SILICON CONCENTRATOR CELLS IN A TWO
advertisement

SILICON CONCENTRATOR CELLS IN
A TWO-STAGE PHOTOVOLTAIC
SYSTEM WITH A CONCENTRATION
FACTOR OF 300x
Dissertation zur Erlangung des Doktorgrades der Fakultät für
Angewandte Wissenschaften der Albert-Ludwigs-Universität
Freiburg im Breisgau
vorgelegt von
Andreas Mohr
aus Stegen
Juni 2005
Freiburg im Breisgau
Dekan:
Prof. Dr. Jan G. Korvink
Datum der Promotion:
9.11.05
Erstgutachter: PD Dr. V. Wittwer
Zweitgutachter: Prof. Dr. O. Paul
Vorsitzender der Prüfungskommission: Prof. Dr. H. Zappe
Beisitzer: Prof. Dr. P. Woias
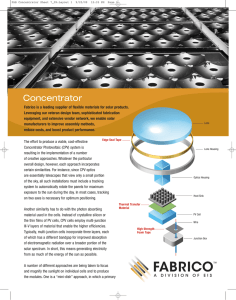
Photography: Silicon concentrator cell together with a loupe.
Abstract
Photovoltaic concentrators have a high potential to achieve cost reduction for solargenerated electricity. Different studies indicate that energy production cost of
photovoltaic concentrators can occur at a fraction of the energy production costs of flat
module plants in countries having high direct solar irradiation over the year.
This cost reduction is achieved by a reduction of the area of highly-efficient and quite
expensive solar cells using cheap optical elements concentrating the light. The fraction
of the solar cell cost of the concentrator system decreases with increasing concentration
factor, while the fraction of the costs of the optical elements and the tracking system
increase. A tracking system is needed in order to collect the direct sun light using
optical elements. The concentrator system cost goes up to a higher cost level if two-axis
tracking systems instead of one-axis tracking systems are used in order to allow a high
concentration factor. Two-axis tracking means usually a more complex mechanical
setup and is thus more complicated to control. One-axis tracking systems are usual
designed for relatively low concentration levels up to 50x.
Fraunhofer ISE developed an one-axis tracking PV concentrator system enabling a high
geometrical concentration of around 300x. This concentrator system was optimised and
realised in this work. The system uses a parabolic trough mirror and a three-dimensional
second stage consisting of compound parabolic concentrators (CPCs). Due to the two
stages of this system it is named BICON (BI ≡ Two stages; CON ≡ Concentrator)
system. The used CPCs are optimised for concentrating the sunlight by total internal
reflection up to a geometrical concentration ratio of 7.7x. Together with the first stage
concentration of 40.4x, a geometric concentration of around 300 suns can be achieved.
The three-dimensional second stage consisting of the dielectric CPCs has an acceptance
angle of +/- 23.5° allowing one-axis tracking from summer to winter solstice. The twostage system is tracked around a polar-oriented axis. For this linear concentrator system
and particularly for an easy mounting on the CPCs a rear-line-contacted (RLCC) silicon
concentrator solar cell was developed in this work.
In order to find an optimum cell structure, a set of masks was designed for processing
85 different RLCC cells on one single four-inch wafer. On this set of masks all the
important cell parameters are varied. Extensive data from these solar cells is presented
in order to display major trends in cell design and performance. As a result of this
optimisation study, a 25% efficient RLCC cell at around 100 suns at 25°C was
fabricated.
An analysis of the recombination effects in the RLCC cell shows that the carrier
recombination is dominated by the emitter recombination due to the highly doped cell
regions, which are still in low-level injection, while the base of the cell is in high-level
injection. At even higher injection the influence of the Auger recombination in the base
Abstract
becomes more and more important.
In investigating the RLCC cell, a shunting effect at the rear side of the cell and a nonideal diode characteristics become apparent. Both effects could be successfully
implemented in an one-dimensional numerical simulation model.
Utilising measurements from several runs of the solar cell, a two-dimensional model
was implemented in order to investigate physical effects due to the lateral current flow
in the RLCC cell. For this the complete cell is divided into three regions: The peripheral
bus bars and a inner cell element. Using network simulations of all three elements, the
measured cell performance could be represented precisely.
The optical performance of the compound parabolic concentrators (CPCs), which are
used as second stage in the concentrator, were analysed by using angular-dependent
measurements and a laser mapping system. With the laser mapping system twodimensional plots of all optical losses of the CPCs mounted on a RLCC cell are possible
including reflection losses at the front surface, absorption losses in the material, internal
reflectance losses and coupling out losses at the exit aperture. An averaged high optical
efficiency of over 81% of PMMA CPCs mounted on rear-contacted concentrator cells
could be realised. Additionally, the CPCs reach the acceptance angle condition (± 23.5°)
of the BICON system.
As the final part of this work, a complete cell receiver consisting of six rear-linecontacted concentrator cells and six CPCs was successfully integrated into the one-axis
tracking BICON system. A high system efficiency of 16.2% could be realised at around
800 W/m2 direct normal irradiance under realistic outdoor conditions (not temperature
corrected). This is around 4% absolute higher than system efficiencies of standard
commercial available flat-plate modules under PVUSA Testing Conditions (AM 1.5g,
1000 W/m2, 20°C ambient temperature, 1 m/sec wind speed). A detailed analysis of the
BICON component efficiencies indicates that the BICON system efficiency should stay
nearly stable all year through and efficiencies of over 17.0% may be realised in the near
future.
Contents
1
Overview of silicon concentrator cells and concentrator systems ...................... 1
1.1
Concepts for silicon concentrator solar cells ........................................................ 1
1.2
Concepts for concentrating sunlight onto the cells ............................................... 4
2
Basics of solar cells and concentrator systems ..................................................... 9
2.1
Characteristic parameters of solar cells ................................................................ 9
2.2
Operation mode of solar cells ............................................................................. 11
2.2.1
The output current....................................................................................... 11
2.2.2
The output voltage ...................................................................................... 14
2.3
Recombination processes in solar cells .............................................................. 15
2.3.1
Recombination in highly doped regions ..................................................... 15
2.3.2
Radiative recombination in the base........................................................... 16
2.3.3
Defect recombination in the base................................................................ 16
2.3.4
Auger recombination in the base ................................................................ 16
2.3.5
Surface recombination ................................................................................ 17
2.4
Current voltage characteristics of solar cells ...................................................... 17
2.5
Series resistance of the RLCC solar cell............................................................. 18
2.6
Concentrator systems .......................................................................................... 23
2.6.1
Optics of concentrators ............................................................................... 23
2.6.2
Tracking modes........................................................................................... 24
3
Cells at high concentration levels ........................................................................ 27
3.1
Recombination .................................................................................................... 27
3.2
Mobility and conductivity................................................................................... 31
3.3
Band gap narrowing............................................................................................ 32
3.4
Current crowding ................................................................................................ 33
i
Contents
3.5
Edge losses ..........................................................................................................33
3.6
Temperature coefficient ......................................................................................34
4
Design and technology of the rear-contacted silicon concentrator cell ............37
4.1
Design of the concentrator cell............................................................................37
4.2
Set of masks ........................................................................................................42
4.3
Fabrication process..............................................................................................43
4.3.1
Process flow ................................................................................................43
4.3.2
Technology..................................................................................................46
4.4
5
Mounting of the cells...........................................................................................49
Cell testing..............................................................................................................55
5.1
Standard measurement systems...........................................................................55
5.1.1
Dark and light IV curves .............................................................................55
5.1.2
Spectral response and external quantum efficiency ....................................56
5.1.3
Spectral mismatch correction ......................................................................57
5.1.4
Measurement errors at one-sun ...................................................................58
5.2
Determination of the series resistance versus the concentration.........................59
5.2.1
Measurement method ..................................................................................59
5.2.2
Analysis of the measurement error..............................................................60
5.3
Needle array measurement setup.........................................................................61
5.4
Cell testing under concentration..........................................................................63
5.4.1
Measurement setup (KoSim).......................................................................63
5.4.2
Measurement method ..................................................................................64
6
Simulation ..............................................................................................................67
6.1
Simulation process ..............................................................................................67
6.2
Two-dimensional simulation of the three-dimensional RLCC cells ...................68
6.3
Simulation parameters.........................................................................................69
ii
Contents
6.3.1
Doping profiles ........................................................................................... 70
6.3.2
Reflection losses and generation profile..................................................... 70
6.3.3
Surface recombination velocity .................................................................. 70
6.4
Simulated trends of the RLCC cell ..................................................................... 71
6.4.1
Variation of the cell thickness on a 1 Ω cm substrate................................. 71
6.4.2
Variation of the RLCC cell thickness on a 100 Ω cm substrate ................. 72
6.4.3
Variation of the contact window width....................................................... 72
7
Experimental trends ............................................................................................. 75
7.1
Position of the bus bars....................................................................................... 75
7.2
Grid geometry ..................................................................................................... 80
7.3
Finger distance and contact windows ................................................................. 81
7.4
Cell thickness...................................................................................................... 83
7.5
Base doping concentration.................................................................................. 86
7.6
Thermal performance of the RLCC cells............................................................ 89
7.7
Determination of the series resistance ................................................................ 92
7.7.1
Analytical calculation ................................................................................. 92
7.7.2
Experimental determination........................................................................ 94
7.8
Summary of the parameter study ........................................................................ 95
7.9
25% efficient RLCC cell..................................................................................... 97
8
Modelling of rear-line-contacted concentrator cells.......................................... 99
8.1
Determination of the injection level ................................................................... 99
8.2
Analysis of the recombination mechanism for different concentration levels . 100
8.2.1
Measurement method................................................................................ 100
8.2.2
Analysis .................................................................................................... 101
8.3
cell
One-dimensional model for implementing the Voc characteristics of the RLCC
105
8.4
Influence of the bus bars on the RLCC cell performance................................. 109
iii
Contents
8.5
9
Summary of the chapter ....................................................................................112
The BICON system..............................................................................................113
9.1
Assembly of the BICON concentrator system ..................................................113
9.2
The construction of the parabolic mirror and of the dielectric secondaries ......115
9.3
Fabrication and characterisation of the CPCs ...................................................120
9.3.1
Lateral homogeneity of the CPCs .............................................................120
9.3.2
Absolute optical performance as a function of incidence angle................123
9.3.3
Determination of the surface roughness....................................................125
9.4
Indoor characterisation of the system under concentration...............................126
9.5
Outdoor measurements of the BICON system ..................................................130
9.6
Summary of the chapter ....................................................................................134
10
Conclusions ..........................................................................................................135
10.1
Summary .......................................................................................................135
10.2
Outlook..........................................................................................................136
11
Appendix:.............................................................................................................139
11.1
Detailed fabrication flow of the RLCC cell ..................................................139
11.2
Shortcuts........................................................................................................144
11.3
Variables........................................................................................................145
11.4
Constants .......................................................................................................149
11.5
Publications ...................................................................................................150
11.6
Danksagung...................................................................................................151
12
Bibliography ........................................................................................................152
iv
1
Overview of silicon concentrator cells and
concentrator systems
Many basic concentrator cell and concentrator system concepts came off during the
seventies due to the 1973 oil crisis. At this time a lot of government efforts were funded
for concentrators in the United States of America. In Europe and Japan, concentrator
activities were viewed less favourably because of the low direct solar irradiation all year
through. During the eighties the oil crisis was overcome, the oil price and the urgency of
the energy crisis passed. So, the government efforts and the concentrator activities were
strongly scaled back and unfortunately, there was no commercial success in
concentrator PV.
Since the middle of the nineties the photovoltaic activities are reinforced world-wide.
This is again due the eventual spark of reduced availability of fossil fuel in the near
future and in contrast to 1973 this time not only the governments but also big oil
companies as e.g. Shell or BP are interested in renewable energies. Different
governments, especially in Germany and in Spain, push and fund photovoltaic energy
and thus the solar industry grew up very fast over the last years. Since the demand for
silicon in the PV market increased faster than expected, a lack of the feedstock of the
silicon base material between the producer and the PV industry came off and is now
present. Using the concentrator technology, less silicon material is needed and this
could be the reason why there is so much interest in innovative concentrator concepts
world-wide today.
1.1
Concepts for silicon concentrator solar cells
The concentrator cell concepts, which are developed over the last 20 years, are based on
four main cell designs briefly discussed in this chapter. All these cell concepts are
optimised in respect to at least one of the following demands.
•
Minimised shadowing losses at the front side.
•
Low series resistance losses in the grid structure.
•
Small resistance losses due to the lateral current flow in the diffused layer between
the grid lines.
•
Low lateral current in the base.
•
Low contact resistance and recombination current underneath the contacts.
•
Good light trapping for the optimal use of the incoming light.
One basic cell concept is the V-groove cell (Figure 1.1) [1]. This cell is optimised for
reducing the front reflection while keeping the series resistance losses low. The idea of
1
1 Overview of silicon concentrator cells and concentrator systems
this concept is to use highly reflective metal on one side of the grooves. The coverage of
this metal is unimportant since all incoming light is reflected by the metal to the
opposite side of the V-grooves. Due to the structured surface the light trapping of this
cell is increased. The fabrication can be easily realised by using metal evaporation at an
defined angle to the cell surface. Unfortunately, due to the high metal coverage of the
surface without any deep diffusion underneath the contact, the recombination at the
contacts and the contact resistance are high. A high resistance limits the cell
performance under high concentration levels. This disadvantage is hardly avoidable in a
simple process of the cell. Different other groups used similar concepts in order to
reduce shadowing losses. Due to the contact problems, the best application field for the
V-groove cell concept seems to be low-cost concentrator systems with a geometrical
concentration ratio in a range from 5x to 40x.
light
metal
diffusion
metal
Figure 1.1: A V-groove solar cell which allows all light, reflected from the top contact
metal, to impinge the other side of the grooved surface [1].
Another approach to design a cell for the use under concentration is the vertical multijunction cell [2]. The top contact is formed by grooving the surface with a laser or
scriber and plating metal into the grooves.
light
plating
p+-diffusion
n+-diffusion
plating
Figure 1.2: The plated vertical junction solar cell [2].
The principle of this cell is presented in Figure 1.2. Using the vertical junctions, the
2
1 Overview of silicon concentrator cells and concentrator systems
junction area is increased and all the carriers are generated next to the junctions
independent of their generation position. This leads to a high probability of collecting
the generated carriers. One disadvantage of this cell design is that the recombination at
the large metal semiconductor contact area is high, leading to low open-circuit voltages.
The cell may be used for a concentration of up to 40x. The BP Saturn cells are based on
this concept and are applied in the EUCLIDES power plant, which will be described in
the next chapter.
A useful one-sun solar cell design, which can be optimised for high concentration
levels, is the p++-n-n++ cell from the Sandia National Laboratories from 1982, which is
shown in Figure 1.3. Efficiencies of around 20% were reached from 40 to 200 suns [3].
The cell performance under concentration is limited due to series resistance losses in the
front grid, because the geometric dimensions of the front grid must be optimised for two
contrary effects. On the one hand the grid fingers must be small for low reflection losses
and on the other hand the front fingers must be broad for low series resistance losses. A
reasonable application of this cell concept seems to be possible up to 150x.
Ag
p++
n-doped substrate
n++
Ag
Figure 1.3: A conventional solar cell optimised for high concentration and developed at
the Sandia National Laboratories [3].
The interdigitated back-contact cell (see Figure 1.4) has both electrical contacts on the
rear side of the cell [4]. So, there are no shadowing losses at the front side. This design
uses alternating n++- and p++-diffusion lines on the rear side so that 50% of the back is
covered by diffusions. The lateral series resistance losses due to the current flow in the
diffused areas can be neglected. The metal semiconductor contact resistance losses are
very small due to the high doping concentration of the diffusion lines. One critical point
of this design is that most carriers are generated at the front side and have to diffuse to
the rear side of the cell. So, recombination losses in the bulk must be reduced in order to
collect most of the generated electron/hole pairs at the rear contacts. If 50% of the rear
side is covered by high doping diffusions the recombination losses are high at the rear
side. For high voltages the dopant coverage of the rear side must be decreased.
3
1 Overview of silicon concentrator cells and concentrator systems
SiO2
SiO 2
n++
p++
n++
p++
p++
n++
n++
metal
Figure 1.4: The interdigitated back contacted cell (IBC) has no metal on the front side
in order to reduce the reflection losses at the front side [4].
The back-junction point-contact silicon solar cell, developed at the University of
Stanford (see Figure 1.5) [5], has also both contacts on the rear of the cell side in the
same way as the interdigitated back-contact cell. The major difference between these
cell types is, that instead of broad line diffusion underneath the contacts, only small
local diffusion points underneath the contacts are used. This leads to high voltages and
low contact resistances. The back-junction point-contact cell scheme can be applied in
systems with a geometrical concentration of over 200 suns.
p++
n
n
n++
++
p
n
p++
p
Figure 1.5: A cross section of a textured point-contact solar cell of SUNPOWERTM,
which has point contacts at the rear side [5].
1.2
Concepts for concentrating sunlight onto the cells
Over the last 20 years the developed concentrator systems use either reflecting or
refracting cheap optical elements in order to concentrate light onto the solar cells.
Middle scaled concentrator power plants in the range of some 100 kilowatts peak were
built up in order to demonstrate the long time stability and reliability of concentrator
systems. A detailed overview of the concentrator activities all over the world is given in
[6]. In this work only the most important basic concentrator concepts are summarised
and examples are presented.
Concentrators with reflecting optical element work either with a parabolic mirror having
a focus line (Figure 1.6) or a parabolic dish mirror (Figure 1.8) focusing the light onto a
closed packed PV element.
4
1 Overview of silicon concentrator cells and concentrator systems
cell receiver
parabolic
mirror
Figure 1.6: Parabolic mirror reflecting the Figure 1.7: EUCLIDES TM concentrator
incoming sunlight onto a focus line.
plant in Tenerife.
Concentrator systems using parabolic mirrors reach a geometrical concentration from
2x up to 50x. The EUCLIDESTM concentrator plant (Figure 1.7) in the south of Tenerife
is a project of different solar research groups. It is one of the largest parabolic mirror
concentrator power plant world wide [7]. The plant is composed of 14 arrays each 84
meters long and its nominal output power is 480 kWp. The concentration of the system
is 38.2x, the modules are cooled with a passive heat sink and the system is one-axis
tracked. The used cells are Saturn cells from BP Solar, whose cell concept is based on
the vertical junction cell as already described before.
solar cell array
parabolic dish
mirror
light
Figure 1.8: Dish concentrator concept.
The light is reflected by a parabolic dish
mirror to a PV array at the focus.
Figure 1.9: Dish concentrator system of
the company SOLAR SYSTEMSTM in
Australia.
The company SOLAR SYSTEMSTM in Australia and SUNPOWERTM in the US are
developing two-axes tracked reflective dish concentrators and water-cooled close-
5
1 Overview of silicon concentrator cells and concentrator systems
packed PV arrays for use in the focus (Figure 1.9). The parabolic reflective dishes have
a geometrical concentration of around 340x. The receiver consists of a array of 16 PV
modules (each 6 cm x 6 cm) and a power plant of 14 parabolic concentrators was
outdoor tested reaching a high electrical system efficiency of around 20% under
PVUSA Testing Conditions, i.e. 850 W/m2 direct irradiation, 20°C ambient temperature
and 1 m/sec wind speed.
Concentrator systems with refractive optical elements work either with Fresnel lenses
(Figure 1.10) concentrating the sunlight onto one point or linear Fresnel lenses (Figure
1.12) having a focus line.
light
Fresnel lens
v-trough secondary
solar cell
Figure 1.10: The incoming light is
concentrated by using thin Fresnel lenses.
Figure 1.11: Five Mega Modules™ of
AMONIXTM assembled on a 20 kWp
generating system.
linear
Fresnel lens
cell receiver
Figure 1.13: ENTECHTM 100 kW PV
power plant
Figure 1.12: Linear Fresnel lens
concentrator concept.
Two-axes tracked point-Fresnel lens arrays are being developed by AMONIXTM, USA.
20 kWp power plants were built up and a system efficiency of 18% at a geometrical
6
1 Overview of silicon concentrator cells and concentrator systems
concentration of around 250x was reached. This system uses secondary optical elements
called V-trough secondaries in the centre of the lens in order to increase the acceptance
angle of the system and to homogenise the illumination on the cell level. V-trough
secondaries are hollow pieces with reflective surfaces using multi reflection.
The company ENTECHTM fabricates line-focus Fresnel concentrators operating at 20x.
100 kWp power plants are being under development in the US. Module efficiencies of
around 15% at 20x under PVUSA were reached.
7
2
Basics of solar cells and concentrator systems
In this chapter the theoretical basics of solar cells and concentrator systems
are summarised. The main focus is set on recombination effects and series
resistance losses, which are the limiting parameters in the concentrator solar
cell under high concentration levels. At the end of this chapter, the optical
basics of concentrator systems are introduced.
2.1
Characteristic parameters of solar cells
Short-circuit current
If V = 0 V, the short-circuit current Isc is determined by the division of the short-circuit
current density (Jsc ≈Jph) and the active cell area Acell. The active cell area is the region
of the silicon, where the solar cell process is applied.
I sc = J sc ⋅ Acell ≈ J ph ⋅ Acell
Equation 2.1
Open-circuit voltage
If Jout = 0 and the surface and SRH recombination are neglected, the open-circuit
voltage Voc can be approximated by
Voc ≈
kT J sc
kT J sc
,
ln
ln
+ 1 ≈
q J0
q
J
0
Equation 2.2
where k is the Boltzman´s constant, T is the absolute temperature, q is the elementary
charge and J0 is dark diffusion saturation current density.
Efficiency and the maximum power point
The efficiency η is the maximum output power divided by the incoming irradiance
G [W/m2].
η=
J mpp ⋅ Vmpp ⋅ Acell
G
Equation 2.3
Vmpp and Jmpp are the voltage and the current at the maximum power point of the IVcurve. The efficiency can also be expressed as
9
2 Basics of solar cells and concentrator systems
η=
J sc ⋅ Voc ⋅ FF ⋅ Acell
.
G
Equation 2.4
The fill factor FF is given by
FF =
J mpp ⋅ Vmpp
J sc ⋅ Voc
Equation 2.5
.
Cell parameters under concentration
In order to deliver a simple insight of the cell performance under concentration C, the
solar cell can be described by the illuminated one-diode current characteristics.
V − JRs ,total
J out = J 0 exp
VT
− 1 − CJ ph ,
Equation 2.6
where VT = kT/q and Rs,total is the area weighted total series resistance of the cell.
Equation 2.6 is only valid if the base is in low-level injection, which means that
Na >> ∆p in a p-doped base or Nd >> ∆n in a n-doped base. If the base is in high-level
injection the illumination-dependent changes of some parameters, which are discussed
in detail in Chapter 3, must be considered. For low-level injection the empirical cell
parameters in dependence of the concentration are listed in Table 2.1 [8].
J sc (C ) ≈ − CJ ph ,one − sun
Voc (C ) ≈ VT ln
C ⋅ J ph ,one − sun
J0
C ⋅ J ph,one − sun ⋅ Rs
FF (C ) ≈ (FFone − sun + 0.0035 ln C ) ⋅ 1 −
Voc (C )
η (C ) =
J sc (C ) ⋅ Voc (C ) ⋅ FF (C )
C ⋅ Gone − sun
VT
0.66Ωcm 2
≈
C max (η max ) ≈
R s ⋅ J ph ,one − sun
Rs
Table 2.1: Solar cell parameters in dependence of the concentration. The series
resistance Rs is weighted by the solar cell area and the one-sun parameters are the
values of P, Jph and Jsc at one-sun under Standard Test Conditions.
It can be seen that the efficiency of the solar cell increases with increasing concentration
due to the increase of the open-circuit voltage Voc with the natural logarithm. The
concentration level at which the cell efficiency peaks depends strongly on the series
10
2 Basics of solar cells and concentrator systems
resistance Rs. For Jph,one-sun = 40 mA/cm2 and VT = 26 mV at room temperature, a
maximum efficiency of around 100 suns can only be reached for Rs values smaller than
6.6x10-3 Ω cm2.
2.2
Operation mode of solar cells
2.2.1
The output current
An often shown way to analyse the current behaviour of silicon solar cells is to apply
the current density, the drift plus diffusion and the continuity equation. This is a good
approach to understand the transport processes in the pn-junction of a device. However,
the operation of high-efficiency solar cells is not mainly controlled by current transport
processes but by generation and recombination processes. So, Swanson and Sinton [9]
use another approach to describe highly-efficient solar cells. For this an integral
formulation of the continuity equation is applied describing the relationship between
generation and recombination of carriers and brings out the output current at the
contacts. Using this approach, high-injection effects, which are needed for describing
concentrator cells under high concentration, can be simply introduced. The integral
method of Swanson and Sinton is summarised in this chapter. The applied basics of
semiconductors and silicon solar cells can be found in [10],[11],[12].
For modelling the steady-state carrier transport in silicon, the standard equations are:
•
The current transport equations.
At a pn-junction an electric field is present in addition to a concentration gradient
leading to drift current and diffusion current flow.
v
v
v
J e = qµ e nE + qDe ∇n
Equation 2.7
v
v
v
J h = qµ h pE − qDh ∇p
Equation 2.8
v
where E is the electric field, µe,h are the mobilities of the carriers, De,h are the
diffusion coefficients and n, p are the hole and electron densities.
The total current density is the sum of Equation 2.7 and Equation 2.8.
v
v
v
J cond = J e + J h
Equation 2.9
•
The continuity equations.
The number of carriers flowing into a volume minus the carriers which recombine
and plus the carriers which are generated in this volume equals the number of
carriers flowing out of the volume.
11
2 Basics of solar cells and concentrator systems
v v
∇ ⋅ J e = − q ( Rrec − Gl )
v v
∇ ⋅ J h = q ( Rrec − Gl )
Equation 2.10
Equation 2.11
where Rrec and Gl are the recombination and generation rates.
•
The Poissson equation.
The constant Fermi level required at thermal equilibrum results in an unique space
charge distribution at the pn-junction. The unique space charge distribution and the
electrostatic potential are given by the Poisson equation.
v
q
∇ 2ψ = − ( p + N D+ − n − N A− )
ε
Equation 2.12
where Nd and Na are ionized doping densities and Ψ is the potential referenced to
the intrinsic level.
•
The carrier density equations.
The electron and hole densities are in terms of the intrinsic carrier concentration ni
and the intrinsic Fermi level Ei
E F , n − E F ,i
n = ni exp
kT
Equation 2.13
E F ,i − E F , p
p = ni exp
kT
Equation 2.14
where EF,i is the intrinsic Fermi level and EF,n and EF,p are the electron and hole
quasi-Fermi levels.
For determining the output current of a solar cell, the continuity Equation 2.10 and
Equation 2.11 are integrated over the device volume.
v v
Equation 2.15
∇
∫ ⋅ J e dv = q ∫ (Rrec − Gl ) dv
V
V
v v
∇
∫ ⋅ J h dv = − q ∫ (Rrec − Gl ) dv
V
Equation 2.16
V
With the Gauss divergence theorem the left-hand sides of Equation 2.15 and Equation
2.16 are converted to surface integrals over the complete device surface S.
v
Equation 2.17
J
∫ e ⋅ nˆ d s = q ∫ (Rrec − Gl )dv
S
V
v
J
∫ h ⋅ nˆ d s = − q ∫ (Rrec − Gl )dv
S
Equation 2.18
V
where n̂ is the normal vector directed outward of the device (see Figure 2.1).
12
2 Basics of solar cells and concentrator systems
The complete device surface S can be separated into three single surfaces. The region
around the p-contact should be S1, the region around the n-contact should be S2 and the
rest should be S3 as shown in Figure 2.1.
Iout1
n^
p-contact
Jp
Jn
S1
S3
S2
n^
Iout2
n-contact
Figure 2.1: Separation of the complete device surface into three single surfaces.
v
v
v
v
ˆ
ˆ
ˆ
J
⋅
n
ds
=
J
⋅
n
ds
+
J
⋅
n
ds
+
J
∫ e
∫ e
∫ e
∫ e ⋅ nˆ ds
S
S1
v
∫J
h
S2
Equation 2.19
S3
v
v
v
⋅ nˆ ds = ∫ J h ⋅ nˆ ds + ∫ J h ⋅ nˆ ds + ∫ J h ⋅ nˆ ds
S
S1
S2
Equation 2.20
S3
At the p contact the current is
v
v
I out1 = − ∫ J e ⋅ nˆ ds − ∫ J h ⋅ nˆ ds.
S1
v
J
∫ h ⋅ nˆds by Equation 2.20 and
Replacing
Equation 2.21
S1
S1
v
J
∫ h ⋅ nˆds by Equation 2.18 and inserting
S
this into Equation 2.21 it follows
v
v
v
I out1 = − q ∫ Gl dv + q ∫ Rrec dv + ∫ J h ⋅ nˆ ds + ∫ J h ⋅ nˆ ds − ∫ J e ⋅ nˆ ds .
V
V
S3
S2
S1
Since the total current is Iout = Iout1 = -Iout2 and if taking into account that
I ph = q ∫ Gl dv (photogenerated current),
V
I rec ,base = q ∫ Rc dv (recombination in the base),
V
v
I rec , surface = ∫ J h ⋅ nˆ ds (recombination at the surface),
S3
v
v
I rec ,contact = ∫ J h ⋅ nˆ ds − ∫ J e ⋅ nˆ ds (recombination at the contact),
S2
S1
13
Equation 2.22
2 Basics of solar cells and concentrator systems
it follows from Equation 2.22
I out = I b ,rec + I s ,rec + I cont ,rec − I ph = I rec − I ph .
Equation 2.23
Since a negative sign means a positive output power in a solar cell, the output current is
the photogenerated current minus the total recombination current which consists of the
recombination in the base material, the recombination at the surface and the
recombination at the contacts. This equation is valid independent of whether the base is
in high-level injection or in low-level injection.
2.2.2
The output voltage
A typical band diagram of a high efficient silicon solar cell is shown in Figure 2.2. Such
a solar cell consists of highly doped regions near the contacts (leading to an ohmic
contact and a reduction of the contact recombination) and a lightly doped base.
Taking EF,n and EF,p as constant through the n++- and p++-region and into the edge of the
quasi-neutral base near the contacts, then the output voltage as shown in Figure 2.2 is
given by
Vout = Vi ,n + Vi , p + Vb + Vc + Vm .
Equation 2.24
Vc, Vm and Vb are the voltage losses at the contact, in the metal and in the base and they
are all negative. Vc and Vm will be discussed in detail in Chapter 2.5. EF,n and EF,p can be
taken as constant through the n++- and p++-region, respectively, because these regions
are heavily doped leading to an abundance of majorities and to an independence of the
quasi-Fermi levels to the illumination. qVi,n and qVi,p are the differences between the
quasi –Fermi levels and the intrinsic Fermi level.
qVb
EF,n
EF,i
qVi,n
qVi,p
EF,p
metal
p++-doped
region
base
n++-doped
region
metal
Figure 2.2: Band diagram of a high efficient solar cell under illumination.
Using Equation 2.13 and Equation 2.14, qVi,n and qVi,p can be expressed as
14
2 Basics of solar cells and concentrator systems
n
qVi , n = E F ,n − E F ,i = kT ⋅ ln
ni
p
qVi , p = E F ,i − E F , p = kT ⋅ ln .
ni
Equation 2.25
Equation 2.26
If the base, contact and metal voltage losses are neglected and n and p are taken as
constant through the base it follows from Equation 2.24
Vout ≈
kT pn
ln .
q ni2
Equation 2.27
Thus, the output voltage is the separation of the quasi-Fermi levels and can be
determined by the pn-product in the base if transport losses are not considered. The
details of the high doped p++- and n++-contacts are not of interest for calculating the
output voltage.
Transport losses decrease the output voltage. These transport losses can be summarised
as
Vb + Vc + Vm ≈ I ⋅ R s ,total / Acell ,
Equation 2.28
where Rs,total [Ω cm2] is the area weighted series resistance.
Including transport losses, the output voltage is
Vout ≈
2.3
kT pn
ln − I ⋅ Rs ,total / Acell .
q ni2
Equation 2.29
Recombination processes in solar cells
In order to determine the current voltage characteristic of the solar cell, all the
recombination terms from Equation 2.23 must be defined. A detailed derivation and
description of these recombination terms is given in [11],[12].
2.3.1
Recombination in highly doped regions
The base recombination in Equation 2.23 involves the n++- and p++-doped regions at the
contacts, where no analytical solution for this recombination exists. Also no analytical
solution exists for the recombination at the semiconductor metal contact.
Del Alamo and others [13] found out that this problem can be solved by defining a new
arbitrary surface around the highly doped region and the contact area. In order to get the
total recombination current density into the highly-doped region and into the contact,
only the current density through this arbitrary defined surface must be considered. This
assumption is possible because the electrons and holes, which diffuse into the p-contact
15
2 Basics of solar cells and concentrator systems
and n-contact region, respectively, either recombines in the doped regions or at the
contacts. The complete minority carrier recombination current into a n-doped region can
be written as
pn
J rec ,n −contact = J 0n 2 − 1
ni
Equation 2.30
For the p-doped region it is
pn
J rec , p −contact = J 0p 2 − 1
ni
Equation 2.31
where J0n and J0p are temperature-dependent diffusion saturation currents. For the pnproduct the carrier densities at the edge of the space charge region in the neutral base
can be applied.
2.3.2
Radiative recombination in the base
The radiative recombination is proportional to the excess carrier densities and is given
by
(
Rrec ,radiative = B pn − ni2
)
Equation 2.32
where B is the radiative rate coefficient. Since silicon is an indirect semiconductor this
recombination process is improbable and can be neglected.
2.3.3
Defect recombination in the base
Defect recombination in the base can be modeled by using the approach of Shockley ,
Read and Hall [14],[15], so this recombination is called SRH recombination. Under
low-level injection conditions, the recombination rate is proportional to the excess
minority carrier density.
Rrec , SRH =
n − n0
Equation 2.33
τ SRH
where τSRH is the lifetime of the minorities.
Including the effects of the majorities a more complicated expression can be obtained.
Since FZ material is used for the silicon concentrator solar cells, the number of defects
in the bulk and the SRH recombination is very small.
2.3.4
Auger recombination in the base
The Auger recombination is a three particle process. The energy of an electron-hole
recombination pair is given to a free particle either an electron or a hole.
16
2 Basics of solar cells and concentrator systems
(
)
(
Rrec , Auger = C n n 2 p − n02 p0 + C p p 2 n − p02 n0
)
Equation 2.34
Cn is the n-type Auger coefficient if the free particle is an electron and Cp is the p-type
Auger coefficient if the free particle is a hole.
2.3.5
Surface recombination
The recombination at the surface of a solar cell can be described by using a minority
recombination current into the surfaces. The recombination current density can be taken
as proportional to the excess minority density.
J rec , surface = qS (n − n0 )
Equation 2.35
J rec , surface = qS ( p − p0 )
Equation 2.36
at a p-type surfaces.
at a n-type surfaces.
S is the surface recombination velocity which is in the range of 1 to 103 cm/sec for
passivated surfaces.
2.4
Current voltage characteristics of solar cells
For a simple analysis of the cell operation the electron and hole quasi-Fermi energies
are taken as constant through the base and the voltage drops along the base are ignored.
Using the recombination terms from Equation 2.30 to Equation 2.36, the recombination
current densities for every single recombination mechanism can be determined. For this
first of all the pn-product is expressed by using Equation 2.29
qV
pn = ni2 exp
.
kT
Equation 2.37
Under low-level injection and for a p-doped base it is then
qV
pn = ni2 exp
≈ N An .
kT
Equation 2.38
By replacing the pn-product in the recombination terms (Equation 2.30 to Equation
2.36) by Equation 2.38, the recombination current densities can be calculated.
•
Taking Equation 2.30, Equation 2.31 and Equation 2.38, the recombination currents
into highly doped regions are
qV
J rec ,n −contact = J 0n exp
− 1 ,
kT
17
Equation 2.39
2 Basics of solar cells and concentrator systems
qV
J rec , p −contact = J 0p exp
− 1 .
kT
•
Equation 2.40
The recombination current due to the SRH recombination is
I rec , SRH = q ∫
n − n0
τn
V
dv ,
Equation 2.41
what can be rewritten to
J rec , SRH
qt c ni2
=
N Aτ n
qV
exp
− 1 ,
kT
Equation 2.42
where A is the area of the device and tc is the thickness of the base.
•
The recombination current due to the surface recombination is
I rec, surface = qS
∫ (n − n )dA ,
0
Equation 2.43
Asurf
I rec, surface
qAsurf Sni2
qV
exp
=
− 1 .
NA
kT
Equation 2.44
The radiative recombination and the Auger recombination can be neglected under lowlevel injection conditions.
Inserting Equation 2.39, Equation 2.40, Equation 2.42 and Equation 2.44 in Equation
2.23, the current voltage characteristic is under low-level injection
J out
2
I out
qtc ni2 qAsurf Sni
qV
=
= J 0n + J 0 p +
+
⋅ exp
− 1 − J ph ,
A
N Aτ n
A ⋅ NA
kT ⋅ n
Equation 2.45
where the ideality factor n is 1.
Therefore, neglecting the recombination in the depletion zone, the ideality factor n of
the current voltage characteristics of a solar cell is 1 in low-level injection. The IVcharacteristics in high-level injection is considered in Chapter 3. In Chapter 3 the
ideality factors for the different recombination mechanism in low- and high-level
injection are summarised.
2.5
Series resistance of the RLCC solar cell
Besides the recombination losses in a solar cell, the cell performance is mainly limited
by the series resistance losses under concentration leading to a decrease of the fill factor
(see Table 2.1). The total series resistance Rs,total consists of the series resistance in the
base, in the emitter and in the metal as shown in Figure 2.3. In the following the
analytical expressions for the series resistance components of the RLCC cell are given.
The exact derivation can be found in [16].
18
2 Basics of solar cells and concentrator systems
γ
oxide
floating emitter (n +)
h e
base vertical
base lateral
p-silicon
emitter
n++
n+
p++
oxide
contact
metal
Figure 2.3: The different components of the series resistance of a rear-contacted solar
cell, which is described in detail in Chapter 4.1. γ are the incoming photons and e and h
are the generated electrons and holes.
Resistance in the base
In the RLCC cell the generated carriers must diffuse from the front side to the rear side
in order to be separated and collected at the contacts. The resulting series resistance is:
Rs*,base ,vertical = ρ base
tc
,
Acell
Equation 2.46
where ρbase is the specific resistance of the base, tc is the thickness of the cell and Acell is
the active area of the cell. In this work the series resistance R*s is given in Ω and the
series resistance weighted by the active cell area Rs is given in Ω cm2.
The vertical series resistance weighted by the active area of the cell is then
Rs ,base ,vertical = ρ base ⋅ t c .
Equation 2.47
The lateral component of the base series resistance is
Rs*,base ,lateral =
1 ρ base a f
,
6 tc l f
Equation 2.48
weighted by the active cell area, it results
Rs ,base ,lateral =
1 ρ base 2
⋅af ,
12 t c
Equation 2.49
where af is the distance between a p- and p-finger and lf is the length of a finger.
19
2 Basics of solar cells and concentrator systems
Resistance of the emitter
The series resistance of the emitter (n+-diffusion), which is locally diffused underneath
the n-fingers with a depth d, can be calculated by
Rs*,emitter =
1 ρ diffusion wd
,
6 d
lf
Equation 2.50
where ρdiffusion is the averaged specific resistance of the diffusion and wd is the width of
the n+-diffusion.
The area weighted emitter series resistance is
Rs ,emitter =
1 ρ diffusion 2
wd .
12 d
Equation 2.51
Contact resistance
1
2
3
4
metal
diffusion (n++ or p++)
contact area
Figure 2.4: Cross bridge resistor for measuring the contact resistance between the n++and p++-diffused semiconductor regions and the metal. While generating a constant
current between area 2 and 3, the voltage drop between area 1 and 4 is measured for
determining the contact resistance.
The resistance between the semiconductor and the metal can not be calculated
analytically. Therefore, cross bridge Kelvin resistor test structures [17] are integrated
into the set of masks allowing to measure the contact resistance by using a four-point
measurement method.
While generating a constant current between area 2 and 3 in Figure 2.4, the voltage drop
between area 1 and 4 is measured for determining the contact resistance. The contact
resistance is then
20
2 Basics of solar cells and concentrator systems
structure
Rstest
=
,contact
V1 4
I 23
test structure
Acontact
,
Equation 2.52
where Acontactteststructure is the contact area A of the test structure between the
semiconductor and the metal.
For the solar cell the contact resistance is
(
structure
test structure
Rs ,contact = Rstest
, contact , p + + + R s ,contact , n + +
) AA
cell
,
Equation 2.53
contact
where Acell is the active cell area and Acontact is the contact area between the metal and
the semiconductor.
Metal resistance
The ohmic losses due to the metallisation can be analytically described as
lf
1
ρ metal
,
3
hf ⋅ wf
Equation 2.54
l bus
1
ρ metal
,
3
hbus ⋅ wbus
Equation 2.55
Rs*, finger =
Rs*,bus =
where lbus and lfinger are the half of the length of the bus and the complete length of the
finger, wbus and wfinger are the width of the bus and the finger, hbus and hfinger are the
height of the bus and the finger and ρmetal is the specific resistance of the metal.
For the series resistance weighted by the area it is
Rs , finger
a f ⋅ l 2f
1
,
= ρ metal
3
hf ⋅ wf
Equation 2.56
Rs ,bus =
l ⋅A
1
ρ metal bus cell ,
3
h f ⋅ wbus
Equation 2.57
where af is the distance between two fingers.
In addition to the presented ohmic losses there are also so called “non-generation
losses”, which can not be described analytically [18]. The “non-generation losses” are
generated by the different path length of the current through the finger to the contacts.
Thereby, the voltage drops along the metal structure vary. Working at the maximum
power point of the complete cell, different local regions of the cell work at different
maximum power points leading to current losses. The “non-generation losses” can be
investigated by using circuit simulation.
21
2 Basics of solar cells and concentrator systems
Influence of the total series resistance on the cell performance under concentration
The total series resistance is the sum of the series resistance components.
Rs ,total = Rs ,base ,vertical + Rs ,base ,lateral + Rs ,emitter + Rs ,contact + Rs ,bus + Rs , finger
Equation 2.58
The total series resistance limits the fill factor at higher concentration levels. Some
simulated IV-curves for different total series resistances of a 65 µm thick rear-contacted
cell are plotted in Figure 2.5 at a concentration of 200 suns. It can be seen that with
increasing series resistance the fill factor is strongly reduced.
0.0
-0.2
-0.4
Current [A]
-0.6
-0.8
-1.0
concentration = 200 suns;
cell thickness = 65 µm;
Rs=0.005 Ω cm
Rs=0.01 Ω cm
2
Rs=0.02 Ω cm
2
Rs=0.03 Ω cm
2
Rs=0.04 Ω cm
2
2
-1.2
-1.4
FF losses
-1.6
-1.8
0.0
0.2
0.4
Voltage [V]
0.6
0.8
Figure 2.5: One-dimensional numerical simulation of a 65 µm thick rear-contacted
concentrator cell using PC1DTM.
22
2 Basics of solar cells and concentrator systems
2.6
Concentrator systems
2.6.1
Optics of concentrators
The optical and geometrical concentration (Cop, Cgeo) of a system are defined as
C op =
Gin
A
= η op ⋅ in = η op ⋅ C geo ,
Gout
Aout
Equation 2.59
where ηop is the optical efficiency of the system, Gin and Gout are the irradiances at the
entry aperture Ain and at the exit aperture Aout.
The efficiency of a concentrator system is defined as the product of the cell efficiency
ηcell and the efficiency of the used optics ηop.
η sys = η cell ⋅ η op .
Equation 2.60
In a two-dimensional space every ray entering through one point of the entry aperture
can be described by using a two-dimensional phase-space volume (Etendue) consisting
v
v
v
v
of x and p . Where x is the ray coordinate and p is the optical direction cosines at the
entry aperture. For a homogeneous light source (e.g. sun on earth) the Etendue in the
two-dimensional space can be described as
ε hom,2D = ∫∫ dpdx = ∫ dp ⋅ ∫ dx = n ⋅ 4a sin θ ,
Equation 2.61
where n is the refractive index of the surrounding medium, a is the half of the aperture
and θ is the half of the aperture angle [19].
Due to the theorem of Liouville [20] the Etendue at the entry aperture of an ideal
concentrator must be conserved at the exit aperture (εin = εout). This means for a twodimensional homogenous source using Equation 2.61.
ain ⋅ nin ⋅ sin θ in = a out ⋅ nout ⋅ sin θ out .
Equation 2.62
Therefore, the geometrical concentration of an ideal two-dimensional concentrator
system as shown in Figure 2.6 [20] is
C geo =
ain nout sin θ out
=
.
a out nin sin θ in
Equation 2.63
For the three-dimensional ideal concentrator the geometrical concentration is
n sin θ out
C geo = out
nin sin θ in
2
.
Equation 2.64
Taking Equation 2.63 and Equation 2.64 into account, the conservation of the Etendue
for an ideal concentrator means
•
concentrating light by decreasing the aperture results in an increase of the
divergence of the outgoing rays in contrast to the incoming rays,
23
2 Basics of solar cells and concentrator systems
•
the more parallel the incoming light is the higher the possible concentration is,
•
the maximum concentration can be reached if θout is 90°,
•
the maximum concentration for a two-dimensional ideal concentrator is 212x and
for a three-dimensional ideal concentrator around 45000x, where n = 1, θout = 90°,
θin = 0.27° (aperture angle of the sun).
θin
θout
pdirection
nin
2ain
nout
x
2aout
loss-free concentrator
Figure 2.6: Scheme of a loss-free two-dimensional concentrator.
An often used parameter to characterise a real concentrator system is the acceptance
angle θacc. θacc is defined as the angle of incident light at which 90% of the maximum
signal at the exit aperture is detected by the receiver.
Signal (θ acc ) ≥ 0.9 ⋅ Signal max
2.6.2
Equation 2.65
Tracking modes
Concentrator systems can only use the direct light of the sun. Thus, concentrator
systems have to be tracked with the sun. The two favourite tracking concepts are:
•
Two-axes tracked concentrator systems which have a vertical and horizontal
tracking axis. Because the aperture angle of the sun is θs = ± 0.27°, all the rays of
the aperture angle have to reach the solar cell and so, these systems need a minimal
vertical and horizontal acceptance angle θacc,v,h of ± 0.27°. Standard two-axes
tracking systems using e. g. lenses or dishes reach a high geometrical concentration
of 250x up to 500x.
•
One-axis tracked concentrator systems. These systems are tracked in most of the
cases around the polar axis which is tilted by the degree of latitude. Due to the
aperture angle of the sun, these systems have also a horizontal acceptance angle of
θacc,h = ± 0.27°, while the vertical acceptance angle θacc,v is ± 23.5° because the
angle of incident sun irradiation onto a polar tracked system changes between
± 23.5° from the summer to the winter solstice as illustrated in Figure 2.7. Standard
24
2 Basics of solar cells and concentrator systems
one-axis tracking systems using parabolic trough mirror or linear Fresnel lenses and
reach a geometrical concentration from 2x up to 50x.
Figure 2.7: All-season ecliptic of the sun at Fraunhofer ISE, Germany. The system is
tilted by the angle of latitude, which is 48° in Freiburg. The angle of incidence onto a
polar tracked concentrator system is 23.5° at the summer solstice and –23.5° at the
winter solstice.
A theoretical comparison between both systems shows that the annual irradiation
density is 980 kWh/m2a for the two-axes tracked system and is 930 kWh/m2a for a polar
tracked system at Freiburg (48° degree of latitude) [19].
25
3
Cells at high concentration levels
At high incident power densities the concentration of the generated carriers in
solar cells exceed the base doping concentration (∆n or ∆p >> ND or NA) and
the concentration of free electrons equals the concentration of free holes
(∆n = ∆p). In this case the cells are in high-level injection. In this chapter the
recombination losses, the conductivity and the band gap narrowing in the
highly injected case of the cell are presented, and the effects of high current
densities, edge losses and temperature losses on the cell performance are
discussed for high incident power densities.
3.1
Recombination
Taking the equation for the output current density Jout (Equation 2.23) and the output
voltage Vout (Equation 2.27) into account, the current voltage characteristics can be
derived under high-injection conditions.
If the base is in high-level injection, the number of free electrons equals the number of
the holes. This implies that
qV
pn = n 2 = ni2 exp
kT
1 qV
n = ni exp
2 kT
,
.
Equation 3.1
Equation 3.2
Under high-level injection conditions the number of light-generated free carriers n is
much larger than the number of thermal generated carriers n0, so that
n − n0 ≈ n .
Equation 3.3
SRH recombination in the base
In the base the SRH recombination rate is under high-level injection
R SRH =
n
τ SRH
.
Equation 3.4
The recombination current due to the SRH recombination is then by using Equation
2.41 and Equation 3.2
J rec , SRH =
q ⋅ t c ⋅ ni
τ SRH
1 qV
exp
.
2 kT
27
Equation 3.5
3 Cells at high concentration levels
Thus, the ideality factor for the SRH recombination is 2 under high-level injection
conditions.
Auger recombination in the base
The Auger recombination rate is in the base under high-level injection
R Auger = C n n 3 + C p n 3 = C A n 3 ,
Equation 3.6
where CA = Cn + Cp (ambipolar Auger coefficient).
Using Equation 3.2 and Equation 3.4, the Auger recombination current is
3 qV
J rec , Auger = q ⋅ t c ⋅ C A ni3 e
2 kT
.
Equation 3.7
Thus, the ideality factor for the Auger recombination is 2/3 under high-level injection.
Recombination in the highly doped regions
The recombination in the highly doped regions can be treated as the SRHrecombination in the base under low-level injection. This is due to the fact that the
highly doped regions are under low-level injection even for very high irradiation. So,
the ideality factor of the recombination in the highly doped regions is always 1
(see Chapter 2.4).
Recombination in the depletion region
In the depletion region the number of electrons equals nearly the number of holes. Thus,
the recombination in the depletion region can be seen (if the recombination centre is in
the middle of the band gap) as the SRH recombination in the base under high-level
injection. So, the ideality factor is 2.
Surface recombination
The surface recombination mechanisms vary along the rear side of the cell cause of the
different local carrier concentrations underneath the rear side. In the red and yellow
marked regions in Figure 3.1 the dopant concentration is larger than the concentration
of the generated carriers, if the cell is in low-level injection. This leads to an ideality
factor of 1 (see Chapter 2.3.5). In the yellow marked region, the surface is under lowlevel injection even for high concentration levels. This leads to an ideality factor of 1
independent of the concentration.
Under high-level conditions in the base the generated carrier density in the red marked
area exceeds the dopant concentration leading to high–level injection effects in this
region underneath the surface.
28
3 Cells at high concentration levels
ne>nh
ne~nh
ne<nh
oxide
n+
depletion region
p-silicon
Figure 3.1: Regions with different surface recombination behaviour underneath the
rear side of the cell.
Since the surface is under high-level injection, it is
I rec, surface = q ⋅ S
∫ n dA ,
Equation 3.8
S surface
which results in
1 qV
I rec, surface = q ⋅ S ⋅ Asurface ⋅ ni exp
,
2 kT
Equation 3.9
where Asurface is this part of the surface, which is red marked in Figure 3.1.
Therefore, the ideality factor of the surface recombination is 2 in the highly injected
case.
In the green marked region the depletion region intercepts the surface. In the depletion
region the number of electrons equals nearly the number of holes, so that this region can
be treated as it is under high-level injection at low and high incident irradiance. This
leads to an ideality factor of 2 under low- and high-level injection. Due to the
interdigitated pn-structure of the RLCC cell, a large area of the depletion region
intercepts the surface, so that the recombination of the depletion zone intercepting the
surface can not be neglected in investigating the recombination mechanism.
Summary of the recombination mechanism
The ideality factors of the different recombination mechanism in a solar cell at different
concentrations are listed in Table 3.1.
Recombination
Injection level in the base
Ideality factor
SRH-recombination in the
base
Low-level injection
1
29
3 Cells at high concentration levels
SRH-recombination in the
base
High-level injection
2
Radiative recombination
Low-level injection
1
Radiative recombination
High-level injection
1
Auger recombination
Low-level injection
1
Auger recombination
High-level injection
2/3
Recombination in the
diffused regions
Low- and high-level
injection
1
Recombination in the
depletion region
Low- and high-level
injection
2
Surface recombination of
the depletion region
Low- and high level
injection
2
Surface recombination
Low-level injection
1
Surface recombination
High-level injection
2
Table 3.1: Ideality factors for different recombination mechanism at different
concentration levels.
Current voltage characteristics under high level injection
If any voltage drop in the base is neglected and taking Equation 2.23, the complete
current voltage characteristics can be written as
q ⋅ S ⋅ Asurface q ⋅ tc ⋅ ni
1 qV
J out =
+
+ J 02 exp
τ hl
A
2 kT
qV
+ J 01 exp
kT
(
)
3 qV
3
+ q ⋅ t ⋅ C Ani exp
− J ph
2 kT
Equation 3.10
where tc is the thickness of the cell and S is the surface recombination velocity.
Therefore, the current voltage characteristics can be expressed by the photogenerated
current minus the recombination terms under high-level injection. This leads to a three
diode characteristic of the solar cell as shown in Figure 3.2.
30
3 Cells at high concentration levels
Rs
n=1
n=2
Iout
n=2/3
Iph
Rp
Figure 3.2: Three diodes characteristics of the cell in high level injection, whereby the
series resistance Rs and the parallel resistance Rp are taken into account. Rp can be
caused by leakage currents to the surface or in the junction.
3.2
Mobility and conductivity
In doped semiconductors in low-level conditions the mobility of the carriers is limited
by scattering effects with phonons and impurities. With increasing doping concentration
the impurity concentration increases leading to a lower mobility of the carriers. The e/hmobilities are fully presented in the Masetti model [21]. Due to the lower effective mass
of the electrons the mobility of the electrons is higher than the mobility of the holes.
Using the Einstein-relation, mobilities can be converted to diffusivities for a certain
temperature.
De , h =
kT
µ e,h ,
q
Equation 3.11
where µe,h are the mobilities.
If the solar cell is in high-level injection, the above mentioned scattering effects are
unimportant. The main scattering effect is the carrier-carrier scattering effect due to the
high concentration of both carrier types. In addition the interaction between a hole and
an electron depends not only on the concentration but also on the relative direction of
motion of both carrier types.
In rear-contacted concentrator cells most of the carriers are generated at the front side of
the solar cell and must diffuse from the front to the rear side of the cell. Therefore,
electrons and holes diffuse in the same direction. In this case the diffusivity of the
carriers can be calculated as [22]
Da =
2kT µ h µ e
,
q µh + µe
Equation 3.12
where Da [cm2/s] is the ambipolar diffusion coefficient. In order to calculate the carrier
mobilities, the generated carriers are equated the doping concentration in the Masetti
model.
The total conductivity of the carriers in the semiconductor is
31
3 Cells at high concentration levels
σ total = σ e + σ h = q(ne µ e + nh µ h ) .
Equation 3.13
In low-level injection and in a n-doped (p-doped) semiconductor is ne>>nh (nh>>ne),
thus the total conductivity is
low − injection
σ total
, n − doped = σ n = qn e µ e for a n-doped semiconductor and
Equation 3.14
low − injection
σ total
, p − doped = σ p = qn h µ h for a p-doped semiconductor.
Equation 3.15
Therefore, the total conductivity depends only on the number of majorities in low-level
injection.
Under high-level injection and if the motion of the electrons and holes is in the same
direction, the conductivity can be calculated by using Equation 3.11, Equation 3.12 and
Equation 3.13.
σ ehigh −injection = σ hhigh −injection = qne,h
high − injection
= σ ehigh −injection + σ hhigh −injection = 4qne
σ total
2µ e µ h
µe + µh
µe µh
µe µh
= 4qnh
µe + µh
µe + µh
Equation 3.16
Equation 3.17
From Equation 3.17 it follows that the total conductivity under high-level injection is
independent of the base doping concentration and depends only on the number of
generated carriers, where nh = ne.
3.3
Band gap narrowing
Due to the interaction between electrons and holes and the interaction between free
carriers and dopants, the band gap between the valence band and the conduction band is
reduced. This is the so called “band gap narrowing”(BGN). In order to take this effect
into account, the intrinsic carrier density ni is replaced by the effective carrier density
ni,eff.
ni ,eff = ni e
∆E g
2 kT
Equation 3.18
where ∆Eg is the decrease of the band gap due to the BGN.
Using the model of the “apparent BGN” [23] and using fits of measured data of ∆Eg, the
value of the intrinsic carrier density ni is 1x1010cm-3 at 300 K [24]. Thereby ∆Eg can be
calculated to
(
)
N A > N ref
E ln N a / N ref
if
∆E g = bgn
N A ≤ N ref
0
Equation 3.19
where Ebgn = 17.8 meV and Nref = 2.3x1017 cm-3.
32
3 Cells at high concentration levels
In simulating RLCC cells, BGN effects due to high-level injection in the base are
neglected, because the solving algorithm would be much more complex due to the
feedback of ni and ∆Eg. BGN effects due to high doping concentrations are taken into
account in simulating the cells.
3.4
Current crowding
High local current densities generate “current crowding” problems. High local current
densities are generated in conventional solar cells by [25]
•
a very high resistance of the diffused regions underneath the contact windows in
comparison with the metal resistance,
•
a small contact resistance between the metal and the semiconductor in comparison
with the resistance of the diffused region underneath the contact windows.
In the RLCC cells the “current crowding” problems are generated in the tips of the
fingers next to the bus-bars, because all the electrons (holes) generated above the p-bus
bars (n-bus bar) must diffuse into the tip of the n-finger (p-finger) (this is fully
discussed in Chapter 8.4).
The effect of the “current crowding” is similar to the effect of the “non-generation
losses”(see Chapter 2.5). Due to the local high current densities, different voltage drops
are generated locally in the solar cell. Working at the maximum power point of the
complete cell, local regions of the cell might work not at the global maximum power
point leading to fill factor losses of the complete cell.
3.5
Edge losses
For our rear-contacted cells FZ material is used. Due to the high lifetime τb of the
minorities in FZ material, the diffusion length L of the generated carriers is very long
(L = (D x τminority)1/2). This long diffusion length is needed, so that the carriers, which are
mostly generated at the front, can diffuse from the front to the rear side. Unfortunately,
some carriers diffuse into the edge area outside of the small-sized active cell area
(4.5 mm x 4.5 mm), recombine in the bulk or at the saw cut edge of the cell and are lost
for the cell. In order to minimise the recombination losses, the distance between the saw
cut edge, having a very high recombination velocity, and the active cell area should be
two times of the diffusion length of the minorities as shown in [26].
At one sun the generated minority density at the MPP in the cell is around 2x1014cm-3
(see Chapter 8.1) and a cell with a 1 Ω cm base material is in low-level injection. The
diffusion length can be estimated to
33
3 Cells at high concentration levels
− injection
L1low
33 cm 2 / s ⋅ 2000 µ s = 2.6 mm ,
Ωcm , p − doped ≈
Equation 3.20
where Dh is 33 cm2/s and the bulk lifetime of 2000 µs is taken from measurements in
[27].
In the concentrator system, the cells are illuminated with 200 suns. At 200 suns the
generated minority density is around 5x1016cm-3 and the 100 Ω cm cell is in high-level
injection. The diffusion length for a p-doped semiconductor in the highly injected case
can be estimated to
high − injection
2
L100
Ωcm , p − doped ≈ 17 cm / s ⋅ 400 µ s = 0.8 mm ,
Equation 3.21
where 17 cm2/s is the ambipolar diffusion coefficient from Equation 3.12.
For an application of the rear-contacted solar cell in the concentrator system, the
distance of the active cell area and the saw cut edge of the RLCC cell should be two
times of the diffusion length of the minorities. A distance of 1.5 mm is chosen for the
RLCC cells in order to minimise edge losses.
3.6
Temperature coefficient
The efficiency temperature coefficient of a cell is mostly dependent on the voltage
reduction with increasing temperature. But the voltage temperature coefficient is not a
constant because it decreases with increasing voltage of the cell. The voltage
temperature coefficient is nearly proportional to the difference of the voltage of the cell
and the bandgap of the silicon material. Beginning with the standard one-diode current
voltage characteristics
Voc =
I
kT
⋅ ln sc + 1 ,
q
I0
Equation 3.22
and taking into account that the saturation current I0 is proportional to ni2
n ~ T ⋅e
2
i
3
−
Eg
kT
,
Equation 3.23
the differentiation of Equation 3.22 with respect to T results in [28]
E g
3kT 1
dVoc
= −
− Voc +
⋅ .
dT
q T
q
Equation 3.24
The important part of Equation 3.24 is (Eg/q-Voc). For high voltages, which are reached
at high concentration levels, Eg stays nearly constant and Voc increases. Thus, the
temperature coefficient of Voc decreases with increasing concentration. At one sun the
temperature coefficient is around –1.7 mV/°C for highly-efficient solar cells, at 200
34
3 Cells at high concentration levels
suns the coefficient is only around –1.4 mV/°C. Measurements of the concentrationdependent temperature coefficient of the RLCC cell are presented in Chapter 7.6.
35
4
Design and technology of the rear-contacted
silicon concentrator cell
In this chapter the design and the fabrication process of the rear-linecontacted concentrator cell developed in this work are described. The cell is
designed for an innovative one-axis tracking concentrator system, which is
described in Chapter 9. For measuring and applying the cells under outdoor
conditions, a special hybrid mounting technology was developed exhibiting a
low contact resistance and allowing high heat exchange.
4.1
Design of the concentrator cell
The rear-line-contacted concentrator cell, named RLCC cell and developed in this work,
has both electrical contacts on the rear side. The cell is designed for an application in an
innovative one-axis tracking concentrator system, which is described in detail in
Chapter 9. The rear-contacted cells have some advantages in comparison to standard
contacted solar cells, which have one electrical contact on the front side and the other
electrical contact on the rear side. These advantages are listed in the following.
•
There are no shadowing losses due to the abundance of a front grid.
Figure 4.1: Photograph of the front side of the RLCC cell. The dark region is the
active cell area, which is 4.5 mm x 4.5 mm.
•
Nearly the whole rear side can be covered with metal leading to very low series
resistance losses and to a high cell performance under high incident irradiance.
Figure 4.2: Different grid structures on the rear side of the cell.
•
The electrical series interconnection between rear-contacted cells is simplified.
37
4 Design and technology of the rear-contacted silicon concentrator cell
•
The mounting of the massive compound parabolic concentrators, which are used as
second stage in the concentrator system, on the cells is strongly simplified since
there is no grid on the front side of the cell.
light
total internal reflectance
compound parabolic concentrator
optically transparent adhesive
RLCC cell
electrical contacts
Figure 4.3: Sketch of the mounting of a compound parabolic concentrator on the
RLCC cell.
A schematic of the RLCC cell is shown in Figure 4.4. The design is based on the pointcontacted solar cell developed at the Stanford University, USA [29] and on the LBSF
(Local Back Surface Field) solar cell from Fraunhofer ISE, Germany [30]. In the
following the main features of the RLCC cell fabricated on a p-doped substrate are
briefly discussed.
passivation
SiO2 -layer
local contact windows
n+
p++
gap
oxide
metalisation
n+
n++
deep local emitter
floating emitter n+
texture for reducing
the reflection
local back surface field
p++
shallow emitter
p-silicon
antireflection SiO 2 -layer
incoming light
Figure 4.4: Design of the rear-line-contacted concentrator cell.
38
4 Design and technology of the rear-contacted silicon concentrator cell
Cell optics
For a highly-efficient solar cell it is essential that most of the incoming sunlight is
absorbed by the base material. Unfortunately, the base of rear-contacted concentrator
solar cell must be kept thin (around 100 µm) in order to decrease series resistance losses
in the base and to decrease the diffusion path length of generated carriers from the front
to the rear side. Since silicon solar cells are indirect semiconductors and the absorption
coefficients are small, the optical path length of the incoming light must be as long as
possible in the cell. In order to reduce the reflection losses and to increase the optical
path length within the cell, the cell is textured with inverted pyramids as indicated in
Figure 4.5. Due to multiple reflection of the light at the textured front side of the cell the
probability of coupling light into the cell is increased. Also the optical path through the
base of the refracted light is increased and so, the probability of absorption is improved.
Figure 4.5: Raytracing of the incoming light through a textured surface (taken
from[16]).
Additionally, a thermal oxide (n ≈ 1.5) is applied at the front side in order to passivate
the front surface of the cell and to minimise reflection losses. The oxide layer, which is
used as a antireflection coating, is optimised for 600 nm leading to the lowest total
reflection of the AM1.5d spectrum at the front surface of the cell. Using Equation 4.1
the ideal thickness of the oxide layer is 105 nm.
n⋅d =
λ
Equation 4.1
4
Thermally grown SiO2 layer
The complete front side and most of the rear side is passivated by using a thermally
grown SiO2 layer. Thereby, the open dangling bonds of the silicon crystal at the
surfaces can be saturated and the density of the recombination centres are strongly
decreased. The surface recombination velocity of a planar surface can then be reduced
from around 106 cm/s to 100 cm/s.
39
4 Design and technology of the rear-contacted silicon concentrator cell
Floating emitter
A floating emitter (a shallow n+-diffusion) passivated by a thermal oxide is applied on
the front side in order to reduce the surface recombination velocity of the textured front
side. First, the non-contacted floating emitter works together with the base as a normal
pn-junction collecting the generated minorities (electrons) in the n+-doped region. Since
the minorities are not extracted, a potential is generated, which acts as a repulsive
electric field for other minorities in the base [31]. So, the surface recombination velocity
is reduced effectively.
Back surface fields underneath the contact windows
Local deep n++- and p++-diffusions underneath the emitter and base contacts are applied.
These local high-low junctions or local high concentrations, respectively, reduce the
minority carrier recombination at the contacts and also the contact resistance [32].
Emitter of the cell
The shallow emitter on the rear side of the cell is used as the pn-junction of the cell in
order to separate the generated electron/hole pairs and in order to improve the lateral
conductivity of the collected minorities (electrons) to the n-contacts. Simultaneously,
since the surface is oxide-passivated the surface recombination of the rear side is very
low [33].
The rear-line-contacted concentrator cell
The RLCC cell makes use of all the above mentioned benefits. The cell is textured on
the front side for reducing reflection and increasing absorption. A floating emitter
passivated by a thermal oxide is applied on the front side in order to reduce the surface
recombination velocity. The cells were processed on 1 Ω cm and 100 Ω cm p-type FZ
base material. On the rear side a large fraction is covered by phosphorus diffusion in
order to increase carrier collection. RLCC cells have only narrow line-contact windows
in order to reduce the recombination at the metal semiconductor contacts. Local deep
n++- and p++-diffusions underneath the emitter and base contact windows are used,
respectively. Due to the resulting high surface doping concentration, it is possible to use
Ti/Pd/Ag for both contacts. The rear side is passivated by SiO2. On top of the SiO2 layer
50% to 80 % of the cell area is metallised leading to low metal series resistance losses
under high concentration levels and to high reflectance of the long wave light coming
from the front side back into the cell.
The p- and the n-contact of the RLCC cells are both on the rear side of the cell. This
leads to an interdigitated metal grid structure as can be seen in Figure 4.6. Since the pnjunction of these cells is on the rear side, carriers generated at the front side have to
diffuse from the front to the rear side. Thus, float zone substrates with a high diffusion
40
4 Design and technology of the rear-contacted silicon concentrator cell
length are used. The active cell area of the RLCC cell is 4.5 mm x 4.5 mm and is
optimised for an application in the one-axis tracking concentrator system. The thickness
of the substrates was varied between 250 µm and 90 µm. For this, 250 µm thick wafers
are thinned by using a special mechanical grinder tool at ISE, Freiburg [27].
n-bus bar
p-bus bar
n-finger
p-finger
Figure 4.6: Interdigitated grid structure on the rear side of the cell.
p-finger
p-bus bar
n-Finger
contact
window
contact
window
p-silicon
n+-diffusion
p-silicon
Figure 4.7: Photography of a part of the metallised rear-side of the cell using a light
microscope.
In Figure 4.7 a photograph of a part of the RLCC cells is shown. Between the p- and the
n-finger the n+-diffusion of the emitter and the blank p-silicon of the substrate are
visible. Underneath the Ti/Pd/Ag metallisation the narrow line contact windows can be
seen.
41
4 Design and technology of the rear-contacted silicon concentrator cell
4.2
Set of masks
In order to find an optimum cell structure, we have fabricated a set of mask varying all
important cell parameters on it. These cell parameters are
•
the distance of the grid fingers. The distance between a n- and n-finger (or between
a p- and p-finger) is varied from 120 µm to 400 µm,
•
the width of the contact windows. The width of the contact windows are 4%, 9% or
11% of the finger distance,
•
the width of diffused areas. The diffusion areas are adapted to the contact windows
and to the finger distance,
•
the width of the non-metallised regions on the rear side. The width of the gap
between neighbouring fingers is between 10 µm to 100 µm,
•
the finger type (tapered and not tapered),
•
the position of the bus-bars. The bus-bars are inside the active cell area or outside of
it.
bus-bar 0.8 mm
nonmetalised
area
oxidopening
4.5 mm
4
fingerdistance
4.5 mm or 6.1 mm
Figure 4.8: Illustration of the varied cell parameters.
The different cell parameters are illustrated in Figure 4.8. The red and green areas
represent the n- and p-fingers and the n- and p-bus bars, respectively. The yellow and
the blue stripes represent the contact windows of the n- and p-contacts. The complete
cell area is 4.5 mm x 4.5 mm if the bus bars are inside of the active cell area or
4.5 mm x 6.1 mm if the bus bars are outside of the active cell area.
42
4 Design and technology of the rear-contacted silicon concentrator cell
Figure 4.9: Mask for the shallow n+-diffusion on the rear side of the cell.
The variations of the cell parameters lead to a set of mask with 85 different solar cells
on one single four inch wafer. Different test structures, which allow for the
determination of the different contact resistance and the sheet resistances, are integrated
additionally (see Chapter 3). The set of mask consists of two masks for the front side,
one for the texture and one for the floating emitter. For the p++- diffusion, the n++diffusion, the n+-diffusion, the contact windows and the metallisation on the rear side
five masks are necessary. As an example the n+-diffusion mask is shown in Figure 4.9.
In order to identify the cells after the fabrication process the cells are numbered
consecutively.
4.3
4.3.1
Fabrication process
Process flow
In order to get an overview of the process sequence, a schematic of the process flow of
the RLCC cell is presented and summarised in Figure 4.10 and Figure 4.11. For the
local deep p++-diffusion the detailed processing steps are presented in Figure 4.10.
The process of the cell starts with cleanings steps. After this, the deep p++-diffusion is
applied and then the front surface is textured. Next, the deep n++-and the shallow n+diffusion follow. Before the rear side is metallised the contact windows are etched
locally. Due to the small dimensions of the RLCC cells in contrast to other highlyefficient solar cells, the challenges in processing the cells were the optimisation of the
different photolithographic transfer processes and the development of the rear-side
metallisation. For this purpose new resists were tested. The detailed complete process
flow of the RLCC cell is given in the Appendix at the end of this work.
43
4 Design and technology of the rear-contacted silicon concentrator cell
RCA-cleaning
p-silicon
masking SiO2 layer
masking SiO2 layer
p-silicon
masking SiO2 layer
local SiO-etch of
masking oxide
rear side
local SiO-etch of
masking oxide
p-silicon
spin-on resist
exposure of the resist
developing of the resist
stripping resist
SiO-etch of masking oxide
front side
p++-diffusion
p++-diffusion
p++
p++
p++-diffusion
p-silicon
boron oxide and masking oxide
p++
p++
p-silicon
generation of a thin
boron oxide film due
to the p++-diffusion
boron oxide and masking oxide
etching of boron oxide
p++
p++
etching boron oxide
p-silicon
etching of boron oxide
masking SiO2 layer
p++
p++
masking oxide
p-silicon
masking SiO2 layer
Figure 4.10: Detailed processing steps for the deep p++-diffusion.
44
4 Design and technology of the rear-contacted silicon concentrator cell
oxide rear side
p++
p++
p-silicon
inverted pyramids
oxide
front side
oxide
p++
n++
p++
p-silicon
n++-diffusion
oxide
p++
n+
n+
n++
p++
p-silicon
n+-diffusion
floating emitter (n+)
oxide
contact windows
n+
p++
n+
n++
p++
p-silicon
contact windows
floating emitter (n+)
antireflection coating (oxide)
local contact windows SiO2 layer
n+
p++
gap
metalisation
n++
n+
p++
deep local emitter shallow emitter
floating emitter
texture for reducing
the reflection
local back surface field
metallisation
p-silicon
antireflection coating
incoming light
Figure 4.11: RLCC cell processing steps after the p++-diffusion.
45
4 Design and technology of the rear-contacted silicon concentrator cell
4.3.2
Technology
Before starting the fabrication sequence of the cells, the wafer are thinned by using the
mechanical grinder tool at ISE, Freiburg. After this, wet chemical etching and cleaning
steps are applied in order to solve surface contaminations from the substrates. In our
process the first cleaning step is a HNF-cleaning using HNO3 for surface oxidation and
HF for etching the oxide. Thereby, most contamination is removed.
The next cleaning process step is the RCA cleaning. The RCA cleaning is based on a
two-step wet-oxidation and a complexing treatment in aqueous H2O2-NH4OH and
H2O2-HCL mixture at 75-80 °C for ten minutes [34]. Between the two-step wet
oxidation, two one-minute HF (1%) clean steps are applied in order to remove the
formed oxide films.
The chemical principles of the RCA cleaning are
•
H2O2 at high pH-values is a powerful oxidant which decomposes to H2O and O2.
•
step 1: NH4OH is a strong complexant for many metals.
•
step2: HCL in H2O2 forms soluble alkali and metal salts by dissolution and/ or
complexing.
•
the mixtures are formulated not to attack silicon.
Step1:
•
due to the wet oxidation organic surface films are removed and due to NH4OH the
surfaces are exposed for the desorption of trace metals (Au, Ag, Cu ...).
•
due to the wet chemical oxidation and the subsequent HF dips, the samples keep
forming and dissolving of native oxide films.
Step 2:
Using HCL
•
alkali ions and hydroxide of Al+3, Fe+3, Mg+3 are dissolved.
•
residual metals are desorbed by complexing.
•
a protective oxide film is left.
After these wet chemical cleaning steps the substrates should be free of contamination
and the actual fabrication process of the cells starts.
Diffusion
The sequence of the RLCC cell fabrication process is determined by the different
diffusion profiles of the dopant materials. The deep doping profiles for highly- efficient
solar cells, were optimised by S. Sterk [35]. In that work, it is shown that very deep
doping profiles (5 µm, 32 Ω/) of boron underneath the contact windows lead to the
46
4 Design and technology of the rear-contacted silicon concentrator cell
desired low contact resistance and to the best open-circuit voltages. Such a local boron
diffusion is the first dopant diffusion process in the fabrication of the RLCC cell. After
this, a deep phosphor diffusion (2.7 µm, 19 Ω/) follows underneath the n-contacts. The
third dopant diffusion process is the shallow emitter diffusion (1.4 µm, 125 Ω/) for the
floating emitter on the front side and for the pn-junction on the rear side [36]. All
dopant diffusions used here are two-step diffusion processes. First in a pre-deposition
step, a diffused layer is formed under constant-surface–concentration condition. The
dopants are introduced by using liquid sources (BBr3, POCL3) and they are transported
to the semiconductor surface using nitrogen. Then a 30 min long drive-in diffusion is
followed under a constant-total-dopant condition [37]. So, all dopant diffusion
processes lead to a Gaussian dopant profile. An additional drive-in diffusion of the
boron and phosphor dopants is applied in processing the masking silicon dioxide layers,
simultaneously. In doping the wafers a thin boron or phosphorus oxide layer is formed
on the silicon surface, which has to be etched by a 30 sec wet chemical process step,
called SiO-etch step, using a mixture of ammonium chloride (NH4Cl) and hydrofluoric
acid (HF) in water.
Oxide layer
The silicon dioxide layer on the front side, used as a masking layer or as an
antireflection layer, and the silicon dioxide layer on the rear side are fabricated by the
thermal oxidation process [37]. Additionally, wettish chlorine (DCE) is introduced into
the oxidation ambient to reduce the process time and to remove impurities at the SiSiO2 interface by transforming them into volatile chlorides. The reaction time and the
temperature of the thermal oxidation depends on the silicon dioxide thickness. The
silicone dioxide layer can then be locally etched for the diffusion processes by using the
SiO-etch.
Metallisation
For the rear side metallisation the electron beam evaporation is used [38]. A deposit
thickness of 5 µm can be reached. A disadvantage of the process is the generation of Xrays by the e-beam which causes damage of oxide surface layer. For reducing the
damage, the samples are sintered.
Sintern
At the end of the fabrication process all samples are sintered by an inert gas (N2H2) at
450°C. While sintering the wafers (25 minutes) the passivation of the SiO2 layer is
strongly improved. There are two different theoretical models for this effect [39].
Building in atomic hydrogen in the SiO2 layer the open dangling-bonds of the surface
are saturated and the recombination is reduced. It could also be that the atomic
47
4 Design and technology of the rear-contacted silicon concentrator cell
hydrogen displaces the very active recombination centres from the middle of the band
gap leading to a lower recombination rate.
Photolithography
Due to the small dimensions of the RLCC cells in contrast to other highly-efficient solar
cells, the challenges in processing the cells were the optimisation of the different photo
lithographic transfer processes and the development of the rear-side metallisation. For
this purpose several new resists were tested. A detailed description of the single photo
lithography steps is given in the Appendix.
Process
Condition
- spin speed
- spin-on time
positive
photoresist
SiO2
Si substrate
light
- front or rear side first
- exposure time
photomask
dissolution of the
exposed resist
- mixture of developer
- developing time
etching of the
insulating
SiO2-layer
- etching time
- plasma etching or
acetone
stripping
of the resist
Figure 4.12: The optical lithographic transfer process in detail using a positive
photoresist.
Using the optical transfer process, patterns of geometric shapes of the RLCC cell on a
mask are first transferred to a thin radiation sensitive resist and then transferred to the
48
4 Design and technology of the rear-contacted silicon concentrator cell
insulating SiO2 layer. The patterns define the diffusion regions and the contact windows
of the RLCC cell. The choice of the right photoresist depends strongly on the
dimensions of the defined regions. The resist parameters as for example the baking
temperature or the baking time must be optimised for every single photoresist step. A
typical photo lithography process, using a positive resist, with a following dissolution of
the resist and an etching of the insulating SiO2 layer is presented in Figure 4.12.
After forming an insulating layer of SiO2 on the substrate surface, the photoresist is
applied to the wafer using a spin-on coating system. The spin speed and the spin time
depends on the used photoresist and the desired thickness of the photoresist film. After
the spinning step a pre-exposure baking step of the resist is done in order to remove the
solvent and to improve the adhesion to the wafer. In an optical lithography system the
wafer is aligned to the photomask and the opaque patterns of the mask are exposed to
UV-light. The exposed areas of the positive resist are then dissolved in a developer.
Using the SiO-etch step the exposed areas of the insulating layer are etched and the not
exposed areas are not attacked. At the end the positive resist is stripped using plasma
etching or acetone and the insulating layer is left as the inverse image of the opaque
mask pattern.
4.4
Mounting of the cells
In order to measure the fabricated RLCC cells under Standard Test Conditions the cells
are diced out of the wafer for mounting them. For dicing the cells, the cells are scored
by a laser system and then mechanically broken.
For measuring the RLCC cells up to 300 suns, low electrical losses and a high heat
exchange for the mounting system are necessary. The electrical contact resistance
between the cell and the mounting system should be a lot smaller than the series
resistance of the cell (<< 0.01 Ω cm2). For an estimation of the necessary heat exchange
between the cell and the mounting system, while measuring the cell versus
concentration, the heat transport equation is used.
G =−κ
∂T
∂x
Equation 4.2
where G is the incident irradiance, κ is the thermally conductive coefficient, T is the
absolute temperature and x is the thickness of the electrical isolator.
At the constant light simulator the measuring chuck can be cooled down to 0°C (see
Chapter 5). The RLCC cell is measured under STC and so, at 25°C leading to a ∆T of
25 K. For a light concentration of around 200 suns and a taken electrical efficiency of
the cell of around 20% it follows by using Equation 4.2
∆x ≤ 0.25 mm and κ ≥ 2 W/(m K).
Leading off the heat from cell is more difficult for purely rear-contacted cells compared
to conventionally contacted cells, since it is crucial to avoid electrical shorts between
49
4 Design and technology of the rear-contacted silicon concentrator cell
the two electrodes while keeping the thermal conductivity high. Different mounting
systems were investigated and the results are listed Table 4.1. The used concepts are
based on two different mounting methods, whereas the electrically contacting methods
were varied.
cell
n-contact
electrical
conductor
p-contact
cavity to be filled with thermally conductive and
electrically insulating adhesive
copper
electrical isolator
Figure 4.13: Mounting of the cell using a sandwich material and a copper plate for the
heat dissipation (concept 1).
In the first concept the cell receiver consists of a electrically isolating thin sandwich
material and a piece of copper for heat dissipation Figure 4.13. The sandwich material is
on the front side electrical conductive and on the rear side electrical insulating. On the
front side a groove is milled in for insulating the n- and p-contact of the concentrator
cell. On the rear side of the sandwich material a hole is drilled through the whole
sandwich material. The bus bars of the concentrator cell are connected to the electrically
conductive side of the sandwich material. The copper plate is connected to the
concentrator cell and the sandwich material using thermally conductive and electrically
insulating adhesive. The sandwich material is less than 0.5 mm high, thus the cavity
filled with thermally conductive adhesive is quite thin for a good heat exchange
between cell and copper.
In the second concept the rear side of the cell is glued on copper plate using thermally
conducting and electrically isolated tape (Figure 4.14). The copper plate is used for the
heat dissipation and has two contact windows for the electrical connection of the cell
from the rear side. The bus bars of the cell are connected to the rear side of the contact
pads using thin conductors. The pads are glued to the front side of the tape and allow an
easy interconnection between cells in a concentrator module.
50
4 Design and technology of the rear-contacted silicon concentrator cell
cell
contact pads
conductor
thermally conductive
foil with spacings
copper plate
with spacings
Figure 4.14: Mounting of the cell using a thermally conductive tape and a copper plate
for heat dissipation (concept 2).
Contact
Concept1
Concept 2
thermal
Thermally
conductive
adhesive
Thermally
conductive
adhesive
Thermally
Thermally
conductive tape conductive tape
electrical
Elecrically
conductive
adhesive
Soldering
Elecrically
conductive
adhesive
Soldering
Results
Heat exchange
Cooling
Cooling
Very good heat
problems above problems above exchange
50 suns
50 suns
Contact
resistance
FF losses above << series cell
60 suns
resistance
Strong FF
<< series cell
losses above 10 resistance
suns
Electrical
Shunting
problems
No problem
No problem
Very often
Very good heat
exchange
Careful
handling
Table 4.1: Different tested mounting concepts.
The advantage of the first concept is that the complete bus-bars of the cell can be
mounted and electrically connected to the conductive substrate in a way which is known
as the SMD (surface mounting device) technology from the micro-electronics. So, the
complete bus-bar area can be used for the electrical interconnection, the contact area is
large and the electrical contact resistance should be very small. The application of either
electrically conductive adhesives or of soldering techniques seem to be possible using
this concept. The main advantage of the second concept is the very simple mounting
method using highly thermally conductive and both side sticky tape. In the first concept
51
4 Design and technology of the rear-contacted silicon concentrator cell
the cavity between the cell and the copper plate has to be filled with thermally
conductive adhesive. Thermally conductive adhesives are based on polymers which are
filled with flakes of silver, gold or other less noble metals [40], where 0.1 W/(m K) ≤ κ
≤ 1 W/(m K) is usual for thermally conductive adhesive and a volume resistivity of ≈
0.001 Ω cm is usual for the electrically conductive adhesive. Due to the flakes of the
thermally conductive adhesive the tested pastes could not be dispensed thinner than
0.2 mm leading to cooling down problems in the first concept above 50 suns in
measuring the cells versus the concentration. So, this kind of thermal connection is
insufficient. In both concepts the application of electrically conductive adhesives led to
higher FF losses of the cells at high concentration levels in comparison to cells mounted
with the soldering technique.
Figure 4.15: Front side of the mounted RLCC cell using thermally conductive tape.
Figure 4.16: Rear side of the RLCC cell which is electrically connected using soldering
technique.
For very low contact resistance losses in combination with high heat exchange under
high incident irradiation (300 suns), only the second concept was successful using
thermally conductive tape (T-pcm 910, κ = 2.23 W/(m K), x = 0.25 mm) and the
52
4 Design and technology of the rear-contacted silicon concentrator cell
soldering technique. A fully mounted RLCC cell is shown from the front and the rear
side in Figure 4.15 and in Figure 4.16.
53
5
Cell testing
In this chapter the measurement methods for a detailed characterisation of the
rear-line-contacted concentrator cells are introduced. At first some standard
measurement methods are described. After this the special measurement
methods for the analysis of RLCC cells are presented.
5.1
Standard measurement systems
5.1.1
Dark and light IV curves
For measuring the dark current voltage characteristic, a voltage ramp is applied to the
shaded RLCC cell by using a power supply. While switching the external voltage, the
current and voltage of the cell are measured continuously by using a four-probe
measurement.
The only difference in measuring the light IV curve in contrast to the dark IV is that the
solar cell is illuminated by a sun simulator and the cells are measured under the standard
testing conditions (STC). The standard testing conditions define the measurement
conditions e.g. temperature, spectrum, irradiation density and allow a comparison
between different solar cells.
Using the spectral irradiance Eλ(λ) [W/(m2µm)] of the sun simulator, the total irradiance
G of this simulator [W/m2] can be calculated as
∞
G = ∫ E λ (λ )dλ .
Equation 5.1
0
For terrestrial concentrator cells, there are no official international standard testing
conditions. The three largest testing laboratories (NREL, National Renewable Energy
Laboratory, Golden, Colorado, USA; Sandia National Laboratories, Albuquerque, New
Mexico, USA and the Fraunhofer ISE Callab) define the standard testing conditions for
terrestrial concentrator cells.
•
Cell temperature: ϑ = 25°C
•
Total irradiance: G = 1000 W/m2
•
Direct spectral irradiance: AM1.5d [41].
The AM1.5d-spectrum corresponds to the direct light of the sun. The AM1.5 global
standard spectrum also includes the diffuse light.
In [42] an new direct spectrum for concentrator cell calibration is proposed, which
differs slightly from the AM1.5d–spectrum. This spectrum is called low AOD (aerosol
55
5 Cell testing
optical depth) -spectrum and should correspond better than the AM1.5d-spectrum to the
spectrum of the sun spectrum at sunny days. The RLCC cells are calibrated by using
this low AOD-spectrum.
Since most of the RLCC cells are fabricated without any lithographic shadowing mask
around the active area of the cell, a copper shadowing aperture mask is used to define
the cell area size in measuring the cells under illumination. The shadowing mask covers
the edge area around the cell, so that only the active cell area is illuminated.
5.1.2
Spectral response and external quantum efficiency
The spectral response (SR [A/W]) of a cell is defined as the ratio of the photo current
density Jphoto(λ), which is generated at one wavelength, and the incident irradiance G(λ).
SR(λ ) =
J photo (λ )
G (λ )
Equation 5.2
The external quantum efficiency (EQE) is the ratio of the number of electrons Ne, which
generate the photo current, and the number of incident photons Nλ.
EQE (λ ) =
Ne
Nλ
Equation 5.3
The external quantum efficiency can be calculated by using the spectral response.
EQE (λ ) =
hc
SR(λ )
qλ
Equation 5.4
where h is the Planck´s constant, c is the speed of light in vacuum and q is the
elementary charge.
The total photo current density Jphoto of a solar cell for a given spectral irradiation
density can be calculated by using the spectral response of the test cell and the spectral
irradiance of the sun simulator.
∞
J photo = ∫ SR(λ ) E λ (λ )dλ
Equation 5.5
0
Since the measurement of the SR is applied at an external voltage of 0V, the photo
current density equals the short circuit density: Jphoto = Jsc.
In order to determine the internal quantum efficiency of a solar cell (IQE(λ)), the
external reflection losses R(λ) at the front surface of the cell are deducted from the
EQE(λ). The IQE(λ) can be calculated by using the EQE(λ) and R(λ).
56
5 Cell testing
IQE (λ ) =
5.1.3
EQE (λ )
1 − R (λ )
Equation 5.6
Spectral mismatch correction
In order to calibrate a test cell under STC, a reference cell is applied in order to set the
correct irradiance of the sun simulator. Normally, the test cell and the reference cell
have different spectral responses, so both take a different use of the sun simulator
spectrum. For calibrating the test cell under Standard Test Conditions, the concept of
the spectral mismatch correction is used.
Taking the spectral response of the test cell SRTC(λ) and the spectrum of the sun
simulator Esim(λ), the short-circuit current density, JsimTC can be calculated as
λ2
J
= ∫ E Sim (λ ) SR TC (λ )dλ .
TC
Sim
Equation 5.7
λ1
Normally, this differs from the short-circuit current density under the standard spectrum
JSTCTC.
λ2
TC
J STC
= ∫ E STC (λ ) SR TC (λ )dλ
Equation 5.8
λ1
For the reference cell, the short-circuit current densities under the sun simulator and the
standard spectrum can be calculated in the same way.
λ2
J
RC
Sim
= ∫ E Sim (λ ) SR RC (λ )dλ
Equation 5.9
λ1
λ2
J
RC
STC
= ∫ E STC (λ ) SR RC (λ )dλ
Equation 5.10
λ1
Taking the ratio of JsimTC and JSTCTC, it results
λ2
J
J
TC
Sim
TC
STC
=
J
J
∫E
RC
Sim λ1
RC λ2
STC
STC
∫E
(λ ) SR
RC
λ2
∫E
λ
( λ ) dλ
Sim
(λ ) SR TC (λ )dλ
STC
(λ ) SR (λ )dλ
1
Sim
(λ ) SR
RC
( λ ) dλ
λ2
λ1
∫E
.
Equation 5.11
TC
λ1
Defining the relative spectral response as
s (λ ) =
SR (λ )
,
SR (λ 0 )
the relative spectrum as
57
Equation 5.12
5 Cell testing
e(λ ) =
E λ (λ )
,
E λ (λ0 )
Equation 5.13
(where λ0 is an arbitrary wavelength) and the mismatch factor M as
λ2
RC
∫ e STC (λ ) s (λ )dλ
M=
λ2
λ1
∫e
λ
λ2
λ2
Sim
(λ ) s TC (λ )dλ
1
∫ eSim (λ )s
RC
( λ ) dλ
,
∫ e STC (λ ) s (λ )dλ
Equation 5.14
TC
λ1
λ1
where typical values for M are in the range from 0.97 to 1.03,
Equation 5.11 can be formulated as
TZ
J STC
=
RC
1 J STC
TC
J Sim
.
RC
M J Sim
Equation 5.15
Thus, the short-circuit current of the test cell under STC can be calculated by using
known measurement data of the test cell and the reference cell, whereas only relative
data of the spectrums and of the spectral responses are necessary.
Since most reference cells are calibrated to the AM1.5g-spectrum, it is necessary for a
calibration to another spectrum e.g. to the low AOD-spectrum to perform an additional
correction. In this case an additional correction factor M* is introduced.
λ2
M* =
∫e
λ
spectrum1 (
λ ) s TC (λ ) dλ
1
Equation 5.16
λ2
∫e
spectrum2 (
λ ) s ( λ ) dλ
TC
λ1
5.1.4
Measurement errors at one-sun
Using the equation for the efficiency η of the cell
η=
FF ⋅ Voc ⋅ I sc
,
Acell ⋅ G
Equation 5.17
the relative measurement error for the absolute efficiency can be estimated. This relative
error is not avoidable in calibrating a solar cell at one sun. For the RLCC cell, it can be
estimated:
∆FF/FF
≈ 1.0%
∆Voc/Voc
≈ 0.5%
∆Isc/Isc
≈ 0.5%
58
5 Cell testing
∆Acell/Acell
≈ 0.1% (lithographic shadowing mask) or 2.0% (copper shadowing mask)
∆G/G
≈ 3.0%.
For keeping the error in measuring the size of the copper shadowing mask (see also
Chapter 5.1.1) as small as possible, an averaged size of many measurements was taken.
The error of the irradiance G is generated by errors in the mismatch correction and
errors of the reference cell. At first view 3.0% relative error of G seems to be large, but
there are only a few calibration laboratories in the world, which can measure that
precisely.
From all this, the relative error in measuring the absolute efficiency at one sun is
∆η
η
absolute
∆α i
= ∑
αi
2
3.2% lithographic mask
≈
3.8% copper mask
Equation 5.18
where α i ∈ {FF , Voc , I sc , Acell , G}.
Taking the relative error between two measurements into account, the error of the
irradiation density G can be neglected. Only the deviation of the intensity between the
two measurements is of interest, since the cells are calibrated in the same way. This
error is around 1% relative. Thus, for the relative measurement error between two
measurements it can be estimated
∆η
η
5.2
relative
∆α i
= ∑
αi
2
1.6% lithograhpic mask
≈
.
2.5% copper mask
Equation 5.19
Determination of the series resistance versus the concentration
In Chapter 2.5 the series resistance of the RLCC cell is estimated by using analytical
expressions for the series resistance components. For measuring the total series
resistance of the cell, different measurement methods are proposed in [43]. Since the
series resistance of the RLCC cells can depend on the irradiation density, a method for
measuring the concentration–dependent total series resistance is presented in this
chapter.
5.2.1
Measurement method
Assuming an one-diode IV characteristic of the RLCC cell, the total series resistance
can be calculated by using IV curves under different concentration levels [44]. For this,
two light IV curves at two different concentration levels are taken and two points P1,2
having an arbitrary difference in current δd from their Isc are marked. δd is chosen in
such a way that the point P2, which is the point of the IV curve at the higher
concentration level, is next to the maximum power point of its IV curve (see Figure
59
5 Cell testing
5.1). The total series resistance results from the quotient of the voltage difference ∆V
and the current difference ∆I of both points P1 and P2.
Rs ,total =
V1 − V2
I 2 − I1
Equation 5.20
δd
1.8
cell C3W2I3
P2
1.6
RS=∆V/∆I
1.4
Current [A]
Pmpp
1.2
1.0
0.8
0.6
0.4
0.2
0.0
0.4
δd
@ 265 x
@ 172 x
@ 109 x
@ 63 x
@ 52 x
@ 30 x
@ 18 x
@ 11 x
@
5 x
0.5
P1
0.6
0.7
0.8
Voltage [V]
Figure 5.1: Determination of the series resistance as a function of the concentration
level.
5.2.2
Analysis of the measurement error
An analysis of the total series resistance in dependence of the chosen δd is given in
Figure 5.2. For this, the total Rs of a RLCC cell fabricated on a 1 Ω cm material is
analysed. It can be seen that the relative trend of the total series resistance measured
versus the concentration is nearly independent of the chosen δd using this method. The
absolute values of Rs,total vary around ± 10%. Taking this into account, the presented
method allows the determination of the concentration-dependent total series resistance.
60
5 Cell testing
δd=
δd=
δd=
δd=
δd=
δd=
7 % from ISC
8 %
9 %
10 %
11 %
12 %
2
RS,total [Ω cm ]
0.02
0.01
0.00
10
100
Concentration [suns]
Figure 5.2: Series resistance in dependence of the arbitrary chosen δd [%] from Isc,2.
5.3
Needle array measurement setup
In order to find an optimum cell structure, 85 rear-line-contacted concentrator cells,
having different design parameters, are integrated on one single four-inch wafer (see
Chapter 4.2).
Figure 5.3: 85 different RLCC cells and five different test structures on one single fourinch wafer.
61
5 Cell testing
A needle array measurement system, called NAMCO based on [45], was developed in
this work for a fast and easy preselection of only the best cells for further in-depth
characterisation. In this system, all cells of one wafer are contacted simultaneously by
340 (= 85 x 4) spring mounted needles, which means that each cell is contacted by four
needles to allow a four-probe measurement. A relay box and a measurement device,
controlled by LabView software, allow a sequential measurement of dark and light IV
curves of the cells (see Figure 5.4). Thereby, acquisition of dark and light IV curves of
all 85 cells is automatically done in less than 90 minutes. At this, the wafer is
mechanically fixed between the needles and a solar glass and the cells are then
illuminated through the solar glass from the front side of NAMCO.
wafer
solar glass
spring-mounted
contact needles
computer
relay box
IV curve
Figure 5.4: NAMCO for automated sequential characterisation of all 85 silicon
concentrator cells on one four-inch wafer.
The NAMCO system delivers only relative measurement results because
•
the edge area around the active cell area is illuminated if there is no lithographic
shadowing mask on the front side of the wafer leading to FF problems of the
measured cells,
•
the cells can not be cooled down to 25°C.
However, a relative comparison of the data measured by NAMCO and measurement
data under STC shows that a very fast classification of the cells is possible. Only the
best cells are then mounted for further characterisation.
62
5 Cell testing
Figure 5.5: Photograph of NAMCO. In the centre of the device beneath the solar glass
are the 340 spring-mounted needles.
5.4
5.4.1
Cell testing under concentration
Measurement setup (KoSim)
The IV curve under concentration is measured in the same way as the IV curve at one
sun. The only difference is that the light is concentrated onto the cell by using a lens
system. The used measurement setup allows a concentration of the light from 5 suns up
to 300 suns and the system is called KoSim. In the KoSim setup the test cells are cooled
to 25°C by using a Peltier element.
Xenonlamp
oscilloscope
silvermirror
voltage
lenses
solar cell
aperture
resistance
cell
current
vacuum chuck for
cooling the cells
to 25°C
Figure 5.6: Measurement setup for
measuring the cells versus concentration
power supply
Figure 5.7: Schematic of the test circuit.
63
5 Cell testing
5.4.2
Measurement method
Since the open circuit voltage is very sensitive to the variation of the temperature (see
Chapter 3.6 and Figure 5.8), the change in Voc due to a change in the temperature is used
to measure the cell at 25°C. This is the so called Voc-method. In order to measure the IV
curves under different concentration levels the following steps are performed.
•
Chose concentration factor by using the lens system.
•
Blocking the light with a copper plate.
•
Cooling down the cell to 25°C, so that Tcell equals Tpeltier.
•
Fast removing of the copper plate and continuously measuring of Voc using a
oscilloscope.
The open circuit voltage of the cell decreases very fast under concentrated
illumination, since Tcell > Tpeltier. Using the Peltier element, the test cell is cooled
down until the Voc of the test cell equals the open circuit voltage, which was
directly measured after removing the copper plate. Then the test cell can be
measured at 25°C.
•
Acquisition of the IV curve.
0.80
Voltage [V]
0.78
0.76
0.74
0.72
0
5
10
15
20
25
30
Time [ms]
Figure 5.8: Fast changing of Voc of the test cell at around 120 suns.
Measuring the test cell, the light concentration C can be calculated using the ratio of the
measured Isc,conc and the calibrated one sun current Isc,one-sun of the test cell. For this, a
linear dependence of the light intensity and the short-circuit current is assumed.
64
5 Cell testing
C = I sc ,conc / I sc ,one − sun
Equation 5.21
One disadvantage of the KoSim system is that measuring cells at e.g. eight different
concentration levels takes more than two hours. This is due to the fact that the cells have
to be cooled down to 25°C at every concentration level. Another problem is that the
measurement method depends strongly on the calibrated one sun measurement results of
the test cells.
Nevertheless, this measurement guarantees a precise characterisation of the RLCC cells
versus the concentration.
65
6
Simulation
In the following section the process of the two-dimensional numerical
simulation of the RLCC cells is described and first trends of the cell
performance in dependence of different cell design parameters are presented.
A detailed modelling of the RLCC cell can be found in Chapter 8. The twodimensional simulations were implemented in co-operation with M. Hermle at
Fraunhofer ISE, Freiburg.
6.1
Simulation process
At the beginning of the simulation process, the complete solar cell is divided in so
called “symmetry elements” (see Figure 6.1). A symmetry element reaches from the
middle of a n-contact to the middle of a p-contact. In simulating one symmetry element,
a redundant simulation of the same symmetry elements can be avoided. In the following
the numerical simulation of these symmetry elements is described.
symWidth
frontOxideRegion
bulkRegion
symThickness
frontEmitter
pPlusOxideRegion
gapOxideRegion
rearEmitter
p++
rearOxideThickness
pContactWidth
n+
n++
nContactWidth
pContactDopingWidth
gapOxide
Width
nOxideRegion
nContact
DopingWidth
Figure 6.1: Inner symmetry element of the RLCC cell.
First, the optical performance and the generation profile of the carriers is calculated. For
this the raytracing program “RAYN” is used [46]. In this program different physical
parameters are taken into account e.g. cell thickness, texture of the front and rear side
and external and internal reflection losses at the front and rear side. Using “RAYN”, the
67
6 Simulation
optical losses and the generation profile of the carriers in the solar cell can be
calculated.
In the next step a discretisation grid is applied to the symmetry element, in order to
solve the semiconductor equations at the nodes of the grid. The discretisation grid is
generated using the program “MESH”[47].
At the nodes of the discretisation grid the poisson equation (Equation 2.12) and the
transport equations (Equation 2.7, Equation 2.8) are solved by using the program
“DESSIS”[47]. As result of the numerical simulation by “DESSIS” the IV curves of the
symmetry elements are given.
In order to simplify the simulation process, a simulation tool in “Mathematica” called
“PVObjects” was developed at Fraunhofer ISE, which allows to control of the different
used programs.
At the end of the simulation process the different symmetry elements are area-weighted
connected and in a network simulation the IV characteristic of the complete cell can be
simulated.
6.2
Two-dimensional simulation of the three-dimensional RLCC
cells
In order to apply two-dimensional simulation for the investigated RLCC cells, the solar
cell is divided into three symmetry elements:
•
inner element between two fingers (Figure 6.1)
•
n-bus bar element
•
p-bus bar element.
inner symmetry
element
bus bar symmetry
element
contact windows
metalisation
Figure 6.2: The different symmetry elements of the RLCC cell.
68
6 Simulation
The inner symmetry element is from the middle of a p-finger to the middle of a n-finger.
The symmetry elements of both bus bars are 900 µm broad (Figure 6.3). The n+- and the
p++-diffusion underneath the bus bars are 800 µm broad. Underneath the contact
window of the n-bus bar element, an additional n++-diffusion is applied. Since the finger
and the bus bar can not be represented two-dimensional, a very narrow finger
representing the tip of the real finger structure was simulated alternatively for
generating high current densities.
symWidth
symWidth
frontOxideRegion
frontOxideThickness
bulkRegion
symThickness
frontEmitter
left nOxideRegion
rearOxideRegion
nOxideRegion
n++
rearEmitter
gapOxideRegion
p++
n+
rearOxideThickness
pContactWidth
nContactDopingWidth
EmitterdopingWidth
gapOxideWidth
pContactDopingWidth
pPlusOxideRegion
Figure 6.3: n-bus bar symmetry element.
Itot(V)
element
area 1
element
area 2
element
area 3
Figure 6.4: Area–weighted network simulation.
In a network simulation the symmetry elements are area-weighted connected in order to
simulate the IV curve of the complete RLCC cell (see Figure 6.4).
6.3
Simulation parameters
In the following the main simulation parameters are given. In order to minimise the
calculation time, edge losses and ohmic losses in the grid structure are neglected, so that
the absolute values of the simulated curves should be higher than the experimental
results.
69
6 Simulation
6.3.1
Doping profiles
The used doping profiles are given in Table 6.1.
n++
n+
2.0x1019
Surface
concentration [cm-3]
5.0x1019
5.0x18
Diffusion depth
[µm]
4.0
2.3
1.5
Sheet resistance
[Ω/sq]
32
19
125
Diffusion
p++
Table 6.1: Doping profiles used in the simulation.
6.3.2
Reflection losses and generation profile
The generation profile in the solar cell can not be measured. The generation profile is
calculated with “RAYN” by using the measured reflection curve of the RLCC cell.
Since the area of the RLCC cells is only 4.5 mm x 4.5 mm, it was not possible to
measure the reflection curve of the textured front side, because the minimal
measurement spot is larger than the active cell area. Therefore, a similar but larger solar
cell front side was characterised and used for the simulation.
6.3.3
Surface recombination velocity
In order to describe the recombination at the Si-SiO2 surface, surface recombination
velocities are used (see Chapter 3.1). Data from the simulation of an one sun rear
contacted cell was taken [43]. The different regions in Table 6.2 are shown in Figure
6.1.
Region
Surface recombination velocity [cm/s]
Front side (textured)
1500
Rear side at the contacts
~ 106
Rear side underneath the n+-diffusion
500
Rear side underneath the p++-diffusion
100
Gap
1000
Table 6.2: Surface recombination velocities for the simulation.
70
6 Simulation
6.4
Simulated trends of the RLCC cell
In order to get a first insight into the cell performance, some trends of the RLCC cell are
displayed using two-dimensional numerical simulation of the middle symmetry
element. A comparison between measurements and simulations can be found in
Chapter 8.
6.4.1
Variation of the cell thickness on a 1 Ω cm substrate
The two-dimensional simulation results in Figure 6.5 are fitted to the one-sun
measurements of a 90 µm thick RLCC cell fabricated on 1 Ω cm base material. From
the simulation results it can be seen that the best cell performance on a 1 Ω cm substrate
should be reached for a substrate thickness between 90 µm and 70 µm. This is mainly
due to the fact that the one-sun current density of the RLCC cell reaches its maximum
value between 70 µm and 90 µm as shown in Table 6.3.
24.0
23.5
23.0
Efficiency [%]
22.5
22.0
50 µm
70 µm
90 µm
150 µm
21.5
21.0
20.5
20.0
19.5
19.0
1
10
100
Concentration [suns]
Figure 6.5: Efficiency versus concentration for different cell thickness on a 1 Ω cm
material.
Cell thickness [µm]
Short-circuit current density [A/cm2]
50
36.45
70
36.67
90
36.64
71
6 Simulation
150
36.51
90 (measured)
36.5
Table 6.3: Short current densities at one-sun.
6.4.2
Variation of the RLCC cell thickness on a 100 Ω cm substrate
For a cell on a 100 Ω cm material, it can be seen that the best cell efficiency should be
reached for a substrate thickness between 70 µm and 50 µm. This is due to the fact that
the fill factor on a highly resistive 100 Ω cm substrate is much better for the thinner
substrates than for the thicker substrates due to the shorter diffusion path of the carriers
from front to back. It can also be seen that the peak efficiency is reached at higher
concentration levels than for the cell on the 1 Ω cm substrate. This effect will be
explained in Chapter 7.5.
24.5
24.0
23.5
Efficiency [%]
23.0
22.5
22.0
21.5
21.0
50 µm
70 µm
90 µm
150 µm
20.5
20.0
19.5
19.0
1
10
100
Concentration [suns]
Figure 6.6: Efficiency versus concentration for different cell thickness on a 100 Ω cm
material.
6.4.3
Variation of the contact window width
In Figure 6.7 and Figure 6.8 the simulation results for different contact window widths
on a 1 Ω cm substrate are presented.
72
6 Simulation
24.0
Thickness 90 µm
23.5
Efficiency [%]
23.0
22.5
22.0
21.5
2 % contact window
5 % contact window
9 % contact window
21.0
20.5
20.0
1
10
100
Concentration [suns]
Figure 6.7: Simulated efficiencies versus concentration for different contact window
widths on a 1 Ω cm material.
0.86
0.84
Thickness 90 µm
FF
0.82
2 % contact window
5 % contact window
9 % contact window
0.80
0.78
0.76
1
10
100
Concentration [suns]
Figure 6.8: Simulated fill factors versus concentration for different contact window
widths on a 1 Ω cm material.
73
6 Simulation
As can be seen the cell efficiency increases a little with increasing contact window
width. This is due to the higher fill factors for increasing contact window width. Since
the differences in the efficiencies are that small, the recombination velocity beneath the
contacts are strongly reduced, so that the contact width plays no significant role in the
cell performance. In order to avoid current crowding problems, the 9% contact window
width should be applied for very high concentration levels.
74
7
Experimental trends
In order to find an optimum cell structure, a set of mask was designed for
processing 85 different RLCC cells on one single four-inch wafer. On this set
of masks the important cell parameters listed in Chapter 4.2 are varied.
In this chapter comprehensive results of these solar cells are presented in
order to display major trends in cell design and performance. The chosen cell
results display the trends of many measurements. As an result of the parameter
optimisation study a RLCC cell efficiency of 25% at 100 suns could be
realised.
7.1
Position of the bus bars
For measuring the cells versus concentration, the cells are mounted on a copper plate as
described in Chapter 4.4. After mounting the cells, the light IV curves under Standard
Test Conditions are measured (see 5.1.1). The IV curves under concentration are
determined by using the KoSim setup described in Chapter 5.4.1. For this the calibrated
one sun current density of the test cell is used, in order to determine the concentration
level C by using Equation 5.21.
One of the cell parameters, which is varied in the RLCC cell design, is the position of
the 4.5 mm x 0.8 mm broad n- and p-bus bar. The different bus bar positions are
presented in Figure 7.2. Cells of type A have the bus bars outside of the active cell area
and cells of type B have the bus bars inside the active cell area.
Figure 7.1: Front side of the RLCC cell.
Figure 7.2: Rear side of the RLCC cell.
Bus bars outside of the active cell area
(left side, type A) and bus bars inside
active cell area (right side; type B).
The actual area of the cells of type A and B is then 4.5 mm x 6.1 mm and
4.5 mm x 4.5 mm, respectively. The cells of type B have line contact windows
underneath the bus bars in order to collect the generated carriers above the bus bar
region. Underneath the contact windows of the bus bars, local deep n++- and p++-
75
7 Experimental trends
diffusions are applied for reducing the contact resistance. In order to reduce the risk of
shunting through the oxide layer and to collect generated carriers, a shallow n+-diffusion
is underneath the n-bus bar and a deep p++-diffusion is underneath the p-bus. The design
of the bus bars is shown in Chapter 8.4.
Measurement results of cells, processed on a 120 µm thick 1 Ω cm p-doped wafer and
differing in the position of the bus bars and in the grid finger distance, are shown Figure
7.3 and Figure 7.4.
Cells of type A:
C3W2I3
C3W2I6
C3W2I8
24
Efficiency [%]
23
22
21
Cells of type B:
C3W2B3
C3W2B6
C3W2B7
20
19
1
10
100
Concentration [suns]
Figure 7.3: Efficiencies versus incident irradiation for cells of type A and of type B with
similar cell parameters. The efficiencies of cells of type B are strongly reduced in
contrast to the efficiencies of cells of type A.
The efficiencies of the cells of type A, which have different grid finger distances, peak
at concentrations between 20 suns and 70 suns before decreasing due to FF losses at
higher concentrations. The efficiencies of cells of type B peak at a concentration of
around 10x and are strongly limited by FF losses for all concentration levels as can be
seen in Figure 7.4. For analysing this effect, the normalised measured IV curves of cell
type A and B are plotted in Figure 7.5 and Figure 7.6, respectively.
76
7 Experimental trends
85
Fill Factor [%]
80
Cells of type A:
C3W2I3
C3W2I6
C3W2I8
75
Cells of type B:
C3W2B3
C3W2B6
C3W2B7
70
65
1
10
100
Concentration [suns]
Figure 7.4: Fill factors versus incident irradiation for cells of type A and type B. The
FF of cells of type B decreases more strongly than the cells of type A.
C3W2I3 (Type A)
1.0
I [normalised]
0.8
0.6
0.2
@
@
@
@
@
@
0.0
0.0
0.2
0.4
24.5x
39.1x
69.5x
97.2x
154.0x
210.4x
(FF
(FF
(FF
(FF
(FF
(FF
0.4
82.8%)
82.6%)
81.8%)
80.9%)
78.9%)
76.9%)
0.6
0.8
1.0
V [normalised]
Figure 7.5: Normalised IV-curves of a cell of type A for different concentration. For
concentrations over 100x the FF decreases due to series resistance losses.
77
7 Experimental trends
C3W2B3 (Type B)
1.0
I [normalised]
0.8
0.6
0.4
0.2
0.0
0.0
@
3.0
@ 12.7
@ 22.1
@ 34.1
@ 56.7
@ 102.2
0.2
x
x
x
x
x
x
(FF
(FF
(FF
(FF
(FF
(FF
0.4
82.0%)
79.2%)
76.9%)
74.0%)
72.1%)
70.7%)
0.6
0.8
1.0
V [normalisedt]
Figure 7.6: Normalised IV-curves of a cell of type B for different concentration levels.
The cell behaviour shows an untypical deviation for high-efficient silicon concentrator
cells.
The fill factor of cell type A shows a normal FF behaviour. The FF decreases with
increasing concentration due to the series resistance of the cell (Figure 7.5).
In contrast to the IV curves of cell type A, the IV curves of cell type B (Figure 7.6)
show an untypical deviation from the top, which do not result from series resistance
problems.
In order to investigate the untypical FF losses in detail, a cell of type B is measured
versus incident intensity using different sized copper shadowing masks. With these
shadowing masks different regions of the active cell area are illuminated:
•
First mask: The complete active cell area is illuminated.
•
Second mask: The n-bus bar is covered by the shadowing mask.
•
Third mask: The p-bus bar is covered by the shadowing bus bar.
•
Fourth mask: Both bus bars are covered by the shadowing mask.
Schemes of the RLCC cell with different shadowing masks are presented in Figure 7.7.
From Figure 7.8 it is obvious that the untypical FF characteristics of cells of type B is
generated by the illumination of the n-bus-bar. An illuminated p-bus bar has only a
small effect on the FF behaviour. The influence of the bus bars on the cell performance
is fully discussed in Chapter 8.4 using two-dimensional numerical simulation.
78
7 Experimental trends
incident light
copper mask
active cell area
n-bus bar
p-bus bar
Figure 7.7: The different copper shadowing masks for a RLCC cell of type B.
82
Type B
80
78
Fill Factor [%]
76
74
72
70
both bus bars are covered
n bus bar is covered
the whole active area is illuminated
p bus bar is covered
68
66
64
1
10
100
Concentration [suns]
Figure 7.8: FF versus concentration for a cell of type B. Four different shadowing
masks are used to cover the different areas of the cell.
Taking the above measurements into account, only cells with bus-bars outside of the
active cell area will be measured in the following or if measuring cells with bus bars
inside of the active cell, the bus bars are covered by a shadowing mask. Therefore, the
measurements in the following chapters are not influenced by bus bar problems and the
results display the trends of other interesting cell parameters.
In a second set of mask, which was designed after the first three batches, the bus bars
are always outside of the active cell area.
79
7 Experimental trends
7.2
Grid geometry
In Figure 7.9 the fill factors versus incident irradiation densities are shown for cells with
different grid geometries. The fingers of cell C3W2E6 are tapered and the width of the
non-metallised region between two fingers is 50 µm. The fingers of the cells C3W2I3
and C3W2C5 are not tapered, whereas the width of the non-metallised region between
two fingers is for C3W2I3 50 µm and for C3W2C5 100 µm. The grid finger distance of
cell C3W2I3 is 201.7 µm, of cell C3W2C5 is 224.4 µm and of cell C3W2E6 is
149.6 µm.
The FF behaviour differs strongly for the different grid geometries: The cells C3W2E6
and C3W2C5 are strongly limited by FF losses at high incident intensities. The FF of
the cell C3W2I3 increases with increasing concentration and decreases for
concentration levels over 100 suns. From the measurements it can be concluded that
tapered fingers and broad non-metallised regions decrease the cell performance.
In the following measurements only cells with a non-metallised region between two
fingers of 50 µm or less and non-tapered fingers are analysed.
In the second set of mask the width of the non-metallised region is strongly decreased
up to 10 µm in order to reduce fill factor losses and to improve the cell performance
under high concentration levels. Such small non-metallised regions could be reached
due to improvements in the technology.
Fill Factor [%]
80
75
70
C3W2I3 ( 50 µm spacing between fingers)
C3W2C5 (100 µm spacing between fingers)
C3W2E6 (tapered finger)
65
1
10
100
Concentration [suns]
Figure 7.9: Comparison of fill factors for cells with different grid geometries.
80
7 Experimental trends
7.3
Finger distance and contact windows
In order to optimise the grid design of the RLCC cells the grid finger distance between a
n- and n-finger is varied from 201.7 µm to 310 µm. The measured cells in Figure 7.10
are fabricated on 140 µm thick 10 Ω cm p-doped substrates. The non-metallised region
between two fingers is kept constant at 50 µm for all cells, and all fingers are not
tapered. In Figure 7.10 the influence of the finger distance on the cell performance is
shown to be significant: The smaller the grid finger distance, the higher the FF at high
incident irradiation. As will be shown in Chapter 8.4 this is effected by the shorter
lateral carrier diffusion in the base due to the smaller grid finger distances. A shorter
lateral carrier diffusion path results in lower series resistance losses leading to higher
FF under high concentration levels.
Smaller grid finger distances lead to higher recombination losses at the semiconductor
metal conducts, because the lateral diffusion path for the generated carriers is reduced
for the electrons to the p-contact and for the holes to the n-contact, respectively. From
Figure 7.11 it is obvious that the smaller the grid finger distance, the smaller is Voc.
From all that it can be concluded that smaller grid finger distances lead to higher FFs
and to lower Voc values. Using the cell efficiency measurements versus the
concentration, it should be possible to display the optimum of these opposed effects.
Fill Factor [%]
80
Finger distance
C4W3A7 ( 4%
C4W3A8 ( 9%
C4W3I3 ( 9%
C4W3I4 (11%
-----------Finger distance
C4W3B2 ( 4%
C4W3B3 ( 9%
-----------Finger distance
C4W3I5 ( 4%
C4W3I6 ( 9%
C4W3I7 (11%
75
70
65
1
201.7 µm
contact
contact
contact
contact
window)
window)
window)
window)
244.7 µm
contact window)
contact window)
310.0 µm
contact window)
contact window)
contact window)
10
Concentration [suns]
100
Figure 7.10: Different grid finger distances and contact windows versus incident
intensity.
81
7 Experimental trends
810
VOC [mV]
800
Finger distance 201.7 µm
C4W3A7 ( 4% Oxide opening)
C4W3A8 ( 9% Oxide opening)
C4W3I3 ( 9% Oxide opening)
C4W3I4 (11% Oxide opening)
-----------Finger distance 244.7 µm
C4W3B2 ( 4% Oxide opening)
C4W3B3 ( 9% Oxide opening)
-----------Finger distance 310.0 µm
C4W3I5 ( 4% Oxide opening)
C4W3I6 ( 9% Oxide opening)
C4W3I7 (11% Oxide opening)
790
780
770
100
200
Concentration [suns]
300
Figure 7.11: Different grid finger distances and contact windows versus incident
itensity.
24
23
Efficiency [%]
22
Finger distance
C4W3A7 ( 4%
C4W3A8 ( 9%
C4W3I3 ( 9%
C4W3I4 (11%
-----------Finger distance
C4W3B2 ( 4%
C4W3B3 ( 9%
-----------Finger distance
C4W3I5 ( 4%
C4W3I6 ( 9%
C4W3I7 (11%
21
20
19
18
17
1
10
Concentration [suns]
201.7
Oxide
Oxide
Oxide
Oxide
µm
opening)
opening)
opening)
opening)
244.7 µm
Oxide opening)
Oxide opening)
310.0
Oxide
Oxide
Oxide
µm
opening)
opening)
opening)
100
Figure 7.12: Different grid finger distances and contact windows versus incident
intensity.
The plot of the efficiency versus the concentration is shown in Figure 7.12. It can be
seen that the smaller the grid finger distance is, the higher the efficiency is. It can also
be seen that cells with smaller grid finger distances peak at higher concentration levels.
82
7 Experimental trends
Thus, the grid finger distance between two n-fingers or p-finger, respectively should be
as small as technologically possible. Due to improvements in the technology the finger
distances could be reduced from 120 µm to 30 µm.
The influence of the width of the contact windows is experimentally not significant in
Figure 7.12. If there is no optimum size of the contact width of the RLCC cell
detectable, broader contact windows should be preferred in order to avoid current
crowding and contact resistance problems at high concentration levels.
7.4
Cell thickness
The optimum cell thickness of a rear-contacted silicon concentrator cells should be
smaller than 100 µm as shown in the numerical simulations in Chapter 6.4.2.
The optimum cell thickness can be found by the optimisation of the following opposite
optical and electrical effects:
•
Light trapping.
With increasing substrate thickness the optical path length of the incoming light is
increased between the front and the rear side, so that the probability of absorption
of infrared light is increased. The thinner the cell is, the better the light trapping of
the infrared light must be. Thus, for light absorption the substrate must as thick as
possible
•
Probability of collection of generated electron/hole pairs and series resistance losses
due to the base.
The probability of collecting generated electron/hole pairs, which are mostly
generated at the front side, decreases with increasing cell thickness, because the
carriers must diffuse from front to rear without any recombination in the bulk. The
base series resistance also increases with increasing cell thickness, because the path
length for the carriers increases. This leads to FF problems. Thus, the substrate
should be as thin as possible for a high probability of collecting carriers and for
reducing the series resistance.
The experimental trends of a 250 µm thick, a 120 µm thick and a 90 µm thick cell
processed on a 1 Ω cm p-doped substrate are shown in the following plots.
The best external quantum efficiency, and therefore the best short-circuit current, is
reached with a cell thickness of 120 µm. The short-circuit current density decreases for
thinner substrates because the infrared light can not be used by the cell. This can be seen
in comparing the EQEs of cell C7W3D7 and C3W2I3 for wavelengths between
1000 nm and 1050 nm. The 250 µm thick cell delivers only small short-current densities
because of the SRH recombination of the generated carriers in the thick base.
83
7 Experimental trends
100
90
80
EQE (%)
70
60
50
2
C7W3D7; 90 µm; 37.24 mA/cm
2
C3W2I3; 120 µm; 37.51 mA/cm
2
C2W4I9; 250 µm; 32.0 mA/cm
40
30
20
10
0
300
400
500
600 700 800 900
Wavelength (nm)
1000 1100 1200
Figure 7.13: External quantum efficiency versus wavelength in dependence of the cell
thickness at one sun.
85
Fill Factor [%]
80
75
C2W4I9; 250 µm; 11% contact window
C3W2I3; 120 µm; 9% contact window
C7W4D9; 90 µm, 5% contact window
70
65
1
10
100
Concentration [suns]
Figure 7.14: Fill factor versus concentration in dependence of the cell thickness.
84
7 Experimental trends
Open circuit voltage [mV]
800
750
700
C2W4I9; 250 µm
C3W2I3; 120 µm
C7W3D7; 90 µm
650
1
10
Concentration [suns]
100
Figure 7.15: Voc versus concentration in dependence of the cell thickness.
The fill factor for the cell on the thinnest substrate is higher than the fill factors for the
cells on the thicker substrates between 1 sun and 80 suns (Figure 7.14). Also the opencircuit voltage is higher for the thinnest cell. The higher open-circuit voltage is reached
because of the reduced SRH recombination and the higher carrier confinement in the
90 µm thick cell. For very high concentration levels the fill factor of the 120µm thick
cell is surprisingly higher than for the 90 µm thick cell. This could be due to the fact
that the measured series resistance of the 90 µm thick cell is a little bit higher than the
series resistance of the 120 µm cell. A possible reason for this are mounting problems
leading to a little higher contact resistance. The higher contact resistance plays a more
important role for the total series resistance for concentration levels over 100 suns (see
Chapter 7.7). For lower concentration levels, the series resistance in the base is more
important and thus, the FF of the 90 µm cell is higher than the FF of the thicker cells.
In the efficiency versus concentration plot (Figure 7.16) it can be seen that the highest
peak cell efficiency is reached for the 90 µm thin RLCC cell at around 70 suns.
Taking all this into account, the best cell performance should be reached for substrates
thinner than 100 µm, which is in agreement with the simulation trends.
85
7 Experimental trends
24
Efficiency [%]
23
22
21
20
C2W4I9; 250 µm
C3W2I3; 120 µm
C7W3D7; 90 µm
19
18
17
1
10
100
Concentration [suns]
Figure 7.16: Efficiency versus concentration in dependence of the cell thickness.
7.5
Base doping concentration
In order to compare the cell performance on different doped substrates, cells were
fabricated on 90 µm thick 100 Ω cm base material and on 1 Ω cm base material.
Unfortunately, the inverted pyramids of the cells were not perfect. Small ridge tops
between the inverted pyramids increases the reflection on the front side. Thus the
absolute efficiencies are lower than expected. Since both cells have nearly the same
front surface problem, relative trends should be still visible. The grid structure is equal
for both cells.
Due to the longer diffusion length in the 100 Ω cm base material, the EQE of the cell on
the lightly doped substrate is higher than the EQE of the highly doped substrate. In fact,
the one-sun current density under STC and calibrated to the AOD-spectrum is
38.35 mA/cm2 for the 100 Ω cm RLCC cell and 37.1 mA/cm2 for the 1 Ω cm RLCC
cell.
The open-circuit voltage is given by the pn-product (see Equation 2.27). Thus, Voc is
higher for the highly doped cell than for the lightly doped cell at one sun (Figure 7.18).
Since the 100 Ω cm cell is in high-level injection for concentration levels over 10 suns
(see Chapter 8.1), the open-circuit voltage depends not on the base doping concentration
but on the generated carrier densities. This is the reason why the open-circuit voltages
of both cells converge for high concentration levels.
In Figure 7.19 the fill factors and the total series resistances Rs,total of both cells versus
the concentration are presented. The fill factor of the 100 Ω cm cell is much lower than
the fill factor of the 1 Ω cm RLCC cell, because the series resistance of the cell with the
86
7 Experimental trends
lightly doped base is much higher due to the high resistance of the base at low and
medium concentration levels. It can also be seen that the FF of the lightly doped cell
peaks at higher concentration levels and the FF of this cell decreases more slowly than
the FF of the highly doped cell at very high concentration levels. This FF
characteristics accord with the series resistance behaviour of the cells at high
concentration levels shown in Figure 7.19.
It results:
•
1 Ω cm cells reach higher fill factors than 100 Ω cm cells.
•
100 Ω cm cells reach higher short-current densities.
From the efficiency measurements in Figure 7.20, it can be seen that cells on 100 Ω cm
substrates should reach a higher peak efficiency and should have a higher performance
under high concentration levels over 100 suns.
100
EQE [%]
80
60
40
2
90 µm; 1 Ω cm; Jsc, AOD= 37.1 mA/cm , C7W1D4
2
90 µm; 100 Ω cm; Jsc, AOD= 38.35 mA/cm ; C7W4D9
20
0
400
600
800
1000
1200
Wavelength [nm]
Figure 7.17: Comparison of the EQE of RLCC cells fabricated on 1 Ω cm and
100 Ω cm base material. Small ridge tops between the inverted pyramids reduce the
EQE curves. The grid structure is equal for both cells.
87
7 Experimental trends
0.82
0.80
0.78
Voc [V]
0.76
0.74
1 Ω cm
100 Ω cm
0.72
0.70
0.68
0.66
1
10
Concentration [suns]
100
Figure 7.18: Open-circuit voltage versus concentration for the 1 Ω cm and the
100 Ω cm RLCC cell.
0.85
0.05
0.84
0.83
Fill factor
2
1 Ω cm
100 Ω cm
0.81
Rs,total [Ω cm ]
0.04
0.82
0.03
0.80
0.79
0.02
0.78
0.77
0.01
0.76
0.75
1
10
100
0.00
Concentration [suns]
Figure 7.19: Fill factor versus incident irradiation density for lightly and highly doped
substrates.
88
7 Experimental trends
24.0
23.5
23.0
Efficiency [%]
22.5
22.0
21.5
1 Ω cm
100 Ω cm
21.0
20.5
20.0
19.5
19.0
1
10
100
Concentration [suns]
Figure 7.20: Comparison of the efficiencies for the different base doping
concentrations. The deviation in the absolute efficiencies may be caused by deviation in
the fabrication process, so only the relative characteristics of both RLCC cells should
be considered. Th absolute efficiencies are reduced due to ridge tops between the
inverted pyramids on the front side.
7.6
Thermal performance of the RLCC cells
In this section the thermal performance of the RLCC cells is measured and investigated
for different incident intensities.
As predicted by Equation 3.24, the open-circuit voltage coefficient decreases with
increasing concentration level (Figure 7.21), because the difference of Eg and Voc
decreases. At one sun the temperature coefficient of Voc of the RLCC cells is around
- 1.78 mV/°C, whereas it is - 1.43 mV/°C at 200 suns. The temperature coefficient of
FF stays nearly stable for all concentration levels and is independent of the incident
irradiance (see Figure 7.22). At 126 suns the FF is smaller than for other concentration
levels. This should be a measurement error.
The temperature coefficient of the maximum power point is for the RLCC cell much
lower at one sun (-0.013 mW/°C) than for 200 suns (-2.54 mW/°C) (see Figure 7.23).
But these coefficients are not of interest if comparing the thermal performance of e.g. a
flat-plate and a concentrator module. For this, the percentage power decrease related to
the Pmpp at 25°C is much more important, which is at one-sun -0.34%/°C (-0.4%/°C is
determined in [48] for standard polycrystalline and crystalline flat-plate systems) and
for 200 suns -0.28%/°C .
89
7 Experimental trends
The cells in flat-plate modules and the cells in concentrator application are both heated
up to around 60°C at 1000 W/m2 global irradiance. Thus, it is apparent from these
measurements that concentrator applications of the same cell would produce power
more efficiently, because of the smaller percentage power decrease at high
concentration levels.
For the temperature range tested, all cell parameters show linear behaviour, whereas for
simplification the very small Isc temperature coefficient was neglected. This means, the
optimum RLCC cell design measured indoor at STC (25°C cell temperature), would
also be the best cell design in outdoor concentrator application (60°C cell temperature).
Therefore, it is fully sufficient to find the best cell design by using indoor
measurements.
C 7W
3D2@
Open-circuit voltage [mV]
800
200 s
.43 m
V/°C;
-0.18
%/°C
26 s u
ns; -1
C 4W 3
.4
76 mV
I7@ 7
C 4W 3
6 s un
/°C; -0
I7 @
s; -1.4
.19%/°
32 s u
73 mV
C
ns; -1
/°C; -0
.513 m
.19%/°
V/K; -0
C
.2%/°C
C 4W 3
750
uns; -1
I7@ 1
700
C4W
3
650
I7 @
1 sun
; -1.7
76 m
V/°C
; -0.2
7%/°
C
600
10
20
30
40
50
60
70
Temperature [°C]
Figure 7.21: Open-circuit voltage versus temperature. The temperature coefficient of
Voc decreases for increasing temperature. Unfortunately, the analysed 10 Ω cm cell
C4W3I7 was damaged at very high concentration levels and the temperature coefficient
of the 1 Ω cm cell C7W3D2 was taken instead at 200 suns. But the base doping
concentration has no influence on the relative thermal performance of the RLCC cell,
which was also investigated. For all the temperature coefficient measurements the short
current density is taken as temperature–independent, which is a reasonable
approximation as can be found in [28].
90
7 Experimental trends
80
C 4W 3
C4W
78
I7 @ 1
sun; -0
.091 %
/°C; -0
.11 %
s ; -0
/°C
.0
8
9
D2 @
%
/°
C; -0
200 s
uns; -0
.12 %
.093%
/°C
/C°; -0
C4W
.012%
3I7 @
/°C
76 s
uns;
-0.09
3 %/°
C; -0
.12 %
/°C
C7W 3
76
Fill Factor [%]
3I7 @
74
72
32 su
n
70
C4W 3I7
@
68
126 su
ns
; -0.069
5 %/°C
; -0.1 %
/°C
66
64
10
20
30
40
50
60
70
Temperature [°C]
Figure 7.22: Fill factor versus temperature. The coefficient of the FF is nearly
independent of the concentration level.
1.0
C7W 3D2 @20
0
suns; -2.54 mW
Powermpp [W]
0.8
0.6
0.4
0.2
0.0
10
C4W 3I7 @ 16
2
suns; -1.4 mW
/°C
C4W 3I7 @ 76 suns; -0.9
/°C; -0.28%/°C
; -0.28%/°C
9 mW /°C; -0.31%/°C
C4W3I7@ 32 suns; -0.43 mW/°C;
-0.31%/°C
C4W3I7 @ 1 sun; -0.013 mW/°C; -0.34%/°C
20
30
40
50
60
70
Temperature [°C]
Figure 7.23: The percentage power decrease of the RLCC cells is much smaller at 200
suns than at one sun. So, concentrator application of the same cell are more efficiently.
91
7 Experimental trends
7.7
7.7.1
Determination of the series resistance
Analytical calculation
The series resistance strongly limits the fill factor and so the performance of the cell
under concentration. For an estimation of the total series resistance the analytical
equations from Chapter 2.5 are used in order to calculate the series resistance
components. The total series resistance consists of the emitter and base resistance of the
semiconductor, the contact resistance between the metal and the semiconductor and the
metal resistance of the grid and the bus bars.
In this Chapter the investigated cells are 90 µm thick, have a grid distance of 201.7 µm,
the contact windows are 9% and the metallisation is 3 µm high. In Table 7.1 the series
resistance components of a 1 Ω cm RLCC cell are calculated at a concentration level of
1 sun (low-level injection).
Resistance
Calculation
Result
[Ω cm2]
Base vertical
1 Ωcm x 90 µm
9 x 10-3
Base lateral
1 1 Ω cm
(201.7 µm )2
12 90 µm
3.77 x 10-3
Emitter
1
120 Ω / sq (130.8 µm) 2
12
1.7 x 10-3
Contact
0.2025 cm 2
(7.79x10 Ω cm + 3.38 x10 Ω cm ) x 0.0182 cm 2
4.6 x 10-3
Finger
201.7 µm(4.5 mm )
1
1.6 x10 −6 Ω cm
3 µm50.9 µm
3
1.43 x10-3
Bus bars
2.25 mmx0.2025 mm 2
1
1.6x10 −6 Ω cm
3
3 µm0.8 mm
−5
2
−4
Total
2
2
1.05 x 10-5
0.02
Table 7.1: The series resistance components of a 1 Ω cm RLCC cell at 1 sun. The cell
thickness is 90 µm, the grid finger distance is 201.7 µm and the contact windows are
9%.
92
7 Experimental trends
7%
22%
base vertical
45%
base lateral
emitter
contact
metal
8%
18%
Figure 7.24: Split of the total series resistance for a 1 Ω cm RLCC cell at 1 sun (lowlevel injection).
Resistance
Calculation
Result
[Ω cm2]
Base vertical
0.1822 Ω cm x 90 µm
1.64 x 10-3
Base lateral
1 0.1822 Ω cm
(201.7 µm )2
12
90 µm
6.86 x 10-4
Emitter
1
120 Ω / sq (130.8 µm) 2
12
1.7 x 10-3
Contact
2025 cm 2
(7.79x10 Ω cm + 3.38 x10 Ω cm ) x 00..0182
cm 2
4.6 x 10-3
Finger
201.7 µm(4.5 mm )
1
1.6 x10 −6 Ω cm
3 µm50.9 µm
3
1.43 x 10-3
Bus bars
2.25 mm x 0.2025 mm 2
1
1.6x10 −6 Ω cm
3
3 µm0.8 mm
−5
2
−4
Total
2
2
1.02 x 10-5
0.01
Table 7.2: Series resistance components of a 100 Ω cm RLCC cell at 200 suns (around
3 x 1016 1/cm3generated minorities). The cell thickness is 90 µm, the grid finger
distance is 201.7 µm and the contact window is 9%.
93
7 Experimental trends
14%
16%
7%
base vertical
base lateral
emitter
contact
17%
metal
46%
Figure 7.25: Split of the total series resistance for a 100 Ω cm RLCC cell at 200 suns
(high level injection).
In Table 7.2 the series resistance components of a 100 Ω cm are calculated at a
concentration level of 200 suns (high-level injection). 200 suns equal a generated
electron carrier density of around 3 x 1016 1/cm3 as can be seen in Chapter 8.1. Under
low-level injection the conductivity in the base is determined with Equation 3.15 and
under high-level injection the conductivity in the base is determined with Equation 3.17.
Under low-level injection conditions the series resistance of the RLCC cell is dominated
by the vertical base resistance in the semiconductor as can be seen in Figure 7.24. Under
high-level injection conditions the total series resistance of the 100 Ω cm cell is
dominated by the contact resistance between the metal and the semiconductor (see
Figure 7.25). The total series resistance for both cell types at the different injection
conditions is in the same order of magnitude (between 0.01 Ω cm2 and 0.02 Ω cm2).
7.7.2
Experimental determination
Using the measurement method from Chapter 5.2.1, the concentration-dependent total
series resistance can be determined. The measured total series resistance is plotted in
Figure 7.26 for different base doping concentrations.
For the cells with a high base doping concentration (1 Ω cm, 5 Ω cm) the series
resistance is nearly constant for all concentration levels. The series resistance is between
0.01 Ω cm2 and 0.02 Ω cm2.
The series resistance of the 100 Ω cm cell decreases from 0.05 Ω cm2 to 0.01 Ω cm2
with increasing concentration. This is due fact that the high resistivity of the base at
1 sun decreases with increasing concentration level, since the number of the generated
carriers increases.
94
7 Experimental trends
From all that it can be concluded that the series resistance characteristics versus the
concentration is dominated by the base series resistance behaviour at low and medium
concentration levels. For very high concentration levels (e.g. 200 suns) the contact
resistance starts to dominate the total series resistance.
0.05
C4W1A8
C4W3I4
C4W6A6
C3W2I3
Ω cm p-doped)
cm p-doped)
cm n-doped)
cm p-doped)
2
RS, total [Ω cm ]
0.04
(100
(8 Ω
(5 Ω
(1 Ω
0.03
0.02
0.01
0.00
10
100
Concentration [suns]
27.05.2005, H:\Dokarbeit\Abbildungen Andi\Measurement results\Rsgemessen.opj
Figure 7.26: Measured series resistance versus concentration for different base doping
concentrations.
7.8
Summary of the parameter study
Using the set of mask, which was designed for processing 85 different cell structures on
one four-inch wafer, a cell parameter optimisation study was executed for displaying the
major trends of cell design and cell performance. The results from this study are listed
in Table 7.3.
•
In order to minimise fill factor losses and so, to reach a high cell performance under
high concentration levels, the bus bars of the RLCC cell should be outside instead
of inside of the active cell area.
•
A tapered finger form leads to lower FFs and thus, non tapered fingers should be
applied.
•
The width of the non-metallised region between two fingers and the finger distance
must be kept as small as technologically possible in order to minimise FF losses.
•
An optimum contact window width could not be found. Due to the deep diffusions
underneath the contacts, the recombination currents in the highly doped regions
95
7 Experimental trends
seems to be independent of the contact window width leading to the same high
open-circuit voltages. Broader contact windows may be favoured in order to reduce
contact resistance losses and current crowding problems at very high concentration
levels.
•
The optimum cell thickness is smaller than 100 µm. RLCC cells on substrates
thinner than 100 µm have small series resistance losses in the base and as long as
the light trapping is high enough, their cell performance should be better than the
cell performance of cells on thicker substrates.
•
Cells on 100 Ω cm base material guarantee high short-circuit current densities and
their FFs decreases more slowly than the FFs of RLCC cells on 1 Ω cm substrates
at high concentration levels. Thus, RLCC cells on 100 Ω cm peak at higher
concentration levels and show higher performance at high concentration levels.
•
Power losses due to the temperature are significant lower for the RLCC cell at high
concentration levels than at low concentration levels. Thus, power will be produced
more efficiently in concentrator application than in flat-plate applications.
Cell parameter
positive
negative
Position bus bars
Outside active cell area
Inside active cell area
Grid geometry
Not tapered
Tapered
Width
non- < 50 µm
metallised region
> 50 µm
Finger distance
< 100 µm
> 100 µm
Contact windows
9%
2%
Cell thickness
< 90 µm
> 90 µm
Base
doping 100 Ω cm
concentration
1 Ω cm
Temperature
coefficient
One-sun
Over 100 suns
Table 7.3: Optimisation study of the RLCC cell parameters.
96
7 Experimental trends
7.9
25% efficient RLCC cell
The best RLCC cell, fabricated in this work, reaches a maximum efficiency of 25% at
around 100 suns. The cell was processed on a 90 µm thick 1 Ω cm substrate. The grid
finger distance of this cell is only 120 µm instead of the 201.7 µm of the cells reaching
maximum efficiencies of around 24 %. The non-metallised region between two fingers
is only 30 µm instead of the 50 µm of the 24% efficient RLCC cells. The very small
grid finger structure guarantees high fill factors at high concentration levels.
Additionally, the textured front side of the 25% efficient RLCC cell seems to be nearly
perfect leading to very low reflection losses, very high light trapping and to very high
short-circuit densities.
25.0
84
24.5
82
80
23.5
23.0
78
22.5
76
22.0
74
FF [%]
Efficiency [%]
24.0
21.5
72
21.0
20.5
70
1
10
100
Concentration [suns]
Figure 7.27: The best cell fabricated in this work. Small grid finger distances and a
nearly perfect textured front side lead to the very high cell performance.
97
7 Experimental trends
800
780
VOC [mV]
760
740
720
700
680
660
640
1
10
100
Concentration [suns]
Figure 7.28: Open-circuit voltage versus concentration for the best cell.
98
8
Modelling of rear-line-contacted concentrator
cells
In this chapter the dominating physical effects of the rear-line-contacted
concentrator cell are analysed. Investigating the recombination mechanism in
the RLCC cell, it is obvious that the recombination processes are dominated by
the emitter recombination due to the highly-doped regions, if the base is in
high-level injection. A shunting effect in the RLCC between the emitter and the
base is successfully implemented in an one-dimensional model and the
influence of the bus bars on the cell performance is analysed by using twodimensional network simulations.
8.1
Determination of the injection level
Using two-dimensional numerical simulations of the inner symmetry element (see
Figure 6.1), the density of the generated carriers can be determined in dependence of the
incident intensity. Using the results an estimation of the injection condition in the cell
(low- or high-level injection) in dependence of the concentration level is possible for
cells with different base doping concentration.
17
electron density at the front side
electron density at the rear side
base doping concentration 1.25 Ωcm
base doping concentration 8 Ωcm
base doping concentration 100 Ωcm
-3
Carrier density [cm ]
10
16
10
15
10
14
10
1
10
100
Concentration [suns]
Figure 8.1: Simulated minority density of a 120 µm thick RLCC cell at the maximum
power point. The carrier density of the electrons is plotted at the front side (10 µm
deep) and at the rear side (100 µm deep). Additionally, the base doping concentrations
of the simulated cells are plotted.
99
8 Modelling of rear-line-contacted concentrator cells
Since the RLCC cell is a rear side contacted cell, the density of the generated minorities
at the front is higher than the density at the rear side. In Table 8.1 the injection
conditions of the RLCC cells for the different concentration levels are estimated from
Figure 8.1.
Resistivity [Ω cm]
Low-level injection
High-level injection
1
< 50 suns
> 300 suns
10
< 3 suns
> 50 suns
100
> 5 suns
Table 8.1: Injection level in dependence of the base doping concentration for different
irradiation densities.
8.2
8.2.1
Analysis of the recombination mechanism for different
concentration levels
Measurement method
Using the one-diode IV characteristics and taking a concentration-dependent ideality
factor into account, it results
Voc ≈ n(C )
kT
[ln(J sc ) − ln(J o )] ,
q
Equation 8.1
whereas Jsc/J0 >> 1.
Assuming a linear dependence of the light intensity and the short-circuit current
(Equation 5.21), it is
Voc ≈ n(C )
kT
[ln(C ) − α ] ,
q
Equation 8.2
whereas α is a constant.
From the derivation of Equation 8.2, it follows
∂Voc
∂n(C )
kT
+ n (C ) .
≈
[ln (C ) − α ]
∂ ln C
q
∂ ln C
Equation 8.3
For the investigated RLCC cell the following approximation can be used
C ln C
∂n(C )
<< n(C ) .
∂C
For the concentration-dependent ideality factor it results
100
Equation 8.4
8 Modelling of rear-line-contacted concentrator cells
n(C ) ≈
q ∂Voc
kT ∂ ln C
Equation 8.5
Thus, the ideality factors can be determined by plotting the open-circuit voltage Voc in
dependence of the logarithm of the concentration. Using the ideality factors, the
dominating recombination mechanism of the cell can be investigated.
8.2.2
Analysis
Plotting the open-circuit voltage versus the logarithm of the concentration, the ideality
factors can be determined (Equation 8.5). Using Table 3.1, the dominating
recombination mechanisms of the cell can then be investigated.
1.4
0.82
1 Ω cm p-doped
1.3
Voc [V]
0.78
1.2
0.76
1.1
0.74
0.72
1.0
0.70
50 µm
70 µm
90 µm
150 µm
0.68
0.66
0.64
Ideality factor n
0.80
0.9
0.8
1
10
100
400
Concentration [suns]
Figure 8.2: Simulated open-circuit voltages versus concentration for varying cell
thicknesses. The idealiy factors on the right hand side are determined by using a
polynomial fit of the simulated Voc curves.
From Figure 8.2 it can be seen that the ideality factor determined by simulations is
around 1 for concentration levels under 50 suns (low-level injection) as predicted by the
ideal current voltage characteristics (see Equation 2.45). Over 300 suns (high-level
injection) the ideality factor decreases under 1, whereas the ideality factor is close to 1
for the thinner cells and decreases with increasing cell thickness. An ideality factor of
around 1 under high-level injection conditions means that the emitter recombination due
to the highly-doped regions (the only recombination process with an ideality factor of 1
in high-level injection, see Table 3.1) dominates the recombination behaviour of the
101
8 Modelling of rear-line-contacted concentrator cells
RLCC cell. An ideality factor smaller than 1 is a sign for Auger recombination (the only
recombination mechanism with an ideality factor smaller than one).
The influence of the recombination in the volume (base) in comparison to the
recombination at the surfaces increases with increasing cell thickness, because the ratio
between volume and surfaces increases. This is the reason why the thickest cell
approximates most strongly to 2/3 under high-level injection. From all that it can be
seen that the emitter recombination dominates the recombination under high-level
injection, whereas the influence of the Auger recombination in the base becomes more
important for very high concentration levels, especially in thicker cells.
0.82
1.4
0.80
1 Ω cm p-doped
1.3
0.76
1.2
0.74
1.1
0.72
1.0
0.70
50 µm
70 µm
90 µm
150 µm
90 µm (measurement)
120 µm (measurement)
0.68
0.66
0.64
1
10
Ideality factor n
Voc [V]
0.78
0.9
0.8
100
Concentration [suns]
Figure 8.3: Simulated and measured open-circuit voltages versus concentration for
varying cell thicknesses. The idealiy factors on the right hand side are determined by
using a polynomial fit of the measured Voc-curves.
Comparing the measured ideality factors and the simulated ideality factors in Figure
8.3, three things are apparent:
•
The ideality factors determined by the measurements are larger than the ideality
factors determined by the simulations for low concentration level and are lower at
high concentration levels. This is due to the surface recombination in the regions,
where the pn-junction of the RLCC cell intercepts with the surface, and this is due
to the recombination in the pn-junction. Both recombination effects lead to an
ideality factor of 2 (see Table 3.1) at low concentration levels resulting in a ideality
factor of the cell of larger than 1. This non-ideal cell characteristics due to the pnjunction is insufficiently represented by the numerical simulation. In Chapter 8.3 an
102
8 Modelling of rear-line-contacted concentrator cells
one-dimensional model is proposed including additional diodes in order to represent
this non-ideal characteristics of the cell.
•
The simulated open-circuit voltages are lower than the measured for concentration
levels over 10 suns. This is due to the fact that the simulations are fitted to the one
sun characteristics of the 90 µm cell. Since the measured and simulated open-circuit
voltage curves start at the same level at one-sun, but the gradient of the simulated
Voc curve is smaller (n ≈ 1) than the gradient of the measured curve (n > 1), the
simulated Voc curve ends up at a lower values than the measured curve at higher
concentration levels.
•
The trends of the ideality factors determined by the measurements for different base
thicknesses correspond with the trends of the ideality factors determined by the
simulation.
All the trends of the 1 Ω cm cell can also be found in the results of the 100 Ω cm cell
shown in Figure 8.4.
1.4
0.82
100 Ω cm p-doped
1.3
0.78
1.2
Voc [V]
0.76
1.1
0.74
0.72
1.0
0.70
50 µm
70 µm
90 µm
150 µm
90 µm (measurement)
0.68
0.66
0.64
1
10
Ideality factor n
0.80
0.9
0.8
100
C [suns]
Figure 8.4: Simulated and measured open-circuit voltages versus concentration for
varying cell thicknesses on a 100 Ω cm substrate. The idealiy factors on the right hand
side are determined by using a polynomial fit of the simulated and measured Voc-curves.
103
8 Modelling of rear-line-contacted concentrator cells
Figure 8.5: The different recombination mechanism versus concentration (taken from
[49]), whereas 1 W/cm2 equals 10 suns.
A comparison with the results of R. Sinton (Figure 8.5, [49]), where the recombination
mechanism in a lightly doped base point-contacted concentrator cell were determined, is
in good agreement with the results in this work. The cell of R. Sinton is also dominated
by the emitter recombination under high-level injection (using lightly-doped base means
high-level injection conditions over 10 suns) and the influence of the Auger
recombination in the base becomes significant over 200 suns.
From all this, it can be concluded that the recombination mechanism in a RLCC cell is
dominated by the emitter recombination due to the highly-doped regions if the base is
under high-level injection (1 Ω cm base > 300 suns; 100 Ω cm > 10 suns). At even
higher injection levels the Auger recombination in the base becomes more and more
important, especially with increasing cell thickness. An ideality factor larger than 1 at
low concentration levels is generated by the interception of the pn-junction with the
surface and by the pn-junction (n = 2). Through this, the two-dimensional simulated
open-circuit voltage can not be optimal fitted to the measured open-circuit voltages at
high concentration levels.
104
8 Modelling of rear-line-contacted concentrator cells
8.3
One-dimensional model for implementing the Voc
characteristics of the RLCC cell
For implementing an one-dimensional model for the RLCC cell, firstly the deviation
between the two-dimensional simulations results and the measurements are
investigated.
The two-dimensional numerical simulation results, shown in this chapter, are performed
for a 90 µm thick symmetry element with a 100 Ω cm substrate. Simulating the cell, the
contact and ohmic grid resistance losses are neglected as described in Chapter 6. For
comparing simulation and measurement results, the ohmic losses are integrated
analytically in the simulation results. For this, the FF losses due to the contact and grid
resistance are estimated by using the following equation [10]
∆FF = FF
Rs ⋅ J sc
,
Voc
Equation 8.6
where ∆FF [%] is the absolute fill factor loss.
The fill factor losses due to the ohmic resistances are integrated in the two-dimensional
simulated results in Figure 8.6.
The comparison between the two-dimensional simulated and the measured data of the
100 Ω cm RLCC cell, presented in Figure 8.4, Figure 8.6 and Figure 8.7 shows that
•
the simulated fill factors are essential higher than the measured fill factors for
concentration levels up to 150 suns.
•
the measured open-circuit voltages are higher than the simulated open-circuit
voltages over 10 suns. This effect is already analysed in Chapter 8.2.
•
the measured dark IV curves deviates strongly from the dark IV curve of a standard
highly-efficient solar cell. The measured dark IV characteristics in Figure 8.7 is a
sign of shunting problems between the emitter and the base. Such shunting
problems are described in [50].
In [51] an one-dimensional numerical model is proposed (see Figure 8.8) in order to
implement shunting effects between the silicon/silicon dioxide interface and the base at
the front side and between the base and the emitter at the rear side. Using this model,
the non-ideal diode characteristics of the RLCC cell (n > 1; see Chapter 8.2) can be
implemented. The diode and the shunting resistance at the front side is necessary for
describing the depletion zone behaviour between 0.1 and 1 suns. These elements are not
really of interest in implementing a concentrator cell for concentration levels up to 200
suns. Thus, the values of the diode and the shunting resistance at the front side are taken
from [52] (Figure 8.8).
105
8 Modelling of rear-line-contacted concentrator cells
0.83
0.82
0.81
100 Ω cm substrate
FF
0.80
0.79
0.78
0.77
FF simulated; 90 µm thick cell
FF measured; 90 µm thick cell
0.76
0.75
1
10
100
Concentration [suns]
Figure 8.6: Comparison of the two-dimensional simulated and measured fill factor
characteristics (Cell: C7W4D9).
0
10
-1
2
Current density [A/cm ]
10
-2
10
measurement results
simulated with PC1D
s
ti c
ris ll
e
t
ac ce
ar lar
h
c so
t
IV
k cien
r
i
a
f
d ef
d
ar hly
d
an ig
st f a h
o
-3
10
-4
10
-5
10
-6
10
-7
10
-8
10
0.0
0.2
0.4
0.6
0.8
Voltage [V]
Figure 8.7: Measured and one-dimensional simulated dark IV characteristics in
comparison with a standard dark IV characteristics of a high-efficiency solar cell.
106
8 Modelling of rear-line-contacted concentrator cells
floating emitter
n=2
Jshunt2 =
Rshunt,floating
= 2222.22 Ω cm2
4.5 E-9 A cm 2
100 Ω cm
n = 1.6
Jshunt1 =
2.2 E-9 A cm
Rshunt,emitter = 666.67 Ω cm2
Rs
2
base
emitter
Figure 8.8: One-dimensional model for describing the non-ideal diode characteristics
and the shunting effects between emitter and base in a 100 Ω cm RLCC cell.
Using a shunting resistance (Rshunt,emitter = 666.67 Ω) at the rear side of the model shown
in Figure 8.8, the shunting effect of the cell can be described.
Using a diode (n = 1.6, Jshunt1 = 2.2x10-9 A cm2) at the rear side of the cell, the non-ideal
diode characteristics can be described at low concentration levels.
Implementing this model in the numerical simulation program PC1D and fitting the
simulated results to the measured dark (see Figure 8.7) and light one sun IV
characteristics of the RLCC cell, the one-dimensional simulated open-circuit voltage
behaviour equals exactly the measured curve (see Figure 8.9). Due to the shunting effect
at the rear side of the cell, the FF behaviour of the cell is strongly decreased at low
concentration levels. This explains the deviation between the measured FF
characteristics and the two-dimensional simulated values in Figure 8.6.
The 1 Ω cm RLCC cell can also be described by this model, whereas the values of the
shunting resistance and the diode at the rear side must be changed (n = 1.45, Jshunt1 =
2x10-10 A cm2, Rshunt,emitter = 1x108 Ω cm2). So, the shunt effect is weaker in the 1 Ω cm
cell than in the 100 Ω cm. A possible physical explanation of this shunting effect is
given in [53]. A small inversion layer is generated between the highly doped n+- and
p++-regions due to the positive surface charge in the SiOx-layer (see Figure 8.10). The pcontact and the n-contact are then shunted along this inversion layer. This inversion
layer is more effective in lightly doped substrates than in highly doped substrates,
because the width of the inversion layer winversion is correlated to the base doping
concentration (winversionr ≈ 1/(Na)1/2). Fortunately, such a shunting effect can be neglected
in solar cells at high incident intensities, because the shunt current density gets saturated
for high concentration levels whereas the generated current density increases. At higher
concentration levels the shunt current density is then negligible small versus the
generated current density.
107
8 Modelling of rear-line-contacted concentrator cells
0.82
Open-circuit voltage [V]
0.80
simulated by using PC1D
measurement data
0.78
0.76
0.74
0.72
0.70
0.68
0.66
0.64
1
10
100
Concentration [suns]
Figure 8.9: One-dimensional simulated and measured Voc characteristics of a 100 Ω cm
RLCC cell (C7W4D9).
It should be mentioned that this simple one-dimensional model can only be used for
simulating precisely the open-circuit voltage characteristics. The fill factor and the
efficiency behaviour can not be exactly described, because the lateral current flow can
not be taken into account in the presented one-dimensional model. Nevertheless, this
simple model gives a good insight in the operation mode of the RLCC cell.
front side
shunt
p++
oxide
------------+++++++++
n+
metal
metal
rear side
Figure 8.10: Shunting effect between the p- and n-contact due to a weak inversion layer
at the Si/SiO2 surface.
108
8 Modelling of rear-line-contacted concentrator cells
8.4
Influence of the bus bars on the RLCC cell performance
In the following the influence of the position of the bus bars on the cell efficiency is
investigated in order to explain the measurement results in Chapter 7.1.
The two-dimensional numerical simulations are executed for the cell C4W3A7 (cell
type B, see Chapter 7.1), which is fabricated on a 120 µm thick 10 Ω cm p-doped
substrate. The distance between a p-finger and a n-finger is 101 µm and the contact
window width is 4%.
In Figure 8.11 the different fill factor behaviours versus concentration of the symmetry
elements are presented. Also network simulations of bus bar elements connected with
the middle symmetry element are shown. The simulated fill factor of the inner
symmetry element is nearly constant up to 80 suns and decreases slowly with increasing
concentration levels over 100 suns. The simulated p-bus bar element shows a decrease
of the FF with increasing concentration levels. The FF of the n-bus-bar element shows
a minimum at 10 suns and increases for higher concentration levels. Combining the
area-weighted IV characteristics of all elements, the IV-characteristics of the complete
RLCC cell can be simulated by using a network simulation.
85
80
Fill factor [%]
75
middle symmetry element
p-bus-bar
network with both bus-bars
network without p-bus bar
n-bus-bar
70
65
60
55
1
10
100
Concentration [suns]
Figure 8.11: Simulation of the different symmetry elements and network simulations
with the symmetry elements.
In Figure 8.12 the measured and simulated FF characteristics are compared. The
relative trends are correctly represented by the network simulations. This shows that the
two-dimensional model is in good agreement with the reality.
109
8 Modelling of rear-line-contacted concentrator cells
In order to analyse the different FF characteristics of the p-bus-bar element and the nbus-bar element, the flow of the majorities in the base (holes) are simulated. The
simulations are performed under maximum power point conditions at 10 suns (see
Figure 8.13 and Figure 8.14).
85
Fill factor [%]
80
75
70
exp.
65
60
sim.
n&p bus bar covered
p-bus bar covered, n-bus bar illuminated
n&p bus bar illuminated
1
10
100
Concentration [suns]
Figure 8.12: Comparison of the network-simulated and measured fill factor
characteristics.
The simulation of the p-bus bar element shows a nearly constant current density of the
majorities (holes) from the front side to the rear side. The generated holes diffuse to the
highly-doped p++-region and flow along the p++-region to the p-contact. The diffusion
path of the majorities equals nearly the thickness of the cell (120 µm) leading to small
FF losses due to the vertical base resistance at high concentration levels.
Simulating the n-bus bar element, the very inhomogeneous current density of the
majorities is visible. The n++-region acts as a recombination centre for the holes. A very
high current density of the majorities is generated at the tips of the p-finger. At this the
lateral diffusion path length of the majorities in the base can be larger than 800 µm (pay
attention to the different scaled axes in Figure 8.14). Due to the long lateral diffusion
path of the majorities the lateral current flow through the base strongly limits the fill
factor.
110
8 Modelling of rear-line-contacted concentrator cells
Figure 8.13: Simulation of a p-bus bar element under MPP conditions at 10 suns. The
contact width of the p-bus bar is at 450 µm. At 900 µm the narrow n-finger is located.
The flow of the majorities is shown.
Figure 8.14: Simulation of the n-bus bar element under MPP at 10 suns. The contact
window of the n-bus bar is at 450 µm. At 900 µm the narrow finger is located. The flow
of the majorities is shown.
As can be seen in Figure 8.11 the FF in the n-bus bar element decreases strongly
between 1 sun and 10 suns due to the longer lateral diffusion path of the majorities
111
8 Modelling of rear-line-contacted concentrator cells
(holes) to the p-contact. At higher concentrations the lateral series resistance losses
decreases and the fill factor increases, because the 10 Ω cm cell is in the transition to
high-level injection conditions leading to an increase of the conductivity of the base.
Taking all this into account, it is important to shorten the diffusion path of the majorities
in the cell. This is also the reason why a broad grid finger distance leads to lower fill
factors than a small grid finger distance.
8.5
Summary of the chapter
The analysis of the recombination effects in the RLCC cells shows that the cell is
dominated by emitter recombination due to the highly doped regions, if the base is in
high-level injection conditions. For very high concentration levels the Auger
recombination becomes significant, especially for cells on substrates thicker than
120 µm. This corresponds to results from the literature [49].
A shunting effect between the emitter and the base and the non-ideal diode
characteristics could be successfully implemented in a one-dimensional model of the
RLCC cell.
Two-dimensional numerical network simulations show that long lateral diffusion paths
of the majorities in the base strongly reduce the fill factor of the cell. Therefore, the bus
bars must be outside of the active cell area and the grid finger distance must be as small
as technological possible.
112
9
The BICON system
At the beginning of this chapter the assembly and the operating mode of the
one-axis tracking concentrator system, which was developed at Fraunhofer ISE
[54], is described. The system is called BICON because it consists of two
concentrator stages. After the characterisation of the components of the
BICON system, outdoor measurements are presented. Using a string of rearline-contacted concentrator cells, a high system efficiency of 16.2% was
reached at around 800 W/m2 direct irradiance under real outdoor conditions.
9.1
Assembly of the BICON concentrator system
Sun
sun
N
23.5°
OE
W
S
RLCC-cells
solar cells
Dielectric
dielectric CPC
secondaries
Parabolictrough
mirror
Polar
tracking
Figure 9.1: Concept of the one-axis
tracking concentrator system called
BICON. Taken from [54].
Figure 9.2: Picture of the BICON system
consisting of mirror, CPC and RLCC cell.
Fraunhofer ISE designed an one-axis tracking PV concentrator system enabling a high
geometrical concentration of around 300x which is shown in Figure 9.1 [54]. This
concentrator system uses a parabolic trough mirror and a three-dimensional second
stage consisting of compound parabolic secondary concentrators (CPCs). The CPCs are
put in one row in the focus line of the parabolic mirror. These CPCs are optimised for
concentrating the sunlight by total internal reflection up to a geometrical concentration
ratio of 7.7x (see Figure 9.7). Together with the first stage concentration of 40.4x, a
geometric concentration of around 300 suns can be achieved. The innovation of this
113
9 The BICON system
system is that the high geometrical concentration of 300x can be reached by using only
one-axis tracking at the summer and the winter solstice and at the equinox (Figure 9.3 to
Figure 9.6). The system is tracked around the polar axis, which is tilted by the degree of
latitude, which is 48° in Freiburg. Standard one-axis tracked systems reach just a
concentration of around 50 suns. The high geometrical concentration is possible due to
the application of the three-dimensional second stage consisting of dielectric CPCs
which have an acceptance angle of θacc,h,v = ± 23.5° (see Figure 9.7). Since this
concentrator system consists of two stages, it is called BICON system.
polaraxis
90°
polaraxis
Figure 9.3: Front view of the BICON
system at the equinox.
Figure 9.4: Lateral view of the BICON
system at the equinox. The rays impinges
perpendicularly on the mirror.
polaraxis
23.5°
polaraxis
Figure 9.5: Front view of the BICON
system at the summer solstice.
Figure 9.6: Lateral view of the BICON
system at the summer solstice. The angle
between mirror and rays is 23.5°
114
9 The BICON system
Figure 9.7: Crossed θin,c/θout,c compound parabolic concentrator (CPC) mounted on a
RLCC cell. The CPCs having a geometrical concentration of around 7.7x are optimised
for concentrating the light by total internal reflectance.
9.2
The construction of the parabolic mirror and of the dielectric
secondaries
In order to realise and fabricate the BICON system, an analytical description of the
system geometry is needed. It is also useful to know how the dimensions of the
components of the system come off. The CPCs were optimised for an acceptance angle
of 23.5° in horizontal and vertical direction [55]. The entry aperture of the CPC is
12.5 mm x 12.5 mm and the exit aperture is 4.5 mm x 4.5 mm leading to the
geometrical concentration of 7.7x.
In order to avoid shadowing losses by the dielectric CPCs onto the mirror, an
asymmetric parabolic mirror instead of a symmetric mirror is used as shown in Figure
9.8. So, the focus line of the mirror is not in the optical path of the incoming sun rays.
The secondaries are directed towards the centre of the mirror which has a focus length f.
The focus length f is chosen to be 579 mm. Using the standard equation of parabolic
mirrors, the shape of the parabolic mirror is then given as
r (ϕ ) =
2f
,
1 + cos(ϕ )
Equation 9.1
where r is the radius and ϕ the angle as shown in Figure 9.8.
The distance of every point on the mirror to the centre of the CPC can now be
calculated by Equation 9.1.
115
9 The BICON system
horizontal
2 ain
2 aout
ϕ
vertical
f
r(ϕ)
centre of the mirror
centre of the CPC
Figure 9.8: The distance r of every point on the parabolic mirror to the centre of the
CPC in dependence of the angle ϕ.
θacc > θS
2 ain
2 aout
horizontal
vertical
θacc
θm
θm
f
Φ
centre of the parabolic
centre of the CPC
mirror
Figure 9.9: The construction of the asymmetric mirror with a focus length f. Symbols
are explained in the text.
The width of the mirror should be chosen in such way that the edge rays of the parabolic
mirror should be reflected onto the centre of the CPC with an angle θm of ± 23.5°
matching with the horizontal acceptance angle of the CPC. This leads to a symmetric
CPC structure because the vertical acceptance angle of the CPCs must also be ± 23.5°
due to the ecliptic of the sun.
116
9 The BICON system
The CPCs are tilted by the angle Φ when they are directed towards the centre of the
mirror and when they are built in the BICON system as shown in Figure 9.9. Using the
trigonometric functions and the angle θm of ± 23.5°, the angle Φ is
cos(Φ ) =
f
a out
tan(Φ − θ m ) .
Equation 9.2
Taking f = 579 mm and aout = 6.25 mm, Φ is 24.07°.
The entry aperture of the BICON system 2ain can then be calculated as
2ain = r (Φ + θ m ) sin(Φ + θ m ) − a out cos(Φ) .
Equation 9.3
The entry aperture 2ain is 505 mm leading to the geometrical concentration of the mirror
of 40.4x.
The parabolic mirror should focus all light coming through the aperture 2ain with an
acceptance angle of θs = ± 0.27° (aperture angle of the sun) onto the entry aperture of
the CPCs (2aout). The horizontal acceptance angle of the system θacc,hor should be
greater than the aperture angle of the sun θs, because every tracking system has a small
tracking error. Using the entry aperture of the CPC of 12.5 mm x 12.5 mm, an
acceptance angle θacc,hor of ± 0.48° can be calculated (Equation 9.4). Thus, the system
must have a tracking tolerance of ± 0.2° which can be easily realised by standard
tracking systems usually having tolerances from ± 0.05° to ± 0.1°.
tan(θ acc ,hor ) = aout cos(θ m )
1 + cos(Φ + θ m )
.
2f
2 l = 2 f tan(θ acc ,v )
cell string
l = f tanθv
Equation 9.4
Equation 9.5
vertical
θv
f
horizontal
mirror
Figure 9.10: The mirror has to be longer than the cell string in order to avoid vertical
edge losses. For θv = 23.5° the extension l of the mirror is 251.75 mm.
Every one-axis tracked concentrating system has end losses as shown in Figure 9.10
[56]. This means that the mirror has to be longer than the cell string in order to
illuminate the complete cell string all year through from the summer to the winter
solstice. The overall extension of the mirror 2 l is 503.5 mm using Equation 9.5.
For the dielectric compound parabolic concentrators used in the BICON system the
following is required:
117
9 The BICON system
•
A vertical acceptance angle θacc,v of ± 23.5° is needed for the summer and the winter
solstice. In order to fabricate a symmetric CPC the horizontal acceptance angle θacc,h
should also be ± 23.5° matching with the mirror.
•
A high concentration with small optical losses is preferred.
•
A homogeneous light distribution on the cell level should be realised.
•
Small losses at the interface between CPC and cell lead to a highly efficient system.
•
A quadratic entry aperture instead of a round entry aperture of the secondaries is
used in order to use all incoming light reflected by the mirror in a focus line.
•
The total internal reflectance condition must be fulfilled in every point of surface of
the CPC.
This all leads to the concept of the crossed θin,c/θout,c CPC [57] as shown in Figure 9.7.
A three-dimensional crossed CPC has a quadratic entry aperture instead of a round entry
aperture of the standard CPC. In order to construct the crossed compound parabolic
concentrator with a refractive index larger than one some new parameters are
introduced. The parabolic surfaces of the secondary are tilted around the constructive
entry angle θin,c (see Figure 9.11). θin,c is given by the required acceptance angle of the
CPC θin,acc of ± 23.5°. The constructive entry angle θin,c can be calculated by using the
Fresnel Equation 9.6, whereas for the BICON system θin,acc, should be a little bit larger
than 23.5° due to scattering effects of the mirror and the tolerance of the tracking
system. The constructive parameter θin,c differs from the optical parameter θin,acc as
shown in Figure 9.11.
The edge ray theorem of non-imaging concentrators [58] establishes that if a
concentrator couples the edge of the phase-space at the entry aperture and the edge of
the phase-space at the exit aperture, then the concentrator couples all the beams at the
entry aperture and the exit aperture. Therefore, all the incoming extreme rays with an
angle θin,acc are reflected by the surface to one end e of the exit aperture of the CPC as
indicated in area A of Figure 9.12.
The simple crossed CPC has a maximum output angle θout of 90°. This leads to coupling
out losses above the exit aperture of the CPC, because the total internal reflectance
condition is not achieved there at the parabolic surface. Using PMMA (n ≈ 1.5) the total
internal reflection condition is achieved for angles ≥ 42° to the normal of the CPC
surface. Therefore, a constructive exit angle θout,c is chosen to be smaller than 90° and a
linear shape instead of a parabolic shape is used above the exit aperture (Figure 9.11).
Using this construction, the total internal reflectance condition is achieved everywhere.
The maximum angle of the outgoing rays is then limited by θout,c. This means that all the
rays of area A in Figure 9.12 are reflected by total internal reflectance to the one end e
of the exit aperture of the CPC, and all rays of area B in Figure 9.12 impinging on the
linear shape of the CPC are reflected with the angle θout,c. Since not all light is reflected
118
9 The BICON system
to the one end e of the exit aperture, a more homogeneous illumination is reached on the
cell level as indicated by the raytracing in Figure 9.12.
B
θin,acc
A
light
2 ain
θ in,c
parabolic
A
θ
in,c
θ
out,c
θ out,c
linear
e
B
2 aout
Figure 9.11: The construction of the CPCs. Figure 9.12: Ray-tracing of the incoming
Taken from [57].
light. Taken from [57]
sin θ in ,acc = ncpc sin θ in ,k .
Equation 9.6
The optimised θin,c/θout,c CPC has an entry aperture of 12.5 mm x 12.5 mm and an exit
aperture of 4.5 mm x 4.5 mm. With θin,c = 16°, θout,c = 50° and ncpc = 1.5 the acceptance
angle of the optimised secondaries θin,acc is then 24.4° (Equation 9.6). Using Equation
2.40, the geometrical concentration of the CPC is 7.72x and the geometrical
concentration of the BICON system is then 312x (Equation 9.7).
C sys = C mirror C cpc = 2a in ,mirror / 2a out ,cpc
Equation 9.7
where 2ain,mirror = 505 mm x 12.5 mm and 2aout,cpc = 4.5 mm x 4.5 mm.
The very high geometrical concentration of the BICON system of 312x is only reached
at the beginning of the autumn and of the spring. Due to the different declination angles
of the sun during one year, the angle of incidence ϕ onto the mirror varies from +23.5°
to –23.5°. This leads to a entry aperture reduction of cos(ϕ) and so, to a variation of the
system concentration between 286x and 312x.
119
9 The BICON system
9.3
Fabrication and characterisation of the CPCs
CPCs made of PMMA (polymethylmethacrylate) or of silicone (Sylgard 184) are
fabricated and their optical performance is tested. The PMMA CPCs are milled and
afterwards they are mechanically polished in order to get a high efficient optical
surface. The silicone CPC are casted and temperature treated before curing. Due to the
thermal extension of the silicone CPC the temperature during the fabrication process
has to be optimised. The optimal temperature was found to be 65°C. The averaged
refractive index of the used PMMA CPC is npmma ≈ 1.5 and of the silicone CPC
nsilicone ≈ 1.5.
Both CPCs are mounted on the cells by using an optically transparent adhesive (Delo
Photobond 4468, n ≈1.5). A PMMA CPC mounted on a RLCC cell was already shown
in Figure 9.7.
9.3.1
Lateral homogeneity of the CPCs
In order to characterise the optical performance of the dielectric CPCs, an optical
mapping system was built up (see Figure 9.13). For this the CPC is mounted on a
concentrator cell and the CPC can be moved by a computer controlled xy-table. The
whole entry aperture of the CPC is then scanned by an infrared laser (wavelength =
985 nm) beam. Due to the total internal reflectance, the laser light goes through the CPC
and impinges on the cell. While moving the CPC, the short-circuit current of the cell is
measured simultaneously by using a lock-in amplifier. These measurements result in a
normalised map of all relative optical losses including all losses due to the reflectance at
the front side of the CPC, the absorption of the CPC, the non-optimal internal total
reflectance and the alignment of the CPC to the cell. The duration of one map depends
on the resolution of the measurement. To achieve a reasonable measurement the
increment of the xy-table is chosen to be 0.15 mm, resulting in a measurement time of
around six hours.
In order to test the homogeneity of the used cells, first a LBIC-measurement is done and
after it the CPC is mounted on the cell. Using the light beam induced current (LBIC)
measurement, the cell is scanned up step by step by a bundled light beam (diameter is
around 150 µm) while measuring the short-circuit current of the cell and all local
inhomogeneities of the cell are detectable. A detailed description of the LBIC
measurement system can be found in [59].
Nevertheless, it is not possible to measure the absolute optical efficiency of the CPC
mounted on a cell with the laser mapping system because
•
the absolute spectral response at 985 nm differs for the mounted cells,
•
the absolute intensity of the laser is not exactly reproducible.
Maps of the different CPCs are presented in Figure 9.14 and Figure 9.15. The maps are
divided by four stripes into nine regions and four different types of regions are visible.
120
9 The BICON system
The cell is in the centre of the map (region 1) and all incoming light has no total internal
reflection before generating current in the solar cell. In region 2 the incoming rays have
one total internal reflectance and in region 3 the rays have two or more reflectances
before being detected by the RLCC cell. In the edge region 4 the rays have multiple
reflection before impinging on the solar cell. This case is indicated in Figure 9.19.
aperture
CPC
cell
laser
xy-table
Figure 9.13: Laser mapping system in order to characterise the optical performance of
the CPCs mounted on cells.
cell C3W1I6 with silicone CPC
150
15
intensity
(normalised)
4
y-axis [mm]
120
12
2
0.5
0.5
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
1
3
90
9
1
4
4
60
6
30
3
4
0
0
30
3
60
6
90
9
120
12
150
15
x-axis [mm]
Figure 9.14: Map of the scanned silicone CPC. The inhomogeneity of the plot means
low optical performance of the fabricated CPC.
121
9 The BICON system
The map of the silicone CPC is obviously more inhomogeneous than the map of the
PMMA CPC. This is due to inhomogeneity of the silicone material caused by the
fabrication process. During curing the silicone CPC, different gradients of the refractive
indices are generated in the silicone material. Additionally, the surface of the silicone
CPC is sticky. Dust on these surfaces leads to strong optical for internal reflectance. The
calculated averaged optical losses for one total internal reflection is around 6% for the
silicone CPC.
cell C4W2I9 with PMMA CPC
15
150
intensity
(normalised)
4
12
120
0.5
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
1.0
1
3
2
y-axis [mm]
9
90
4
1
4
606
3
30
4
0
0
100
3
6
200
9
300
400
12
15
500
x-axis [mm]
Figure 9.15: Map of the scanned PMMA CPC. The homogeneity of the plot means high
optical performance of the fabricated CPC.
In contrast to the silicone CPC the map of the PMMA CPC is much more
homogeneous. This means that the internal reflectance is high and the surfaces of the
CPC are well polished. The averaged losses for one total internal reflectance are only
around 1.8% as will investigated more precisely at the end of this chapter.
The stripes in the shown maps are the highest optical losses of the CPCs. These stripes
are due to the application of the optical transparent adhesive in mounting the CPCs on
the cells. During this mounting process some of the adhesive accumulates around the
exit aperture of the CPC allowing the rays to couple out besides the active cell area and
leading to high optical losses. This effect is indicated in Figure 9.16. These losses are
hardly avoidable if optical transparent adhesive is used and have to be considered in a
calculation of the optical performance of CPCs.
122
9 The BICON system
laser scan
CPC
n = 1.5
edge losses
due to accumulation
of adhesive
active cell area
one reflection
Figure 9.16: During the fabrication process some adhesive accumulates around the exit
area of the CPC leading to coupling out effects of the incoming light.
9.3.2
Absolute optical performance as a function of incidence angle
Using the laser scan system only relative measurements are possible. In order to
determine the absolute optical efficiency of the CPCs, we built up a measurement
system shown in Figure 9.17.
incident light
aperture
cell with CPC
Figure 9.17: Measurement system in order to determine the angular-dependent
efficiency of the CPC.
The angle of incident light onto the CPC, built in the BICON system, varies in the
vertical direction from +23.5° at the summer solstice to –23.5° at the winter solstice. In
order to measure the absolute optical efficiency of the CPC versus the angle of
123
9 The BICON system
incidence, the CPC is tilted between +23.5° and 0° under the sun solar simulator. Using
an aperture around the entrance area of the CPC, only light coming through the entrance
area of the CPC is measured by the mounted solar cell.
The absolute optical efficiency versus the angle of incidence is then calculated by using
Equation 9.8 and Equation 9.9.
η cpc (ϕ ) =
J sc (ϕ )
J sc ,1sun
Equation 9.8
Jsc (ϕ) and Jsc,1 sun are the short-circuit current densities for different angles of incidence
and the short-circuit current density without a CPC at one sun under Standard Test
Conditions, respectively. Jsc (ϕ) is calculated by using the measured Isc(ϕ), which is
corrected by the direction cosines between the entry aperture of the CPC and the sun
simulator and the CPC area of 1.25 cm2.
J sc (ϕ ) =
I sc (ϕ )
cos(ϕ ) ⋅ (1.25 cm) 2
Equation 9.9
1.0
0.9
0.8
JSC(ϕ)/JSC,1Sonne
0.7
0.6
silicone C P C
PMMA CPC
0.5
0.4
0.3
0.2
0.1
0.0
0
5
10
15
20
23.5 25
A ngle ϕ [°]
Figure 9.18: Comparison of the angular-dependent optical efficiencies of the silicone
and the PMMA CPC.
The plot of the optical efficiency versus the angle of incidence (Figure 9.18) shows that
the optical performance of the PMMA CPCs is much better than the optical
performance of the silicone CPC. The PMMA CPC reaches a maximum optical
124
9 The BICON system
efficiency of around 84% while the maximum optical efficiency of the silicone CPC is
only around 79%. The PMMA CPC achieves in contrast to the silicone CPC the
acceptance angle conditions at 23.5° as shown in Figure 9.18.
J sc (23.5°) ≥ 0.9 ⋅ J sc (0°)
Equation 9.10
The averaged measured optical efficiency for angles of incidence between 0° and 23.5°
is 81% for the PMMA CPC and only 75.4% for the silicone CPC [60].
The angular-dependent measurements confirm the two-dimensional maps of the
different CPCs. The angular-dependent optical performance of the PMMA CPC is
higher than the angular-dependent optical performance of the silicone CPC. Therefore,
PMMA is the favourite material for the CPCs in the BICON system.
9.3.3
Determination of the surface roughness
The surface roughness of the CPC is another important parameter to characterise the
optical performance of CPCs. The surface roughness depends on the quality of the
fabrication process and leads to undesirable scattering effects of the rays. Therefore, the
surface of the PMMA CPCs are polished several times after milled, however a small
surface roughness is not avoidable.
The roughness of the CPC surface can be described by using the scattering theory of
Breckmann [61]. In this theory the parameter δRMS is very important. The parameter
δRMS gives information about the absolute value of the altitude difference of a rough
surface in comparison to a smooth surface. If δRMS << λ then it is
r * (δ RMS ) = K r (δ RMS ) ⋅ r .
Equation 9.11
For an ideal total internal reflection is r = 1. r*(δRMS) is the decreased reflection due to
scattering effects. The parameter Kr(δRMS) is given by Equation 9.12.
4πδ RMS cosθ 2
K r (δ RMS ) = exp −
,
λ
Equation 9.12
where θ is the angle of incidence of the light and λ is the wavelength in the dielectric.
Equation 9.12 shows that higher angles of incidence θ result in lower scattering effects.
Only the PMMA CPCs are investigated by the following method because the optical
losses at the surface of the silicone CPCs is not only due to the surface roughness but
also due to e.g. dust on the surface as described before.
Using the map data of the PMMA CPC shown in Figure 9.15 an averaged optical loss
for one reflection can be calculated. For this calculation only laser light with one total
internal reflection should be taken in the calculation. The different ways of the laser
rays through the CPC are shown in Figure 9.19. Taking only rays with one reflection an
averaged optical loss for one reflection is around 1.8%.
125
9 The BICON system
The angle between the laser beam and the normal of the surface of the CPC at the
constructive output angle θout,c is 73° calculated with Equation 9.13 and shown in Figure
9.19. In every other point of the surface this angle between the normal of the CPC
surface and the incident laser light is larger.
θ min =
1
(180° − θ out ,c + θ in,c )
2
Equation 9.13
laser scan
multiple reflections
CPC
n = 1.5
73°
edge losses
due to accumulation
of adhesive
θ out,c
active cell area one
reflection
Figure 9.19: Laser light with no and one reflection during the laser scan process of the
CPC.
Using Equation 9.12, θout,c = 73° and an optical loss of 1.8% for one reflection, the
surface roughness of the PMMA CPC δRMS is 36 nm. In another work [57] the surface
quality of CPCs was measured using an atomic force microscope. δRMS is around 15 nm.
But the measurement spot of the AFM was only around 600 µm2 in that work and it was
also shown that the surface roughness depends strongly on the measurement spot. So, a
weak improvement of the optical quality of our CPCs should be possible, but the quality
of the fabricated CPCs should be high enough to realise a highly efficient concentrator
system.
9.4
Indoor characterisation of the system under concentration
The angle of incident sun light onto the BICON system varies between –23.5° and
+23.5° in the vertical direction. In order to estimate the system performance all year
through, the efficiency of a cell mounted on a CPC is measured versus the angle of
incidence under a concentration of 200 suns using the constant light simulator (KoSim).
For this a CPC together with a cell is mounted on a passive heat sink and the CPC is
turned around the axis from 0° to 23.5° as shown in Figure 9.17. There is no active
126
9 The BICON system
cooling of the cell, thus the influence of the temperature on the cell performance versus
the angle of incidence can be observed as under real outdoor conditions. Additionally,
the cell performance is shown under Standard Test Conditions in order to clarify the
temperature effects on the cell performance versus the angle of incidence at 200 suns.
It should be mentioned that the light of the KoSim impinging on the CPC is not exactly
parallel. Thus, the angle between the incoming light and the entrance aperture of the
CPC is not exactly determinable and the measurement results give just an estimation of
the system performance versus the angle of incident light under realistic outdoor
conditions.
The light concentration on the cell level decreases with increasing angle of incidence
due to the optical direction cosines of the incident irradiation to the normal of the entry
aperture of the CPC. The light concentration on the cell level Ccell,indoor is calculated by
using Equation 9.14. Ccell,indoor decreases from 198.4 suns at an angle of incidence of 0°
to 106.5 suns at 23.5°.
C cell ,indoor (ϕ ) =
I sc ,indoor (ϕ )
Acell ⋅ J sc ,one − sun
Equation 9.14
where Isc,indoor(ϕ) is the measured short-circuit current, Acell is the active cell area and
Jsc,one-sun is the one sun current density without CPC under Standard Test Conditions.
The cell efficiency ηcell,indoor(ϕ) versus the angle of incident light is shown in Figure
9.20. ηcell,indoor(ϕ) is calculated by using the measured angular-dependent Voc,indoor(ϕ)
and by using the angular-dependent measured FFindoor(ϕ). ηcell,indoor(ϕ) is given by
inserting Equation 9.14 in Equation 9.15.
η cell ,indoor (ϕ ) =
Pmpp ,indoor
C cell ,inddor (ϕ ) ⋅ G ⋅ Acell
Equation 9.15
where G = 0.1 W/m2.
η cell ,indoor (ϕ ) =
Voc ,indoor (ϕ ) ⋅ FFindoor (ϕ ) ⋅ J sc ,one sun
G
Equation 9.16
The cell efficiency ηcell,indoor(ϕ) increases with increasing angle of incidence (Figure
9.20) because the light concentration on the cell level comes closer to the cell optimum
concentration of around 90 suns for increasing angles of incidence leading to an
increase of FFindoor(ϕ) and thus to an increase of ηcell,indoor(ϕ).
127
9 The BICON system
198.4
189
Concentration [Suns]
163.2 150 137 122 106.5
174.8
21.2
21.0
Efficiency [%]
20.8
20.6
20.4
ηcell,indoor
20.2
20.0
19.8
0
5
10
15
20
25
Angle [°]
Figure 9.20: Efficiency ηcell,indoor(ϕ) versus the angle of incident light. On the upper xaxis the angular- dependent light concentration on the cell level is plotted.
Another interesting effect is that the angular-dependent Voc,indoor(ϕ) stays nearly stable
for all angles of incidence. In Figure 9.21 the open-circuit voltage Voc,indoor(ϕ) and the
temperature of the cell are plotted versus the angle of incidence and the concentration,
respectively. The cell temperature is calculated by using the measured Voc,indoor(ϕ) and
the measured temperature coefficient of around –1.47 mV/°C at 200 suns. The angulardependent open-circuit voltage Voc,indoor(ϕ) is constant due to two oppositional effects.
The lower light concentration on the cell level leads to lower Voc,indoor(ϕ)-values for
decreasing concentration. But with decreasing concentration on the cell level, the
temperature also decreases and so, Voc,indoor(ϕ) increases. Due to these oppositional
effects, the open-circuit voltage Voc,indoor(ϕ) stays nearly stable for all angles of
incidence.
As described in [62] an inhomogeneous light intensity on the cell level would lead to
strong fill factor losses at high concentrations. This is due to the fact that intensity peaks
on the cell level generate locally high current densities leading to high FF losses. In
Figure 9.22 the fill factor of the cell under STC (FFSTC) is compared with the angulardependent FFindoor(ϕ) under high concentration. FFindoor(ϕ) is lower than FFSTC due to
the higher temperature under high concentration. Since the gradient of both curves does
not deviate strongly, the intensity profile should be reasonably homogenous on the cell
level for all angles of incidence. This means that the intensity profile on the cell level
should be reasonably homogeneous all year through leading to a high cell performance
in the BICON system.
128
9 The BICON system
189
137
122 106.5
Voc,STC ~ ln(C)
800
58
56
790
Voc [mV]
Concentration [Suns]
174.8
163.2 150
T(ϕ) on the cell level and with CPC
54
780
52
770
Temperature [°C]
198.4
50
760
Voc,indoor,with CPC ~ - 1.47 mV T/25°C * ln(C)
48
750
0
5
10
15
20
25
Angle [°]
Figure 9.21: Voc,indoor(ϕ) and the temperature versus the angle of incidence. On the
upper x-axis the angular-dependent light concentration on the cell level is plotted.
84
C7W1G2, FFSTC
C7W1G2, FFindoor(ϕ) with CPC
82
FF [%]
80
78
76
74
72
80
100
200
300
Concentration [suns]
Figure 9.22: Comparison of the FFSTC of the cell measured under Standard Test
Conditions versus incident irradiation and the FFindoor(ϕ) of the cell mounted on a CPC
measured versus the angle of incidence and the concentration, respectively.
129
9 The BICON system
9.5
Outdoor measurements of the BICON system
For an outdoor test of the BICON system a cell receiver consisting of six RLCC cells,
six PMMA CPCs and a massive heat sink is built up (Figure 9.23). The six cells are
series-interconnected and the BICON system is mounted on the two-axes tracker at
Fraunhofer ISE, Freiburg. Thus, the angle of incidence of the direct sun irradiance is
always 0°. One of the typical efficiency curves of the RLCC cells which are integrated
into the cell receiver is shown in Figure 9.24. In contrast to the best cell, fabricated in
this work, the used cells peak at a concentration of around 90 suns and reach a
maximum efficiency of around 23.3% to 23.6%. The cells used in this experiment were
fabricated in previous batches.
Figure 9.23: Cell receiver consisting of six RLCC cells, six PMMA CPCs and a massive
heat sink. The cells are series-interconnected.
Due to shadowing losses on the mirror caused by the massive heat sink the geometrical
concentration of the parabolic mirror is 38.4x instead of 40.4x. Together with the
geometrical concentration of 7.72x of the CPC the geometrical concentration of the
system tested under real condition is 296.5x.
A typical measured IV-curve of the BICON system is shown in Figure 9.25. The total
system efficiency is 16.2% at a direct irradiance of 797.4 W/m2 and an ambient
temperature of 18.5°. The output power of the cell receiver is 4.65 W and a very high
system fill factor of 75.4% was reached at the high geometrical concentration of 296.5x.
Due to these good results the illumination on the cell level must be quite homogenous
and the series resistance of the interconnection of the cells must be very small. In
comparison to this result best commercially available flat module efficiencies, measured
at PVUSA Testing Conditions (AM 1.5g, 1000 W/m2, 20°C ambient temperature, 1
m/sec wind speed) for mono-crystalline silicon and multi-crystalline silicon, are only
11.7% and 11.2 %, respectively [63].
130
9 The BICON system
84
23.5
23.0
Efficiency [%]
22.0
80
21.5
78
21.0
20.5
Fill factor[%]
82
22.5
76
20.0
74
19.5
1
10
100
Concentration [Suns]
Figure 9.24: Typical efficiency and fill factor curve of a RLCC cell integrated into the
cell receiver. The cells were fabricated in one of the previous batches and reach
maximum efficiencies of 23.3% to 23.6% at around 90 suns.
5
1400
1200
4
3
800
600
2
FFoutddor= 75.4%
400
Gin,outdoor= 797.4 W/m
Pout,outdoor= 4.65 W
ηsys,outdoor= 16.2%
200
0
Power [W]
Current [mA]
1000
0
1
2
2
3
1
4
5
0
Voltage [V]
09.03.2005, H:\Dokarbeit\Abbildungen Andi\concentrator system\abb_cs_5_2.opj
Figure 9.25: Outdoor measurement results of the BICON system. The used cell receiver
consists of six RLCC cells and six PMMA CPCs. An system efficiency of 16.2% is
reached at a direct irradiation of 797.4 W/m2.
A detailed analysis of the efficiencies of the components is given in Table 9.1. The total
system efficiency ηsys,oudoort is calculated by dividing the output power Pout,outdoor by the
131
9 The BICON system
input power Pin,outdoor using Equation 9.17. The direct irradiation density Gin,outdoor is
measured using a pyrheliometer [62].
η sys ,outdoor =
Pout ,outdoor
Pin ,outdoor
=
Pmpp ,outdoor
Gin ,outdoor ⋅ Ain ,outdoor
,
Equation 9.17
where Pmpp,outdoor = 4.65 W, Gin,outdoor = 797.4 W/m2, Ain,outdoor = 0.036 m2.
The averaged efficiency of the cells ηcell,outdoor integrated into the concentrator and
measured under real outdoor conditions is calculated as following:
η cell ,outdoor =
Pmpp ,outdoor ⋅ J sc ,one sun
Σ cell ⋅ I sc ,outdoor ⋅ G
,
Equation 9.18
where Σcell =6, Jsc,one sun = 36.7mA/cm2, Isc,outdoor = 1367.5 mA, G = 0.1 W/m2.
The BICON system is mounted on a two-axis tracking system. Therefore, the optical
efficiency of the CPC is given in Figure 9.18 at an incident angle of 0° (81% averaged).
Using ηsys,outdoor, ηcell,outdoor and the optical efficiency of the CPC, the optical efficiency
of the mirror ηmirror,outdoor is 95.7% (Equation 2.60).
Component
Efficiency [%]
RLCC cell
20.9
CPC
81
CPC and RLCC cell
16.9
Mirror
95.7
System
16.2
Table 9.1: The efficiencies of the components of the BICON system measured under
realistic outdoor conditions.
The measured cell efficiency is 20.9% instead of the 22.5% under Standard Test
Conditions. The cell efficiency loss of 1.6% is mainly due to the increased cell
temperature and due to the series interconnection of the cells under realistic outdoor
conditions. The averaged measured Voc,outdoor of the integrated cells is 737 mV instead of
806 mV under STC. Taking into account the measured temperature coefficient of –
1.48 mV/°C, the outdoor cell temperature is 46.6°C. Cells integrated into a flat module
have typically a temperature of around 50°C at 1000 W/m2 global incident irradiance.
So, although working at high concentration there are no temperature problems in the
BICON system using only passive cooling.
The innovation of the BICON system is the high geometrical concentration in an oneaxis tracking system by using CPCs as secondaries. One-axis tracking of this system
132
9 The BICON system
means that the angle of incident light varies between +23.5° and – 23.5° over the year.
Therefore, the system performance under different angle of incident light is of interest.
For an estimation of the system performance the angular-dependent optical efficiency of
the CPC in Chapter 9.3 and of the cell mounted on a CPC in Chapter 9.4 are used. The
optical mirror efficiency should be angular-independent and is 95.8%. The system
efficiency is calculated by Equation 9.19 and is shown in Figure 9.26.
η sys (ϕ ) = η cell ,indoor (ϕ ) ⋅ η mirror ,outdoor ⋅ η CPC ,indoor (ϕ )
Equation 9.19
In Figure 9.26 the system efficiency is set to 16.2% at 0° as measured under outdoor
conditions. The system efficiency increases slowly from 16.2% to 16.4% at 10° before
decreasing from 16.4% to 15.2% at 23.5°. Thus, the variation of the BICON system
efficiency should be relatively small all year through.
The parabolic mirror concentrates the light into a line focus and the solar string is
mounted along this line. At the summer and winter solstice, when the declination
reaches its maximum value of +23.5° and –23.5°, the length of the mirror has to be
increased by 2l to obtain a full illumination of the receiver as shown in Figure 9.10. For
a 15 m long parabolic mirror the end losses of the system would then be 2 x 0.2632 m.
The calculated system efficiency ηsys including these end losses would be 15.6% at 0°
(Table 9.2).
0.80
21
Optical efficiency [%]
0.78
20
0.76
0.74
19
optical efficiency
0.72
18
0.70
17
system efficiency
0.68
0.66
Electrical Efficiency [%]
cell efficiency
16
0.64
0
5
10
15
20
15
23.5
Angle [°]
Figure 9.26: The optical and electrical performance of the BICON system for different
angles of incidence. The system efficiency should stay nearly stable all year through.
Using the best cells fabricated in this work (25% around 100 suns), a cell efficiency of
22.5% at around 200 suns seems to be realistic under outdoor measurement conditions.
133
9 The BICON system
With the 25% efficient cells the outdoor system efficiency could be improved to 17.5%
or to 16.9% including the end losses of the mirror.
Component
Measured system
efficiency under outdoor
conditions
Realistic system potential
with our 25% RLCC cells
RLCC cell
20.9%
22.5% (≈ 25% under STC)
CPC
81%
81%
Mirror
95.7%
95.7%
System without edge losses 16.2%
17.5%
System with edge losses
16.9%
15.6%
Table 9.2: The BICON system efficiency estimated for a 15 m long parabolic mirror and
for the application of the 25% efficient RLCC cells.
9.6
Summary of the chapter
The innovative BICON system reaching a geometrical concentration of around 300x
was tested under realistic outdoor conditions. An outdoor system efficiency of 16.2% at
797.4 W/m2 and 18.5°C ambient temperature was reached. For this a cell receiver
consisting of six RLCC cells, six PMMA CPCs and a massive heat sink were integrated
in the concentrator system. Taking our best 25% efficient cells the system efficiency
could be improved to 17.5% under realistic outdoor conditions. A detailed analysis of
the angular-dependent efficiency of the BICON system shows that the system
performance should stay nearly stable all year through. The measured efficiency of
16.2% is quite high if comparing with 11.7% and 11.2% of best commercially available
flat module efficiencies, measured at PVUSA Testing Conditions (AM1.5g, 1000
W/m2, 20°C ambient temperature, 1 m/sec wind speed) for mono-crystalline silicon or
multi-crystalline silicon, respectively [63]. The main difference in the system efficiency
between the BICON system and the flat modules is due to the application of costeffective solar cells in the flat modules and due to the application of highly-efficient
concentrator cells in the BICON system. The cost-effective solar cells are less efficient
and have a higher temperature coefficient of -1.7 mV/°C than the RLCC cells resulting
in a lower system efficiency. For all these reasons the optimisation and integration of
the system components into the concentrator system was successful and led to a highly
efficient one-axis tracking concentrator concept which have the chance for a cost
reduction of solar generated electricity.
134
10
Conclusions
10.1
Summary
The performance of the rear-line-contacted silicon concentrator (RLCC) was
investigated experimentally with a series of different cell structures. For this a set of
masks was designed for processing 85 different solar cells on one single wafer
(Chapter 4). The optimisation study in Chapter 7 and 8 shows that the grid finger
distances and the non-metallised region between two fingers should be as small as
technological possible. Also, the bus bars must be outside of the illuminated cell area in
order to avoid high fill factor losses and RLCC cells on 100 Ω cm substrates should
reach higher efficiencies than 1 Ω cm cells at high concentration levels. The substrates
should be thinner than 100 µm in order to avoid fill factor losses due to the series
resistance of the base. A RLCC cell, which incorporates most of the optimised features,
resulted in 25% efficiency at around 100 suns.
In Chapter 8.2 it is shown that the recombination mechanism are dominated by the
emitter recombination due to the highly doped region of the RLCC cell, since the base
is in high-level injection. At even higher injection the influence of the Auger
recombination in the base becomes more and more important, especially with increasing
cell thickness. This recombination behaviour is in good agreement with results from the
literature.
For describing the physical effects in the RLCC cell, an one-dimensional and a twodimensional numerical model were developed in Chapter 8.3 and 8.4. The shunting
effect between the emitter and the base at the rear side of the cell, the non-ideal diode
characteristics of the cell and the influence of the bus bars could be fully described by
these theoretical models. The developed models can be used as a guidance and for
predictions for future cell designs.
The optical performance of the compound parabolic concentrators (CPC) used as
second stage in the BICON concentrator system have been fully characterised in
Chapter 9.3. Angular-dependent measurements show that the CPCs mounted on cells
reach the acceptance angle condition at ± 23.5°, which is necessary for an application in
the BICON system. Measurements of the surface roughness show that the optical
quality of the CPCs is high. Using a two-dimensional laser mapping system, all optical
losses of a CPC mounted on a RLCC cell could be detected. The highest optical losses
are generated at the exit aperture of the CPC. In mounting the cells on the CPCs, some
adhesive accumulates around the exit aperture of the CPCs allowing light to couple out.
These optical losses are hardly avoidable in mounting cells on the CPC and must be
considered in an estimation of the optical performance of CPCs mounted on cells. High
135
10 Conclusions
averaged optical efficiencies of 81% were reached for PMMA CPCs mounted on RLCC
cells.
Finally a complete cell receiver consisting of six rear-line-contacted concentrator cells
and six CPCs were successfully integrated into the BICON system (Chapter 9.5). A
system efficiency of 16.2% at around 800 W/m2 under realistic outdoor conditions
could be realised. This is around 4% absolute higher than system efficiencies of
standard commercial available flat-plate modules under PVUSA Testing Conditions
(AM 1.5g, 1000 W/m2, 20 °C ambient temperature, 1 m/sec wind speed). One reason
for this is that the highly-efficient concentrator cells used in concentrator applications
are more efficient than the standard low-cost solar cells used in flat-plates. Additionally,
the percentage power decrease is in flat-plate modules at one sun higher than in
concentrator applications at high concentration levels.
A detailed analysis of the BICON component efficiencies indicates that the BICON
system efficiency should stay nearly stable all year through and efficiencies of over
17.0% may be realised in the near future if applying the 25% efficient RLCC cells.
10.2
Outlook
Taking the results of this work into account, improvements in the cell performance may
be reached by
•
the fabrication of RLCC cells with small grid structures on 100 Ω cm p-doped
substrates.
•
using thinner substrates than 90 µm for decreasing fill factor losses in the base. For
this the light trapping in the cell must be further improved by using e.g. a textured
rear side or increasing the metal coverage on the rear side of the cell.
•
using a double-layer metallisation on the rear side of the cell for soldering the
complete rear side of the cell on a substrate. For this a thin passivation layer (SiNx)
could be applied on the grid structure. On the passivation layer two broad
electrically isolated bus bars could be evaporated perpendicularly to the finger
structure, whereas one bus bar is contacted through the passivation layer with all pfingers and the other bus bar with all n-fingers. Using a double–layer metallisation,
the bus bars can be integrated into the active cell area, leading to a higher cell
packaging on the wafer and thus, to lower costs for one cell.
Using these improvements, RLCC cell efficiencies of over 26% seems to be possible.
For improving the BICON system the following should be tested
•
A cell string with 25 % efficient RLCC cells should be integrated in the BICON
system.
136
10 Conclusions
•
A double layer antireflection coating could be applied on the cell in order to
improve the optical performance of the cell. The double layer antireflection coating
leads to a better optical coupling to the CPC material with a refractive index of
around 1.5.
•
In order to improve the UV stability of the system the CPCs could be made of glass
instead of PMMA
Using these improvements, BICON system efficiencies of over 17% seems to be
realistic in the near future.
Two-stage concentrator concepts are the concentrator systems of the future, because the
application of a second stage allows
•
to increase the concentration factor.
•
to flatten the light profile on the cell level and thus, to reduce the fill factor losses in
avoiding high local current densities.
•
to increase the tracking tolerance.
•
to encapsulate the cell leading to a high durability and reliability of the system.
It is hoped that the cell results and concentrator system results in this work will be
helpful for further progress in the concentrator technology and for bringing the
concentrator technology closer to the commercial photovoltaic market.
Deutsche Zusammenfassung
In dieser Arbeit wurde eine rückseitig kontaktierte Silizium-Konzentratorsolarzelle
(RLCC) für den Einsatz in einem zweistufigen Konzentratorsystem entwickelt. Die
Zellstruktur wurde mit Hilfe einer Zellparameterstudie optimiert. Hierfür wurde ein
Maskensatz entworfen, mit dessen Hilfe 85 unterschiedliche RLCC Zellen auf einem 4
Zoll Wafer hergestellt werden konnten (Kapitel 4). Die Optimierungsstudie (Kapitel 7
und 8) zeigte, dass die Fingerabstände und die nicht metalisierten Bereiche zwischen
einem p- und einem n-Finger so klein wie irgendwie technologisch möglich gehalten
werden müssen. Zusätzlich sollten die Zellbusse außerhalb des beleuchteten
Zellbereichs liegen, um hohe Füllfaktorverluste zu vermeiden. Mit Hilfe von
hochohmigen Substraten (100 Ω cm) lassen sich höhere Wirkungsgarde bei höheren
Sonnenkonzentrationen erreichen als auf niederohmigen Substraten (1 Ω cm). Die
Substrate sollten dünner als 100 µm sein, um hohe Füllfaktorverluste durch den
seriellen Widerstand in der Basis zu vermeiden. Zum Abschluss der
Parameteroptimierungsstudie wurde ein Zellwirkungsgrad von 25% bei ca. 100 Sonnen
erreicht.
137
10 Conclusions
In Kapitel 8.2 wurde gezeigt, dass die Rekombinationsmechanismen in der RLCC Zelle
durch Rekombinationsverluste in den hoch dotierten Bereichen dominiert werden,
sobald sich die Basis der Zelle in Hochinjektion befindet. Bei noch höheren
Lichtkonzentrationen stieg der Einfluss der Auger- Rekombination an, vor allem bei
steigender Substratdicke. Dieses Zellverhalten stimmt mit Ergebnissen aus der Literatur
überein.
Zur Beschreibung der physikalischen Effekte in der RLCC Zelle wurde ein
eindimensionales und ein zweidimensionales numerisches Model entwickelt
(Kapitel 8.3 und 8.4). Folgende Effekte konnten mit Hilfe der Modelle detailliert
beschrieben werden: das Kurzschlussverhalten zwischen dem Emitter und der Basis der
Zelle, die nicht ideale Diodencharakteristik der Zelle und der Einfluss der Zellbusse auf
die Zellleistung. Diese numerischen Modelle können in zukünftige Arbeiten auf diesem
Gebiet genutzt werden.
Die sogenannten Compound Parabolic Concentrators (CPCs), welche als zweite Stufe in
dem Konzentratorsystem zum Einsatz kommen, wurden in dieser Arbeit optisch
charakterisiert. Winkelabhängige Messungen zeigten, dass die CPCs die notwendige
Akzeptanzwinkelbedingung von ±23.5° erfüllen. Messungen der Oberflächenrauheit
ließen auf optisch hocheffiziente Oberflächen schließen. Mit Hilfe eines
zweidimensionalen Laserabtastverfahrens konnten alle optischen Verluste im CPC und
zwischen CPC und Zelle detektiert werden. Die optischen Verluste im CPC und
zwischen CPC und Zelle lagen unter 20%. Die optischen Verluste wurden hierbei über
den Einfallswinkel in den CPC gemittelt.
Zum Abschluss der Arbeit wurde ein kompletter Zellempfänger bestehend aus sechs
RLCC Zellen, sechs CPCs und einer massiven Wärmesenke aufgebaut. Dieser
Zellempfänger wurde in das zweistufige Konzentratorsystem (BICON) eingebaut und
unter realistischen Außenbedingungen getestet. Systemwirkungsgarde von über 16% bei
ca. 800 W/m2 direkter Sonneneinstrahlung wurden unter realistischen
Außenbedingungen erreicht. Diese Systemwirkungsgrade liegen um 4% absolut höher
als die Wirkungsgrade von Standard- Flachmodulen unter PVUSA Testbedingungen
(AM 1.5g, 1000 W/m2, 20°C Umgebungstemperatur, 1 m/s Windgeschwindigkeit).
Eine detaillierte Analyse des kompletten BICON Systems zeigte, dass die hohen
Systemwirkungsgrade das ganze Jahr hindurch erreicht werden können und, dass
Systemwirkungsgrade von über 17% mit Hilfe der neuesten Generation von Zellen
erreichbar sein sollten.
138
11
Appendix:
11.1
Detailed fabrication flow of the RLCC cell
At first it should be mentioned that processing highly-efficient solar cells differs
strongly from the fabrication of micro-electronic devices due to the fact that both sides
of the wafer are used as an active part of the solar cell. In the following the sequence of
the fabrication process, especially the photo lithography technique, is listed in detail,
whereas the critical fabrication steps are highlighted in the text. For the fabrication
process, different resists were tested. After the optimisation study, the complete cell
process could be realised with three different resists in combination with two
developers:
Thin resist: developer 1,
Standard resist: developer 1,
Thick resist: developer 2.
The first optical lithography step transfers the p++-patterns of the RLCC cell to the thin
resist on the rear side of the cell, whereas front and rear side of the wafer is firstly
arbitrary. The smallest pattern of the p++-mask is 3 µm. The applied resist allows a
resolution down to 1 µm. On the front side the standard resist is applied in order protect
the front side of the cell against the etching of the insulating layer and so, against the
boron diffusion process. The optimised processing steps are listed in Table 11.1.
Process: p++-diffusion
Condition
Grinding both sides of the wafer
Thickness of the substrate: 70 µm - 130 µm
RCA-cleaning
Masking SiO2 layer
Temperature: 1050°C, process time: 150 min, DCE,
oxide thickness: 200 nm
Coating of the front side
Resist: Standard resist, spin speed = 2000 rpm and
3000 rpm, spin time = 5sec and 20 sec
Pre-exposure baking
138°C, 2 min
Coating of of the rear side
Resist: Thin resist, spin speed: 2000 rpm and 3000
rpm, spin time: 5sec and 20 sec
Pre-exposure baking
110°C, 2 min
Exposure of the rear side
p++-mask, eposure time: 3 sec, distortion of the
wafer = 3°
First post-baking
110°, 2 min
Developing
30 sec, developer 1, 1:3
139
11 Appendix:
Second post-baking
110°, 2min
SiO-etch
4 min
Stripping resist
Plasma etching, 20 min
HNF-cleaning
Pre-deposition boron
Temperature: 870°, process time: 30 min
Drive-in diffusion
1075°, 120 min
Etching of the boron oxide
HF (50%), 2 min
Masking SiO2 layer
1050°C, 20 min, DCE, oxide thickness: 80 nm
Table 11.1: Processing steps for the deep p++-diffusion resulting in a 32 Ω/ sheet
resistance of the boron doped region.
In order to align the masks of the RLCC cell to the substrates, symbols must be etched
on the front and on the rear side of the wafer using an anisotropic KOH etch. In the
RLCC fabrication process the inverted pyramids and symbols are etched,
simultaneously. So, only one thermal oxidation process and one anisotropic etch are
applied making the fabrication process simpler and faster. For this, it is essential first to
coat and exposure the front side of the wafer and after this to process the rear side as
presented in Table 11.2. The anisotropic etch of the wafer is a mixture of KOH (8%)
and water leading in an orientation dependent etching of the substrate [34].
Process: inverted pyramids and symbols etch
Condition
Coating of the front side
Thin resist
Pre-exposure baking
2 min, 110°C
Exposure of the front side
Inverted pyramids-mask, alignment of the rear side
to the front side, 3 sec
Coating of of the rear side
Thin resist
Pre-exposure baking of the rear side, first postbaking of the front side
2 min, 110°C
Exposure of the rear side
Symbol-mask, 3 sec
Developing
20 sec, developer 1, 1:5
First post-baking of the rear side, second postbaking of the front side
2 min, 110°
SiO-etch
3 min
Stripping resist
Plasma oxidation, 20 min
Etching of the inverted pyramids and the crosshairs
KOH (8%), 80°C, 10 –12 min
Etching of the oxide layer
HF (50%), 1 min
140
11 Appendix:
HNF-cleaning
Masking SiO2 layer
1050°C, 150 min, DCE, 200 nm
Table 11.2: Processing steps for etching the inverted pyramids and the symbols on the
front side and the crosshairs on the rear side simultaneously.
For the n++-diffusion on the rear side of the wafer the thin resist is applied and the
complete textured front side must be coated two times with the standard resist in order
to coat completely the tips of the inverted pyramids (Table 11.3).
Process: n++-diffusion
Condition
Coating of the front side two times
Standard resist
Pre-exposure baking of the front side
2 min, 138°C
Coating of the rear side
Thin resist
Pre-exposure baking of the front side
2 min, 110°C
Exposure
n++-mask, 3 sec
Developing
20 sec, developer 1, 1:5
SiO-etch
4 min
Stripping of the resist
Plasma oxidation, 20 min
HNF cleaning
Diffusion of the deep emitter
Predeposition: 30 min, 840°C, drive-in: 30 min
840°C,
SiO-etch of the phosphorus oxide
30 sec
Masking SiO2-layer
1050°C, 90 min, DCE, 150 nm, drive-in n++-emitter
Table 11.3: Processing steps for the deep n++-diffusion resulting in a 19 Ω/ sheet
resistance of the n++-doped region.
The shallow floating emitter of the front side and the emitter on the rear side are
processed in one diffusion process. Since the smallest dimensions of the local diffusions
is around 10 µm, the standard resist is applied. For a complete developing of the
textured front side a 40 sec long front side exposure is necessary (Table 11.4).
Process: n+-diffusion
Condition
Coating of the front and of the rear side
Standard resist
Pre-exposure baking of the front and the rear side
2 min, 110°C
Exposure of the rear side
n+-mask, 7 sec
Exposure of the front side
Floating emitter-mask, 40 sec
141
11 Appendix:
Developing
40 sec, developer 1, 1:3
SiO-etch
4 min
Stripping of the resist
Plasma oxidation, 20 min
HNF cleaning
Diffusion of the shallow emitter
Predeposition: 30 min, 790°C, drive-in: 30min
790°C,
SiO-etch of phosphorus oxide
4 min
Antireflection SiO2-layer
38 min, 1050°C, DCE, 105 nm, drive-in n+-emitter
and post-oxidation-anneal t= 60 min,
Table 11.4: Processing steps for the shallow n+-diffusion on the rear side and of the
floating emitter on the front side resulting in a 125 Ω/ sheet resistance of the n+-doped
regions.
For the contact windows the high resolution resist 1 is used. The plasma stripping
process would attack the surface of the antireflection layer. Therefore, acetone is used
for stripping the resist (Table 11.5).
Process: contact windows etch
Condition
Coating of the front side two times
Standard resist
Pre-exposure baking two times
2 min, 138°C
Coating of the rear side
Thin resist
Pre-exposure baking
2 min, 110°C
Exposure of the rear side
Contact window-mask, 3 sec
First post-baking
2 min, 110°C
Developing
20 sec, developer 1, 1:5
Second post-baking
2 min, 110°C
SiO-etch
3 min
Stripping of the resist
3 times acetone
Table 11.5: Processing steps for contact windows on the rear side of the cell.
The difficulty in processing the rear-side metallisation is that the evaporated metal
between the n-finger and the p-finger must be completely lifted off and the nonmetallised area must be free of metallic particles to avoid shunting effects between the
n-and the p-contact. Additionally, a high aspect ratio must be achieved due to the 3-5
µm thick rear-side metallisation. Different image reversal resists and positive resists
were tested [64]. Using image reversal resists, high aspect ratios and high resolutions
are possible, but the exposed areas are not attacked by the remover in the image reversal
process in contrast to the positive resist process. The exposed resist is then left as the
image of the opaque mask pattern. Since the opaque mask pattern is not completely
142
11 Appendix:
transferred to the resist due to hardly avoidable defects of the chromium mask or small
particles on the mask the metal can not be lifted off completely between the n- and pfinger leading to shunting effects. Therefore, a positive thick lift-off resist was chosen
(Table 11.6).
p-finger
p-bus bar
n-Finger
contact
window
contact
window
p-silicon
n+-diffusion
p-silicon
Figure 11.1: Photograph of one part of the metallised rear side of the cell.
The thick resist for high aspect ratios was applied allowing a high resolution of around 3
µm and a rear side metallisation thickness of up to 5 µm using the lift-off techique with
utrasonic.
Process: metallisation
Condition
Coating of the front side two times
Standard resist
Pre-exposure baking two times
2 min, 138°C
Coating of the rear side
Thick resist, spin speed = 500 rpm and 2500 rpm,
spin time = 5 sec and 60 sec
Post baking
3 min, 110°C
Exposure of the rear side
90 sec, metallisation-mask
Developing of the resist
Developer 2, 1:3, 2min 30 sec mask
SiO-etch
10 sec
Rinser- dryer
20 min
Electron beam evaporation
50 nm Ti, 50 nm Pd, 3 µm Ag or 3 µm Al
Lift-Off
Acetone with ultrasonic
Annealing
25 min, 425°C, N2H2
Measurement of the cells
Table 11.6: Processing steps for the 3 µm thick rear side metallisation.
143
11.2
Shortcuts
Shortcuts
Meaning
AM
Air mass
AM 1.5d
Terrestrial spectrum of the sun with air mass 1.5
AM 1.5g
Terrestrial spectrum of the direct irradiation of the sun with air mass 1.5
AOD
Aerosol optical depth
BICON
Two-stage concentrator system
BGN
Band gap narrowing
CPC
Compound parabolic concentrator
DESSIS
Numerical simulation tool
e
Electron
FZ
Floatzone
h
Hole
ISE
Institute for Solar Energy Systems
IU
Current-voltage
KoSim
Measurement setup under concentration
LBIC
Light beam induced current
LBSF
Local back surface field
MESH
Program for the discretisation in simulating cells
MPP
Maximum power point
NAMCO
Needle array measurement system for concentrator cells
NREL
National Renewable Energy Laboratory
PMMA
Polymethylmethacrylate
PVObjects
Semiconductor simulation tool
RAYN
Raytracing program
RC
Reference cell
RLCC cell
Real-line contacted concentrator cell
Si
Silicon
SiO2
Silicon dioxide
SRH
Shockley-Read-Hall
STC
Standard testing conditions
TC
Test cell
144
11 Appendix:
11.3
Variables
Variable
Acell
Acontakt
Unit
Meaning
2
Active cell area
2
Contact area between semiconductor and metal
m
m
Acontactteststructure
Contact area between the semiconductor and the metal of the
cross bridge Kelvin resistor
aF
m
Grid finger distance
ain, aout
m
Entrance/ exit aperture length
Ain, Aout
2
Entrance/ exit aperture
2
m
Asurf
m
Surface area
B
m2 s-1
Constant for the radiative recombination
C
suns
Concentration
Cmax
suns
Concentration at the maximum efficiency
Ca
m6 s-1
Ambipolarer Auger coefficient
Cop,geo
x
Optical or geoemtrical concentration
6 -1
Cp/n
m s
Constants for the Auger recombination of holes and electrons
d
m
Depth of the diffusion
2 -1
De/h
m s
Diffusivity of the holes and the electrons
d
m
Thickness of the oxide
dBasis
m
Thickness of the base
δRMS
Gives information about the roughness of a surface
r
E
V m-1
Electrical field
E
J or. eV
Energy
Ebgn
eV
Variable in the BGN model
-3
Eλ
Wm
Spectral irradiance
ESim
W m-3
Spectral irradiance of the simulator
ESTC
-3
Wm
Spectral irradiance of the standard spectrum
EF,i
J or eV
Intrinsic Fermi level
EF,n,p
J or eV
Quasi Fermi levels of the electrons and holes
Eg
J or eV
Energy of the band gap
Ei
J bzw. eV
Energy of the intrinsic level
EQE
%
External quantum efficiency
e
Relative irradiance
εhom,in,out
Etendue at the entrance or the exit aperture
FF
%
Fill factor
FFone-sun
%
Fill factor at one-sun
f
m
G
Focus length
-2
Wm
Irradiance
145
11 Appendix:
Gone-sun
W m-2
Irradiance at one sun
Gin,out
W m-2
Irradiance at the entry and the exit aperture
-3 -1
Gl
m s
Generation rate of the elektrons and holes
η
%
Efficiency
ηmax
%
Maximum efficiency
ηop
%
Optical efficiency
ηCPC,mirror,sys
%
Efficiency of the CPC, th mirror or the complete system
hf,bu,
m
Height of the finger and bus bar
I
A
Current
ISC
A
Short-circuit current
IQE
%
Je,h
Internal quantum efficiency
-2
Current density of the electrons and the holes
-2
Am
J0, J0p, J0n
Am
Dark saturation current densities in the diffused regions (total,
holes, electrons)
J02
A m-2
Dark saturation current density in the depletion zone
Jcond
JDiff
-2
Total current of holes and electrons
-2
Stromdichte aufgrund von Konzentrationsgradienten
-2
Am
Am
JDiff,e/h
Am
Stromdichte der Elektronen bzw. Löcher aufgrund von
Konzentrationsgradienten
Jph
A m-2
Photo current density
-2
Photo current density at one sun
-2
Current density at the maximum power point
Jrec,n
-2
Am
Recombination current density into the n-doped region
Jrec,p
A m-2
Recombination current density into the p-doped region
Jph,one-sun
Jmpp
Jrec,surface
Am
Am
-2
Surface recombination current density
-2
Am
JSim,STCTC,RC
Am
Short-current densities under different conditions
Jout
A m-2
Output current density
Jphoto
Jshunt
Jrec
JSC
-2
Photostromdichte
-2
Shunt current density
-2
Recombination current
-2
Short-circuit current density
Am
Am
Am
Am
Gives information about the optical reflectivity losses
Kr
-1
-1
κ
Wm K
Heat conductive cefficient
Le/h
m
Diffusion lenght of the electrons and holes
l
m
Extension of the mirror
lb
m
Half length of the bus bar
lF
m
Grid finger length
λ
m
Wavelength
146
11 Appendix:
Mismatch factor
M
M*
Correction due to the spectrum
µe/h
m V s
NA/D
m-3
2
−
A
N or N D+
-1
-1
Mobilities of the electrons and holes
Density of the acceptors and donators
-3
m
Density of the ionised acceptors and donators
Number of electrons and photons.
Ne, Nγ
cm-3
Nref
Constant in the BGN model
n̂
Normal vector
n
Ideality factor
n
Refractive index of a medium
nCPC
Refractive index of the CPC
Refractive index at the entrance or exit aperture
nin,out
-3
m
n
Density of the electrons
Normal vector
n̂
-3
Density of the electrons in the dark
-3
Intrinsic carrier density
-3
m
n0
m
ni
ni,eff
m
Effektive intrinsic carrier density
Pin,out
W
Input/output power
Pmpp
W
Maximum power point
-3
Hole density
-3
m
p
p0
m
Hole density in the dark
Θϖ,η
°
Angle vertical or horizontal
Θacc
°
Acceptance angle
Φ
°
Angle
ϕ
°
Angle
R*
Ω
Electrical resistance
R
*
Ω
Vertical electrical resistance in the base
R
*
Ω
Lateral electrical resistance in the base
Ω
Electrical resistance of the emitter
Ω
Electrical resistance of the finger
s,base,vertical
s,base,lateral
R*s,base,lateral,emitter
R
*
s,finger
R*s,bus
Ω
Rs
Ω cm
Area-weighted series resistance
Rs,total
Ω cm2
Area-weighted total series resitance
Ω cm2
Area weighted contact resistance of the cross bridge resistor
Rs,contact
Ω cm
Area weighted contact resistance of the solar cell
Rshunt
Ω cm2
Area-weighted shunt resistance
Rs,base,vertical
Ω cm
Area-weighted vertical electrical resistance in the base
R
Electrical resistance of the bus
2
test structure
s,contact
2
2
147
11 Appendix:
Rs,base,lateral
Ω cm2
Area-weighted lateral electrical resistance in the base
Rs,base,lateral,emitter
Ω cm2
Area-weighted electrical resistance of the emitter
Rs,finger
Ω cm2
Area-weighted electrical resistance of the finger
Rs,bus
Ω cm2
Area-weighted electrical resistance of the bus
Rrec
Rrec,radiative
-3 -1
Recombination rate of the carriers
-3 -1
Radiative recombination rate
-3 -1
m s
m s
Rrec,SRH
m s
SRH recombination rate
Rrec,Auger
m-3 s-1
Auger recombination rate
r
[%]
Reflectivity
r
m
Radius
ρbase,metal,diffusion
Ω cm
Specific resistance of the base, the metal and the diffusion
-1
S
ms
Surface recombination velocity
S
m3
Surface of a arbitrary area
S1
S2
S3
SR
3
Surface around the p-contact
3
Surface around the n-contact
m
m
3
m
AW
Surface around the inner element
-1
Spectral response
Relative spectral response
s
σe/h
Ω m
Conductivities of the elctrons and holes
σtotal
Ω-1 m-1
Total conductivity
T
K
Absolute temperature
tc
s
Thickness of the cell
τ
s
Lifetime of the carriers
τΣΡΗ
s
SRH lifetime
ϑ
°C
Temperature in °C
VT
V
kT/q
-1
3
-1
V
m
Device volume
V
V
Voltage
Vb
V
Voltage loss in the base
Vc
V
Voltage loss at the contact
Vm
V
Voltage loss in the metal
Vi,p,n
V
Voltage difference between the intrinsic level and the quasi
Fermi levels
Vmpp
V
Output voltage at the maximum power point
Vout
V
Output voltage
VOC
V
Open-circuit voltage
winversion
m
Width of the inversion layer
wfinger,bus,d
m
Width of the finger, the bus bar and the diffusion
148
11 Appendix:
ψ
11.4
Variable
c
V
Potential
Constants
Value
Unit
299792458
Meaning
-1
Speed of light in vacuum
-1
Fm
Dielectric constant in vacuum
Js
Planck´s constant
ms
-12
ε
8,854187817 x10
h
6,6260693x10-34
k
1,3806505x10
-23
q
1,60217653x10-19
-1
JK
Boltzman´s constant
C
Elementary charge
149
11.5
Publications
A. Mohr, M. Steuder, A. W. Bett, S. W. Glunz, “Silicon concentrator cells designed for
a direct mounting on compound parabolic concentrator“, presented at 3rd World
Conference on Photovoltaic Energy Conversion, Osaka, Japan, 2003.
A. Mohr, T. Roth and S. W. Glunz, “Silicon concentrator cells with compound
parabolic concentrators”, presented at the 19th European Photovoltaic Solar Energy
Conference and Exhibition, Paris, France, 2004.
A. Mohr, M. Hermle, T.Roth and S. W. Glunz, “Influence of grid finger and bus bar
structure on the performance of rear-line-contacted silicon concentrator cells”, presented
at the 19th European Photovoltaic Solar Energy Conference and Exhibition, Paris,
France, 2004.
T. Roth, A. Mohr and S. W. Glunz, “Fast acquisition of the characteristics of silicon
concentrator solar cells”, presented at the 19th European Photovoltaic Solar Energy
Conference and Exhibition, Paris, France, 2004.
A. Mohr, T.Roth, M.Epmeier and S. W. Glunz, “Silicon concentrator cells in an oneaxis tracking concentrator system with a geometrical concentration ratio of 300x”,
presented at the 31st IEEE Photovoltaic Specialists Conference and Exhibition (PVSC);
Coronado Springs, USA, 2005.
A. Mohr, T.Roth, M. Hermle and S. W. Glunz, “Rear-line-contacted silicon
concentrator cells on highly and lightly doped substrates”, presented at the 31st IEEE
Photovoltaic Specialists Conference and Exhibition (PVSC), Coronado Springs, USA,
2005.
A. W. Bett, F. Dimroth, S. W. Glunz, A. Mohr, G. Siefer, G. Willeke, “FLATCONTM
and FLASHCONTM: Concepts for high concentrator PV”, presented at 31st IEEE
Photovoltaic Specialists Conference and Exhibition (PVSC), Coronado Springs, USA,
2005.
A. Mohr, G. Siefer, T.Roth, N. Sadchikov, A. W. Bett, S. W. Glunz, G. P. Willeke,
“Development of FLASHCONTM-modules”, submitted to the 20th European
Photovoltaic Solar Energy Conference and Exhibition, Barcelona, Spain, 2005.
W. N. L. Browne, A. Wheldon, M. Norton, C. Weatherby, R. Bentley, J. Brooker, S.
Glunz, A. Mohr, T. Roth, A. Bett et al., ”Progress on CONMAN EU R&D ProjectImprovement of Photovoltaic Concentrator Systems and Technology Transfer to a
Manufacturer”, submitted to the 20th European Photovoltaic Solar Energy Conference
and Exhibition, Barcelona, Spain, 2005.
150
11.6
Danksagung
An dieser Stelle möchte ich mich bei all denen bedanken, ohne deren Unterstützung
während der letzten drei Jahre diese Doktorarbeit nicht zustande gekommen wäre.
Bedanken möchte ich mich bei:
Herrn PD Dr. Volker Wittwer für die Vergabe und die Betreuung der Doktorarbeit,
Herrn PD Dr. Gerhard Willeke für die Aufnahme in seine Abteilung,
Herrn Prof. Dr. Oliver Paul für die Übernahme der Zweitkorrektur,
Herrn Dr. Stefan Glunz für die angenehme Arbeitsatmosphäre in seiner Gruppe und
die fruchtbare Zusammenarbeit,
Thomas Roth für die sehr gute Zusammenarbeit und die Unterstützung bei der
Charakterisierung der RLCC Solarzellen,
Martin Hermle für die Zusammenarbeit bei den zweidimensionalen numerischen
Simulationen,
Gerald Siefer für die wertvollen Diskussionen über die Charakterisierung von
Solarzellen,
den Mitarbeitern aus
Arbeitsatmosphäre,
Zimmer
D-313
für
die
lockere
und
angenehme
dem Reinraumteam, welches mich bei der Prozessierung der Solarzellen unterstützt
hat,
der mechanischen Werkstatt, die einige Konstruktionen für diese Arbeit ausgeführt
hat,
den Mitarbeitern der Abteilung SWT für das sehr gute Arbeitsklima,
meinen Sportkollegen für die angenehme Freizeitgestaltung
und natürlich auch bei meiner Familie für ihre Unterstützung.
151
12
Bibliography
[1]
P. G. Bordon, R. Walsh, and R. D. Nasby, "The V-groove silicon solar cell",
IEEE Photovoltaic Specialists Conference, (1982) 574-577
[2]
R. E. Frank, J. L. Goodrich, and R. Kaplow, "A low series resistance silicon
photovoltaic cell for high intensity applications", IEEE Photovoltaic Specialists
Conference, (1980) 423
[3]
R. D. Nashby, C. M. Garner, and F. W. Sexton, "High efficiency p+-n-n+ silicon
concentrator solar cells", Sol. Cells, 49-58(1982)
[4]
R. J. Schwartz and M. D. Lammert, "Silicon solar cells for high concentration
applications", Technical Digest of the International Electron Devices Meeting,
(1975) 350-2
[5]
R. M. Swanson and R. A. Sinton, "Point contact silicon solar cells", Proceedings
of the 7th European Photovoltaic Solar Energy Conference, (D. Reidel
Publishing Company 1986) 742-8
[6]
R. M. Swanson, in Handbook of Photovoltaic Science and Engineering, edited
by A. Luque and S. Hegedus (John Wiley & Sons, Ltd, 2003)
[7]
G. Sala, J. C. Arboiro, A. Luque, I. Anton et al., "480 kWpeak EUCLIDES
concentrator power plant using parabolic troughs", 2nd World Conference on
Photovoltaic Energy Conversion, (1999) 1963-1968
[8]
S. Sterk, "Simulation und Technologie von hocheffizienten Einsonnen- und
Konzentratorsolarzellen aus monokristallinem Silicium", Doktorarbeit, AlbertLudwigs-Universität, Freiburg (1995)
[9]
R. M. Swanson and R. A. Sinton, "Advances in Solar Energy", K. W. Boer ed.
(Plenum Publishing Corporation, 1991)
[10]
M. A. Green, "Solar cells: operating principles, technology and system
applications" (UNSW, Kensington, 1986)
[11]
M. A. Green, "Silicon solar cells: Advanced principles and practice" (Bridge
printery, Sydney, NSW, 1995)
[12]
A. L. Fahrenbruch and R. H. Bube, "Fundamentals of solar cells" (Academic
Press, New York, 1983)
[13]
J. A. del Alamo and R. M. Swanson, "The physics and modeling of heavily
doped emitters", IEEE Trans. Electron Devices, 1878-88(1984)
[14]
W. Shockley and W. T. J. Read, "Statistics of the recombinations of holes and
electrons", Phys. Rev., 835-42+(1952)
152
12 Bibliography
[15]
R. N. Hall, "Electron-hole recombination in germanium", Phys. Rev., 387(1952)
[16]
A. Goetzberger, B. Voß, and J. Knobloch, "Sonnenenergie: Photovoltaik"
(Teubner Studienbücher Physik, Stuttgart, 1994)
[17]
W. M. Loh, S. E. Swirhuhn, T. A. Schreyer, R. M. Swanson et al., "Modeling
and Measurement of Contact Resistances", IEEE Trans. Electron Devices, 512523(1987)
[18]
J. E. Mahan and G. M. Smirnov, "A new perspective on distributed series
resistance effects in photovoltaic devices", Proceedings of the 14th IEEE
Photovoltaic Specialists Conference, (1980) 612-8
[19]
M. Brunotte, "Nichtabbildende Optik für einachsig
Konzentratorsysteme" (VDI-Verlag GmbH, Duesseldorf, 1996)
[20]
F. T. Welford and R. Winston, "The optics of nonimaging concentrators"
(Academic Press, New York, 1978)
[21]
G. Masetti, M. Severi, and S. Solmi, "Modeling of carrier mobility against
carrier concentration in arsenic-, phosphorus-, and boron-doped silicon", IEEE
Trans. Electron Devices, 764-9(1983)
[22]
D. E. Kane and R. M. Swanson, "Effect of electron-hole scattering on the current
flow in semiconductors", J. Appl. Phys., 5294-304(1992)
[23]
A. Cuevas, P. A. Basore, G. Giroult-Matlakowski, and C. Dubois, "Surface
recombination velocity and energy bandgap narrowing of highly doped n-type
silicon", Proceedings of the 13th European Photovoltaic Solar Energy
Conference, (1995) 337-42
[24]
A. B. Sproul and M. A. Green, "Intrinsic carrier concentration and minoritycarrier mobility of silicon from 77 to 300 K", J. Appl. Phys., 1214-25(1993)
[25]
H. Murrmann and D. Widmann, "Current Crowding on Metal Contacts to Planar
Devices", IEEE Trans. Electron Devices, 1022-1024(1969)
[26]
R. A. Sinton, P. J. Verlinden, R. M. Swanson, R. A. Crane et al., "Improvements
in silicon backside-contact solar cells for high-value one-sun applications",
Proceedings of the 13th European Photovoltaic Solar Energy Conference,
(1995) 1586-9
[27]
H. Kampwerth, "Analyse von Solarzellen und Ladungsträgerrekombination
mittels Dickenvariation", Diplomarbeit, Universität Freiburg (2004)
[28]
S. Yoon and V. Garboushian, "Reduced temperature dependence of highconcentration photovoltaic solar cell open-circuit voltage at high concentration
levels", Proceedings of the first World Conference on Photovoltaic Energy
Conversion, (1994) 1500-1504
153
nachgeführte
12 Bibliography
[29]
R. M. Swanson, "Point contact solar cells: theory and modeling", Proceedings of
the 18th IEEE Photovoltaic Specialists Conference, (1985) 604-10
[30]
S. Sterk, J. Knobloch, and W. Wettling, "Optimization of the rear contact pattern
of high-efficiency silicon solar cells with and without local back surface field",
Progr. Photovolt., 19-26(1994)
[31]
P. Lölgen, C. Leguijt, L. A. Verhoef, W. C. Sinke et al., "Surface passivation by
a floating junction", Proceedings of the 12th European Photovoltaic Solar
Energy Conference, (1994) 544-7
[32]
R. R. King, R. A. Sinton, R. M. Swanson, and T. F. Ciszek, "Low surface
recombination velocities on doped silicon and their implications for point
contact solar cells", Proceedings of the 19th IEEE Photovoltaic Specialists
Conference, (1987) 1168-73
[33]
A. Cuevas, G. Giroult-Matlakowski, P. A. Basore, C. DuBois et al., "Extraction
of the surface recombination velocity of passivated phosphorus-doped silicon
emitters", Proceedings of the 1st World Conference on Photovoltaic Energy
Conversion- WCPEC (A Joint Conference of PVSC, PVSEC and PSEC) / IEEE
Electron Devices Soc, (IEEE; New York, NY, USA 1994) 1446-9
[34]
W. R. Runyan and K. E. Bean, "Semiconductor, integrated circuit, processing
technology" (1990)
[35]
S. Sterk, A. Schönecker, K. Schitterer, and W. Wettling, "Local back surface
field silicon solar cells for concentrator applications", Proceedings of the 12th
European Photovoltaic Solar Energy Conference, (1994) 527-30
[36]
R. R. King, P. E. Gruenbaum, R. A. Sinton, and R. M. Swanson, "Passivated
emitters in silicon solar cells", Proceedings of the 21st IEEE Photovoltaic
Specialists Conference, (1990) 227-32
[37]
S. M. Sze, "Semiconductor devices, physics and technology" (John Wiley &
Sons, New York, Chichester, Brisbane, Toronto, Singapore, 1985)
[38]
U. Bismayer, E. Brinksmeier, B. Güttler, H. Seibt et al., "Measurement of
subsurface damage in silicon wafers", Precision Engineering, 139-44(1994)
[39]
S. Robertson, J., in Philosophical Magazine B (1994), 307-326
[40]
D. W. K. Eikelboom, J. H. Bultman, A. Schönecher, M. H. H. Meuwissen et al.,
"Conductive adhesives for low-stress interconnection of thin back-contact solar
cells", 29th IEEE PVSC Conference, (2002) 403-406
[41]
ISO, in ISO 9845-1, edited by ISO (1992)
[42]
K. Emery, D. Myers, and S. Kurtz, "What Is The Appropriate Reference
Spectrum For Characterising Concentrator Cells?", IEEE, (2002) 840-843
154
12 Bibliography
[43]
J. Dicker, "Analyse und Simulation von hocheffizienten SiliziumSolarzellenstrukturen für industrielle Fertigungstechniken", Doktorarbeit,
Universität Konstanz (2003)
[44]
D. K. Schroder, "Semiconductor Material and Device Characterization" (John
Wiley & Sons, New York, 1990)
[45]
T. Zerres, C. Ballif, D. Borchert, and S. Peters, "High speed mapping of sheet
resistance on large area wafers: the fakir system", Proceedings of the 17th
European Photovoltaic Solar Energy Conference, (2001) 1590-2
[46]
J. O. Schumacher, "Charakterisierung texturierter Silicium-Solarzellen",
Diplomarbeit, Albert-Ludwigs Universität, Freiburg (1994)
[47]
"DESSIS Manual 7.0" (Zürich, 2001)
[48]
C. M. Whitaker, T. U. Townsend, and H. J. Wenger, "Effects of irradiance and
other factors on PV temperature coefficients", The 22nd IEEE Photovoltaic
Specialists Conference, (1991) 608-613
[49]
R. A. Sinton and R. M. Swanson, "Recombination in highly injected silicon",
IEEE Trans. Electron Devices, 1380(1987)
[50]
S.
W.
Glunz,
"Ladungsträgerrekombination
in
Silicium
Siliciumsolarzellen", Dissertation, Universität Freiburg (1995)
[51]
J. Dicker, J. O. Schumacher, S. W. Glunz, and W. Warta, "Characterization of
high-efficiency silicon solar cells with rear side contacts", Proceedings of the
2nd World Conference on Photovoltaic Energy Conversion, (1998) 95-9
[52]
J. Dicker, "Charakterisierung von hocheffizienten Rückseitenkontaktzellen",
Diplomarbeit, Albert-Ludwigs-Universität, Freiburg (1998)
[53]
S. W. Glunz, "MOS-Charakterisierung des Passivierungsoxides von SiliciumSolarzellen hohen Wirkungsgrades", Diplomarbeit, Universität Freiburg (1991)
[54]
M. Brunotte, A. Goetzberger, and U. Blieske, "Two-stage concentrator
permitting concentration factors up to 300X with one-axis tracking", Solar
Energy, 285-300(1996)
[55]
M. Hein, F. Dimroth, G. Siefer, and A. W. Bett, "Characterisation of a 300 x
photovoltaic concentrator system with one-axis tracking", Solar Energy
Materials & Solar Cells, 277-83(2003)
[56]
G. R. Whitfield, R. W. Bentley, H.-D. Mohring, F. H. Klotz et al., "The
development and testing of small concentrating PV systems", Proceedings of the
2nd World Conference on Photovoltaic Solar Energy Conversion, (1998) 21812183
155
und
12 Bibliography
[57]
M. Hein, "Entwicklung und Vergleich zweier konzentrierender PhotovoltaikSysteme für den wirtschaftlichen Einsatz von hocheffizienten III-V-Solarzellen",
Doktorarbeit, Universität Oldenburg (2002)
[58]
A. Luque, "Optical Engineering: Coupling the Sunlight to the Solar Cells", 26th
Photovoltaic Specialists Conference, (1997)
[59]
W. Warta, J. Sutter, B. F. Wagner, and R. Schindler, "Impact of diffusion length
distributions on the performance of mc-silicon solar cells", Proceedings of the
2nd World Conference on Photovoltaic Energy Conversion, (1998) 1650-3
[60]
T. Roth, "Charakterisierung von rückseitig kontaktierten SiliziumKonzentratorsolarzellen", Diplomarbeit, Albert-Ludwigs-Universität (2004)
[61]
H. Wirth, "Lichtstreuung in Materialien zur transparenten Wärmedämmung",
Diplomarbeit, Albert-Ludwigs-Universität, Freiburg (1995)
[62]
G. Siefer, "Untersuchung an Konzentratorsolarzellen und Konzentratorsystemen:
Auswirkung der inhomogenen Lichtverteilung und des eingestrahlten
Spektrums", Diplomarbeit, Albert-Ludwigs-Universität (2002)
[63]
P. J. Verlinden, A. Terao, D. D. Smith, K. McIntosh et al., "Will we have a 20%efficient (PTC) photovoltaic system?", Proceedings of the 17th European
Photovoltaic Solar Energy Conference, (2001) 385-90
[64]
T. J. Rinke and C. Koch, "Photoresists... and what they perform",
MicroChemicals, 16-19(2000)
156