rw hi
kj
ro ho
j
−1
(C.2-7)
where hi is the local film heat-transfer coefficient of the fluid inside the pipe, ho is that for
the fluid on the outside with its interface at radial position ro, and the summation accounts
for solid cylindrical layers between the fluids, each with thermal conductivity kj. The
subscript w on U indicates that it is based on the cylindrical surface area at rw. Other
choices for the reference radius are possible. Because of the cylindrical geometry, the
local radial flux and hence U vary according to the radial position where they are
evaluated. The value of total heat flow from one side of the cylindrical wall to the other
side is, however, fixed and invariant with this choice.
As with the film coefficient, there is a question of how U should be averaged
when Equation C.2-6 is integrated to get Q. Normally, one assumes that U is constant
with z. In that case, there is no distinction between local and average values of U if the
integrated rate expression is written as
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-3
ChE 324 Lab Manual
Q = U w (2π rw L )(Th − Tc ) ln
(C.2-8)
that is, if one uses the log-mean temperature difference as the average driving force.
Note in Equation C.2-7 that the quantity 1/U may be viewed as a sum of
resistances in series. In each fluid phase, 1/h is the contribution to the resistance. The
addition of these terms is weighted by the radial positions of the interfaces because each
fluid is exposed to a different area for heat transfer. The terms representing the solid
layers may also be expressed in a simpler form. For example, if there is a layer of scale
or deposit that has formed on a solid surface, and its exact thickness or conductivity are
not known, the following substitution may be used:
rw ln (ro / ri )
k
=
1
hf
or
Rf
(C.2-9)
where either term on the right may be called a fouling factor (McCabe et al., 2001, pp
330-331). Which form is reported in a given study must be inferred from the units in
which the fouling factor values are presented. Obviously, Rf is a resistance, whereas hf is
its reciprocal.
For heating of a fluid in a double-pipe heat exchanger, one may combine the
energy balance for each side, Equation C.2-1, with the integrated rate equation, Equation
C.2-8, to derive a model of the process. If the value of U can be estimated, then the
model allows calculation of the outlet temperatures and Q from the inlet temperatures,
geometry, fluid properties, and flow rates. Conversely, if the inlet and outlet
temperatures and flow rates are measured, one may calculate Q from Equation C.2-2 and
U from Equation C.2-8.
In the special case where all of the resistance to heat transfer resides in one fluid
phase, such measurements allow direct determination of h for that fluid. For example, if
the resistances to heat transfer in the outside fluid and in the solid walls are negligible in
Equation C.2-7,
U w ≈ hi
(C.2-10)
and one can calculate hi as a function of flow rate, fluid properties and geometry from
measurements of temperatures and flow rates. Experiments conducted under such
circumstances have been used to develop correlations for h values that can now be used
for estimates in design calculations.
The correlation of film heat-transfer coefficients is guided by dimensional
analysis of the equations of change (Bird et al. §11.5). For steady flow in a straight pipe,
the conclusion of dimensional analysis is that the average heat-transfer coefficient may be
represented by the functional relationship (Bird et al. §14.3)
L
Nu = Nu Re, Pr,
D
(C.2-11)
where Nu is the Nusselt number, defined as
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-4
ChE 324 Lab Manual
Nu =
Dh
k
(C.2-12)
Re is the Reynolds number
Re =
Dvρ
(C.2-13)
µ
and Pr is the Prandtl number
Pr =
Cp µ
(C.2-14)
k
where D is the pipe diameter, v is the average fluid velocity, k is the thermal conductivity
of the fluid, ρ is its density, µ the viscosity, and L is the length of the pipe. For long
pipes, the effect of L/D usually becomes unimportant. On the other hand, the fact that the
viscosity may be a strong function of temperature leads one to add another dimensionless
group, the ratio of the viscosity at the pipe wall to that of the bulk fluid, into some
correlations.
For laminar flow exact solutions for the temperature profiles and heat flux have
been derived for some relatively simple situations. The results can be used to obtain a
theoretical form for h, and they may be put into dimensionless form. For example, for a
short heat-transfer section in a fully developed laminar pipe flow with constant wall
temperature and constant fluid properties, the specific form of Equation C.2-11 is found
to be
Nuln =162
. [ Re Pr ( D / L)]
1/ 3
(C.2-15)
where the subscript on Nu indicates that the log-mean temperature difference is used to
define have. Other theoretical forms have been obtained for other boundary conditions
and limiting cases.
For turbulent flow correlations for h must be empirical and based on experimental
data. It is often assumed that the general form of Equation C.2-11 for relatively long
pipes can be represented by a function
Nu = a Re b Pr c ( µ / µ w )
d
(C.2-16)
where a, b, c, and d are constants, and µw is the viscosity at the wall temperature. One
important result for pipe flow with Re>20,000 is
Nu = 0.026 Re 0.8 Pr 1/ 3 ( µ / µ w )
0.14
(C.2-17)
Bird et al. (2002, p. 436) present a plot of this equation and other correlations covering a
range of Reynolds numbers from 103 to 105 for smooth pipes.
Thus, for geometries where individual film heat-transfer coefficients have been
measured and correlated in generalized form, predicted values may be used to estimate
the overall coefficient U from Equation C.2-7, and Equation C.2-8 may then be used for
heat-exchanger design or simulation. Conversely, for unknown situations, experiments
may be run to measure U. When estimates can be made for most of the components of U,
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-5
ChE 324 Lab Manual
either from empirical correlations or theoretical considerations, then one can calculate
one unknown term, such as the h of one fluid or a fouling factor, from Equation C.2-7.
Experiments using steam simplify these calculations a bit. First of all, during
condensation at a fixed pressure, the temperature of steam remains constant. Its enthalpy
balance, Equation C.2-1, becomes
ws λ s = Q
(C.2-18)
where ws is the rate of steam consumption and λs is its latent heat of condensation. Also,
as long as the condensate drains from the heat-transfer surface readily, the film heattransfer coefficient for steam is quite large, and its contribution in Equation C.2-7 usually
becomes negligible.
Apparatus
The apparatus for this experiment is a rig mounted with three straight horizontal
double-pipe heat exchangers. On each rig, all of the heated copper tubes have a length of
41 inches, but each has a different diameter. The dimensions of the tubes are given in
Table C.2-1. The outside pipes, which are insulated and into which steam is introduced,
all have a two-inch inside diameter, and they are fitted with a steam-pressure gauge.
Table C.2-1. Dimensions of the Heat-exchanger Tubes. All have length 41 inches.
Tube
Location on Test
Rig
Inside Pipe
Outside Pipe
Diameter (in) Diameter
(in)
Unit No. 1
A
top
0.1425
0.190
B
middle
0.314
0.374
C
bottom
0.788
0.874
A
top
0.1862
0.250
B
middle
0.4325
0.501
C
bottom
1.025
1.125
A
top
0.250
0.3125
B
middle
0.666
0.750
C
bottom
0.913
1.050
Unit No.2
Unit No. 3
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-6
ChE 324 Lab Manual
The test rigs are illustrated in Figure C.2-1. Each heat exchanger has affixed
copper-constantan thermocouples for measuring inlet and outlet temperatures of steam
and water as well as a temperature on the outside wall of the copper tubing.
Also available are digital thermometers, collection buckets, stopwatches, and
scales for determining water flow rate, a supply of low-pressure steam, and an auxiliary
system for supplying water.
The construction of the heat exchangers is shown in Figure C.2-2.
Figure C.2-1. Diagram of the Rig Showing Three Double-pipe Heat Exchangers with
Different Size Tubes for Heating Water with Steam.
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-7
ChE 324 Lab Manual
Figure C.2-2. Construction Details of the Double-pipe Heat Exchangers
Procedure
Measure overall heat-transfer coefficients in the three heat exchangers by means
of the following procedure:
1. Locate all valves and the pump controls. Become familiar with the operation of the
equipment. Confirm the dimensions of the system. Weigh the empty watercollection bucket.
2. Purge air from the water lines and from the tubes of the heat exchangers by the
following procedure:
a. Open valves V-2A, V-2B, and V-2C, turn on the pump, and let water flow
through all three tubes. Control water flow rate by means of these three valves.
Keep the pump inlet valve wide open to avoid cavitation. The centrifugal pumps
are robust and can tolerate any backpressure, but the piping manifold may leak
when exposed to the maximum pump head. Keep the pump head below 100 psi
by adjusting the pump by-pass valve. At the same time do not open the by-pass
valve too wide, or the pump motor may overheat and trip the circuit breaker.
b. When there is no air remaining in the water lines, close the three water valves.
4. Open valve V-4 to clear the steam lines and jackets of condensate.
5. Test one heat exchanger at a time, in the order C, B, A, doing two runs with each.
Start up each of the heat exchangers, A, B, or C, in the following manner:
a. Open valve V-2 A, B, or C, and allow water to run through one of the tubes at a
maximum flow rate. The water flow is returned to the water storage reservoir.
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-8
ChE 324 Lab Manual
Check the flow rate by collecting and weighing a portion of water leaving the
tube. Calculate the value of the Reynolds number. (See Appendix 12 for a
spreadsheet that facilitates this calculation.) Cover a range of Re values, greater
than 10,000, by making two steady-state runs with each tube. That is, in the
second run with each exchanger reduce the water flow rate by 25 to 50% to
obtain a lower value of Re. A lower-flow-rate run may be omitted in the
smallest tube if two different values of Re greater than 10,000 can not be
attained.
b. Open completely the steam-condensate drain valve, V-1 A, B, or C, for the heat
exchanger to be tested. Then open the corresponding steam-supply valve, V-3
A, B, or C, to allow steam to enter. Control the steam pressure, if necessary,
with the latter valve. Make sure that the purge valve V-4 is closed.
5. Determine the steady-state heat-transfer rate Q in each run with the following steps:
a. Adjust the water flow rate through the tube in order to obtain a Reynolds
number of the desired magnitude.
b. Adjust the steam pressure in the shell of the exchanger to the lowest level that
gives only a slight (2-4 oF) temperature difference between the steam inlet and
the condensate outlet. Check the measured steam pressure and temperatures
against the steam tables to confirm that all instruments are operating properly.
c. Adjust the water flow rate or the steam pressure such that the rise in the water
temperature across the exchanger is between 10 and 40oF. This range allows
reasonable accuracy in calculating the energy balance but does not introduce
great variations in fluid properties. Take care especially to avoid boiling of
water within the exchanger. That is, keep the outlet water temperature well
below 212oF.
d. When all temperatures attain steady state, record their values.
e. Measure the water flow rate again at the final steady-state conditions.
6. Avoid cavitation in the pump by keeping the inlet water temperature below 160oF as
well as keeping the valve on the water-intake line completely open. The water in the
feed tanks heats up gradually as the experiments proceed. It may be cooled by city
water in a double-pipe heat exchanger that is mounted on the back of the
experimental rig. Crack open the cold-water inlet valve to keep the recycled water
temperature in the storage tank from rising too much.
7. Shut down the operation of an exchanger by first closing the steam supply valve, V-3
A, B, or C, and then closing the condensate drain valve. Never allow steam to pass
into an exchanger unless there is water flowing through the tube. Keep all valves
closed except those for the exchanger being tested. Do not operate two heat
exchangers at once.
Data Analysis
Calculate the heat load Q and the overall coefficient Uw using Equations C.2-2
and C.2-8 with the measured temperatures and water flow rates for each steady-state run.
Calculate also the Reynolds number attained by the water in each run. An Excel
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-9
ChE 324 Lab Manual
spreadsheet is presented in Appendix 12, and available on the web page, to facilitate the
calculations.
Use Equation C.2-17, or another appropriate correlation, to estimate the waterside coefficient hi. Neglecting the resistance to heat transfer on the steam side, use
Equation C.2-7 to estimate the fouling factor hf (or Rf) in each tube. Check published
correlations for steam-condensation heat-transfer coefficients to examine whether
neglecting the steam-side resistance is a reasonable approximation.
For order-of-magnitude calculations, one may neglect the curvature in the
cylindrical geometry and use a planar approximation in Equation C.2-7. That is, the ratio
of ro/rw may be taken to be unity. In this case the resistance of the scale or fouling may
also be viewed as a planar layer, and Equation C.2-7 becomes (Bird et al., 2002, §10.6):
1
∆x 1
U w =r
+∑ +
r h
w i j k j ro ho
−1
w
−1
(C.2-19)
where ∆x is the thickness of a solid layer.
From your experimental results for the fouling factor, estimate the thickness of
the fouling layer, assuming that it consists of a layer of lime, i.e., calcium carbonate. You
may find lime’s properties in Perry and Green (1984) or other sources.
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition,
John Wiley and Sons, New York, 2002.
McCabe, W.L., J.M. Smith, and P. Harriott, Unit Operations of Chemical Engineering,
5th ed., McGraw-Hill Book Co., New York, 2001.
Perry, R.H., and D. Green (eds.), Perry's Chemical Engineers' Handbook, 6th ed.,
McGraw-Hill Book Co., New York, 1984.
Experiment C.2
Heat-Transfer Coefficients in Circular Tubes
Page C.2-10
ChE 324 Lab Manual
ChE 324 Lab Manual
Part D
Analysis of Macroscopic Systems
ChE 324 Lab Manual
Experiment D.1 (Suppressed)
ChE 324 Lab Manual
Experiment D.2
EFFLUX TIME FOR A TANK WITH AN EXIT PIPE
Although there exists a theoretical framework for describing fluid flow behavior
by calculating complete profiles of velocity and pressure (Bird et al., 2002), many
practical problems cannot be solved with such a fundamental approach. One difficulty
that arises is that the geometry and boundary conditions are too complex to allow a
precise mathematical formulation and solution. The other obstacle is that the flow may
become unstable and turbulent, introducing a random component in local fluctuations that
cannot be predicted in any precise way. In such situations the fundamental laws of
physics still apply, but an alternative approach is needed to obtain descriptions with
engineering utility.
For complex geometries or flow situations it is common to adopt a macroscopic
approach rather than trying to solve the differential equations of change. Required
equations include the mass balance, the momentum balance, and the mechanical energy
balance, all applied to a general macroscopic system. A macroscopic system is defined by
the boundaries that contain a phase and, for a flow system, by control planes at the
entrance and exit points. Conservation principles are then applied to the entire volume of
the system rather than to a differential element.
The macroscopic balances are written as algebraic equations for steady-state
systems or as ordinary differential equation when an unsteady-state process is considered.
The terms that appear in the macroscopic balances are of three types: First, the input and
output terms that are evaluated at the entrance and exit planes of the system; second,
terms that express the total-transport rate across the boundaries of the system; and finally,
terms that involve a summation, i.e. an integral, of some quantity over the entire volume
of the system.
Because the purpose of the macroscopic balances is to avoid calculating in detail
the profiles of material properties, such as velocity and pressure, the calculation of the
summation terms must be done approximately. Such terms may be analyzed by
dimensional analysis, and the results combined with experimental data to develop
generalized correlations that can be used for estimates in practical engineering
calculations.
In this experiment one observes the rate of drainage of liquids from a tank through
exit tubes of various sizes. This system is analyzed with a macroscopic mass balance
combined with a macroscopic mechanical energy balance. In the later equation it is
necessary to use dimensionless correlations to estimate the loss of mechanical energy
caused by viscous dissipation within the fluid.
Experiment D.2
Efflux time for a tank with an exit pipe
Page D.2-1
ChE 324 Lab Manual
Theory
Consider a vertical, cylindrical tank such as that shown in Figure D.2-1 that
contains a Newtonian liquid up to the level h above the bottom of the tank. The top of
the tank as well as the bottom of the drain pipe are exposed to the atmosphere. Thus, the
liquid drains from the tank under the influence of gravity. A model of the draining
process is sought in order to predict the rate at which the tank empties.
R
h
R
L
Figure D.2-1. A liquid draining from a cylindrical tank through a pipe
First, one may write a macroscopic mass balance for the liquid in the system,
which is defined as the entire liquid volume from the top surface to the outlet of the pipe.
The total mass of liquid in the system is
mtot = ρ π ( R02 L + R 2 h)
(D.2-1)
where ρ is the density of the liquid, R is the radius of the tank, R0 is the pipe, and L is its
length. A mass balance for the liquid contained in the system yields
d
mtot = − ρ π R02 v
dt
(D.2-2)
where v is the average velocity out of the bottom of the pipe. There is no velocity term at
the top because there is no flow into the top of the tank.
Taking the density to be constant and substituting Equation D.2-1 into D.2-2, one
obtains
2
dh
R
=− 0 v
R
dt
(D.2-3)
This equation may be integrated from the initial liquid level h1 to a subsequent level h2 to
obtain the corresponding efflux time te. That is,
te = ∫
te
0
R
dt = −
R0
Experiment D.2
Efflux time for a tank with an exit pipe
2
∫
h2
h1
dh
v
(D.2-4)
Page D.2-2
ChE 324 Lab Manual
In order to perform the desired integration, one must know the velocity v as a function of
liquid level h. That relationship comes from the macroscopic mechanical energy balance.
If one neglects the rate of change of the total mechanical energy in the system, by
the so-called pseudo-steady-state approximation, then one can use the macroscopic
mechanical energy balance, also called the Bernoulli equation (Bird et al., 2002, p.204).
1 < v3 >
p
∆
+ g (h + L) + w = Wm − E c − E v
ρ
2 <v >
(D.2-5)
. In addition to the pseudo-steady-state approximation, one can assume that there is no
work term, that there is no overall pressure differential, that the fluid is incompressible,
and that the velocity profile in the tube is essentially flat. With those assumptions
Equation D.2-5 becomes
1 2
E
v − g ( L + h) = − v
w
2
(D.2-6)
where g is the acceleration of gravity, w is the mass flow rate through the pipe, and Ev is
the rate of viscous dissipation in the liquid.
From the derivation of the Bernoulli equation, one can identify the source of the
viscous dissipation term. For a Newtonian fluid it is possible to apply dimensional
analysis to arrive at the conclusion that
Ev 1 2
= v ev
w 2
(D.2-7)
where ev is a dimensionless function of Reynolds number and geometrical ratios and is
called the friction loss factor (Bird et al., 2002, p.206).
The contributions to Ev or ev from various regions of the system are additive. For
regions where most of the viscous dissipation arises from friction and steep velocity
gradients, such as flow through valves or around elbows, one can identify a value of ev
that is relatively constant. Some representative values for obstacles, valves, and fittings
are tabulated in Bird et al. (2002, p 207). A more complete listing is given in Perry's
Handbook (Perry and Green, 1984).
For the geometry considered in this experiment, the only ev value of interest is
that associated with the entrance into the pipe. According to Bird et al.(2002), this value
should be ev = 0.45(1 − β ) , where β is the ratio of the area of the pipe to that of the tank.
There is no exit loss because the liquid leaves the tube in a streamline manner, without
any extra turbulence generated by its contact with air. For the orifice, the value of ev is
2.7(1 − β) 1 − β 2 / β 2 .
(
)
For regions of straight pipe, one can replace the friction loss factor with the
Fanning friction factor f:
L
ev = 4 f
(D.2-8)
D
Experiment D.2
Efflux time for a tank with an exit pipe
Page D.2-3
ChE 324 Lab Manual
where D is the diameter of the pipe, L is its length, and f is a function of Reynolds
number, Re (Bird et al., 2002, p.206)
For the case under consideration, the Bernoulli equation may now be written as
L
1 2
1
v − g ( L + h) = v 2 2 f
+ ∑ e v,i
2
2 R0
i
(D.2-9)
where the summation of friction loss factors includes all obstacles and disturbances that
the fluid encounters. All terms in Equation D.2-9 may be viewed as energy per unit mass
of fluid flowing. The first term on the left-hand side represents the kinetic energy carried
out of the pipe by the fluid. Rearrangement yields an explicit expression for the
instantaneous velocity in the pipe
2g ( L + h)
v=
1 + 2f L + e
∑i v,i
R0
1
2
(D.2-10)
Before Equation D.2-10 is substituted into Equation D.2-4, it is necessary to assess the
relative magnitudes of the terms in the denominator. In particular, if the term containing
the friction factor is significant and f varies with Re, is it necessary to deal with the
velocity dependence of that term.
First, suppose that the liquid is in laminar flow, then
f=
16 µ
2 R 0 vρ
(D.2-11)
as given in Equation C.1-16. If one assumes in addition that the kinetic energy and other
friction terms are negligible, then
ρgR 20 ( L + h)
v=
8µL
(D.2-12)
which is the result of the Hagen-Poiseuille analysis. If this expression for v is substituted
into Equation D.2-4, one obtains the efflux time to be
8µLR 2 L + h 1
te =
ln
ρgR 40 L + h 2
(D.2-13)
At the other extreme, if the flow is sufficiently turbulent or the pipe is sufficiently
rough that f is a constant (see Figure 6.2-2 in Bird et al., 2002), then the result of the
integration is
L
+ ∑ e v ,i
2 1 + 2f
R
R0
i
t e = 2
2g
R0
Experiment D.2
Efflux time for a tank with an exit pipe
1
2
( L + h ) 12 − ( L + h ) 12
1
2
(D.2-14)
Page D.2-4
ChE 324 Lab Manual
where any of the three resistance terms might be dominant.
Finally, in the intermediate range of turbulent flow, for 2100<Re<105, in smooth
pipes, the friction factor may be expressed by the Blasius formula (Equation C.1-17),
f=
0.0791
Re
1
(D.2-15)
4
If only the term containing f in Equation D.2-10 is significant, then the velocity is given
by
2( L + h) 4 R 50 g 4 ρ
v=
4 4
( 0.0791) L µ
1
7
(D.2-16)
In that case, integration of Equation D.2-4 yields
1
7 R 2 ( 0.0791) Lµ 4
te = 2
3R 0 g 2ρR 5 14
0
(
)
4
7
( L + h ) 3 7 − ( L + h ) 3 7
1
2
(D.2-17)
It is possible that, as a liquid drains from a tank and the level h drops, the
Reynolds number within the pipe changes from one regime to another. In that case, the
integral of Equation D.2-4 must be evaluated in several parts, using the appropriate
expression for the velocity in each region of h.
Apparatus
The apparatus for this experiment is a cylindrical tank fitted with a level gauge, as
shown in Figure D.2-2. The tank has a 6-inch diameter, and its total depth is 10 inches.
Various interchangeable exit pipes can be screwed into the bottom of the tank. The
available exit pipes are listed in Table D.2-1. Also available are a blank plug and a
simple plug containing an orifice with diameter of 0.188 inches.
Additional equipment includes weighing containers, platform scales, a stopwatch, a
thermometer, and a graduated cylinder. In addition to water, a 60-weight-per cent
aqueous sucrose solution is available to be used as a working fluid. Properties of aqueous
sucrose solutions are given in Appendices 4 and 4a.
Experiment D.2
Efflux time for a tank with an exit pipe
Page D.2-5
ChE 324 Lab Manual
Table D.2-1. Dimensions of the available exit pipes for
the efflux time experiment.
Length, inches
Inside Diameter, inches
24
0.125
24
0.188
24
0.314
12
0.188
6
0.188
3
0.188
Figure D.2-2. Sketch of the draining-tank apparatus with an exit pipe in place
Procedure
Experiment D.2
Efflux time for a tank with an exit pipe
Page D.2-6
ChE 324 Lab Manual
1. Calibrate the depth gauge on the tank as follows:
a. Insert the blank plug in the bottom of the tank.
b. Fill the tank by adding successively known volumes or weights of water and
noting the change in level on the gauge as each portion is added.
2. Determine efflux times for draining the tank and instantaneous flow rates as follows:
a. Attach one of the exit pipes or the orifice to the bottom of the empty tank, and fill
the tank and pipe with water or sucrose solution. During the filling, seal off the
end of the tube with a fingertip or a stopper.
b. Starting with a full tank, allow the liquid to start flowing from the pipe.
c. Record the times at which the liquid level in the depth gauge passes
predetermined locations.
d. Measure the total time that it takes for the liquid level to travel from the top to the
bottom of the depth gauge.
3. Make the above measurements with all pipes and with the simple orifice with water.
Record the temperature of the liquid in each case. For ease of comparison, it is
suggested that one begin each test with the same initial level of liquid in the tank.
4. Repeat the measurements for several pipes with the sucrose solution as time permits.
Start with the shorter tubes, and then test the longer ones if there is time. Again,
begin each test with the same initial liquid level.
5. During the laboratory session perform preliminary analysis of the data. In particular,
estimate initial and final Reynolds numbers for each run. Try to schedule
experiments so that data are taken for both laminar and turbulent flow.
6. When changing tubes, take care not to bend the tubes out of vertical alignment. Also,
the O-ring seals need not be tightened very hard.
7. Return sucrose solution to its storage reservoir after use. It contains preservative to
prevent spoilage. Do not taste.
8. Avoid entraining air bubbles in the sucrose solution by pouring it down the sides of
the tank and of the storage reservoir.
9. Wash all equipment well after use with the sucrose solution, especially the depth
gauge and the drain valve just below the gauge. Wash the tubes well before placing
them in the soaking trays after use.
10. Try to avoid vortex formation in the tank during draining. Swirling flow can be
prevented by placing a circle of polyethylene sheet or another floating material on the
surface of the liquid.
11. Check and record the dimensions of the apparatus.
Data Analysis
Calculate the experimental exit velocity v as a function of h for each run. Use
these values to calculate the Reynolds number at the beginning and end of each run. Use
Experiment D.2
Efflux time for a tank with an exit pipe
Page D.2-7
ChE 324 Lab Manual
the appropriate equation from the Theory section to calculate te, and compare these
values with the experimental values.
Plot efflux time te values from all water runs versus (L/R0) on a single graph as
individual data points. Show on the same graph, as lines, the two theoretical
relationships given by Equations D.2-13 and D.2-17.
In a table compare the experimental efflux times for the sucrose solution
compared with the theoretical values calculated with the appropriate model, depending on
the Reynolds number. In the table show also L/R0 and the average value of Re for each
run.
By reference to the theoretical models, investigate the expected accuracy of the te
predictions and compare the uncertainty in those values with the deviation from
experimental values. As part of this exercise calculate the relative magnitudes of the
contributions to the viscous dissipation term for the various experimental conditions
studied.
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition,
John Wiley and Sons, New York (2002).
Perry, R.H., and D. Green (eds.), Perry's Chemical Engineers' Handbook, 6th ed.,
McGraw-Hill Book Co., New York, 1984.
Experiment D.2
Efflux time for a tank with an exit pipe
Page D.2-8
ChE 324 Lab Manual
Experiment D.3
HEATING LIQUIDS IN TANK STORAGE
Most practical process calculations in chemical engineering are based on
macroscopic balances of mass, momentum, energy, and chemical species. The general
equations that express the relevant conservation principles for macroscopic flow systems
are given in Chapters 7, 15, and 23 of Bird et al.(2002). The general balances provide a
framework for cataloging all of the various phenomena that influence the behavior a
system. Use of appropriate expressions for rate processes and judicious neglect of
unimportant terms result in relatively simple process models that describe system
behavior for purposes of design, simulation, and quantitative characterization.
The macroscopic energy balance for nonisothermal systems involving pure fluids
is (Bird et al., 2002, p. 456)
dEtot
1
ˆ w + Q−W
=−∆ Hˆ + v 2 +Φ
dt
2
(D.3-1)
where Etot is the total energy content of the macroscopic system, w is the mass flow rate
of the fluid, Ĥ is enthalpy per unit mass of fluid, v is the average fluid velocity such that
v2/2 is the kinetic energy per unit mass, Φ̂ is the potential energy per unit mass, Q is the
rate of heat addition to the system across the boundaries, and W is the rate of work done
by the fluid on the surroundings. The notation ∆(x) indicates taking the difference
between the value of a property x at the exit of the fluid from the system and its value at
the entrance point. Equation D.3-1 may be viewed as a generalization of the first law of
thermodynamics for flow systems.
Proper application of the macroscopic balances requires careful definition of the
boundaries of the system to be considered. The boundaries across which Q flows are
taken to be phase boundaries or the walls containing the flowing fluid. The entrance and
exit planes must be chosen such that the fluid flow is perpendicular to the control plane,
and the fluid properties, v, p, T, etc., are essentially constant over the plane. A subscript
1 denotes the quantities at the entrance, and a subscript 2 those at the exit. Then ∆(x)=x2x1 can be defined unambiguously.
The utility of the macroscopic balances also depends on neglecting relatively
unimportant terms in any particular application. Neglecting terms a priori may require a
certain amount of judgment in order to obtain correct answers, but assumptions of
relative magnitudes can generally be tested, either experimentally or mathematically.
In thermal processes, that is, processes involving primarily heat transfer and
temperature changes, one can usually neglect the changes in kinetic and potential energy
content of the flowing fluid. Also, the work term is zero unless a mechanical device that
transmits power to or from the fluid is present. Finally, the total energy of the system,
Etot, may be approximated by the total internal energy of the fluid Utot. In this situation a
good approximation to Equation 1 is
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-1
ChE 324 Lab Manual
dU tot
=w1 Hˆ 1 −w2 Hˆ 2 +Q
dt
(D.3-2)
If the individual terms in Equation D.3-2 can be expressed in terms of
temperatures, fluid properties, system geometry, and flow conditions, this approximate
macroscopic balance provides a useful mathematical model of the thermal process. In
this experiment, application of Equation D.3-2 is demonstrated by observing the heating
of water in a storage tank with several modes of heating. The rate of temperature rise of
the water is measured and compared with models derived from Equation D.3-2.
Theory
Consider a stirred storage tank that either contains a mass of cool liquid or is
being filled with a flow of liquid. The liquid in the tank may be heated with steam either
by a steam coil mounted in the tank or by circulating a stream of liquid through an
external heat exchanger. The general case, showing both possibilities, is represented by
Figure D.3-1.
Figure D.3-1. Diagram of a storage tank equipped for either internal or external heating.
It is desired to derive a mathematical model that describes the temperature rise in
the liquid in the tank by appropriate treatment of the terms appearing in Equation D.3-2
for the various heating scenarios. Regardless of the mode of heating, a number of further
simplifying assumptions are appropriate with this type of system. First, we shall assume
that the fluid properties are constant. Second, assume that the liquid flow rates, into the
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-2
ChE 324 Lab Manual
tank or through the external heat exchanger, as well as the initial and inlet-stream
temperatures and the steam temperature, are constant in each case. It is assumed that the
heat losses to the surroundings are negligible. Finally, it is assumed that perfect mixing
occurs in the tank, that is, the liquid temperature is uniform, if the agitator is employed,
but that plug flow occurs in the heat exchanger and, if the agitator is not used, in the tank
as well.
For the heat-transfer rate Q, appearing in Equation D.3-2, we shall use an overall
heat transfer coefficient, as defined in Equation C.2-7. The overall coefficient is assumed
to be constant over the heat-transfer surface area A. Thus, for the steam coil in the wellmixed tank the heat transfer rate is expressed as
Q = UA (Ts − T)
(D.3-3)
where Ts is the steam temperature and T is the temperature of the liquid in the tank. For
an external tubular heat exchanger the total rate of heat transfer is given by
Q = UA (Ts − T) ln
(D.3-4)
where (Ts-T)ln is the log-mean temperature difference defined in Equation C.2-5. Be
careful not to confuse the overall heat transfer coefficient with the internal energy, since
the letter U denotes both.
The total internal energy of a liquid with constant heat capacity may be calculated
as
U tot = ρC p ( Tave − Tref ) V
(D.3-5)
where V is the volume of the liquid. The average temperature Tave is defined as
Tave =
1
T dV
V ∫∫∫
(D.3-6)
and the reference temperature Tref is chosen as an arbitrary datum at which Utot=0.
The enthalpy per unit mass of a constant-density, constant-heat capacity liquid is
similarly based on the chosen reference state. It may be written as
1
Hˆ =Cˆ p (T − Tref )+ ( p − p ref
ρ
)
(D.3-7)
Usually the reference pressure pref is 1.0 atm. In many situations at low to moderate
pressures and in systems where the pressure does not vary greatly, as in the present case,
the pressure term in Equation D.3-7 is negligible.
For tank-heating processes such as those considered here, Equations D.3-4 to 7
may be substituted into Equation D.3-2 to obtain a model to predict the temperature
variation in the tank. There are a number of specific possible cases to be considered.
First, the liquid may be heated either by an internal steam coil, or it may be heated in an
external tubular heat exchanger. With each of those possibilities, there are various cases
depending on whether the tank is initially full or empty, whether there is flow into or out
of the tank, and whether the tank is agitated. Some of the possible cases are treated
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-3
ChE 324 Lab Manual
below. It is assumed in the transient problems that the heat capacity of the tank walls and
of the external heat-exchanger loop are zero so that only the volume of liquid in the tank
is included in the accumulation term. The instructor will select the cases that a particular
group should examine during the laboratory session.
Case I. The liquid in the tank is heated by an internal steam coil.
Case I.a. The tank is initially full at room temperature. There is no flow. The tank is
stirred.
In this case one normally assumes that the temperature in the tank is uniform; that
is, the local liquid temperature is everywhere equal to Tave. Equation D.3-2 becomes in
this case
ρVCˆ p
dT
=UA(Ts − T )
dt
(D.3-8)
because there are no flow terms. The initial condition is
T = T1 at t = 0
(D.3-9)
where t is time measured from the instant that steam is introduced into the coil, and T1 is
the initial temperature of the liquid. Equation D.3-8 may be integrated to obtain
T −T
UA
ln s
t
=−
ρC p V
Ts − T1
(D.3-10)
Case I.b. The tank is initially empty, but liquid flows in at a constant rate.
The mass flow rate of liquid into the tank is w. The temperature of the inlet
stream is T1. There is no flow of liquid out of the tank, so this case is applicable only up
to the time when the tank is full. With agitation, one may again assume that T is uniform
throughout the liquid in the tank.
For convenience one may choose the reference temperature to be the same as the
inlet temperature. Then the enthalpy of the liquid feed is defined as zero and does not
contribute to the energy balance. Thus, Equation D.3-2 becomes
ρCˆ p
d [V (T − T0 )]
=UA(Ts − T )
dt
(D.3-11)
In this case it is necessary to recognize that both V and A vary with time as the liquid
level in the tank rises. The volume of liquid in the tank varies linearly with time and is
proportional to the mass flow rate w. The variation of the heat-transfer-surface area
depends on the geometry of the tank and the coil. As an example, one might assume that
the submerged area of the coil is linearly proportional to the liquid volume. This case is
examined by Bird et al. (2002, pp. 466-468). The result is
(
1 − exp − UA f t / ρV f Cˆ p
T − T1
=1−
Ts − T1
UA f t / ρV f Cˆ p
(
Experiment D.3.
Heating Liquids in Tank Storage
)
)
(D.3-12)
Page D.3-4
ChE 324 Lab Manual
where Af and Vf are the respective values of area and volume when the tank is full. This
function starts at zero and approaches unity at infinite time. The temperature, Tf, attained
when the tank is full, that is, when time reaches the value tf, identified as
tf =
ρVf
w
(D.3-13)
is
(
1 − exp − UA f / wCˆ p
=1−
Ts − T1
UA f / wCˆ p
T f − T1
(
)
)
(D.3-14)
Case I.c. The tank is initially full. Flow rates in and out are constant and equal. The
tank is stirred
Consider the case where the initial temperature in the tank and the temperature of
the inlet stream are equal at T1. It is convenient to choose T1 as the reference temperature
for calculating enthalpy and internal energy. The flow rate in and out of the tank is w.
Equation D.3-2 then becomes
ρVCˆ p
dT
=− wCˆ p (T − T1 )+UA(Ts − T )
dt
(D.3-15)
with the initial condition
T = T1 at t = 0
(D.3-16)
This case is posed in Problem 15.B.8 of Bird et al .(2002)
The solution to this equation is
UA w
T − T∞
t
=exp−
+
ˆ
T1 − T∞
V
ρ
wC p
(D.3-17)
where T∞ is the steady-state temperature in the tank, given by
UA
T
T1 +
wCˆ s
p
T∞ =
UA
1+
wCˆ
p
(D.3-18)
which is obtained by solving Equation D.3-16 with the time derivative set equal to zero.
Case II. The liquid is heated by pumping a side stream through an external tubular
heat exchanger.
The mass flow rate through the heat exchanger is constant and equal to wh. Although the
tank plus the heat-exchanger loop could be selected as the complete macroscopic system,
it is more convenient to divide the process in two subsystems: the tank and the heatexchanger loop. Such a separation allows one to calculate both the temperature of the
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-5
ChE 324 Lab Manual
stream returning from the heat exchanger Th and the average temperature in the tank T. It
is assumed that the tank itself is insulated, so the heat-transfer rate Q for the tank is zero.
Equation D.3-4 yields the rate, Qh, in the heat exchanger.
Case II.a. The tank is initially full when the heating is started, and the tank is perfectly
mixed.
Once again, the assumption of perfect mixing implies that the temperature in the
tank is always uniform at T. Thus, the temperature of the stream entering the heat
exchanger is T. On the other hand, the temperature of the stream returning from the heat
exchanger is Th, thus, the log-mean temperature-difference driving force in the heat
exchanger is
(Ts − T) ln =
(Ts − T) − ( Ts − Th )
T −T
ln s
Ts − Th
(D.3-19)
Although both T and Th will be changing with time during the process, the total
volume of liquid in the heat-exchanger loop may be assumed to be small compared with
the volume in the tank. Under this condition, one can neglect the accumulation term in
Equation D.3-2 for the heat exchanger and apply what is called the "pseudo-steady-state"
approximation. That is, one uses a steady-state energy balance on the heat exchanger to
obtain an equation relating Th to T at any given instant:
wh Cˆ p (Th − T )=UA(Ts − T )ln
(D.3-20)
where the log-mean driving force is given by Equation D.3-19.
The unsteady-state energy balance for the tank itself is simply
ρVCˆ p
dT
= wh Cˆ p (Th − T )
dt
(D.3-21)
Combination of Equations D.3-19, 20, and 21 and integration yields the temperature in
the tank T(t) as
T − T1 w h K − 1
ln s
t
=
−
ρ
T
T
V
K
s
(D.3-22)
where K is an abbreviation for
UA
K =exp
w Cˆ
h p
(D.3-23)
In this case the product UA refers to the overall heat-transfer coefficient and the heattransfer surface area inside the tubular heat exchanger.
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-6
ChE 324 Lab Manual
Case II.b. The tank is initially only partly full. There is a constant flow rate into the
tank, but no flow out. The tank is stirred.
For this case, Equations D.3-19 and 20 still describe the performance of the heat
exchanger, which is taken to be at pseudo-steady state. If the initial temperature in the
tank and that of the feed are equal at T1, and the reference temperature for enthalpy and
internal energy calculation is T1, the macroscopic energy balance for the tank is
ρCˆ p
d [V (T − T1 )]
= wh Cˆ p (Th − T )
dt
(D.3-24)
There is an inlet stream with flow rate w, but it does not appear in the energy balance
because its enthalpy is by definition zero at T1. The right-hand side of Equation D.3-24
represents the net enthalpy input from the external heat exchanger. Equation D.3-20 can
be used to obtain the temperature difference. Because the steam temperature Ts is
constant, a simpler form of Equation D.3-20, relating Th to T, is
UA
Ts − T
=exp
≡K
Ts − Th
wh Cˆ p
(D.3-25)
Kern (1950) gives the solution to this problem as
w h K − 1
(Ts − T1 )
w
w K
K − 1 ρV1 + w t
= h
ln
+ 1 ⋅ ln
(D.3-26)
w h K − 1
w K ρV1
w K (Ts − T) − (T − T1 )
where V1 is the initial volume of liquid in the tank. This solution is valid, of course, only
up until the time when the tank is full, tf, which is given by Equation D.3-13.
Case II.c. The tank is initially full with no inflow or outflow, but there is no mixing in
the tank.
If there is no agitation of the liquid in the tank, there is likely to be some
stratification with warm liquid remaining at the top and colder fluid settling to the
bottom. Thus, one cannot take the temperature in the tank to be uniform, and the
temperature of the fluid entering the heat-exchanger loop is not equal to the average
temperature in the tank. If there is no mixing taking place, a more realistic model of the
heating process is to take the movement of liquid in the tank to be plug flow. That is, one
might imagine a sharp boundary between the cold fluid in the bottom of the tank and
warmer fluid at the top. This boundary moves down the tank as the liquid is pumped
around the loop through the external heat exchanger.
Initially, the liquid in the tank is at temperature T1, and this is the inlet
temperature to the heat exchanger. The temperature in the top of the tank is that of the
fluid returning from the heat exchanger, Th, given by Equation D.3-25 with T=T1. The
boundary between the warm liquid and the cold liquid moves down the tank according to
the rate of pumping wh and the volume of the tank. In particular, the time for the
interface to reach the bottom of the tank is
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-7
ChE 324 Lab Manual
tc =
ρV
wh
(D.3-27)
If the inlet and outlet pipes are placed essentially at the bottom and top of the tank, tc is
the period of one cycle, that is, the time for the inlet to the heat exchanger to experience a
step change in temperature from T1 to Th. Thus, for the initial cycle, Equation D.3-25
predicts that the temperature in the upper region of the tank Tu will be
Tu (1) = Ts −
1
(Ts − T1 ) for 0 < t ≤ t c
K
(D.3-28)
Subsequently, the inlet temperature to the heat exchanger will be Tu(1) until t=2tc. By
repeated application of Equation D.3-25, taking into account the step changes in the inlet
and outlet temperatures in the heat exchanger loop, leads to the result
Ts − Tu ( N )
t
= K − N for ( N − 1) < ≤ N
Ts − T1
tc
(D.3-29)
where N is an integer that counts the number of cycles that the liquid at the top of the
tank has passed through the heat exchanger. Thus, if the liquid in the tank is truly
stratified with no vertical mixing, one should observe successive step changes in Tu with
time.
For all of these cases, the performance characteristic of the equipment that
expresses the efficiency of the heating process is the product UA. The area A can be
measured directly from the geometry of the system. Thus, measurements of the
temperature response for any of the modes of heating considered allow experimental
determination of the overall heat transfer coefficient U. Conversely, if U can be
estimated from its basic definition and from correlations for the contributing film heattransfer coefficients, such as those given in Bird et al.(2002, §§14.3, 14.7) , one could use
the models given here to predict the process performance. Note that the precise
definition of U depends on specifying which area is used for expressing A.
Apparatus
The apparatus for this experiment is a cylindrical tank fitted with an variablespeed agitator and a steam coil, as shown in Figure D.3-1. The geometry of the coil is
designed to make the submerged area available for heat transfer directly proportional to
the volume of liquid in the tank. Mounted on the side of the tank is a loop of piping with
a pump and a tubular heat exchanger. A water line is available to provide the test liquid.
Steam may be introduced into either the coil or the heat exchanger, and the steam
pressure may be regulated with a manual control valve.
The tank has depth of 33.5 inches and inside diameter of 22.25 inches. The steam
coil is fabricated from ¾-inch galvanized iron pipe, 10.5 feet long, with a core diameter
of 14.5 inches and 2.5 turns. The S-40 pipe has inside diameter of 0.824 inch and outside
diameter of 1.05 inch. The same type of pipe is used for the external heating loop.
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-8
ChE 324 Lab Manual
The heat exchanger contains 10 copper tubes, ¼ inch in inside diameter and 18
inches long.
Also available are thermocouples with a digital thermometer, a stopwatch, a
tachometer for measuring agitator speed, and scales for weighing samples of water. The
flow rate through the heat-exchanger loop may be controlled with the valve installed in
the return line downstream from the heat exchanger. Pressure taps mounted across the
heat exchanger and a water-over-mercury manometer may be used as a crude form of
flow meter, while the actual flow rate may be determined by collection of water at the
point of return to the tank.
Procedure
The instructor will select the cases that a particular group should examine during
the laboratory session. For each mode of heating and operation, the performance of the
heating process is determined by measuring the temperature of water in the tank as a
function of time. Characterization of the equipment is done by calculating the overall
heat-transfer coefficient U from the temperature data and the appropriate macroscopic
process model. Collection of the necessary data is accomplished by the following
procedure:
1. Locate all valves, switches, and controls, and become familiar with the operation of
the equipment. Check and record all key dimensions.
2. For tests involving water flow, determine the flow rates at specific valve settings by
collecting and weighing samples of water before starting the experiment.
3. Similarly, for tests involving agitation of the tank, determine the rotational speed of
the agitator with the tachometer. Measurement can be made by observing the end of
the stirrer shaft that protrudes from the top of the motor.
4. Measure the temperature history within the tank for various modes of operation in the
following manner:
a. Clear the steam line of condensate before passing steam into the equipment.
b. Start the steam flowing into the equipment, either the coil or the heat exchanger,
by opening the steam valve. Maintain a constant steam pressure, at about 4 psig,
by adjusting the steam valve, as needed.
c. As soon as all residual condensate is removed from the steam lines, as indicated by
escape of live steam from the steam trap, start the flow(s) of water and start the
stopwatch. At regular time intervals record the bulk temperature of the water in
the tank. (Note the location of the thermocouple in the tank.) For the heat
exchanger tests, periodically measure the temperatures of the water entering and
leaving the exchanger. Record also the steam temperature at the entrance and exit
of the heater.
5. Examine the validity of the assumptions made in the analysis, i.e., the heat loss from
the tank wall is negligible, the liquid is stratified when the tank is not stirred, the
temperature is uniform when the tank is stirred, and the effect of the stirring action on the
temperature is negligible.
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-9
ChE 324 Lab Manual
Data Analysis
From the dimensions of the equipment, calculate the nominal heat-transfer area A
upon which reported U values will be based. Use the appropriate model from the theory
section to analyze the time-temperature data for the various heating processes. Generally,
the data should be fit to determine an average value of the overall heat-transfer
coefficient U. For the coil heating, report U as a function of agitator speed. For the heat
exchanger, report U as a function of water flow rate.
For the case of the external heat exchanger, check the accuracy of the data and the
validity of the model used by calculating the heat-input rates from both the temperature in
the tank and the temperature change of the stream passing through the exchanger.
Compare the experimental values of U for the two heaters with one another, with
representative values in the literature, and with general correlations. Consider both the
absolute magnitudes and the variations with operating conditions, such as agitation rate
or flow rate.
Discuss the validity of the assumptions made in the analysis.
References
Bird, R.B., W.E. Stewart, and E.N. Lightfoot, Transport Phenomena, Second Edition,
John Wiley and Sons, New York, 2002.
Kern, D.Q., Process Heat Transfer, McGraw-Hill Book Co., Inc., New York, 1950.
Perry, R.H., and D. Green (eds.), Perry's Chemical Engineers' Handbook, 6th ed.,
McGraw-Hill Book Co., New York, 1984.
Experiment D.3.
Heating Liquids in Tank Storage
Page D.3-10
ChE 324 Lab Manual
Appendices
Appendix 1. A Sample Report
The following report was submitted by a ChE 324 student in the fall semester of
1996. It is generally well written so it is offered as a model to 324 students, particularly
as an example of proper report format. It has been rewritten a bit, and editorial comments
have been inserted to indicate where improvements are needed. Editorial comments are
highlighted in bold type.
ChE 324 - Transport Phenomena Laboratory
Experiment 3
Friction Factors for Flow in Circular Tubes
Physical Measurements Laboratory
Department of Chemical Engineering
University of Wisconsin
Madison
B.K. Badger
Partners: Xxxx Xxxx
Experiment Completed:
11/6/96
Report Submitted:
11/13/96
ChE 324 Lab Manual
ABSTRACT
Steady-state pressure-drop measurements reveal a correlation between friction
factor and Reynolds number for Newtonian flow in smooth, cylindrical pipes. The
Reynolds number was determined by measurement of mass flow rates through pipes of
known dimensions. The friction factor was calculated by measuring the pressure drop
along a finite length of pipe, using mercury/water and air/water manometers connected
by piezometer rings to the pipe. Results show two different correlations for friction
factor versus Reynolds number, one for laminar flow and one for turbulent flow. The
transition region from laminar to turbulent flow was found to occur at a Reynolds number
between 2000 and 4900 . New parameters for both the Blasius formula and the Prandtl
resistance-law are presented for prediction of friction factors in the turbulent-flow
regime.
INTRODUCTION
In the design of industrial flow processes, one factor that must be accounted for is
the pressure drop associated with fluid flow through a pipe. The pressure drop is the
result of the shear stress between the flowing fluid and the stationary solid at the wall of
the pipe. The shear stress is the result of frictional drag and is proportional to the inside
surface area of the pipe and the kinetic energy of the fluid flowing through it. This
pressure drop must be accounted for in the design process in order to properly size pumps
and compressors and to minimize the energy requirements of the given system.
The design of flow processes requires a relationship between flow rate through a
pipe and the corresponding pressure drop along the length of the pipe. This relationship
can be determined for many systems if the velocity and pressure profiles in the fluid are
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 2
ChE 324 Lab Manual
known. However, measurement of the velocity and pressure profiles, especially in a
large process system, is either impracticable or impossible. Therefore, various empirical
correlations have been developed to represent the flow characteristics for geometrically
similar systems.
One such correlation for flow of fluids through a conduit is known as the friction
factor correlation. As a fluid flows through a pipe, it exerts a tangential force, F, on the
solid surface of the pipe. This force is proportional to the interfacial area and to a
characteristic flow kinetic energy with the proportionality factor being identified as the
friction factor, f. Such a friction factor is defined by Bird et al.(1960) as
1 P0 − PL D
L
= f Re,
f=
4 1
D
2 L
ρ< v >
2
(1)
where D is the diameter of the pipe, L is the length of the pipe, (Po-PL) is the pressure
drop along the length of the pipe, ρ is the density of the fluid, and < v > is the average
velocity of the fluid. For fully developed flow and long, smooth pipes, the friction factor,
f, is independent of L/D and is therefore a function only of the Reynolds number. The
Reynolds number Re is defined as
Re =
D<v>ρ
µ
(2)
where µ is the viscosity of the fluid flowing through the pipe. A graph of the friction
factor, f, versus the Reynolds number, Re, provides a convenient method to estimate
pressure drops across a length of pipe given the physical characteristics of the pipe and
the flow rate.
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 3
ChE 324 Lab Manual
For circular pipes where the Reynolds number is less than 2100, the flow is
known to be laminar, meaning that all of the velocity streamlines are smooth, steady, and
parallel in the axial direction. At a Reynolds number above 2100, the flow becomes
unstable and enters the turbulent region. In the turbulent region, the velocities throughout
the tube fluctuate randomly, with the average bulk velocity being in the direction of fluid
flow. Because of the qualitative difference between turbulent and laminar flow, it is
expected that there will be two regions of the friction factor correlation, one for laminar
flow and one for turbulent flow.
Although the velocity distribution and drag forces in laminar flow can be
calculated theoretically, the chaotic nature of turbulent flow requires that the macroscopic
mechanical behavior in this region be characterized empirically on the basis of
experimental data. Bird et al. (1960) report that the friction factor, f, can be represented
in the turbulent regime by one of several empirical forms, including the Blasius formula
and the Prandtl resistance law. Each of these equations applies in only a limited range of
Reynolds-number values.
The Blasius expression is written as
f=
a
Re b
for
4000 < Re < 100000
(3)
where the parameters are reported to be a = 0.0791 and b = 0.25 (Bird et al., 1960). On
the other hand, the Prandl formula is
1
f
= a log Re − b
for 4000 < Re < 50000
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
(4)
Page 4
ChE 324 Lab Manual
with the accepted parameter values appearing here being a = 4.0 and b = 0.40 (Bird et
al., 1960).
The goal of this study was to test the reported relations for f and to develop a
correlation of friction factors with Reynolds number over a range of flow rates for
smooth, cylindrical pipes. Experimental results for pressure drop as a function of flow
rate were used to compute friction-factor values. Experimental f values were compared
with predictions from the standard correlations commonly used in designing flow
processes, namely the Blasius formula and the Prandtl resistance law. This comparison
showed the agreement of the accepted correlations with the experimental data. Revised
values of the a and b parameters were calculated to obtain a better representation of the
flow-resistance properties of the test system.
[Note: Some more information should be given about the test system, particularly its
dimensions. This could be done by making reference to Experiment C.1 the lab manual.
Also, it would be helpful to give page references in BSL.]
SUMMARY OF RESULTS
Figure 1 shows the relationship observed between the friction factor, f, and
Reynolds number, Re. [Note by editor: The writer should have made clear that the
figure presents values calculated from experimental data. There should be a brief
description of the equipment and methods given in the Introduction or in an
additional Apparatus and Procedure section. Then, there should be a table
summarizing all of the experimental conditions and the corresponding results. This
information is needed to make the presentation of results clear and to lay the
groundwork for any subsequent discussion of experimental problems or potential
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 5
ChE 324 Lab Manual
improvements in the experimental methods. The missing table might take the
following form.
Table 1. A summary of experimental conditions, measured flow rates and
pressure drops, and calculated values of the friction factor.
Run
Pipe
Length
L, ft
Pipe
diameter
Flow
rate
3
Pressure
drop
D, in
Q, ft /sec
P0-PL,
lbf/in2
f
Re
There should be a sentence saying what is in Table 1. Then the earlier
Friction Factor (dimensionless)
sentence introducing Figure 1 should appear below the table.]
1
1000
10000
100000
0.1
0.01
0.001
Reynolds Number (dimensionless)
]
Figure 1. Friction factor as a function of Reynolds number.
[Note: The caption of this figure should be more detailed, indicating the conditions
under which the values were obtained. The graph should include lines through the
points, either best-fit lines or lines based on Equations 3 and 4 as well as the
theoretical line for laminar flow. Probably the Introduction should include the
theoretical equation for f in the laminar region. The caption should comment on the
transition to turbulent flow from laminar flow. The grid lines should be omitted
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 6
ChE 324 Lab Manual
from this graph; they just make it look cluttered. The word “dimensionless” could
be omitted from the axes. Finally, the numbers on the x axis should appear at the
bottom of the graph.]
The experimental values for the friction factor and Reynolds number shown in
Figure 1 [and in the missing table summarizing the results] were used to estimate
values of the a and b parameters for both the Blasius formula and the Prandtl resistance
law. [Comment on how the curve fitting was done. Give some estimate of accuracy,
data scatter, or confidence limits.] The results are presented in Table 1 along with
values previously reported in the literature for these parameters.
Table 1 - Parameters for the Blasius formula and Prandtl resistance law which correlate
friction factor with Reynolds number for turbulent flow in pipes. The literature values
were taken from Bird et al. (1960). [Omit the boxes in tables. A horizontal line
between the headings and the entries would be sufficient.]
Paramet
er
a
Blasius formula
(literature
value)
0.0791
Blasius formula
(experimental
values)
0.112
Prandtl
resistance law
(literature)
2.0
Prandtl
resistance law
(experimental)
3.08
b
0.25
0.26
0.40
2.37
Figure 2 compares the experimentally determined values of friction factor as a
function of Reynolds number with predictions of the Blasius formula and of the Prandtl
resistance law based on the parameters previously reported by Bird et al.(1960).
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 7
ChE 324 Lab Manual
0.025
f (dimensionless)
0.02
0.015
f(experimental)
f(Blasiusformula)
f(Prandtl Resistance-law)
0.01
0.005
0
0
10000
20000
30000
40000
Re(dimensionless)
Figure 2 - Experimental values and model predictions of the friction factor as a
function of Reynolds number. The curves calculated from the models are based on the
literature parameters given in Table1.
[There should be no points given for the model predictions; they are smooth curves.
Also, there should be no box around the figure. It might be helpful to indicate in
some way which data points came from which tubes.]
DISCUSSION
As shown in Figure 1, there are clearly two different relations between the friction
factor f and Reynolds number Re for the laminar and the turbulent flow regions. Figure 1
also shows that the friction factor generally decreases as the Reynolds number increases.
This decrease is less pronounced, however, in the turbulent region. The theoretical form
that can be developed for laminar flow [which should have been given in the
Introduction] predicts that f varies inversely with the second power of the Reynolds
number. According to the form of Equation 1, this means that the pressure drop varies
linearly with the flow rate through a pipe. The turbulent-flow behavior shown in Figure 1
indicates that pressure drop at the higher Reynolds numbers increases more rapidly with
flow rate.
Figure 1 also confirms that the transition from laminar to turbulent flow occurs
somewhere between a Reynolds number of 2000 and 4900. A lack of data in this region
prevents a more exact identification of the transition point from laminar to turbulent flow.
Also, the apparatus did not allow very accurate measurement of flow rate for slow flows.
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 8
ChE 324 Lab Manual
The exit hose may need to be removed to allow more accurately measure laminar flow
rates. Due to the extremely low flow rate in the laminar region and elevation changes of
the exit hose, pooling of the exit stream occurred within the hose. [Note that reference
to a hose and suggestions for changing the apparatus make no sense here because
the apparatus and procedure have not been described. There should have been at
least a reference to the lab manual to define the system that was used in the lab.]
Figure 2 shows that the Blasius formula and Prandtl resistance law do not agree
exactly, but each provides a fair description of the variation of the friction factor with
increasing Reynolds number for the range of flow rates studied. The Prandtl resistance
law, however, overestimates the measured friction factor by 30-50%, while the Blasius
formula underestimates the measured friction factor by 9-40%. Therefore, the parameters
in each of these formulas should be replaced with those listed in Table 1 to provide a
more accurate representation of our experimental system.
The discrepancies between the predicted and experimental values of friction
factor could be due to two sources of systematic error in our measurements. First, both
equations assume that the pipes are hydraulically smooth. Slight roughness on the inside
surfaces of the pipes would yield higher values for the measured friction factors.
Second, air bubbles in the manometer connector lines were a persistent problem that
introduced inaccuracy into the pressure-drop measurement, which would give artificially
low values for the measured friction factor. [Why low values? This is not obvious.]
This problem was most likely due to leaks within the test-system valves.
In this experiment, a correlation was obtained between the friction factor and the
Reynolds number for both turbulent and laminar pipe flow. The relationship obtained,
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 9
ChE 324 Lab Manual
which is presented in Figure 2, can be used in the design of flow processes in order to
estimate the pressure drop associated with a given flow of fluid through a circular pipe.
The form of the correlation is significantly different for laminar and turbulent flow.
Further measurements should be taken to clarify at what exact Reynolds number the
transition from laminar to turbulent flow occurs. The experimentally measured
correlation was compared with the Blasius formula and Prandtl resistance law to illustrate
the validity of these models for predicting friction factors in turbulent flow. New
parameters for both the Blasius and Prandtl formulas were determined to reflect more
accurately the flow behavior in the test system.
REFERENCES
1. Bird, R.B., Stewart, W.E. and Lightfoot, E.N., Transport Phenomena, John Wiley &
Sons, New York, (1960), Chapters 5-6.
2. Crosby, E.J., Experiments in Transport Phenomena, Department of Chemical
Engineering, University of Wisconsin-Madison, August 1961, pp. 1-14, B10-B17.
[No specific reference was made to the Crosby manual in the text of the report.
Such reference should have been given in order to document the equipment and
procedure used. Otherwise, the citation should not appear in the list of references.
A bibliography, on the other hand, lists references that an author has consulted in
preparing an article but does not necessary cite explicitly. Bibliographies are more
common with articles expressing opinion rather than with scientific reports.]
APPENDICES
Appendix I. Sample Calculations
Appendix II. Graphical Analyses
Appendix III. Experimental Data
App01-Sample Report, Revised 9/17/98; TWC
ChE 324 Lab Manual
Appendix 1. A Sample Laboratory Report
Page 10
ChE 324 Lab Manual
Appendix 2 (Suppressed).
Appendix 3 (Suppressed).
ChE 324 Lab Manual
Appendices 2 and 3
Ap.2-1
1
1.0241
1.0495
1.0762
1.1035
1.1311
1.1591
1.1872
1.2144
1.1424
1.2668
1.0251
1.0566
1.0789
1.1068
1.1349
1.1635
1.1922
1.2197
1.2470
1.2725
10
1.01015
1.02210
1.03450
1.04690
1.05980
1.07270
1.08600
1.09930
1.11280
1.12630
1.14005
1.15380
1.16750
1.18125
1.19485
1.20850
1.22180
1.23510
1.24825
1.26108
20
1.00735
1.01905
1.03130
1.04350
1.05605
1.06855
1.08165
1.09475
1.10795
1.12110
1.13470
1.14830
1.16195
1.17565
1.18900
1.20240
1.21565
1.22890
1.24190
1.25495
30
1.2487
1.2223
1.1961
1.1694
1.1425
1.1154
1.0893
1.0637
1.0395
1.0155
Density (g/cc)
40
1.2426
1.2159
1.1900
1.6360
1.1366
1.1095
1.0839
1.0585
1.0351
1.0113
50
Temperature (C)
1.2360
1.2093
1.1836
1.1571
1.1302
1.1035
1.0781
1.0529
1.0296
1.0062
60
1.22940
1.2028
1.1768
1.1506
1.1239
1.0973
1.0719
1.0473
1.0239
1.0006
70
1.2224
1.1966
1.1699
1.1441
1.1175
1.0909
1.0657
1.0409
1.0175
0.9946
80
"Glycerol and the Glycols," A.C.S. Monograph Series No. 44, The Chemical Catalog Company, Inc., New York (1926), p. 170.
Data for 20 and 30 C: Bosart, L.W, and A.O. Snoddy, Ind. Eng. Chem., 20, 1377-1379 (1928).
These densities are relative to that of water at 4C where the mass of 1 cc is taken as 1 gm. These densities have been calculated from measured densities at 20 and 30C
and the data for thermal expansion determined by Gerlach, G, Th., and reported by Fresnius, W., Z. anal. Chem., 24, 99-119 (1885); see Lawrie, J.W.,
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
Weight Percent
Glycerol
0
Density of Aqueous Glycerol Solutions
1.2153
1.1897
1.6320
1.1375
1.1110
1.0843
1.0591
1.0343
1.0110
0.9883
90
1.2089
1.1828
1.1561
1.1304
1.1039
1.0774
1.0523
1.0273
1.0039
0.9818
100
Appendix 4. Properties of glycerol and sucrose solutions
Ap.4-1
1
2.44
3.44
5.14
8.25
14.6
29.9
45.7
76.0
132
255
540
1310
3690
4600
5770
7370
9420
12070
0
1.74
2.41
3.49
5.37
9.01
17.4
25.3
38.8
65.2
116
223
498
1270
1585
1950
2460
3090
3900
10
1.31
1.76
2.50
3.72
6.00
10.8
15.2
22.5
35.5
60.1
109
219
523
624
765
939
1150
1412
20
1.03
1.35
1.57
2.72
4.21
7.19
9.85
14.1
21.2
33.9
58.0
109
237
281
340
409
500
612
30
Viscosity (cp)
0.826
1.1
1.5
2.1
3.1
5.1
6.8
9.4
13.6
20.8
33.5
60.0
121
143
166
196
235
284
40
0.680
0.879
1.16
1.62
2.37
3.76
4.89
6.61
9.25
13.6
21.2
35.5
67.0
77.8
88.9
104
122
142
50
Temperature (C)
0.575
0.731
0.956
1.00
1.86
2.85
3.66
4.86
6.61
9.42
14.2
22.5
39.9
45.4
51.9
59.8
69.1
81.3
60
Viscosity of Aqueous Glycerol Solutions
Segur, J.B., and H.E. Oberstar, Ind. Eng. Chem., 43, 2117-2120 (1951).
10
20
30
40
50
60
65
70
75
80
85
90
95
96
97
98
99
100
Weight Percent
Glycerol
Ap.4-2
1
0.500
0.635
0.816
1.09
1.53
2.29
2.91
3.78
5.01
6.94
10.0
15.5
26.4
29.7
33.6
38.5
43.6
50.6
70
0.690
0.918
1.25
1.84
2.28
2.90
3.80
5.13
7.28
11.0
17.5
19.6
21.9
24.8
27.8
31.9
80
0.763
1.05
1.52
1.86
2.34
3.00
4.03
5.52
7.93
12.4
13.6
15.1
17.0
19.0
21.3
90
0.668
0.91
1.28
1.55
1.93
2.43
3.18
4.24
6.00
9.08
10.1
10.9
12.2
13.2
14.8
100
1.0413
1.0408
1.0401
1.0392
1.038556
1.0368
1.0353
1.0336
1.0316
1.0295
1.0292
1.0247
1.0220
1.0191
1.0162
1.0134
1.0103
1.0070
1.0036
1.0001
0.9964
10
1.0856
1.0847
1.0836
1.0824
1.081403
1.0795
1.0778
1.0758
1.0737
1.0715
1.0690
1.0664
1.0637
1.0607
1.0579
1.0548
1.0517
1.0483
1.0447
1.0412
1.0377
20
1.1328
1.1351
1.1315
1.12870
1.126984
1.1252
1.1233
1.1212
1.1189
1.1165
1.1139
1.1113
1.1085
1.1053
1.1024
1.0994
1.0962
1.0929
1.0894
1.0858
1.0823
30
1
Density (g/cc)
1.1834
1.1818
1.1801
1.1783
1.176960
1.1743
1.1722
1.1698
1.1675
1.1650
1.1624
1.1597
1.1568
1.1533
1.1503
1.1473
1.1440
1.1408
1.1374
1.1339
1.1302
40
1.2377
1.2359
1.2338
1.2318
1.227567
1.2274
1.2249
1.2225
1.2199
1.2174
1.2146
1.2118
1.2089
1.2056
1.2025
1.1993
1.1961
1.1927
1.1891
1.1856
1.1819
50
Weight Percent Sucrose
Density of Aqueous Sucrose Solutions
1.2957
1.3035
1.2913
1.2889
1.286456
1.2841
1.2815
1.2788
1.2762
1.2735
1.2706
1.2677
1.2647
1.2615
1.2584
1.2551
1.2518
1.2484
1.2449
1.2414
1.2378
60
1.3572
1.3548
1.3523
1.3497
1.347174
1.3445
1.3418
1.3390
1.3362
1.3334
1.3305
1.3275
1.3245
1.3222
1.3188
1.3155
1.3120
1.3087
1.3051
1.3015
1.3421
70
U.S. Dept. of Commerce, U.S. Government Printing Office. Washington D.C. (1942), Table 119, pp. 648-649
Data for 20 C: Bates, F.J. et al., op. cit., Table 113, pp. 626-631.
and the data for thermal expansion given by Bates, F.J., et al., "Polarimetry, Saccharimetry and the Sugars," Circular of the National Bureau of Standards C440,
These densities are relative to that of water at 4C where the mass of 1 cc is taken as 1 gm. These densities have been calculated from measured densities at 20 and 30C
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
Temperature (C)
Ap.4-3
1.3891
1.3863
1.3840
1.3815
1.378971
1.3764
1.3737
1.3710
1.3683
1.3654
1.3625
1.3595
1.3564
1.3533
1.3501
1.3469
1.3436
1.3402
1.3367
1.3332
1.32980
75
1.340
10
3.782
3.137
2.642
2.254
1.945
1.695
1.493
1.325
1.184
1.07
0.97
0.88
0.80
0.74
0.68
0.63
0.59
0.550
20
6.692
5.435
4.487
3.757
3.187
2.735
2.373
2.078
1.833
1.64
1.47
1.32
1.20
1.09
1.00
0.92
0.85
30
14.55
11.44
9.196
7.473
6.167
5.164
4.375
3.747
3.241
2.84
2.49
2.21
1.97
1.76
1.60
1.45
1.32
1.221
1.123
1.037
0.960
40
44.79
33.18
25.21
19.53
15.43
12.40
10.11
8.359
6.991
5.94
5.07
4.38
3.81
3.34
2.94
2.61
2.34
50
Viscosity (cp)
235.1
159.1
110.9
79.49
58.49
40.03
33.82
26.46
21.04
17.0
14.0
11.6
9.66
8.17
6.98
6.00
5.20
4.73
4.15
3.72
3.34
60
3620
2038
1206
746.9
481.6
321.6
221.6
157.0
114.0
84.9
64.4
49.7
39.0
31.0
25.0
20.4
16.8
70
5253
2871
1658
1006
636.3
417.8
283.4
198.0
142.0
105
78.4
59.9
46.6
36.7
29.4
23.8
19.5
71
Weight Percent Sucrose
1
7792
4136
2329
1379
854.9
551.0
367.6
253.0
178.9
131
96.5
73.0
56.1
43.9
34.9
28.0
22.8
72
Viscosity of Aqueous Sucrose Solutions
11876
6103
3340
1929
1170
738.9
484.3
327.9
228.5
165
121
89.7
68.4
52.9
41.7
33.3
26.9
73
18639
9245
4906
2759
1631
1009
648.5
431.6
296.0
209
152
112
84.1
64.6
50.3
39.9
32.0
74
Data for 85-100 C: Lange, N.A., editor, "Handbook of Chemistry," 9th edition, Handbook Publishers Inc., Sandusky, Ohio (1956), p. 1667.
of the National Bureau of Standards C440, U.S. Dept. of Commerce, U.S Government Printing Office, Washington, D.C., July 31, 1958, Tables 132 and 133.
Data for 10% sucrose at 20 C: Ibid., Table 131.
75
30207
14280
7402
4039
2328
1405
884.8
577.4
389.5
271
193
141
105
79.6
61.4
48.2
38.3
1 Swindells, J.F., Snyder, C.F., Hardy, R.C., and Golden P.E., "Viscosities of Sucrose Solutions at Various Temperatures: Tables of Recalculated Values," Supplement to Circular
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
Temperature (C)
Ap.4-4
10
15ºC
20ºC
25ºC
30ºC
35ºC
1
40ºC
Kinematic viscosity (cm2/s)
45ºC
50ºC
55ºC
60ºC
65ºC
0.1
0.01
40
45
50
55
60
65
70
Sucrose concentration (%)
Figure Ap.4-1. Kinematic viscosity of aqueous sucrose solutions
Ap.4-5
Appendix 5. Density and Viscosity of Water
Temperature
Absolute Density 1
Absolute Density
2
(°C)
0
5
10
15
20
(g/cm3)
0.9998681
0.9999919
0.9997282
0.9991266
0.9982343
(g/cm3)
0.999841
0.999965
0.9997
0.999099
0.998203
25
30
35
40
45
0.997077
0.995678
0.994061
0.9922497
0.99025
0.997044
0.995646
50
55
60
65
70
0.98807
0.98573
0.98324
0.98059
0.97781
0.5494
0.5064
0.4688
0.4355
0.4061
75
80
85
90
95
100
0.97489
0.97183
0.96865
0.96534
0.96192
0.95838
0.3799
0.3565
0.3355
0.3165
0.2994
0.2838
Viscosity
3,4
(cp)
1.7921
1.5188
1.3077
1.1404
1.0000
0.8937
0.8007
0.7225
0.6560
0.5988
1
These densities are relative to that at 4°C where the mass of 1 cm3 is taken as 1 g; Forsythe, W.E.,
“Smithsonian Physical Tables,”9th edition, The Smithsonian Institution, Washington, D.C. (1954),
Tables 287 and 290, pp. 296 and 298.
2
Hodgman, C.D., editor, Handbook of Chemistry and Physics , 44th edition, The Chemical Rubber
Publishing Company, Cleveland, Ohio (1962), p. 2197.
3
4
Forsyth, W.E., op. cit., Table 311, p. 319.
The viscosity of water is 1.0000 cp at .20°C; Hodgman, C.D. op. cit., p. 2257.
Ap.5-1
Appendix 6. - Calculated values of the first (smallest) eigenvalues for unsteady heat conduction in a
slab, cylinder, or sphere with a Newton's law of cooling boundary condition.
To be used for data analysis in ChE 324, Experiment A.2, Thermal Conductivity of Solids.
T.W. Chapman, 10/7/96
Reviewed by R. Chavez 2002
Relations between the first eigenvalue, Beta1, and the Biot number Bi=hR/k for unsteady heat
conduction into a slab, a cylinder, and a sphere. These tables may be used in the data analysis of
Experiment A.2 of ChE 324
The cell formulas for 1/Bi are:
Slab
1/(Beta1*TAN(Beta1))
Cylinder BESSELJ(Beta1,0)/(Beta1*BESSELJ(Beta1,1))
Sphere
TAN(Beta1)/(TAN(Beta1)-Beta1)
Beta1
π/2
π
0.25
0.3
0.35
0.4
0.45
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
1.4
1.5
1.570796
1.6
1.7
1.8
1.9
2
2.1
2.2
2.3
2.4
2.404826
2.5
2.6
2.7
2.8
2.9
3
3.1
3.141593
1/Bi
Slab
Cylinder Sphere
15.6653 31.7493 47.7996
10.7758 21.9713 33.1328
7.8272 16.0752 24.2891
5.9131 12.2483 18.5491
4.6003
9.6244 14.6136
3.6610
7.7474 11.7986
2.4362
5.3017
8.1312
1.6961
3.8264
5.9196
1.2140
2.8681
4.4837
0.8817
2.2102
3.4989
0.6421
1.7389
2.7940
0.4627
1.3893
2.2720
0.3240
1.1224
1.8745
0.2136
0.9137
1.5647
0.1232
0.7471
1.3183
0.0473
0.6116
1.1190
0.0000
0.5301
1.0000
0.4994
0.9553
0.4052
0.8191
0.3248
0.7043
0.2552
0.6064
0.1941
0.5221
0.1396
0.4488
0.0902
0.3844
0.0447
0.3273
0.0020
0.2762
0.0000
0.2739
0.2301
0.1879
0.1490
0.1127
0.0783
0.0454
0.0132
0.0000
Jo(Beta1) J1(Beta1) Tan(Beta1)
0.984436
0.977626
0.969609
0.960398
0.950012
0.93847
0.912005
0.881201
0.846287
0.807524
0.765198
0.719622
0.671133
0.620086
0.566855
0.511828
0.472001
0.455402
0.397985
0.339986
0.281819
0.223891
0.166607
0.110362
0.05554
0.002508
1.31E-15
-0.048384
-0.096805
-0.142449
-0.185036
-0.224312
-0.260052
-0.292064
-0.304242
0.124026
0.148319
0.172334
0.196027
0.219353
0.242268
0.286701
0.328996
0.368842
0.40595
0.440051
0.470902
0.498289
0.522023
0.541948
0.557937
0.566824
0.569896
0.577765
0.581517
0.581157
0.576725
0.568292
0.555963
0.539873
0.520185
0.519147
0.497094
0.470818
0.441601
0.409709
0.375427
0.339059
0.300921
0.284615
0.255342
0.309336
0.365028
0.422793
0.483055
0.546302
0.684137
0.842288
1.029639
1.260158
1.557408
1.96476
2.572152
3.602102
5.797884
14.10142
1.63E+16
-34.23253
-7.696602
-4.286262
-2.927098
-2.18504
-1.709847
-1.373823
-1.119214
-0.916014
-0.907179
-0.747022
-0.601597
-0.472728
-0.35553
-0.246405
-0.142547
-0.041617
-1.23E-16
Ap.6-1
20
18
Sphere
16
Cylinder
Slab
14
1/Bi=k/hb
12
10
8
6
4
2
0
0
0.5
1
1.5
2
2.5
3
3.5
β1
Figure Ap.6-1. Relationship of the Biot number with the first eigenvalue
for heat conduction in solids of simple geometry and convective surface
Ap.6-2
Appendix 8. Calculation of temperature profiles and heat flows into the rod. (Experiment B.2)
Default Unit system is set to U.S.
(Example for the 1-inch steel rod. Students can copy this file into their folders and then modify it
by changing property values, k, ρ, C p , D, or h, in the equations below.)
Data for metal
Table B.2-1
k := 0.039 ⋅
cal
ρ := 8 ⋅
cm⋅ sec⋅ K
gm
3
C p := 0.12⋅
cm
Must choose a value of h. As an example choose:
h := 0.5⋅
BTU
2
hr⋅ ft ⋅ R
cal
gm⋅ K
D := 1 ⋅ in
(The value of h may be
changed here to modify
results below.)
Definitions
α :=
Thermal diffusivity:
k
Convection factor (Eq. B.2-3) β :=
ρ ⋅ Cp
2⋅ h
2 ⋅ ρ ⋅ Cp
D
Dimensionless Temperature (Equation B.2-7):
θ ( z , t , α , β ) :=
1
2
z
β
⋅ z ⋅ 1 − erf
+ β ⋅ t ...
α
4⋅ α ⋅ t
β
z
+ β ⋅ t ⋅ ( −1 )
+ exp α ⋅ ( −z) ⋅ 1 − erf
4
⋅
α
⋅
t
⋅ exp
Steady-state temperature profile (Eq. B.2-9):
θss( z , α , β ) := exp −
β
α
⋅z
Dimensionless heat flow =Q/kπR(Ts-Ta) at base of rod (Eq. B.2-12):
Q( t , α , β ) :=
exp( −β ⋅ t)
β D
+ erf ( β ⋅ t) ⋅
⋅
α 2
π ⋅α ⋅t
Dimensionless steady-state heat flow =Q/kπR(Ts-Ta) (From Equation B.2-13)
Qss( α , β ) :=
D
2
⋅
β
α
Calculations
Conversion. MathCAD will convert to default English units. You may edit any of the units to
make a conversion to a different one.
BTU
lb
BTU
k = 9.434
ρ = 499.424
C p = 0.12
ft⋅ hr⋅ R
lb⋅ R
3
ft
α = 0.157
ft
2
hr
β = 0.4 hr
−1
Ap.8-1
Dimensionless temperature and heat flow at z := .1⋅ ft
t := .1 ⋅ hr , .2⋅ hr .. 2 ⋅ hr
θ ( z , t , α , β ) = Q( t , α , β ) =
t =
0.1
hr
Steady-state values:
0.565
0.195
0.2
0.676
0.143
0.3
0.725
0.121
0.4
0.754
0.108
0.5
0.773
0.1
0.6
0.787
0.094
0.7
0.797
0.09
0.8
0.805
0.086
0.9
0.812
0.084
1
0.817
0.082
Q( t , α , β )
1.1
0.821
0.08
Qss( α , β )
1.2
0.825
0.078
1.3
0.828
0.077
1.4
0.83
0.076
1.5
0.833
0.075
t
1.6
0.835
0.074
hr
1.7
0.836
0.073
1.8
0.838
0.073
1.9
0.839
0.072
t := 3 ⋅ hr
Q( t , α , β ) = 0.069
2
0.84
0.072
t := 10⋅ hr
Q( t , α , β ) = 0.066
θss( z , α , β ) = 0.853
Qss( α , β ) = 0.066
Heat flow at the base as a function of time:
0.25
0.13
0
0
1
2
time in hours
For example:
Temperature profiles at various values of position and time. One could specify z and t as
range variables to calculate θ(z,t,α,β). In such case, the temperatures for all z values and for
the first time value would be at the top of the array, followed by the values for subsequent
times. Here we show a list for only t=1.0 hr. and z from 0 to 2, at 0.2 intervals.
z := 0 ⋅ ft , .2⋅ ft .. 2 ⋅ ft
z =
0 ft
t := 1 ⋅ hr
θ (z , t , α , β ) =
θss( z , α , β ) =
1
1
0.2
0.657
0.727
0.4
0.404
0.528
0.6
0.23
0.384
0.8
0.119
0.279
1
0.056
0.203
1.2
0.024
9.133·10 -3
0.147
1.4
1.6
3.115·10 -3
0.078
1.8
9.471·10 -4
0.057
2
2.563·10 -4
0.041
α = 0.157
ft
2
hr
β = 0.4 hr
−1
h = 0.5
BTU
2
hr⋅ ft ⋅ R
0.107
Ap.8-2
The following plot shows how we can plot spatial temperature profiles at various
values of time, including the steady-state profile, without having to generate the
lists for those times:
Dimensionless temperature
1
θ ( z , .01⋅ hr , α , β )
θ ( z , .1⋅ hr , α , β )
θ ( z , .5⋅ hr , α , β )
θ ( z , 1⋅ hr , α , β )
0.5
θ ( z , 2⋅ hr , α , β )
θss( z , α , β )
0
0
0.5
1
1.5
2
z
Distance from base, ft.
The dimensionless temperature can also be displayed as a matrix.
i := 0 , 1 .. 20
zmax := 2 ⋅ ft
j := 1 , 2 .. 20
tmax := 1 ⋅ hr
z( i) := i ⋅
zmax
t( j ) := j
20
α = 0.157
ft
2
hr
β = 0.4 hr
−1
h = 0.5
BTU
2
hr⋅ ft ⋅ R
tmax
20
θ i , j := θ ( z( i) , t ( j) , α , β )
Generate the matrix
The resulting matrix is obtained by typing "θ=" (shortcut for θ is q CTRL-G). The rest
of the temperature values may be viewed by clicking on the box and scrolling across
the window.
0
1
2
3
4
5
0
0
1
1
1
1
1
1
0
0.422
0.565
0.634
0.676
0.704
θ= 2
0
0.109
0.254
0.347
0.41
0.457
3
0
0.017
0 1.408·10 -3
0.088
0.161
0.221
0.27
4
0.023
0.063
0.105
0.144
5
0 6.625·10 -5 4.675·10 -3
0.02
0.044
0.07
Ap.8-3
View the corresponding values of z and t by entering the row and column number, respectively,
inside the parentheses in the expressions below. For example z(1)=0.1ft and t(1)=0.05hr:
z( 1 ) = 0.1 ft
t( 1 ) = 0.05 hr
Plot individual rows to show
temperature as a function of time with
position as a parameter.
α = 0.157
ft
Plot individual columns to show
temperature as a function of
position with time as a parameter:
2
β = 0.4 hr
hr
−1
BTU
2
hr⋅ ft ⋅ R
1
1
θ1, j
θi , 1
θ2, j
θ5, j
h = 0.5
θi , 5
0.5
θ i , 10
θ 10 , j
0.5
θ i , 20
θ 20 , j
0
0.5
1
t( j)
0
0
1
2
z( i)
Distance from base, ft
hr
Notes:
- The time is shown divided by hr on the graph at left. This is because MathCAD plots the variables in the default
units, in this case seconds. To change the plot to a different scale one must divide by the conversion factor; hr
means 3600 sec/hr. The graph on the right is expressed in the default units (ft) so there is no need to scale.
- To change the limits of an axis: 1) Click on the plot; you will see four numbers showing the limits of each axis.
Change the appropriate limit to modify the scale.
T.W.Chapman
10/21/96
Revised by R.Chavez
2/2002
Ap.8-4
Appendix 9. Concentration Profiles in a Stagnant Film and determination of diffusivity of
acetone in nitrogen. (Experiment B.3)
(Written by T.W. Chapman, 3/18/97. Revision by R. Chavez, 11/2/2001)
This is a more complete form of Table 20.1-1 in BSL for use in
the model of unsteady-state diffusion, Equation 20.1-22 in Transport Phenomena.
The highlightedregions may be modified according to your experimental data.
Refer to Section 20.1 of BSL 2nd edition.
First, we can calculate the relation between φ and xAo, as well as the factor ψ .
φ := 0.1 , 0.2 .. 3.5
xAo( φ) :=
1
( ) ( − 1)
Equation 20.1-18 in BSL.
2
1 + π ⋅ ( 1 + erf ( φ) ) ⋅ φ⋅ exp φ
ψ ( φ) := φ⋅
φ=
π
xAo( φ)
xAo( φ) =
You may click on the tables and scroll to see other values.
ψ ( φ) =
Plot of the phi and psi factors as functions of
xAo:
0.1
0.166
1.067
0.2
0.311
1.14
0.3
0.436
1.22
0.4
0.543
1.306
0.5
0.634
1.398
0.6
0.71
1.498
0.7
0.773
1.606
φ
0.8
0.824
1.721
0.9
0.866
1.843
ψ( φ)
1
0.899
1.972
1.1
0.925
2.108
1.2
0.945
2.251
1.3
0.96
2.4
1.4
0.972
2.554
1.5
0.98
2.712
1.6
0.986
2.875
4
2
0
0
0.5
1
xAo( φ )
Ap.9-1
This table shows a narrower range of φ values
φ := 0.1 , .105 .. .2
xAo( φ) = ψ ( φ) =
φ=
0.1
0.166
1.067
0.105
0.174
1.071
0.11
0.181
1.074
0.115
0.189
1.078
0.12
0.197
1.081
0.125
0.204
1.085
0.13
0.212
1.088
0.135
0.219
1.092
0.14
0.226
1.096
0.145
0.234
1.099
0.15
0.241
1.103
0.155
0.248
1.107
0.16
0.255
1.11
0.165
0.263
1.114
0.17
0.27
1.118
0.175
0.277
1.121
P := 740 mmHg
xAovalue :=
pA
P
T := 17 ºC
7.11714− 1210.595
T+229.664
pA := 10
xAovalue = 0.219
If the given guess for φ doesn't work, use the
plot or tables above to supply a better value.
φ := 0.1
Guess phi:
We calculate the theoretical concentration profile
which can be compared with experimental values to
estimate the diffusivity if xA0 is known. We estimate
xAo (xAovalue) using Antoine's Equation and the ideal
gas law. You must enter P and T from your
experimental data.
Given
xAo( φ) = xAovalue
φ := Find( φ)
φ = 0.135
We can find the diffusivity, D, if we know the mole fraction of
acetone at a specific time, t, and position, z, as follows:
Z is a dimensionless variable that combines distance, time, and
diffusivity, and X is the normalized mole fraction.
Z :=
z
X :=
xA( z , t )
xAo
4Dt
X and Z are related by the equation
X( φ , Z) :=
1 − erf ( Z − φ)
1 + erf ( φ)
(Eq. 19.1-16 BLS 2nd Ed)
Ap.9-2
The following is the theoretical plot of Z vs. X for xAo( φ) = 0.219and
φ = 0.135
This is the same type of plot as that shown in Figure 20.1-1 of BSL.
Z := 0 , .05 .. 2
X( φ , Z) =
Z=
0
1
0.05
0.952
0.1
0.903
0.15
0.854
0.2
0.805
0.25
0.756
0.3
0.708
0.35
0.661
0.4
0.615
0.45
0.57
0.5
0.526
0.55
0.484
0.6
0.444
0.65
0.405
0.7
0.368
0.75
0.334
Guess :
1
X ( φ , Z) 0.5
0
0
0.5
1
Z
Now we are ready to obtain the diffusivity. Enter the following
values of the measured xA, position z, in cm, and time in
seconds obtained from your experiment.
xA := 0.107
Xvalue :=
Thus
Z := 0.3
z := 5.715cm
xA
xAo( φ)
t := 300 sec
Xvalue = 0.489
If the given guess for Z doesn't work, use the plot
above to supply a better value
Given
X( φ , Z) = Xvalue
Z := Find( Z)
Since
Z :=
Z = 0.544
z
we can solve for D to obtain its value
4Dt
z
Z
D :=
2
( 4 ⋅ t)
2
D = 0.092
cm
s
This calculation may be repeated at each location and/or time for
which data are taken, and the resulting values of D may be
averaged.
Ap.9-3
Calculation of molecular diffusivity using Chapman-Enskog Theory
The following scrollable table contains the collision integral values. The first column contains the
κT
values for
, the second and third columns contain the collision integral values for the viscosity
ε
and diffusivity, respectively.
(
Ω :=
0
1
Ω D_AB( x ) := linterp Ω
2
0
0.3
2.79
1
0.35
2.63
2.48
Units definitions:
2
0.4
2.49
2.32
3
0.45
2.37
2.18
A := 10
4
0.5
2.26
2.07
⟨0⟩
,Ω
⟨2⟩
,x
)
2.66
−8
−3
⋅ cm
g := 10
3
3
kPa := 10 ⋅ Pa
Rgas := 8.314 ⋅
⋅ kg
kJ := 10 ⋅ J
J
mol⋅ K
Enter here Lennard-Jones parameters and other data:
Acetone
σ A := 4.600 ⋅ A
Nitrogen
σ B := 3.798 ⋅ A
εA
:= 560.2 ⋅ K
κ
MA := 58⋅
ε B
:= 71.4⋅ K
κ
MB := 28⋅
g
mol
g
mol
T := 293⋅ K
P := 101.3 ⋅ kPa
Calculation:
ε AB
ε A ε B
:= ⋅
κ
κκ
ε AB
= 199.996 K
κ
σ AB :=
1
2
κT
ε
0.5
Ω D = 1.21
T⋅
2 0.5
− 5 mol ⋅ A ⋅ g
DAB := 2.26⋅ 10 ⋅
0.5
cm⋅ s⋅ K
⋅
)
κT := T
ε ε AB
κ
σ AB = 4.199 A
Ω D := Ω D_AB
(
⋅ σA + σB
c :=
1
MA
+
1
P
Rgas⋅ T
κT = 1.465
ε
-3
c = 41.585 mol m
MB
2
c⋅ σ AB ⋅ Ω D
2
DAB = 0.1
cm
s
Ap.9-4
Appendix 10. Acetone data for Experiment B.3
Table Ap.10-1. Vapor pressure of acetone
Temperature (oC)
- 59.4
-40.5
-31.1
-20.8
-9.4
Pvap (mm Hg)
1
5
10
20
40
-2.0
7.7
22.7
39.5
56.5
60
100
200
400
760
Values in Table Ap.10-1 are plotted in Figure Ap.10-1 in the form log Pvap vs. 1/Tabs. The
values can be approximated by the following Antoine equation:
1161.0
log10 ( p vap ) = 7.02447 −
T + 224
where T is in oC and pvap is in mm Hg.
Vapor Pressure (mm Hg)
1000
100
10
1
0 .0 0 3
0 .0 0 3 2
0 .0 0 3 4
0 .0 0 3 6
0 .0 0 3 8
0 .0 0 4
0 .0 0 4 2
0 .0 0 4 4
0 .0 0 4 6
0 .0 0 4 8
0 .0 0 5
-1
1 /Te m p e r a tu r e (K )
Figure Ap.10-1. Vapor Pressure of Acetone as a Function of Temperature
Ap.10-1
psia
kPa
g/cm
cm/sec
cm
cm
lb
sec
in
g/ml
g/ml
g/ml
cP
Units
1
13
0.250
0.141
0.141
1
B
1
13
Length,ft
5.0
5.0
2.5
2
C
1
13
3
C
T.W. Chapman, 3/31/98
Corrected, TWC 11/5/98
Revised by R. Chavez 1/28/2002
1
13
4
C
1
13
5
C
1
13
6
C
1
13
7
C
1
13
8
C
1
13
9
C
1
13
10
C
1
13
11
C
1
13
12
C
1
13
13
Appendix 11. Spreadsheet for preliminary analysis of data in Experiment C.1. Friction Factors for Flow in Circular Tubes
C
1
13
14
C
1
13
15
C
1
13
16
C
1
13
17
C
1
13
18
C
1
13
19
C
1
13
20
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0.64
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
0.36
152.4
152.4
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
76.2
0.004167 0.002344 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688 0.004688
A
D, in
The user should check the formulas that are programmed here to confirm that they are correct.
Friction factor
Manometer (Enter "W" for water or "Hg".)
Mass of water collected
Time of collection
Manometer differential reading
Calculated quantities:
Tube diameter
Length of test section
Diameter/length ratio
Mass flow rate of water
Water velocity
Reynolds number
Pressure drop
Pressure drop
Tube (A, B, or C)
Tube A
Tube B
Tube C
Run:
Input data:
Water temperature (C or F?)
Water density (gm/ml)
Water viscosity (cP)
Room temperature (C or F?)
Manometer-water density
Manometer-mercury density
General Information
A
0.1425
0.19
41
A
0.1425
0.19
41
A
0.1425
0.19
41
A
0.1425
0.19
41
#DIV/0!
220.22
7.76E-06
#DIV/0!
1.3
#DIV/0!
2
BTU/hr-ft -ºF
BTU/hr-ft-ºF
2
hr-ft -ºF/BTU
hr-ft2-ºF/BTU
BTU/hr-ft-ºF
ft
2
1.3
#DIV/0!
7.76E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
0
0
1
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
0
0
1
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
6.66E+00
5.00E-04
#DIV/0!
0.363
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
0
0
1
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
6.66E+00
5.00E-04
#DIV/0!
0.363
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
T.W. Chapman
4/7/1998
Revision
0
0
1
R. Chavez
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
6.66E+00
5.00E-04
#DIV/0!
0.363
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
0
0
1
11/15/2002
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
6.66E+00
5.00E-04
#DIV/0!
0.363
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
0
0
1
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
6.66E+00
5.00E-04
#DIV/0!
0.363
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
0
0
1
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
6.66E+00
5.00E-04
#DIV/0!
0.363
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
0
0
1
1.3
#DIV/0!
7.756E-06
#DIV/0!
#DIV/0!
220.22
#DIV/0!
6.66E+00
5.00E-04
#DIV/0!
0.363
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
#DIV/0!
0.1425
0.19
41
10
#DIV/0!
A
9
6.66E+00
5.00E-04
0.1425
0.19
41
8
6.66E+00 6.66E+00
5.00E-04 5.00E-04
A
7
lb/ft-sec
0.1425
0.19
41
6
#DIV/0!
0.363
A
5
#DIV/0!
0.363
0.1425
0.19
41
4
#DIV/0!
0.363
A
3
hr-ft -ºF/BTU
0
0
1
1
0
0
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
0
62.4
6.72E-04
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
0.01595
#DIV/0!
0.01595
#DIV/0!
0.1425
0.19
41
A
2
0.1425
0.19
41
A
1
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
0.127464 0.127464 0.1274636 0.1274636 0.1274636 0.1274636 0.1274636 0.1274636 0.1274636 0.1274636
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
1
in
in
in
g
sec
lb/sec
2
in
ºF
ºF
ºF
3
lb/ft
lb/ft-sec
3
ft /sec
ft/sec
ºF
ºF
ºF
psig
ºF
BTU/lb-ºF
BTU/hr
ºF
ºF
ºF
2
ft
2
BTU/hr-ft -ºF
Units
Note: Actual physical properties corresponding to experimental temperatures should be inserted into this spreadsheet,
along with measured values and apparatus dimensions.
Be sure to check the validity of all formulas and the consistency of all units used in this spreadsheet.
Resistance of copper wall
Fouling factor, Rf
(neglecting the steam-side resistance)
Thermal conductivity of lime, kCaCO3
Estimated of scale thickness
Rig No.(1, 2, or 3):
Run No:
Tube (A, B, or C):
Tube Inside Diameter
Tube Outside Diameter
Tube Length
Mass of water collected
Time of water collection
Water flow rate
Tube cross-section area
Inlet water temperature
Outlet water temperature
Average water temperature
Bulk water density
Bulk water viscosity
Water volumetric rate
Average water velocity
Tube wall temperature (average)
Inlet steam temperature
Outlet steam temperature
Steam pressure
Temperature of saturated steam
Heat capacity of water
Heat load, Q
Temperature gradient at water entrance
Temperature gradient at water exit
Log mean temperature gradient
Heat-transfer area (inside tube)
Overall heat transfer coef, U
(based on inside tube radius)
Reynolds number, Re
Thermal conductivity of water, k
(evaluate at temperature 15)
Prandtl number of water, Pr
Water viscosity at the wall (lb/ft-sec)
(evaluate at temperature 20)
Average tube-side Nusselt number, Nu
(based on Equation C.2-17)
Average tube-side h.t.c., h
Thermal cond. of copper, kCu
Appendix 12. Spreadsheet to analyze data from Experiment C.2. Heat-transfer Coefficients in Circular Tubes
Cells in Bold type must be filled by the user.
Rig No.
A
B
C
Outside Diameter, in
1
2
3
0.19
0.25 0.3125
0.374 0.501
0.75
0.874 1.125
1.05
Inside Diameter, in
Rig No.
1
2
3
A
0.1425 0.1862
0.25
B
0.314 0.4325 0.666
C
0.788 1.025 0.913
Appendix 13. Statistical Analysis of Experimental Data
Based on notes prepared for ChE 324 by Prof. D.J. Klingenberg, Fall 1997
Introduction
In this course, you will be measuring a variety of variables, then analyzing the
data by calculating derived quantities, and often fitting the data to equations in order to
estimate some parameters. Engineers must appreciate the fact that all measured data
contain some degree of uncertainty; all reported results are only estimates. To make these
estimates meaningful, we must also somehow report the uncertainty in the results, or how
confident we are about the results.
The purpose of these notes is to provide some guidance for reporting uncertain
results, especially for the cases where measured data are analyzed and fit to equations to
extract useful engineering information.
Experimental Errors
Experimental errors are typically grouped into two categories: systematic errors
and random errors. Systematic errors are usually relatively fixed, and they influence all
the data in a series of measurement in essentially the same way. Examples of this type of
error are pressure measurements with a gauge that is not properly calibrated,
measurement of temperature rise in a system that is supposedly adiabatic but in fact is
not, and incorrect thermometer readings due to thermal expansion of the thermometer
glass. Such errors can often be eliminated by auxiliary experiments and calibrations or
theoretical corrections to the experimental data.
Random errors are usually more difficult to detect and to deal with. Examples of
these errors include mistakes by the experimenter when recording the data, random
electronic fluctuations in measuring equipment, and incidental vibrations that affect a
mechanical system. Even after systematic errors are eliminated from an experiment,
random errors will still be present. It is the experimenter's job to take these persistent
errors into account by assessing the uncertainty in the data, trying to minimize it, and
indicating the degree of uncertainty in the reported results.
Some data points taken in an experiment will appear to be obviously in error
because they are inconsistent with the majority of measurements. These are called
"outliers". It is tempting just to throw away such data points and omit them from
subsequent analysis and the reported results. However, this should not be done without
employing some systematic statistical procedure to confirm that apparent outliers are
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 1
indeed inconsistent rather than revealing an important characteristic of the system.
Exceptions to this rule arise in instances where one can explain on physical grounds why
a suspect data point does not reflect the system of interest. For example, if one realizes
that part of the equipment was not operating properly during a test, for example, some
controlled variable such as temperature or flowrate deviated from its set point , it is
reasonable to throw away the data taken during such a disruption. Generally, however,
one should investigate the relative validity of all data points in a set of measurements.
Measured data always contain some errors, or random fluctuations. The
experimenter must assign some uncertainty to the measured values to indicate the level of
confidence that may be placed in reported results. This is often a straightforward task.
Manufacturers of measuring equipment will typically state output uncertainties in the
owner's manual or user's guide. Multiple readings from a fluctuating display may be
taken and an average deviation calculated. Uncertainty can also be estimated from
calibration curves developed for an instrument, particularly if replicate measurements are
made.
Experimental uncertainties are typically specified by stating the apparent, or
average, value of a quantity, plus or minus some value of the typical error. For example,
if one measured a pressure by reading the height of a manometer leg, say 47.2 mm H2O,
and estimated the uncertainty resulting from the coarseness of the scale or from
continuous fluctuations of the water level to be, say, 0.5 mm, one would write
P = 47.2 mm H2O ± 0.5 mm H2O or P = 47.2 ± 0.5 mm H2O.
Here, the indicated uncertainty is based more on common sense rather than a systematic
statistical analysis. Such uncertainties in measured values should be estimated
conservatively. In this example, we would state an uncertainty of 0.5 mm H2O only if we
were very confident that the true pressure lies somewhere between 46.7 and 47.7 mm
H2O.
Propagation of Error
Very often the experimenter will measure certain types of data and then obtain
derived quantities from the measured values. For example, one might measure the current
and voltage across a resistor and then calculate the power loss by the formula P = VI. For
purposes of a report and its conclusions, it may be more important to identify the
uncertainty of the derived quantity P than that of the raw data, I and V.
A general approach for determining the uncertainty of derived quantities
determined from measured data (for which we have estimated their individual
uncertainties) is as follows. Let the derived quantity be R, which is a function of n
variables that are measured directly, say xl, x2,...,xn. There will be a known functional
relationship between the value of R and the other variables,
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 2
R = R(xl, x2, • • •, xn)
from which the derived quantity is calculated from the measurements. In the previous
example, the function is P = P(V, I) = VI. Now let wi be the uncertainty of variable xi ;
that is, xi = <xi> ± wi where <xi> is the estimated value of xi. The uncertainty in the
derived quantity, wR, may be estimated by the formula
2
2
2
∂ R
∂R
∂R
w R =
w1 +
w 2 + ⋅⋅⋅ +
wn
∂ x2
∂ xn
∂ x1
1
2
(A.13-1)
Equation 1 accounts for the propagation of the individual uncertainties into the calculated
value of R. The partial derivatives of R with respect to each xi are taken while all other xj
are held constant; these terms arise from a two-term Taylor-series analysis of the function
R. The terms are squared before adding to avoid unjustified cancellation of errors. Thus,
Equation 1 gives a conservative estimate of wR.
The Engineering Equation Solver (EES) program can perform error propagation analysis
for a system of equations. EES is available on CAE Windows stations (CAE Applications
> Engineering > EES) or it can be downloaded from the CAE web site.
Statistical Analysis
Although one can often estimate the uncertainty in a measured variable on an ad
hoc basis, such an approach is subjective and may be difficult to document. Statistical
analysis provides a more objective and systematic method for identifying uncertainties
and confidence limits, particularly if a large number of data points are available and if
replicate measurements can be taken. Using well-defined statistical methods and
quantities has the advantage of putting the estimate of errors on a standardized, accepted
basis, which avoids ambiguities or possible confusion in the reporting of results.
Consider a set of m readings of the same variable, z, which is also called a
sample. Denote these readings by z1 , z2, ..., zm. These might be, for example, m
replicated readings of the temperature or the pressure of a system. Here are some basic
statistical definitions:
• Sample Mean or Arithmetic Mean:
z =
1 m
∑ zi
m i =1
(A.13-2)
• Deviation of a data point:
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 3
d i = zi − z
(A.13-3)
This deviation is not very useful because the average of all readings is zero.
• Standard Deviation of a Sample:
1 m
σ =
(z i − z )2
∑
m − 1 i =1
1
2
(A.13-4)
The standard deviation σ is an estimate of the average magnitude of the errors that
arise in the measurements. If one assumes that systematic errors have been eliminated,
the deviations are the random errors.
The definition of the sample standard deviation given in Equation 4 is used when
the underlying population is not known, that is, when we don't know what would happen
if there were an infinite number of readings. If we compared a set of readings against a
known distribution such that the "correct" value of z were known, for example, in the
calibration of a pressure gauge with a known, reliable instrument such as a dead-weight
tester, then the factor of 1/(m-1) in Equation 4 would be replaced with 1/m. The
explanation of this difference is that, when the sample comes from an unknown
distribution, one measurement is used in estimating the sample mean, and thus only (m-1)
measurements remain to estimate the standard deviation. If the mean were known ahead
of time, however, then all the measurements could be used to estimate the standard
deviation.
When one reports the results of an experimental study, it is normal practice to
report the value of a measured quantity as the mean, defined by Equation 2. Similarly,
the uncertainty is usually given as the standard deviation, defined by Equation 4.
Linear Regression
Engineers often need to analyze sets of data where each data point is represented
by a pair of numbers. For example, one may measure the vapor pressure of a liquid as a
function of temperature. The data in this case will be a collection of paired values of
temperature and pressure. In general, we are typically concerned with a set of n data
points, each represented by a pair of numbers (xi, yi) where i goes from 1 to n. The
objective of the data analysis is to infer a functional relationship between x and y.
Two different cases are common. In the first case, the engineer may simply want
to consolidate a large number of data points into a simple equation describing the
functional relationship between the x and y values, y = f(x). Here the objective is simply
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 4
to present the results in a neat, concise form. The function f(x) may be chosen arbitrarily,
and the result is called an empirical correlation.
The other case arises when a functional relationship between the x and y values is
known or specified a priori, usually on theoretical grounds. Then the function f(x) is
called a system model, and the objective of the experimental study is to estimate values of
parameters appearing in the function. In the vapor-pressure example, thermodynamic
analysis suggests that the relationship between pressure and absolute temperature should
have the form ln P = A+B/T. In this case one might want to estimate from the
measurements the parameter B because it would indicate the heat of vaporization of the
material studied.
In both of these problems, one must somehow "fit" the experimental data to a
specified functional form and to determine the parameter values that provide this best fit.
Also, particularly in the former case, several different forms of the function f(x) might be
tried to see which form is most successful in representing the variation of the data. In this
course, we will concern ourselves with fitting data to straight lines, in which case the
curve-fitting procedure is called linear regression. The method by which we fit the data
to a straight line is called least-squares linear regression.
For linear regression, we wish to fit data to a line described by the equation
y = f(x) = a x + b
where the constants a and b are called the parameters of the function. Our job is to
determine the values of a and b from the n sets of paired numbers (xi, yi). This procedure
should always begin by creating plot of y vs. x to determine whether or not the data
indeed follow something close to a straight-line relationship. Such a plot is depicted in
Figure 1. In this figure, the data appear to follow a straight line approximately, but the
points are scattered such that they will not fit a straight line perfectly. There is clearly an
infinite number of straight lines that would go more or less through the data points. We
could also come up with a large number of potential algorithms by which we determine
the "best" line by minimizing some measure of the distance between the line and the data
points. Without additional information, it is not clear that any such method would be
better than any other.
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 5
12
10
y
8
6
4
2
0
0
2
4
6
8
10
x
Figure A.13-1. An example of hypothetical data in which y is apparently a linear
function of x and in which there is scatter in the experimental y values.
It turns out that if we assume
1.
that the uncertainty in the x values is much less than the uncertainty in the y values;
2.
that the uncertainties in the y values are uncorrelated; and
3. that repeated measurements of y at any particular x value will distribute normally
about the "true" value, that is, that the statistical distribution of deviations in y at a
particular x-value is the so-called normal probability distribution;
then the best fit of the data to a straight line can be determined by finding the values of a
and b that minimize the sum of squared deviations of y values from those predicted by
the straight line. Thus, we must find the values of a and b that minimize the sum-ofsquares objective function
n
S (a, b)=∑ [ y i −(axi + b )]
2
(A.13-5)
i =1
This function S, which is a measure of the total discrepancy between the function f(x) and
the data, depends on a and b, and we want to find the values that make S the smallest.
As long as all the xi values are distinct, minimizing S will give a unique answer. It also
turns out that this procedure typically gives informative results even if the above
assumptions are relaxed.
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 6
By taking the partial derivatives of S with respect to a and b and setting both
derivatives to zero, one can show that the values of a and b that minimize S are
∑ xy − n (∑ x )(∑ y )
1
a=
1
∑x − n
2
and
(∑ x )
(A.13-6)
2
(∑ y)(∑ x ) − (∑ xy)(∑ x) = y − ax
b=
n( ∑ x ) − (∑ x )
2
2
2
(A.13-7)
where the summations are taken over all n pairs of data points, and x and y are mean
values of each of the measured variables. Remember that a and b are the slope and
intercept of the straight line fit through the data.
Note that it is possible to convert a more complicated functional relationship into
the linear form by a transformation of variables. For example, in the case of the vaporpressure relation, one might define x as 1/T and y as ln P. Then the plot of data would be
ln p vs. 1/T. Then the fitting would give A=b, the intercept, and B=a, the slope of the
straight line.
Estimating Uncertainty
The results given in Equations 6 and 7 are only estimates of the true values of a
and b. Even if the assumed form of f(x) is indeed the actual relation between x and y, if
systematic errors are eliminated, and if the conditions listed as conditions for the leastsquare method are satisfied, the inevitable occurrence of random errors in any real
measurements means that a very large number of data points is required before the true
values of a and b can be estimated with great confidence. Therefore, it is necessary for
the experimenter to make some estimate of the reliability of his results.
One approach for estimating uncertainty in reported values of the parameters is to
calculate the coefficient of determination r, which is defined by
(
)(
)
2
1
∑ xy − n ∑ x ∑ y
r2 =
2
2
1
1
2
2
∑ x − n ∑ x ∑ y − n ∑ y
(
)
Appendix A.13.
Statistical Analysis of Experimental Data
(
)
(A.13-8)
Ap.13- 7
It can be shown that the absolute value of r is less than or equal to unity. A perfect fit of
the data to the linear equation y = ax + b gives the limiting value of r2 = 1.0 . Completely
random scatter of x and y with no correlation would yield r = 0.
The coefficient of determination is not a particularly satisfactory measure of fit,
however, because its specific value r2<1.0 in any real application does not provide any
meaningful quantitative information. That is, one does not know how close r2 should be
to 1.0 in order to indicate a satisfactory fit. One would like a criterion against which to
gauge goodness of fit.
A much better method for describing the quality of the fit is to report the
uncertainty in the estimated values of the parameters a and b. The estimated values of the
standard error values for the two parameters, sa and sb are given by
sa2 =
se2
and
s =s
2
b
(A.13-9)
2
∑ ( xi − x )
2
e
∑x
n∑ ( x − x )
2
i
2
(A.13-10)
i
where se, the estimate of the sample error variance, is given by
se2 =
1
S ( a , b)
n−2
(A.13-11)
The Microsoft Excel spreadsheet program contains a function called LINEST that
performs linear regression on a set of data points. In addition to calculating the values of
a and b, LINEST produces the statistical parameters sa and sb as well as the coefficient of
determination of the fit, r.
Given these statistical quantities, we can now report values of the parameters a
and b along with their confidence limits as
a ± t sa
and
b ± t sb .
The additional factor t in the estimated uncertainties is a parameter that arises in the socalled Student's t test and the t distribution. It is a function of the number of data points
available as well as the confidence level that one wishes to put on the parameter
estimates.
Values of the factor t are given in Table 1 as a function of the number of degrees
of freedom ν and a parameter α that expresses the confidence interval of the estimate.
The number of degrees of freedom is the number of data points minus the number of
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 8
parameters being fit to the data. For the straight-line equation with finite intercept b,
ν = n - 2, where n is the number of data points, and α is given by
α = 1.0 −
X
100
(A.13-12)
where X is the width of the confidence interval expressed as a percentage. The
confidence interval X is a value that the experimenter may choose for purposes of stating
his or her results. The significance of X is that of a probability; if the experiment were
repeated numerous times with n data points taken each time, X is the probability that the
resulting values of a and b would fall within the stated ranges estimated from the original
data set. That is, if one wishes to state confidence limits corresponding to a certain value
X for results based on n data points, the appropriate value of t can be found using the
TINV(α,ν) function in Excel and used along with the sa and sb values to calculate the
appropriate limits. Table 1 shows a sample of t values. The higher the level of confidence
(probablility) one wishes to place on an estimate, the wider the confidence limit would
be. On the other hand, increasing the data points (degrees of freedom) narrows the
confidence range for a given level of confidence.
Table A.13-1. Tabulated values of t as a function of the degrees of freedom (v) and tail
probability α.
ν
α = 0.5
1
2
3
4
5
6
7
8
9
10
15
20
30
50
∞
1.000
0.816
0.765
0.741
0.727
0.718
0.711
0.706
0.703
0.700
0.691
0.687
0.683
0.679
0.674
0.20
0.10
0.05
0.02
0.01
3.078
1.886
1.638
1.533
1.476
1.440
1.415
1.397
1.383
1.372
1.341
1.325
1.310
1.299
1.282
6.314
2.920
2.353
2.132
2.015
1.943
1.895
1.860
1.833
1.812
1.753
1.725
1.697
1.676
1.645
12.706
4.303
3.182
2.776
2.571
2.447
2.365
2.306
2.262
2.228
2.131
2.086
2.042
2.009
1.960
21.821
6.965
4.541
3.747
3.365
3.143
2.998
2.896
2.821
2.764
2.602
2.528
2.457
2.403
2.326
63.657
9.925
5.841
4.604
4.032
3.707
3.499
3.355
3.250
3.169
2.947
2.845
2.750
2.678
2.576
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 9
For engineering purposes, it is common to report results at a 95% confidence limit
or higher. If X is chosen to be 95%, then α = 0.05 . Suppose that an experiment yielded
5 data points. Then ν = 3, and Table 1 indicates that the corresponding value of t is 3.182
. If twice as many data points were taken such that ν = 8, then t would be 2.306 . Taking
more data thus tightens up the range of uncertainty in the parameter estimates. Also,
decreasing the specified confidence probability X reduces the range of uncertainty.
Conversely, using more data points and specifying a wider range of uncertainty in the
parameter values increase the probability X that the true parameter values are within the
stated uncertainty limits.
Application of least-squares analysis and linear regression to a set of data is
straightforward but tedious. Most of these methods are available as routines in software
packages such as Microsoft Excel.
LINEST Command
The LINEST command on Excel (there is an equivalent command in Sun
Microsystem’s StarOffice) is very helpful in data analysis. It allows one to do a
multivariate linear regression, that is, fitting of an algebraic equation to a set of data. The
output gives the fitted parameters of a linear model of the form
y=a0+a1*x1+a2*x2+…+an*xn and additional information telling the sum of squares of the
predictions, the expected error in each parameter, and various other statistical values.
Unfortunately, this is a rather tricky command to use. It is an array function,
which means that one has to select the output area before entering the function. The
output area of LINEST, that is, the area that is highlighted before entering this function,
has to be of size 5 rows by, at least, n+1 columns, with n being equal to the number of
independent variables. In a simple linear regression of the form y=mx+b, the output area
must be at least 5 rows by 2 columns. After selecting a region for the output, one can
activate the LINEST function either by entering its name directly on the input line or by
choosing it from the function command (in the Insert menu). The help pages in Excel
give information on the specifics of this command.
There are four arguments in the LINEST function: the range of cells containing
the dependent variable values, y, the range of cells containing the independent variables
values, the "const" logic value, and the "stats" logic value. One usually wants the "const"
value to be true; if const is false or zero, the fit equation is forced to pass through the
origin, i.e., a0=0. The "stats" value needs to be "true" for LINEST to give detailed error
information on the regression results.
To fit a polynomial function using LINEST, one has to calculate explicitly the
polynomial variables in order to force it to work. For example, if one were trying to fit a
set of y(x) data to the polynomial function y=a0+a1*x+a2*x2+a3*x3, one would need to
provide a column of y values, a column for the x values, and separate columns for the x2
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 10
values and the x3 values. That is, x2 and x3 are treated like additional independent
variables in order to calculate the coefficients a0, a1, a2, and a3.
After one enters the LINEST function, execution requires hitting shift-controlenter on the Windows machines or shift-applekey-enter on the Macintosh machines.
Then the statistical information and the values of the coefficients in the fitted function
will appear in the output area.
Bibliography
G.E.P. Box, W.G. Hunter, and J.S. Hunter, Statistics for Experimenters, John Wiley &
Sons, New York, 1978
I. W. Burr, Applied Statistical Methods, Academic Press, New York, 1974
N. P. Cheremisinoff, Practical Statistics for Engineers and Scientists, Technomic,
Lancaster, PA, 1987
J. P. Holman, Experimental Methods for Engineers, 3rd ed., McGraw-Hill, New York,
1978
S. J. Kline and F. A. McClintock, Mech. Eng., January 1953, p. 3
W. H. Press, B. P. Flannery, S. A. Teukolsky, and W. T. Vettering, Numerical Recipes,
the Art of Scientific Computing, Cambridge University Press, Cambridge, 1986
Appendix13
Revised 9/17/98; TWC
Revised 1/20/2002; RCC
Appendix A.13.
Statistical Analysis of Experimental Data
Ap.13- 11
Expt. D.3 benchmark problem
1
Benchmark problem for Expt. D.3
ChE 324
John J. Kasab
6 December 1999
The benchmark problem for Experiment D.3 in Experiments in Transport Phenomena (Crosby,
1999) is as follows: A tank similar to those in the pilot plant initially contains 5.0 gal of
water at 60 F, and then receives a feed stream of water at 60 F at the rate of 2.0 gal/min.
Steam heat is applied at a constant steam pressure of 10.0 psig. Initally, there is no ow
out of the tank, but once the tank is full, an exit ow of 2.0 gal/min is started to maintain
a constant level in the tank.
We want to analyze the heating this system with a steam coil or with an external heat exchanger of the types used in the pilot plant. This report contains the theoretical development
necessary to analyze this benchmark case.
Steam coil heating while lling the tank
First, we want to nd out how the water temperature in the tank changes as a function of
time when the steam coil is used. The tank, of total volume V1 , starts with a volume V0 at
t = 0. The water in the tank starts at temperature T0 . The ow rate in is F , and the inlet
temperature is T1. The outlet ow is FH (t tf ), where tf = V1=F is the time when the
tank lls.
Start with a mass balance on the tank system. Assuming constant density, we can solve the
dierential mass balance for V (t),
V (t) = Ft + V0:
(1)
We can make the equations dimensionless using the following variables:
(2)
= TT TT0 s
0
(3)
= V Ft V 1
0
= V0 =V1
(4)
= V=V1
(5)
where Ts is the steam temperature. Note that is dened dierently that in Crosby (1999).
Equation (1) becomes
( ) = (1 ) + :
(6)
For the steam coil, assume that the heat transfer area is proportional to the volume in the
tank. Thus, let = A(t)=A1, and
( ) = (1 ) + :
(7)
Expt. D.3 benchmark problem
2
Now, take an energy balance over the tank. We start with
C^p dtd (V (T T0)) = UA(t)(Ts T )
(8)
which includes the simplication that T1 = T0 . Making this equation dimensionless using
the above denitions, we obtain
!
V1 d ( ) = UA1 ( )(1 ):
(9)
V1 V0 d
F C^p
If we let N = (UA1)=( F C^p) and expand the dierential terms, equation (9) becomes
"
#
1 ((1 ) + ) d + (1 ) = N (1 ) + ] (1 )
(10)
1 d
or
!
!
d
+ 1 d + = N (1 ) + 1 (1 ):
(11)
We can recover equation (15.5-10) from Bird, et al. (1960) if we dene
!
(12)
= N (1 ) + 1 which turns equation (11) into
!
d + 1 + 1 = 1
(13)
d
with the initial condition = 0 at = N . The solution to this is equation (15.5-12) from
Bird, et al. (1960). Application of the initial conditions gives
h
i
( ) = 1 1 1 (1 N )e( N ) (14)
where , N , and are as dened above. Note that equation (14) reduces to equation (D.3-12)
from Crosby (1999) when = 0.
Heat exchanger heating while lling the tank
We start with the same mass balance, but this time the energy balance on the tank is
C^p dtd (V (T T0 )) = Fh C^p(Th T )
(15)
where Th is the heat exchanger outlet temperature. The energy balance on the heat exchanger
is
3
2
(
T
T
)
(
T
T
)
(16)
whC^p(Th T ) = (UA)h 4 s Ts T s h 5 :
ln TsTh
Expt. D.3 benchmark problem
3
where wh = Fh. If we let Nh = (UA)h =(whC^p), we get
Th = Ts e
Nh
(Ts T ):
(17)
This result assumes that the heat exchanger is at pseudo-steady state compared to the tank
heating. The equations can be made dimensionless by using the same variables as de
ned
above, and adding in
(18)
= FFh 1 e Nh and
(19)
= + 1 :
The heat exchanger energy balance becomes
h = 1 e
(1 )
(20)
dd + (1 + ) = :
(21)
Nh
and the tank energy balance becomes
The initial condition for equation (21) is = 0 when = 1 . Postulate a solution of the
form
(22)
= + br :
1+ The rst term comes from the power-series solution of equation (21), which does not satisfy
the initial condition on its own. When the initial condition is applied, equation (22) becomes
( ) = 1 + "
1
! #
1 :
1 (23)
This equation should be equivalent to equation (D.3-26) in Crosby (1999), although this
cannot be checked by inspection.
Steam coil heating, lled tank
In this case, the volume of water within the tank is held constant at V1, as the ow in equals
the ow out. The inlet temperature is T1 = T0, and the tank starts at temperature Tf .
We want to know what the maximum temperature T1 is, and how the tank temperature
approaches this limit. Here, we reset the starting time to the moment when the tank is full
and the outow starts.
Start with an energy balance on the tank,
C^pV1 dT
dt = UA1 (Ts T )
F C^p(T T0 ):
(24)
Expt. D.3 benchmark problem
4
Again, we can make the equations dimensionless, this time using the following variables:
= T T0
(25)
Ts T0
= VFt
1
UA
1:
N =
^
F Cp
(26)
(27)
Equation (24) becomes
d + (1 + N ) = N
d
with the initial condition = f at = 0. Thus, at steady state,
1 = 1 +N N
(28)
(29)
and the transient solution is
(30)
( ) = N 1 e(1+N ) + f e(1+N )
1+N
where f is calculated using the end result from the rst part of this development. This
equation is equivalent to equation (D.3-17) in Crosby (1999) when f = 0.
Heat exchanger heating, lled tank
In this case, the tank is full and the water starts at temperature Tf , but the heating comes
from the heat exchanger. The value of Tf for this case will be dierent from that for the
steam coil case, since the steam coil and heat exchanger heat at dierent rates while the
tank is lling with water. Again, the inlet temperature T1 equals T0.
Again, the volume is constant at V1 . The energy balance on the tank is
^
^
C^pV1 dT
dt = FhCp(Th T ) FCp(T T0)
and on the heat exchanger,
FhC^p(Th
2
T ) = (UA)h 4 (Ts
(31)
3
T ) (Ts Th) 5 :
ln TTssTTh
(32)
These energy balances can be made dimensionless using the same denitions for and as
for the steam coil with a lled tank. In addition, we need to dene Nh = (UA)h =(FhC^p),
as before with the heat exchanger.
Expt. D.3 benchmark problem
5
Assuming a pseudo-steady state condition, the dimensionless energy balance on the heat
exchanger becomes
Nh
h = 1
(1 )
(33)
For the tank, we get
+ (1 + ) =
(34)
e
d
:
d
where is as dened in equation (18). The initial condition for equation (34) is = f at
= 0.
The solution is therefore
( ) = 1 +
and
1
e
(1+ )
1 = 1 +
:
+ f
e
(1+ )
(35)
(36)
References
Bird, R. B., Stewart, W. E., and Lightfoot, E. N., 1960, Transport Phenomena. New York:
John Wiley & Sons, pp. 712-713.
Crosby, E. J., 1999, Experiments in Transport Phenomena, revised ed. University of Wisconsin{
Madison.