Simulation of Concurrent Process Planning (CPP) System
advertisement
 System")
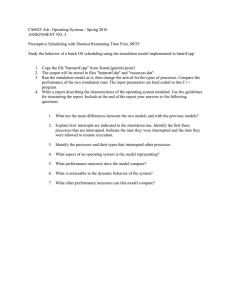
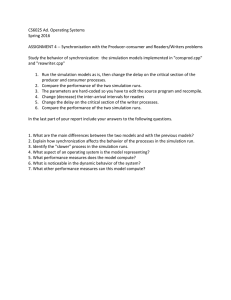
Contemporary Engineering Sciences, Vol. 8, 2015, no. 36, 1713 - 1719 HIKARI Ltd, www.m-hikari.com http://dx.doi.org/10.12988/ces.2015.510292 Simulation of Concurrent Process Planning (CPP) System for Machining Two Different Products Bahaa M. Nasser Industrial Engineering Department, College of Engineering Northern Border University, Arar, Northern Border Region, Saudi Arabia Copyright © 2015 Bahaa M. Nasser. This article is distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Abstract In this paper, a simulation of a concurrent process planning (CPP) system is introduced. This system consists of a main input: the production knowledge and the production line. The production knowledge includes the production rules related to generating the process plan from the part drawing. Two products are used as output of the production knowledge and input for the manufacturing center. The CPP simulation system indicates that the utilization of machining center is very high and decreases the production cost. However, the waiting number of products in the production line is low. Keywords: Simulation, Modeling, Arena, Expert systems, process planning system, concurrent process planning system, Production knowledge, computer Aided Process Planning CAPP, production line 1 Introduction Simulation is the control of a model in a manner that it works on time or space to pack it, subsequently empowering one to see the collaborations that would not generally be clear on account of their detachment in time or space [1]. While modeling and simulation generally are used to speak to a little parcel of this present reality. Frameworks, for example, assemble plant with machines, individuals, transport gadgets, carpet lifts, and storage room [2]. A CAPP-PPC serial and concurrent model process was presented in this model the process plan was divided into three stages: thus are the initial process 1714 Bahaa M. Nasser planning, process route planning and process specification planning. Also the production planning was divided into three stages: factory level planning, workshop level plans, and process level planning [3]. The CAPP-PPC concurrent process can save production time, reduce production cost and improve the production efficiency. The Concurrent Process Planning (CPP) System is shown in figure 1. The CPP system consists of the production knowledge of machining two products A and B, the manufacturing center of drilling machine. The manufacturing center lead to three stages: packaging, scraping and salvage. Concurrent Process Planning (CPP) System Production Knowledge Product A Product B Manufacturing Center (drilling) Package Salvage Scrape Figure 1: Concurrent Process Planning (CPP) System 2 Ideas and strategies The process plan can be defined as a recipe, which is a set of instructions for transforming a raw material to a desired shape [4]. Process planning is considered as the bridge between the engineering design and the manufacturing processes [5]. The basic function of process planning is to determine the sequence to be followed in converting the work part from a raw material to a finished part or to a desired shape [6]. The process plans must be developed within the equipment capabilities and factory capacities. The concerned manufacturing engineers are responsible to define the process plans according to the capabilities of the available machines in the plant and the features of the product [7]. The implementation of Computer-Aided Process Planning (CAPP) system is more appropriate for the batch production type [8]. Due to the rapid variation in product types to accommodate the consumer's requirements, the CAPP system becomes an essential tool for reducing the time and saving the human effort consumed in the planning of the manufacturing processes [9, 10]. Simulation of concurrent process planning (CPP) 1715 The CPP System consists of two concurrent different products A and B: two blocks: one has one hole and the other has two holes (Fig. 2). The first product, named product A [Block (Length 100, width 100, Height 100) with hole (Diameter 50, Depth 50)] is created in a contiguous division, outside the limits of this model, with interval times to our model being exponentially distributed with a mean of 5 minutes. The second units named product B [Block (Length 100, width 100, Height 100) with two holes (Diameter 20, Depth 50)], is delivered in an alternate building, additionally outside this present model's limits, where it is held until a cluster of three units is accessible; the bunch is then sent to the last creation region we are demonstrating. The time between the entries of progressive groups of product B to our model is exponential with a mean of 30 minutes. At the drilling machining center, the products A and B are embedded, the case is amassed and fixed, and the fixed unit is tried. The aggregate procedure time for these operations relies on the part sort: Triangular Distribution TRIA (1, 3, 6) for product A and Weibull Distribution WEIB (2, 5) for product B (2 is the scale parameter β and 5 is the shape parameter α). Ninety percent of the products pass the investigation and are moved directly to the packaging division. The remaining parts are switched to the re-drilling work area. Eighty percent of these products are scrap and the rest are rework and moved to the packaging division as revised parts, and the rest are exchanged at the scrap region. An ideal opportunity to improve a section takes after an exponential conveyance with mean of 30 minutes and is free of part sort and a final manner. 3 Building CPP Model A simulation model is the main step to build a simulation project. The simulation model of CPP system is shown in figure 3. This model was built in arena software using these modules: two create, two assign, four processes, two decide, three records, and three dispose. 1716 Bahaa M. Nasser Figure 3. The simulation model of CPP system The following Tables include the main data Name Product A arrive Product B arrive Entity Type Product A Product B Create Modules Type Value Random (Expo) 5 Random (Expo) 30 Assign Modules Name Type Assign Product A Drilling and arrive time Assignments Attribute Attribute Assign Product B Drilling and arrive time Assignments Attribute Attribute Units Minutes Minutes Entities/Arrival 1 4 Attribute Name New Value Drilling Time Arrive Time TRIA(1,3,6) TNOW Drilling Time Arrive Time WEIB(2, 5) TNOW Process Modules Name Prim A process Action Seize Delay Release Prim B process Seize Delay Release Drilling Process Seize Delay Release ReDrilling Process Seize Delay Release Type Resources Resource Name Quantity Delay Type Resource Type Prim A Resource Name 1 Quantity TRIA(1,4,8) Delay Type Resource Type Prim B Resource Name 1 Quantity TRIA(3,5,10) Delay Type Resource Type Drilling Resource Name 1 Quantity Expression Delay Type Resource ReDrilling 1 EXPO( 45) Decide Modules Name Type Failed Drilling Inspection 2-way by chance Failed ReDrilling Inspection 2-way by chance Percent True 8% 25% Simulation of concurrent process planning (CPP) Name Record Scrapped Blocks Record Salvaged Blocks Record Packaging Blocks Record Modules Type Attribute Name Time interval Arrive Time Time interval Arrive Time Time interval Arrive Time 1717 Tally Name Record Scrapped Blocks Record Salvaged Blocks Record Packaging Blocks Dispose Modules Name Scrapped Salvaged Packaging At the run setup window, working hours per days is 16 and replication length is 5 days. 4 Statistical Analysis of CPP System Some of the selected result of the CPP simulation system can be illustrated in the following Tables. Table 1 shows the difference between the number of input and output products for each process center: Product A, Product B, Drilling and re-Drilling, and the percentage between the output products to the input products at each process center. Process Center Drilling Process Product A process Product B Process ReDrilling Process Number of input Products 1654 1023 648 142 Number of output Products 1651 1009 645 99 Table 1 Process Center Output percentage of products 99.82% 98.63% 99.54% 69.72% 1718 Bahaa M. Nasser Output percentage of products Number of input & output products Output percentage of… Number of input Products 1654 1651 99,82% 1023 1009 98,63% 99,54% 69,72% 648 645 142 Drilling Process Product A process Product B Process 99 Drilling Process ReDrilling Process Product A process Product B Process ReDrilling Process In Table 2 shows the average and the maximum waiting number of products per second. Queuing Process Average Waiting Number of Products Maximum Waiting Number of Products Drilling Process.Queue 0.81 6 Product A process.Queue 4.55 23 Product B Process.Queue 5.72 31 ReDrilling Process.Queue 23.04 46 Table 2 Queuing Process Waiting Number of Products in CPP System 46 Average Number of Products 23,04 31 23 5,72 ReDrilling Process.Queue Maximum Number of Products Product B Process.Queue 4,55 Product A process.Queue 6 0,81 Drilling Process.Queue 5 Conclusions By using the concurrent CPP simulation system to simulate the production lines indicates that the utilization of machining center comes up to 99.82%, and lead to decreasing the production cost. Also, the waiting number of products in production line not more than 6 products per second. References [1] Jonathan Searle and John Brennan, Simulation Components, Integration of Modelling and Simulation, Educational Notes RTO-EN-MSG-067, Neuilly-sur-Seine, France: RTO, 2007. Simulation of concurrent process planning (CPP) 1719 [2] Anu Maria, Introduction to Modeling and Simulation, Proceedings of the 29th conference on Winter simulation - WSC '97, ed. S. Andradóttir, K. J. Healy, D. H. Withers, and B. L. Nelson, 1997. http://dx.doi.org/10.1145/268437.268440 [3] Yanhai Chen, et al., Study on the product CAPP-PPC process based on productivity, Applied Mechanics and Materials, 668-669 (2014), 1651-1654. http://dx.doi.org/10.4028/www.scientific.net/amm.668-669.1651 [4] J. Lange, F. Bergs, G. Weigert and K.-J. Wolter, Simulation of capacity and cost for the planning of future process chains, International Journal of Production Research, 50 (2012), no. 21, 6122-6132. http://dx.doi.org/10.1080/00207543.2012.661889 [5] Ahmad Shawan, Jean-Claude Léon, Gilles Foucault, Lionel Fine, Functional restructuring of CAD models for FEA purposes, Engineering Computations, 32 (2015), no. 1, 155-176. http://dx.doi.org/10.1108/ec-03-2013-0088 [6] Jean-Philippe Pernot, Franca Giannini, Cédric Petton, Thin part identification for CAD model classification, Engineering Computations, 32 (2015), no. 1, 62-85. http://dx.doi.org/10.1108/ec-03-2013-0082 [7] M. Li, Y.F. Zhang, and J.Y.H. Fuh, Retrieving reusable 3D CAD models using knowledge-driven dependency graph partitioning, Computer-Aided Design and Applications, 7 (2010), no. 3, 417-430. http://dx.doi.org/10.3722/cadaps.2010.417-430 [8] V. V. Kokareva et al., Production Processes Management by Simulation in Tecnomatix Plant Simulation, Applied Mechanics and Materials, 756 (2015), 604-609. http://dx.doi.org/10.4028/www.scientific.net/amm.756.604 [9] H. Aytug, C. Dogan, A framework and a simulation generator for Kanban-controlled manufacturing systems, Computers and Industrial Engineering, 34 (1998), no. 2, 337–350. http://dx.doi.org/10.1016/s0360-8352(97)00280-5 [10] Y. Son, R. Wysk, A. Jones, Simulation based shop floor control: formal model, model generation and control interface, IIE Transactions, 35 (2003), no. 1, 29-48. http://dx.doi.org/10.1080/07408170304428 Received: November 4, 2015; Published: December 14, 2015