For Peer Review Only
advertisement

Modeling Process Platforms based on An
Object-Oriented Visual Diagrammatic Modeling
Language
Linda Zhang
To cite this version:
Linda Zhang. Modeling Process Platforms based on An Object-Oriented Visual Diagrammatic
Modeling Language. International Journal of Production Research, Taylor & Francis, 2009, 47
(16), pp.4413-4435. <10.1080/00207540801950144>. <hal-00513029>
HAL Id: hal-00513029
https://hal.archives-ouvertes.fr/hal-00513029
Submitted on 1 Sep 2010
HAL is a multi-disciplinary open access
archive for the deposit and dissemination of scientific research documents, whether they are published or not. The documents may come from
teaching and research institutions in France or
abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est
destinée au dépôt et à la diffusion de documents
scientifiques de niveau recherche, publiés ou non,
émanant des établissements d’enseignement et de
recherche français ou étrangers, des laboratoires
publics ou privés.
International Journal of Production Research
ee
rP
Fo
Modeling Process Platforms based on An Object-Oriented Visual
Diagrammatic Modeling Language
Manuscript ID:
Date Submitted by the
Author:
Keywords (user):
Original Manuscript
05-Jan-2008
Zhang, Linda; University of Groningen, Operations
PRODUCTION MANAGEMENT, PRODUCTION MODELLING
w
Keywords:
TPRS-2007-IJPR-0717.R1
ie
Complete List of Authors:
International Journal of Production Research
ev
Manuscript Type:
rR
Journal:
Process platform, high variety production
ly
On
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
Page 1 of 36
MODELING PROCESS PLATFORMS BASE ON AN OBJECT-ORIENTED
VISUAL DIAGRAMMATIC MODELING LANGUAGE
Lianfeng Zhang †
†Department of Operations, University of Groningen,
Landleven 5, 9747 AD Groningen, The Netherlands
rP
Fo
ABSTRACT
Process platforms have been recognized as a promising means of dealing with product
variety while achieving a near mass production efficiency. To assist practitioners to better
understand, implement and use process platforms, this study addresses the underlying
ee
logic of coping with the challenges in high variety production by adopting process
platforms. Accordingly, this paper proposes to model process platforms with focus on the
rR
application processes. In view of the significance of dynamic modeling and visualization
in shedding light on the logic of any processes, this study introduces a visual diagrammatic
ev
modeling language based on object-oriented (OO) techniques, named as OOVDML. With
the graphical notations, uniquely shaped symbols, syntax and semantics, control
iew
mechanisms and arrangement rules, the OOVDML not only captures the logic of process
platform’s application but also provides a visualization of their behaviors in a holistic view.
Moreover, incorporating OO modeling allows readers to focus on their own interests. This
On
study approaches to modeling process platform’s application with respect to activities
pertaining to customer order processing, engineering change control and production job
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
planning. Also reported is an industrial example of electronics products. The results of the
case study not only show the suitability of the OOVDML but also shed light on the
dynamic behaviors of process platforms.
Key Words: Process platform, high variety production, diagrammatic modeling, objectoriented methods, visualization.
Corresponding author. Email: L.Zhang@rug.nl
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
1
International Journal of Production Research
1. INTRODUCTION
Manufacturing environments nowadays are characterized by a high variety of customized
products, often coupled with small quantities and short delivery lead-times. To survive the
resulting intense global competition by pleasing their customers, manufacturing companies
struggle to provide quickly high product variety at low costs. The key for companies to
achieve efficiency in producing large numbers of customized products lies in an ability to
rP
Fo
maintain the resulting high variety production to be as stable as possible (Schierholt, 2001;
Williams et al., 2007; Zhang, 2007). In this respect, process configuration contributes to
manufacturing stability by generating similar processes for part families (Schierholt, 2001).
ee
It is an alternative of computer-aided process planning per se.
Similar as the process configuration thinking, a concept of process platforms has been
rR
recognized as a promising means for companies to achieve a near mass production
efficiency by managing high variety production, wherein the complex products consisting
ev
of assemblies and parts are involved (Zhang, 2007). The rationale is to plan and utilize
similar, yet optimal, production processes as these existing on shop floors to fulfill diverse
iew
customized products. Current research efforts have approached process platforms from
several aspects (Zhang, 2007), including conceptual formulation (Jiao et al., 2007a),
On
structural representation (Zhang et al., 2007), construction (Jiao et al., 2007b) and
identification of mapping relationships within a process platform (Jiao et al., 2008).
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 2 of 36
Besides the insight provided by the above works, a good understanding of the underlying
logic of coping with difficulties in high variety production by adopting process platforms
is necessary for companies to design, develop and apply process platforms.
With an attempt to assist practitioners to better understand, implement and use process
platforms, this study addresses the underlying logic of process platform’s behaviors. In
view of the significance of dynamic modeling and visualization in shedding light on the
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
2
Page 3 of 36
logic of any processes, this paper, accordingly, proposes to model process platforms with
focus on the application processes, i.e., dynamic modeling. Along with the complexities in
fulfilling high product variety, the resulting difficulties in modeling process platform’s
application behaviors have been recognized, as elaborated below.
1.1.
Difficulties in modeling process platforms
Modeling process platforms intends to visualize their application behaviors in high
rP
Fo
variety production in a holistic view. The diverse customized products along with the
resulting large number of constituent items impose many complexities in production. For
example, many personal, activities, data, information, etc. are involved in different phases
of production. The same data may be manipulated by many different activities, which, in
ee
their turn, may manipulate other data as well. Personal may carry out different activities
rR
and activities may be carried out by different personal. Activities also have mutual
dependencies. They may access the same data at the same time or they may be ordered in
ev
complex ways. In this regard, modeling process platforms is expected to capture the
inherent complexities in one dimension rather than many dimensions, e.g., activities,
iew
processes, personal. Describing the different types of system elements in more than one
dimension incurs difficulties in providing readers with an overall picture of process
platform’s application in a holistic view.
On
Second, process platform modeling is to shed light on the underlying logic of coping
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
with difficulties by adopting process platforms in high variety production. Incorporating
process platforms when fulfilling various products has brought about many additional
events, activities, information and data in production. Moreover, it is not uncommon that
any processes involve a number of activities that are concurrent, dependent and parallel.
Because of these activities/events and their complicated relationships, reasoning about
process platform’s application behaviors is important for the interested readers to gain an
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
3
International Journal of Production Research
insight in the logic. Therefore, the process platform models to be constructed must be able
to reveal the underlying reasoning of process platform’s application.
Third, in a company, people at different levels view the same thing from different
aspects and have different focuses. This is also true for process platform’s application. For
example, while management people may care about the functional areas involved and their
relationships, production personal are more concerned with the activity details in his/her
rP
Fo
own area. In accordance with the different views, the process platform models to be
constructed should present the corresponding application processes at different levels of
abstraction, which allows different readers to pay attention to their own interested areas.
Furthermore, the ultimate goal of process platform modeling is to help practitioners
ee
better understand and grasp the essence of process platform’s application. Thus, it raises
rR
the importance in an unambiguous modeling. In other words, process platform models
should be constructed to allow different readers to interpret the corresponding application
ev
uniquely and in an exactly same way. Besides, the models are expected to provide an easyunderstandability and readability.
1.2.
Strategy for solution
iew
To cope with the modeling difficulties, this study puts forward an OOVDML (object-
On
oriented (OO) visual diagrammatic modeling language) by integrating the principles of a
number of well-defined modeling techniques.
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 4 of 36
Graphical notations and diagrams are incorporated in the OOVDML to provide a
visualization of process platform’s application in a holistic view. Besides graphical
representations, textual representations in the natural language are introduced. Textual
representations are able to capture the complicated data, information, personal, activities
and their relationships and further map them in one dimension. In the OOVDML, they are
used to model the detailed activities, involved personal, inputs and outputs. They are also
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
4
Page 5 of 36
used to denote the names and attributes of graphical notations defined. To deal with the
issues regarding different levels of abstractions, the class concept in OO modeling is
incorporated. Both the class attributes and/or detailed class operations can be hidden, when
necessary. As a result, the readers are able to focus on their own interests. Moreover, a
number of arrangement rules and control mechanisms along with predicate formulas are
defined in the OOVDML to capture and model the reasoning of process platform’s
rP
Fo
application behaviors.
Rather than all processes in high variety production, this study approaches process
platform modeling with focus on activities pertaining to production job planning,
engineering change control and customer order processing. The reason is that these
ee
processes are fundamental to efficient high variety production.
rR
The rest of the paper is structured as follows: The work regarding high variety
production management and dynamic modeling languages is present in Section 2,
ev
following which the fundamentals of process platforms are introduced in Section 3. The
OOVDML is detailed in Section 4. Section 5 reports an industrial example involving
iew
vibration motors for mobile phones. Section 6 concludes the paper by discussing
advantages and disadvantages of the proposed OOVDML and by identifying future
research.
2. RELATED WORK
ly
On
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
In the past several decades, a large body of literature has been reported to assist
companies to provide various customized products as expected by customers. Such
research efforts have been made mainly in the areas of product platform development
(Simpson, 2004), product family design (Sanderson and Uzumeri, 1995), outsourcing
(Harland et al., 2005) and supply chain management (Min and Zhou, 2002). While the
resulting methodologies/system prototypes/frameworks, to some degree, help companies
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
5
International Journal of Production Research
achieve design efficiency and effectiveness and selection of proper supply chain partners,
they lack an explicit consideration of issues regarding production of high product variety
based on companies existing manufacturing resources (Lu and Botha, 2006). Schierholt
(2001) introduces the concept of process configuration, which combines the principles of
product configuration and process planning, to deal with manufacturing process generation.
Williams et al. (2007) put forward process parameter platforms for developing
rP
Fo
manufacturing processes by taking into account the non-uniform market demand. In
essence, both process configuration and process parameter platforms address process
development for parts. Zhang (2007) presents process platforms to assist companies to
achieve a near mass production efficiency in high variety production. Unlike process
ee
configuration and process parameter platforms, process platforms intend to facilitate
rR
production process generation for complicated end-products, wherein both parts and
assemblies are involved.
ev
The conceptual models of process platforms are formulated with respect to basic
constructs, definitions, relationships and functionalities using set theory and OO
iew
techniques (Jiao et al., 2007a). Also discussed are process platform’s concept implications:
generic variety representation, generic structures and generic planning. The large number
On
of different types of product items (including end-products) and the corresponding process
elements involved in a process platform have been identified and described using unified
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 6 of 36
modeling language (Zhang et al., 2007). To assist companies to benefit from the past
production practice, Jiao et al. (2007b) put forward a data mining methodology to identify
and form process families in relation to product families. Similarly, to facilitate
configuration rule construction in process platforms, an approach based on association rule
mining is discussed to obtain mapping relationships between product and process variety
from large volumes of existing production data (Jiao et al., 2008).
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
6
Page 7 of 36
Dynamic modeling is to model the relevant processes involving objects being studied.
As the core of process modeling, modeling techniques or languages have been investigated.
There are two classes of process modeling languages using formal notations: visual
diagrammatic process modeling languages and programming process modeling languages.
Since the programming process modeling languages (Vernadat, 1993; Sutton et al., 1990)
have strong limitations in readability and understandability, most process modeling has
rP
Fo
employed diagrams. Diagrammatic representation that combines graphic notations and
natural language-like strings as the formalism can facilitate readers’ understanding.
The major diagrammatic process modeling languages can be summarized as simple
process diagrams, advanced process diagrams and functional description diagrams. The
ee
simple process diagrams, such as traditional flow charts, material flow diagrams (Baudin,
rR
1990) and acyclic networks (Hajdu, 1997), are simple, easy to use and understand.
However, they are unable to express complicated execution relationships and have limited
ev
capacity in representing behavioral aspect of a process. With an attempt to include more
information about processes, advanced process diagrams, e.g., process flow entity
iew
diagrams (Grabowski et al., 1996), event-driven process chains (Zukunft and Rump, 1996),
IDEF3 (http://www.idef.com/Home.htm), event diagrams (Martin and Odell, 1992), Petri
On
nets (Peterson, 1981), role activity diagrams (Ould, 1995), have been developed.
Compared with simple process diagrams, the advanced process diagrams can capture more
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
information about processes from, e.g., organizational perspective, behavioral perspective.
Nevertheless, most of such advanced process diagrams are unable to handle the
exceptional and non-deterministic execution relationships. Furthermore, they lack the
capability to represent processes from the informational and functional perspectives.
While functional description diagrams, including IDEF0 (http://www.idef.com/Home.htm),
object flow diagrams (Martin and Odell, 1992) and use case diagrams (Jacobson, 1992),
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
7
International Journal of Production Research
are well-defined mechanisms to represent functional, informational and organizational
perspectives of processes, they are unable to express the behavioral perspective.
OO modeling notions and methods (Rumbaugh et al., 1991; Booch, 1994; Martin and
Odell, 1996; Harmon, 1998) are powerful for dealing with modeling complexity in the real
world and building a model in a comprehensive, expressive, understandable and structured
formalism. The notions and technique are believed to provide an innovative and effective
rP
Fo
way of modeling a variety of production activities in relation to diverse products as well.
Recognizing the limitations of the diagrammatic process modeling languages and the
power of OO notations and methods, Ma (1999) puts forward a language including a
customer process flow diagram and an entity representation diagram to model service
ee
product design. With reference to his work, the OOVDML is devised in this study to
rR
model process platform’s application processes.
3. FUNDAMENTALS OF A PROCESS PLATFORM
ev
Current practice in design, be it product configuration or platform-based product
family design, leads to the concept of product families. A product family consists of a set
iew
of customized, yet related, products which perform a same basic function. While
customized products belonging to the same family assume a common product structure,
On
they differ with one another in optional features and functionalities. The design changes
among family members impose necessary variations in converting abstract design
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 8 of 36
concepts into physical products. On the other hand, the similarity and commonality
inherent in product families, exhibited by similar and/or same raw materials, components,
subassemblies and assemblies, makes it possible for companies to utilize similar
production processes to fulfill product family members. Lu and Botha (2006) point out
that unlike product development, process development has not received too much attention
in today’s manufacturing environment because of the technical difficulties and managerial
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
8
Page 9 of 36
challenges to be considered. In response to the lack of research in process development,
Zhang (2007) proposes process platforms to assist companies to plan similar, yet optimal,
production processes for product families. The ultimate goal is to help companies achieve
a near mass production efficiency in producing high product variety.
A process platform entails a conceptual structure and overall logical organization of
production processes to produce a product family. It provides a generic umbrella to
rP
Fo
capture and utilize commonality, within which each new product fulfillment is instantiated
and extended, and thereby anchoring process planning to a common structure. A process
platform contains all data pertaining to the product family, e.g., items, quantity-per,
parent-child relationships, and all production process data of the corresponding process
ee
family, e.g., operations types and precedence, work centers, machines, tools, standard
rR
cycle times, setup activities. With an attempt to include all product and process family data
in a single structure without data redundancy, the concept of generic variety representation
ev
(van Veen, 1992) is adopted to organize data in process platforms.
In a process platform, the specific data pertaining to individual products and
iew
production processes is organized as a generic product structure of the product family and
as a generic process structure of the process family in relation to the product family,
On
respectively. As a result, the two generic structures are common to all members in product
and process families. Further, they are integrated into a single structure, called generic
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
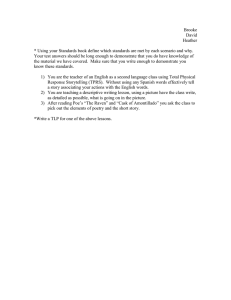
product-process structure, which is fundamental to the process platform. The integration is
achieved by adopting the mapping relationships between two sets of family data. Figures 1
and 2 show conceptually the generic product-process structure, the generic product
structure and the corresponding generic process structure, respectively.
As shown in the figures, each node in the generic structures is either a generic product
item or a generic process in relation to a generic product item. While a generic product
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
9
International Journal of Production Research
item represents a family of item variants (or individual items) of the same type, a generic
process refers to the set of production processes to produce variants belonging to the
corresponding item family. For example, A1 (in both figures) is a family of assemblies of
type A1 and AP1 represents the set of assembly processes producing A1. A generic
process is further decomposed into a set of ordered generic operations, as shown by the
decomposition of, for example, AP4 in the Generic Process Structure in Figure 2. Each
rP
Fo
generic operation, in turn, is described by generic process elements such as generic work
centers (including tools, fixtures, jigs, etc.), cycle times and setups. Similarly, each such
generic process element represents a family of process elements of the same type.
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 1 Here>>>>>>>>>>>>>>>>>>>
ee
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 2 Here>>>>>>>>>>>>>>>>>>>
The way of organizing product family data and process family data into a unified
rR
generic structure enables the simultaneous derivation of a bill of materials (BOM) and the
corresponding bill of manufacturing resources and operations (BOMfrO) for a new design.
ev
While a BOM represents a product design and describes items level by level along the
iew
product hierarchy, a BOMfrO represents a production process and reveals operations,
operations precedence and the set of manufacturing resources, e.g., machines, tools,
fixtures, in accordance with items in the BOM.
On
With focus on the development of an appropriate language to model process platform’s
application in high variety production, this study assumes the interested readers can get
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 10 of 36
comprehensive and detailed information/knowledge about process platforms by referring
to (Zhang, 2007).
4. THE OBJECT-ORIENTED VISUAL DIAGRAMMATIC MODELING LANGUAGE
In most situations, a process flow consists of more than one activity. These activities
interact with one another through a number of temporal and logical relationships. In line
with activities and their relationships, execution transitions are defined as follows:
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
10
Page 11 of 36
Definition 1: An execution transition refers to a set of temporal and logical
relationships among the executions of activities in a process flow.
In the domain of production, the temporal and logical relationships can be classified
into three basic types, including
S(ai_aj): the temporal and logical relationship between activities ai and aj is
sequential. It means that aj is performed only after the completion of ai. In other
rP
Fo
words, the execution of one activity depends on the completion of another.
P(ai_aj): the temporal and logical relationship between ai and aj is parallel. It means
that ai and aj are executed either synchronously or asynchronously and there is no
logical constraints on their execution.
ee
O(ai_aj): the temporal and logical relationship between ai and aj is optional. It
rR
means that either ai or aj rather than both can be executed under certain conditions.
4.1.
Primary constructs, notations and semantics
ev
The OOVDML consists of 5 building blocks: StartPoint, AchievementPoint,
ProductionActivityClass, ArrowLink and SequentialJunction.
(1) ProductionActivityClass (PAC)
iew
It is common that similar production activities are always performed for some similar
On
objectives. From the OO point of view, the set of specific production activities can be
generalized into a class. By incorporating OO concepts, a PAC is defined to represent a
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
class of similar production activity instances. Such activity instances not only possess the
similar structural properties but also are performed by the responsible functions or
personal by following a common pattern. Figure 3 shows the notation of a PAC and an
example.
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 3 Here>>>>>>>>>>>>>>>>>>>
A PAC, drawn as a rectangle with 3 compartments, has a name, attributes and
operations, as shown in Figure 3(a). Activity attributes describe the structural properties of
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
11
International Journal of Production Research
a class of production activities. The activity attributes common to most production activity
classes are identified as follows:
•
responsible functions: indicating the functions executing these activities;
•
processing time: showing the duration time of an activity;
•
frequency of occurrence: describing the frequency of an activity; and
•
constraints: concerning with the conditions that need to be met for an occurrence of
rP
Fo
an activity to start, continue, or stop.
Activity operations describe the behavioral property of a class of production activities,
more specifically the processing steps. An activity starts when its operation is triggered; an
activity terminates when its operation stops.
ee
The syntax of the production activity names, attributes and operations is defined as
rR
follows:
ActivityName ዊ= Ipa: Gerund-phrase // Gerund-phrase: a gerund phrase string
ev
Ipa ዊ= PA IntegerNumber
IntegerNumber ዊ= 1 | 2 | 3 | …
iew
ActivityAttribute ዊ= ActivityAttributeName = AttributeValue
ActivityAttributeName ዊ= String // String: a string
AttributeValue ዊ= STF // STF: a written representation in strings, tables, figures, or the
combination of them
On
ActivityOperation ዊ= ActivityOperationName {ActivityScript}
ActivityOperationName ዊ= Gerund-phrase ( ) | Verb-phrase ( )
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 12 of 36
ActivityScript ዊ= Script // Script: a script written in the natural language
An Ipa is a code of a production activity instance of a class. A code is formed by a
reserved word PA (production activity) and an integer number. A Gerund-phrase is a
gerund phrase and is used as a part of a name string that can be understood literally. An
ActivityAttributeName denotes the name of an activity attribute and an AttributeValue
represents a value of an attribute. An ActivityOperationName and an ActivityScript define
the
name
and
specification
of
an
activity
operation,
respectively.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
An
12
Page 13 of 36
ActivityOperationName can be either a Gerund-phrase or a Verb-phrase. An ActivityScript
is written in the mode of a script in the natural language.
A Script describes the prescriptive actions of the responsible function or personal, the
critical conditions under which the actions happen and the involved inputs/outcomes. An
example of a script of a PAC: Managing demand is as follows:
After completing the calculation of the forecasted product demand, they submit the
rP
Fo
result to the coordinator. The coordinator analyses all the received results to assure
the completeness of demand information, e.g., the sources and quantity.
Subsequently, he communicates the obtained final demand information to planners
responsible for production planning and master production planning…
(2) ArrowLink and SequentialJunction
ee
They are two building blocks representing precedence execution transitions in the
rR
process flow of production activities. Figure 4 shows an ArrowLink and a
SequentialJunction.
ev
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 4 Here>>>>>>>>>>>>>>>>>>>
An ArrowLink indicates one-way traffic to “transmit” an execution control flow. It
iew
paves a section of road for execution transition from the completion of some activities to
the starting of others. A SequentialJunction acts as a “transformer” and transforms its
incoming execution control flows into its outgoing flows. While the incoming execution
On
control flows refer to the control flows on the ArrowLinks that connect to the
SequentialJunction by their arrow ends, or head ends, the outgoing execution control flows
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
are the flows on the ArrowLinks that connect to the SequentialJunction by their tail ends.
A set of control conditions, under which the incoming execution control flows are
transformed into outgoing flows, make up the control mechanism.
An ArrowLink is represented by an adorned arrow line with an arrow end and a tail end.
The adornment in the form of a string sits near the arrow line and identifies the ArrowLink.
A SequentialJunction is represented by an adorned solid bar and a dashed-rectangle tag.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
13
International Journal of Production Research
Similarly, the adornment in the form of a string is placed near the solid bar and identifies
the SequentialJunction. The strings on the tag describe the set of control conditions. When
a SequentialJunction connects only two ArrowLinks, the tag is allowed to be omitted. In
this case, the default control condition is when the incoming ArrowLink receives execution
control flow, the outgoing ArrowLink does. The strings are written in predicate formulas.
Such formulas are able to provide a convenient and flexible mode to define the control
rP
Fo
conditions in concise propositions. The basic components of strings include two predicates,
three connectives and related semantics conventions as follows:
Predicates:
(1) signal(x): ArrowLink x has an execution control flow; and
ee
(2) event(e): event e occurs.
rR
Connectives:
(1)
: (conjunction) means “and”;
(2)
: (disjunction) indicates “or”; and
(3)
ev
: (conditional symbol) means “if… then…”.
Related semantics conventions:
n
iew
For ArrowLink x that connects to a PAC by the head end, when signal(x) becomes
true, an activity defined by the connected PAC will eventually happen, i.e., start.
n
On
When an activity defined by a PAC completes or terminates, signal(x) becomes true
for ArrowLink x connecting to the PAC by its tail end.
n
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 14 of 36
When a StartPoint is initiated, signal(x) becomes true for ArrowLink x that connects
to the StartPoint by its tail end.
n
For ArrowLink x that connects to an AchievementPoint, when signal(x) becomes true,
a process of production activities ends.
With the above definitions and semantics, the OOVDML is able to represent three
types of activities bearing the three temporal and logical relationships:
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
14
Page 15 of 36
(1) the activities that will start after one or more activities complete, i.e., S(ai_aj);
(2) the activities that are performed in parallel, i.e., P(ai_aj); and
(3) the activities that are performed optionally, i.e., O(ai_aj).
The following examples explain how strings on the tags model the precedence
execution transitions.
Example 1. Figure 5 gives a fragment of a simplified production process flow with three
rP
Fo
production activities: PA1, PA2 and PA3. The control condition represented by the tag
attached to J1 describes the execution transition as follows: After the completion of the
activities preceding ArrowLink ar1, all three activities: PA1, PA2 and PA3 are performed
eventually. The control condition represented by the tag attached to J2 models the
ee
following execution transition. The necessary condition, under which activities following
rR
ar8 will be carried out, is the completion of PA1 and PA2, or PA3.
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 5 Here>>>>>>>>>>>>>>>>>>>
ev
Along with the completion of activities some events may occur. Hence, such events
are considered as the cause of triggering certain activities. In such cases, predicate event(e)
iew
can be used to define the relevant control condition.
Example 2. The control condition represented by the tag attached to J2 in Figure 6 models
the below execution transition.
On
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 6 Here>>>>>>>>>>>>>>>>>>>
After activity PA2 is finished,
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
(1) if event e3i: option A specified by the customer happens, then PA3i will be
performed;
(2) if event e3j: option B specified by the customer happens, then PA3j will be
performed; and
(3) if event e3k: option C specified by the customer happens, then PA3k will be
performed.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
15
International Journal of Production Research
In Figure 6, the tag attached to J1 is omitted and the default control condition is that
when ar1 receives an execution control flow, ar2 obtains the execution control flow as
well.
(3) StartPoint and AchievementPoint: A StartPoint denotes a start point. It indicates
the initiation of a process flow of production activities. A start point attribute can be used
to represent the name of the process flow. An AchievementPoint denotes the ending point
rP
Fo
of a process flow of production activities. When necessary, an achievement point attribute
is used to indicate the noticeable “achievements”. Figure 7 shows the notation examples of
a StartPoint and an AchievementPoint. A StartPoint is represented by a circle with strings
in the centre indicating the start point attribute. An AchievementPoint is represented by a
ee
rounded rectangle. When necessary, strings can be put in the centre to denote its attribute.
rR
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 7 Here>>>>>>>>>>>>>>>>>>>
4.2.
Arrangement rules
ev
The following rules are defined to connect rationally the primary constructs, thus
modeling process platform’s behaviors.
R1. For a StartPoint,
•
there is only one ArrowLink that connects to the StartPoint by its tail end.
On
R2. For an AchievementPoint,
•
iew
there is only one ArrowLink that connects to the AchievementPoint by its head end.
R3. For a PAC,
• there
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 16 of 36
exist two different ArrowLinks. One connects to the PAC by its head end and
the other by its tail end.
R4. For an ArrowLink, any one of the following cases is valid.
•
Its tail end connects to a SequentialJunction and the head end connects to a PAC.
• Its
tail end connects to a PAC and the head end connects to a SequentialJunction.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
16
Page 17 of 36
•
Its tail end connects to a SequentialJunction and the head end connects to another
SequentialJunction.
R5. For a SequentialJunction,
•
there is one or more ArrowLinks that connect to the SequentialJunction by their
respective head ends; and
•
there is one or more ArrowLinks that connect to the SequentialJunction by their
rP
Fo
respective tail ends.
R6. For two different SequentialJunctions,
•
there exists either only one or no ArrowLink that directly connects to the two
SequentialJunctions by its two ends.
ee
5. INDUSTRIAL EXAMPLE
rR
The industrial example adopted is the production of vibration motors for mobile
phones in an electronics company. While vibration motors for mobile phones are not so
ev
complicated compared with others, the degree of their product complexity allows the
modeling of process platform’s application by reflecting real world situations as more as
iew
possible. Due to the frequent design changes to mobile phones, motors must be
customized to match the requirements of these diverse mobile phones. In spite of the fact
On
that such individual motors have certain items in common, they have their distinct design
specifications, thus imposing different production requirements. Different from the mass
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
production environment in the past, the current manufacturing environment in the
company is characterized by diverse customized motors, low production volumes, short
delivery lead-times and increasingly reduced costs. Together with the limited
manufacturing resources, these characteristics complicate the company’s production from
every aspect: planning, scheduling, execution, etc. Taking production process planning as
an example, the production process for producing a standardized motor in the mass
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
17
International Journal of Production Research
production environment may not be optimal when various motors are to be fulfilled using
the same set of manufacturing resources within a same time period.
For illustrative simplicity, modeling process platforms using the proposed OOVDML
has been applied to a motor family. Figure 8 shows the common product structure of the
motor family and, Figure 9 shows a simplified version of the generic product-process
structure underpinning the process platform of the motor family. Furthermore, this case
rP
Fo
study focuses on process platform modeling with respect to activities pertaining to
production job planning, customer order processing and engineering change control.
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 8 Here>>>>>>>>>>>>>>>>>>>
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 9 Here>>>>>>>>>>>>>>>>>>>
5.1.
ee
Customer order processing
While viewed from a broad viewpoint, customer order processing encompasses the
rR
entire process ranging from customer order entry, production, to the shipping of endproducts, it relates to activities pertaining to customer order entry in a narrow aspect.
ev
The company adopts various functional requirements to constitute product catalogues
iew
representing the motors that they can offer. Such product catalogues are expected to
facilitate customer order entry since customers are more familiar with general functions
fulfilled by motors rather than technical details. The company accommodates the
On
functional representation of individual motors through identifying specific items by variety
parameters and the corresponding value instances. In this regard, functional requirements
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 18 of 36
are associated with options, i.e., generic items, in their process platforms.
Since functional requirements relate to generic items in a process platform, each
functional requirement specified in a customer order can be described by an instance of a
generic item with respect to specific parameter values, i.e., {FR} ~ {Generic item.
Parameter = Parameter value}, that is, a specific item. Hence, variety parameters
coherently link functional requirements in a customer order to the corresponding motors
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
18
Page 19 of 36
and constitute items. By incorporating production job planning (to be introduced below),
the company derives both BOMs and BOMfrOs from the process platform and further
generates the set of production job data. Therefore, the process platform performs as a
well-structured mechanism that ties customer orders to the corresponding BOMs,
BOMfrOs and production job data, and thus facilitate the management of customer orders
in their production fulfillment.
rP
Fo
In line with the fact that the company has applied various functional requirements at
different levels to represent their motor offerings, Table 1 shows a customer order,
represented by a list of functional requirements, with a lost size: 50 units. Figure 10 shows
the process of processing the customer order.
ee
<<<<<<<<<<<<<<<<<<<<<<Insert Table 1 Here>>>>>>>>>>>>>>>>>>>>
rR
<<<<<<<<<<<<<<<<<<<<<Insert Figure 10 Here>>>>>>>>>>>>>>>>>>>
5.2.
Engineering change control
ev
An engineering change (EC) refers to a change and/or a modification in material,
dimension, form, fit or function of an item, be it a part, an assembly, or an end-product,
iew
after the design is released (Maull et al., 1992). It is common that each EC causes a series
of down-stream changes along the product development process across a company where
On
multi-disciplines work together dealing with these induced changes. As a result, various
functions across a company have to adjust their activities in order to deal with ECs and
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
their impacts. Hence, for the purpose of production management, ECs must be made to
relevant BOM files and be managed as a part of the engineering change control (ECC)
process. This coincides with the observations from 1) Terwiesch and Loch (1999): ECs
consume one third to one half of the total engineering capacity and represent 20-50% of
total tool costs; and 2) McIntosh (1995): ECs occur frequently for continuous
improvement and determine as much as 70 to 80% of the final cost of a product. As
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
19
International Journal of Production Research
claimed by Tavcar and Duhovnik (2005), companies’ ability to manage engineering
changes efficiently reflects their agility. Failure to control ECs and manage the
corresponding ECC process inevitably leads to the production of low quality (sometimes
even unwanted) products, higher production costs and delayed order deliveries.
Since the company’s production involves a high variety of customized motors coupled
with small quantities and short delivery lead times, ECs become more serious due to the
rP
Fo
various design changes. With the process platform, the company can manage ECs
effectively, through defining both BOMs and BOMfrOs based on different values of
variety parameters in accordance with design changes.
For any EC proposal, the systematic analysis of possible implementations of the
ee
change, i.e., new item design, is required. In their previous production, such analysis was
rR
time and effort-consuming. With the process platform, the company can perform the
analysis effectively. First, the generic product and process structures eliminate the time to
ev
analyze the costly and/or technically infeasible product items to implement the proposal.
The reason is that the two generic structures provide all the technically and economically
iew
feasible designs for both motors and the constituent items. Consequently, the process
platform confines the analysis of infeasible implementation by considering the company’s
On
existing design and manufacturing capabilities. Second, the simultaneous derivation of
BOMs and the corresponding BOMfrOs in response to possible design proposals enables
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 20 of 36
multiple functions in the company to assess concurrently the impacts with respect to time
and cost of changes on activities to be carried out in their own functional areas.
The combination of the functional requirements in the order in Table 1 necessitate new
bracket assembly. Thus the company has performed ECC on the process platform, as
shown in Figure 11. After processing the order and conducting engineering changes, the
motor in terms of BOM is obtained, as shown in Table 2.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
20
Page 21 of 36
<<<<<<<<<<<<<<<<<<<<<Insert Figure 11 Here>>>>>>>>>>>>>>>>>>>
<<<<<<<<<<<<<<<<<<<<<<Insert Table 2 Here>>>>>>>>>>>>>>>>>>>
5.3.
Production job planning
A production job encompasses a series of tasks to be finished for producing an item, be
it a part, an assembly, or an end-product. A production job may not directly correspond to
a customer order nor does it necessarily have to be related to a particular one. They are
rP
Fo
either to satisfy needs that arise from customer orders or to simply serve for inventory
purpose. On the other hand, any production jobs relate to known product design, more
specifically BOMs which are a common representation format of design. Accordingly,
production job planning is to specify due dates, lot sizes, a picking list of all required
ee
material items and a corresponding list of manufacturing resources and associated
rR
operations, i.e., a production process.
With the integrated generic product-process structure, the process platform not only
ev
provides the company with a planning standard, according to which all reporting formats
of the traditional BOMs and production processes for an item can be generated but also
iew
facilitates the company to create jobs and to plan their variations. According to the
production need, the company derives the BOM of an item to be produced from the
On
process platform by instantiating a set of variety parameters with respect to the set of value
instances that define the item. Interested readers can refer to the approach to deriving
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
BOMs from a process platform in (Jiao et al., 2007a; Zhang, 2007).
Since in the process platform, the company has integrated both the generic and specific
product and process data by a set of variety parameters and their value instances, for any
customer order, the company derives the proper BOM in conjunction with the
corresponding BOMfrO level by level along the generic product-process structure
embedded in the process platform. In addition, the company adopts the concept of generic
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
21
International Journal of Production Research
planning (Jiao et al., 2007a; Zhang, 2007) to ensure the selection of proper product data
and production process data.
The company generates the complete production job data by considering the
corresponding due date and lot size. This is accomplished by associating the BOM data
with the corresponding BOMfrO data based on the materials-operations links embedded in
the process platform. In materials-operations links, product items of the proceeding
rP
Fo
operations become the material items of the immediately following operations. The
company also adopts some constraints of job sequence when generating the set of
production job data. One example of sequence constraints is that the job making a parent
item cannot be started until the jobs producing its child items are completed or partially
ee
finished. The obtained production job data not only are necessary for the company to carry
rR
out production execution activities but also are essential for the company to perform
production control activities, e.g., checking the availability of materials and manufacturing
ev
resources so as to ensure the completion of the relevant jobs within the due dates.
In addition, the company has improved the maintenance and modification of
iew
production job data based on the process platform. The reason is that the only required
work of modifying an existing set of production job data in accordance with new customer
On
orders is to copy the relevant data and paste them in another file rather than modifying the
process platform. Table 3 shows the corresponding production job data in accordance with
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 22 of 36
the motor in Table 2 obtained through the process of planning production jobs, shown in
Figure 12.
<<<<<<<<<<<<<<<<<<<<<<<<Insert Table 3 Here>>>>>>>>>>>>>>>>>>
<<<<<<<<<<<<<<<<<<<<<<Insert Figure 12 Here>>>>>>>>>>>>>>>>>>
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
22
Page 23 of 36
While the above three processes have their different focus areas, they have certain
overlap due to the adoption of the process platform in Figure 9. The common sub-process
is circled by red double lines in the three processes.
6. CONCLUSIONS
In view of the significance of process platforms for managing production of high
product variety in manufacturing environments nowadays, this study proposed to model
rP
Fo
process platforms with focus on the application processes. Accordingly, the OOVDML
was put forward to cope with the modeling difficulties. The industrial example has
revealed several advantages of the OOVDML for modeling process platform’s application.
ee
First, the diagrammatic representation visualizes an overall picture of process platform’s
application process in a holistic view. This, in turn, provides a starting point for companies
rR
to understand, analyze and further improve the process in consideration. Second, the welldefined syntax and semantics offer a thorough understanding and rigorous interpretation of
ev
activities, personal, their relationships, etc. in process platform’s application processes.
iew
Consequently, in conjunction with the diagrammatic representation they enable companies
to be aware of the impacts of any changes to activities, personal and their relationships on
the application processes. Third, the OO modeling techniques along with the texts allow
On
the application processes to be documented easily at different levels of granularity, which
provides different people with their own interests.
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
Nevertheless, the OOVDML has its limitations. With focus on the modeling of process
platform’s application processes, the OOVDML does not pay attention to a process
platform itself. Consequently, it cannot shed light on the variety of constituent elements
and their complicated relationships inherent in a process platform. This may provide an
opportunity to extend this study. In future research, a comprehensive modeling
language/formalism may be developed based on several well-defined modeling techniques.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
23
International Journal of Production Research
Such a comprehensive modeling language should be able to capture and model both
process platforms and their application processes. The resulting models can, thus, be
expected to reflect the interactions between process platforms and their application, based
on which companies can make improvements on process platforms and/or application
processes eventually.
Another avenue for directing future research would be to develop a computer-aided
rP
Fo
system incorporating the OOVDML. Companies’ legacy systems may be integrated with
such a system so that the system is able to capture real-time data and information, thus
providing more accurate information for companies to make right decisions in adding,
removing, modifying activities in the application processes.
ACKNOWLEDGEMENTS
rR
ee
The author would like to thank two anonymous reviewers and the editor for their
insightful and constructive comments on the earlier version of this paper.
REFERENCES
iew
ev
Baudin M., Manufacturing Systems Analysis. 1990, Yourdon Press Computing Series.
Booch G., Object-Oriented Analysis and Design. 1994, Benjamin/Cummings Publishing
Company, Inc.
On
Grabowski H., Furrer M., Renner D. and Schmid C., Implementation of information
system supporting engineering process based on World Wide Web. In: Scholz-Reiter,
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 24 of 36
B., Stickel, E. (Eds.), 1994, Business Process Modeling, Springer, Berlin.
Hajdu M., Networks Scheduling Techniques for Construction Project Management. 1997,
Kluwer Academic Publishers, Dordrecht.
Harland C., Knight L., Lamming R. and Walker H., Outsourcing: Assessing the risks and benefits
for organizations, sectors and nations. International Journal of Operations & Production
Management, 2005, 25, pp. 831-850.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
24
Page 25 of 36
Harmon P., Understanding UML: The Developer’s Guide: With a Web-based Application
in Java. 1998, Morgan Kaufmann Publishers, San Francisco.
http://www.idef.com/Home.htm
Jacobson I., The Object-Oriented Software Engineering. 1992, Addsion-Wesley
Publishing Company.
Jiao J., Zhang L. and Pokharel S., Process platform planning for variety coordination from
rP
Fo
design to production in mass customization manufacturing. IEEE Transactions on
Engineering Management, 2007a, 54, pp. 112-129.
Jiao J., Zhang L., Pokharel S. and He Z., Identifying generic routings for product families
based on text mining and tree matching. Decision Support Systems, 2007b, 43, pp.
866-883.
rR
ee
Jiao J., Zhang L., Zhang Y. and Pokharel S., Association rule mining for product and
process variety mapping. International Journal of Computer Integrated Manufacturing,
2008, 21, pp. 111-124.
ev
Kolisch R., Integration of assembly and fabrication for make-to-order production.
iew
International Journal of Production Economics, 2000, 68, pp. 287-306.
Lu Q. and Botha B., Process development: a theoretical framework. International Journal
of Production Research, 2006, 44, pp. 2977-2996.
On
Ma Q., An Approach to the Representation of Service Process Design. PhD dissertation,
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
1999, Department of Industrial Engineering and Logistics Management, Hong Kong
University of Science and Technology.
Martin J. and Odell J., Object-Oriented Analysis and Design. 1992, Prentice Hall,
Englewood Cliffs, NJ.
Martin J. and Odell J., Object-Oriented Method — Pragmatic Considerations. 1996,
Prentice Hall, Englewood Cliffs, NJ.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
25
International Journal of Production Research
Maull R., Hughes D. and Bennett J., The role of the bill-of-materials as a CAD/CAPM
interface and the key importance of engineering change control. Computing & Control
Engineering Journal, 1992, 3, pp. 63-70.
McIntosh K.G., Engineering Data Management: A Guide to Successful Implementation,
1995, McGraw-Hill, New York.
Min H. and Zhou G., Supply chain modeling: Past, present and future. Computers &
rP
Fo
Industrial Engineering, 2002, 43, pp. 231-249.
Ould M.A., Business Processes. 1995, Wiley, New York.
Peterson J.L., Petri Net Theory and The Modeling of Systems. 1981, Prentice-Hall,
Englewood Cliffs, NJ.
ee
Rumbaugh J., Blaha M., Premerlani W., Eddy F. and Lorensen W., Object-Oriented
rR
Modeling and Design. 1991, Prentice Hall, Englewood Cliffs, NJ.
Sanderson S. and Uzumeri M., Managing product families: The case of the Sony Walkman.
Research Policy, 24, pp. 761-782.
ev
Schierholt K., Process configuration: Combining the principles of product configuration
iew
and process planning. Aritificial Intelligence for Engineering Design, Analysis and
Manufacturing, 2001, 15, pp. 411-424.
On
Simpson T.W., Product platform design and customization: Status and promise. Artificial
Intelligence for Engineering Design, Analysis and Manufacturing, 2004, 18, pp. 3-20.
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 26 of 36
Sutton S., Heimbigner D. and Osterweil L.J., Language constructs for managing change in
processes centered environments. Proceedings of the Fourth SIGSOFT Symposium on
Software Development Environments. Software Engineering Notes, 1990, 15, 206–217.
Taal M. and Wortmann J.C., Integrating MRP and finite capacity planning. Production
Planning & Control, 1997, 8, pp. 245-254.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
26
Page 27 of 36
Tavcar J. and Duhovnik J., Engineering change management in individual and mass
production. Robotics and Computer-Integrated Manufacturing, 2005, 21, pp. 205-215.
Terwiesch C. and Loch C.H., Managing the process of engineering change orders: The
case of the climate control system in automobile development. Journal of Product
Innovation Management, 1999, 16, pp. 160-172.
van Veen E.A., Modeling Product Structures by Generic Bills-of-Materials, 1992, Elsevier,
rP
Fo
New York.
Vernadat F., CIMOSA: enterprise modeling and integration using a process based
approach. In: Yoshikawa H. and Goossenaerts J. (Eds.) Information Infrastructure
Systems for Manufacturing, 1993, North-Holland, Amsterdam.
ee
Williams C.B., Allen J.K., Rosen D.W. and Mistree F., Designing platforms for
rR
customizable products and processes in markets of non-uniform demand. Current
Engineering: Research & Applications, 2007, 15, pp. 201-216.
ev
Wortmann J.C., Muntslag D.R. and Timmermans P.J.M., Customer-Driven Manufacturing,
1997, Chapman and Hall, London.
iew
Yeh C.H., Production data modeling: An integrated approach. International Journal of
Operations & Production Management, 1995, 15, pp. 52-62.
On
Zhang L., Process platform based-production configuration for mass customization. PhD
Dissertation, 2007, Division of Systems and Engineering Management, Nanyang
Technological University, Singapore.
ly
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
Zhang L., Jiao J. and Helo P., Process platform representation based on unified modeling
language. International Journal of Production Research, 2007, 45, pp. 323-350.
Zukunft O. and Rump F., From business process modeling to workflow management: An
integrated approach. In: Scholz-Reiter B. and Stickel E. (Eds.) Business Process
Modeling, 1996, Springer, Berlin.
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
27
International Journal of Production Research
rR
ee
rP
Fo
End
EndProduct
Product (P)
(P)
ev
AP4 (WAP4,TAP4,SAP4)
QA1
A1
A1
QI2
I2
(WAP3,TAP3,SAP3)
(WAP1,TAP1,SAP1)
(WMP2,TMP2,SMP2)
AP3
MP2
QCI
C1
QA11
A11
A11
QC5
C5
R2
AP2 (WAP2,TAP2,SAP2)
QC3
C3
Assembly
Assembly (A)
(A)
W – Work Center
Q – Quantity Per
MP
QI1
I1
(WMP1,TMP1,SMP1) MP1
QC4
C4
Raw Material (R)
: Assembly Process
QC6
C6
R1
Purchased Part (C)
S – Setup
T – Cycle time
: Manufacturing Process
Intermediate Part (I)
ly
AP
AP1
On
QC2
C2
QA12
A12
A12
iew
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 28 of 36
Figure 1: The integrated generic product-process structure of a process platform
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
28
Page 29 of 36
(a) Generic Product Structure
(b) Generic Process Structure
End
End Product
Product(P)
(P)
QA1
A1
A1
QCI
QA11
A11
A11
C1
QC2
C2
QSA12
A12
A12
Q2
I2
QC5
C5
QC6
C6
R2
(WMP2,
TMP2,SMP2)
Intermediate Part (I)
Purchased Part (C)
MO
: Manufacturing Operation
(W ,T
,SAO
)
AP 4
1
(W ,T
,SAO
)
AP
W – Work Center
AP4
AO
(WAP1,
TAP1,SAP1)
AP1
AP4
AO1AP4
AO2AP4
AP4
1
AP4
2
MP1 (WMP1,
TMP1,SMP1)
(WMP1,
TMP1,SMP1)
MP1
1
MO
(W ,T
MP1
MP1
MO
1
,SMO
MP1
1
)
MP1
MP2
R1
Raw Material (R)
: Assembly Operation
AP 4
2
AO
(WAP2,
AP2 TAP2,SAP2)
(WAP4,
TAP4,SAP4)
AP4
(WAP4,
TAP4,SAP4)
(WAP3,
AP3 TAP3,SAP3)
QI1
I1
QC3 QC4
C3
C4
Assembly
Assembly(A)
(A)
AO
AP4
rP
Fo
: Assembly Process
MP
S – Setup
Q – Quantity Per
: Manufacturing Process
T – Cycle time
Figure 2: The generic product and process structures of a process platform
PA2: Preparing materials
ActivityName
ActivityAttribute
Responsible person = material handler
processing time = range from x hours to y hours
ActivityOperation
Prepare() {… prepare the required materials according to the work order…}
(a) PAC notation
(b) A production activity example
rR
ee
Figure 3: Notation of a PAC and a production activity example
ev
ar1
J9
xxx xxxx
SequentialJunction
(J9 is the identity)
iew
ArrowLink
(ar1 is the identity)
Figure 4: An ArrowLink and a SequentialJunction
ar2
ar5
ar3
Signal(ar1) signal(ar2)
signal(ar3) signal(ar4)
ar8
ar7
J1
ar6
ly
J2
PA2:...
ar1
On
PA1:...
ar4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
PA3:...
Signal(ar5) signal(ar6)
signal(ar7) signal(ar8)
Figure 5: A fragment of a production process flow
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
29
International Journal of Production Research
PA3 i: Selecting
option A
PA1:Receiv ing customer
order
PA2:Analyzing customer
require ments
ar2
ar1
J2
ar3
ar3i
ar3
j
PA3 j: Selecting
option B
J1
ar3 k
Signal(ar3) event(e3i) signal(ar3i),
Signal(ar3) event(e3j) signal(ar3j),
Signal(ar3) event(e3k) signal(ar3k)
PA3 k: Selecting
option C
rP
Fo
Figure 6: The tag attached to J2
ee
xx
A StartPoint with attribute
An AchievementPoint without attribute
rR
Figure 7: Example notations of StartPoint and AchievementPoint
iew
ev
Vibration Motor
Armature
Assembly
Frame
Assembly
Coil
Assembly
Washer
Frame
Bracket
Assembly
Magnet
Assembly
Weight
ly
On
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 30 of 36
Bracket A Bracket B Terminal
Shaft
: Parts
Coil
Commutator
Magnet
Magnet
Housing
: Assemblies
Figure 8: The common product structure of a motor family
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
30
Page 31 of 36
Operation Sequence
Vibration Motor
Material requirement
X – Quantity Per
S – Setup
Intermediate Part
T – Cycle Time
Avm (W-Avm,T-Avm,S-Avm)
Subassembly
W – Workcenter
XQw
Weight
Purchased Part
XQmb
Mainbody
XQrh
Rubber Holder
Operation
Raw material
Amb (W-Amb,T-Amb,S-Amb)
XQaa
Armature Assembly
rP
Fo
XQfa
Frame Assembly
Aaa (W-Aaa,T-Aaa,S-Aaa)
XQs
Shaft
XQca
Coil Assembly
XQba
Bracket Assembly
Afa (W-Afa,T-Afa,S-Afa)
XQf
XQm
XQba
Frame Magnet Bracket A
Aba (W-Aba,T-Aba,S-Aba)
XQbb
Bracket B
XQt
Terminal
(W-Aca,T-Aca,S-Aca) Aca
XQtp
XQcm
Tape Commutator
XQc
Coil
ee
(W-Mc,T-Mc,S-Mc) Mc
RMc
(W-Mf,
Mf T-Mf,
S-Mf)
RMf
(W-Mba,
(W-Mbb,
(W-Mt,
Mba T-Mba, Mbb T-Mbb, Mt T-Mt,
S-Mba)
S-Mbb)
S-Mt)
RMba
RMbb
RMt
rR
Figure 9: The process platform of the motor family
iew
ev
ly
On
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
31
International Journal of Production Research
PA2:Selecting proper options
ar1
J1
ar61
J2
ar82
responsible person = material
handler
Prepare(){… prepare the required
materials according to the
generated PJD...}
event 2: required material calculated
Store(){… store the undelivered
vibration motors…}
event 3: required resources calculated
event 4: delivery date postponed
iew
Signal(ar83) ዊ signal(ar84)
signal(ar9)
ar7
event 1: due date and lot size calculated
ev
ar84
PA51:Preparing the materials
Signal(ar63) ዊ signal(ar7)
signal(ar71)
rR
ar83
ar71
PA72:Storing the motors
J8
ar9
J6
Produce(){… start to produce the
vibration motors after all the
preparations are ready...}
Signal(ar72) signal(ar81),
Signal(ar72) event(e4)
signal(ar82)
Generate(){… generate a set of
PJD based on the BOM and the
BOMfrO data for the vibration
motor...}
ar62
ar72
responsible function = prod. dept.
ee
ar81
PA4:Generating a set of PJD
Signal(ar51) ዊ event(e2) ዊ
event(e3) signal(ar61) ዊ
singal(ar62)
PA6:Producing the motors
J4
ar51
Prepare(){… prepare the required
manufacturing resources based
on the generated PJD...}
J7
Deliver(){… deliver the motors
to the customer within the due
date...}
Signal(ar41)
ዊ event(e1)
signal(ar5)
J5
ar3
ar21
PA71:Delivering the motors
responsible func. = shipping dept.
Derive(){… derive the BOM and
the BOMfrO from the process
platform at the same time…}
PA52:Preparing the required
manufacturing resources
ar63
ar2
Receive(){… receives orders for
a large number of vibration
motors…}
ar4
Signal(ar31)
signal(ar4)
Signal(ar21)
signal(ar3)
PA1:Receiving the customer
orders
receiving frequency = irregular
ar31
ar41
Select options(){… select the
proper options from the process
platform in accordance with the
functional features specified in
the customer order...}
Signal(ar1)
signal(ar2)
PA3: Deriving the BOM and the
BOMfrO data
J3
ar5
Customer
order
processing
flow
rP
Fo
Figure 10: Processing the customer order in Table 1
ly
On
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 32 of 36
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
32
Page 33 of 36
J2
PA1:Receiving EC application
J1
ECC
process
flow
ar2
ar1
request source=external or internal
ar21
PA2:Deriving the BOM and BOMfrO
ar3
Derive(){… derive the relevant BOM
and BOMfrO in accordance with the
customer order from the process
platform…}
Receive(){receive EC application
either from internal or external…}
Signal(ar51)
signal(ar6)
Signal(ar21)
signal(ar3)
Signal(ar31)
signal(ar4)
ar31
Signal(ar1)
signal(ar2)
J3
ar4
PA4:Selecting design parameters
and corresponding values
ar51
ar6
evaluation method = xxx test
Evaluate(){… evaluate the
feasibility and reliability
of the new design...}
J5
Signal(ar73) event(e2)
signal(ar82)
Location = shop floor
ar73
Test(){… test the new design at a
small quantity in order to find
the potential problems…}
event 2: pilot run failed
event 3: new design rejected by customer
Responsible = sales personnel
J7
Signal(ar41) signal(ar72)
signal(ar82) signal(ar91)
signal(ar5)
PA8:Adding new data
J8
ar83
ar92
Inform(){… inform the customer
of the change, new design and
the testing result...}
rR
event 1: evaluation failed
ar81
Gather(){… gather info. for the
requested change and analyze...}
PA7:Informing the customer
ee
ar82
processing time = depend on the
nature of requested change
Add data(){… add the new BOM
and BOMfrO data to the process
platform…}
ar93
ar61
ar71
Signal(ar73) signal(ar81),
Signal(ar61) event(e1)
signal(ar72)
PA6:Pilot running
ar41
ar91
Signal(ar61) signal(ar71),
PA3:Gathering information and
analyzing
J4
Select(){… select proper design
parameters and corresponding
values based on the analysis
result...}
ar72
J6
ar5
Signal(ar83) signal(ar92),
Signal(ar83) event(e3)
signal(ar91)
Signal(ar93)
signal(ar10)
J9
ar10
PA5:Evaluating new design
rP
Fo
ev
Figure 11: An ECC process in relation to the customer order in Table 1
iew
ly
On
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
33
International Journal of Production Research
ar22
PA1: Deriving a BOM in
accordance with the functional
requirements in the customer
order
PA2: Deriving the corresponding
BOMfrO data
processing time = 3 hours or so
J1
ar1
processing time = 3 hours or so
Derive(){… derive the set of
BOMfrO data from the process
platform in conjunction with the
derivation of the BOM…}
ar21
Production job
planning
process flow
Derive(){… derive the corresponding BOM data level by level from
the process platform…}
Signal(ar1) signal(ar21)
ar24
Signal(ar24) signal(ar23)
event(e1) signal(ar3)
J2
ar42
ar3
Event 1: due data and lot
size calculated
ዊ signal(ar22)
ar23
rP
Fo
PA41:Carrying out the relevant
production control activities
PA3:Generating the set of PJD
Generate(){… generate the set of
PJD for the motor based on the
derived BOM and BOMfrO data
incorporating the additional info.
such as the lot size and due date…}
ar31
ar41
responsible person = production
personnel
Control production(){… use the
set of PJD to check the availability
of the materials and manufacturing
resources as required…}
responsible person = planner
Modify PJD(){… modify the set
of PJD for different customer
orders…}
signal(ar43)ዊsignal(ar44)
rR
Signal(ar31)
PA42:Modifiying the set of PJD
for new customer orders
J3
responsible person = planner
ee
signal(ar41) ዊ
ዊsignal(ar32)
signal(ar5)
signal(ar42)ዊ signal(ar32)
ar44
ar43
ar5
ar32
J4
ev
Figure 12: Planning production jobs for the customer order in Table 1
iew
ly
On
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
Page 34 of 36
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
34
Page 35 of 36
Table 1: A customer order
Order #: xxxxx
Due date:xxxxx
Customer Info.:xxxxxxx
Delivery:xxxxxxx
Volume: 50
Description:xxxxxxxxxx
Functional Requirements:
Rubber Holder. Color = Red
Weight. Width = 5mm
Shaft. Diameter = 3mm
Shaft. Length = 16mm
Frame. Thickness = 3mm
Frame. Length = 20mm
Magnet. Length = 14mm
Bracket A. Shape = L
Bracket A. Color = Red
Bracket A. Width = 6mm
Bracket B. Shape = L
Bracket B. Color = Red
Bracket B. Width = 6mm
Terminal. length = 6mm
Terminal. Width = 5mm
Tape. Color = Red
Tape. Width = 3mm
Commutator. Thickness = 2mm
rR
ee
rP
Fo
Table 2: The motor specified in the customer order in Table 1
ev
Hierarchy Level Generic Item Parameter Value Parameter Value Quantity per
1
1
1
.2
.2
.2
..3
..3
..3
..3
...4
...4
...4
C_R
W_5
3mm
16mm
D_3
L_16
3mm
20mm
14mm
L
Red
6mm
L
Red
6mm
6mm
5mm
1mm
3mm
2mm
T_3
L_20
L_14
S_L
C_R
W_6
S_L
C_R
W_6
L_6
W_5
1
1
1
1
1
1
1
1
1
D_1
W_3
T_2
1
1
1
ly
..3
Red
5mm
On
..3
..3
Rubber holder Color
Weight
Width
Mainbody
Armature Assy
Frame Assy
Bracket Assy
Diameter
Shaft
Length
Coil Assy
Frame
Thickness
Length
Length
Magnet
Bracket A
Shape
Color
Width
Bracket B
Shape
Color
Width
Terminal
Length
Width
Coil
Diameter
Tape
Width
Commutator Thickness
iew
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
International Journal of Production Research
1
1
1
1
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
35
International Journal of Production Research
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
Page 36 of 36
Table 3: The PJD for producing the motor in Table 2
Job Sequence
no.
no.
20
50
Operation
Fo
Work
center
Tool
Machine
rP
Cycle time
(Sec./item
x Lot Size)
Component/Material
(Quantity)
Product
(Lot size)
Component
job no.
1
9.25 x 50
Weight (1x50)
Rubber Holder (1x50)
MainbodyAssy(1x50)
Vibration Motor (1x50)
N/A
N/A
19
1
9.25 x 50
Armature Assy (1x50)
Frame Assy (1x50)
Bracket Assy (1x50)
Mainbody Assy (1x50)
18
15
13
Supporting holderI
PalletII
1
5.00 x 50
Armature Assy (1x50)
17
1
5.00 x 50
Coil Assy (1x50)
16
1
4.50 x 50
Wsitting jigI
WcaulkingheadI
- vm WcaulkingMcI
Vibration motor assembly WC-A
ee
19
40
Mainbody assembly
FcaulkingMcHS
- mb AinsertingMcV
WC-A
18
30
Armature assembly
WC-A
- aa
17
20
Coil assembly
- ca
WC-A
Guiding jigIII
16
30
Coil fabrication
WC-M
- c Cwinding McV5
TrayII
Sinserting and
Soldering Mc.
Labor
No./wc
Fixture
Caulking bladeII
Bracket holderL
rR
FholderI
MholderVII
ev
15
20
Frame assembly
- fa FMpressingMc.
WC-A
14
10
Frame fabrication
- f FstampingMcI
WC-M
Die
13
20
Bracket assembly
- ba Bfusing McII.
WC-A
BinserterV
12
10
10
10
Bracket A fabrication
Bracket B fabrication
Terminal fabrication
- ba BinjectionMc04 BadjustorA BlocatorA
WC-M
- bb BinjectionMc04 BadjustorA Bprealignment jigI
WC-M
- t Tcutting McI
WC-M
DieII
TholderIII
Holder01
Bpressing jigAI
Coil Assy (1x50)
Shaft (1x50)
Coil (1x50)
Tape (1x50)
Commuter (1x50)
Raw Material (1set x50)
Coil (1x50)
Frame Assy (1x50)
N/A
1
4.50 x 50
Magnet (1x50)
Frame (1x50)
1
5.00 x 50
Raw Material (1set x50) Frame (1x50)
N/A
1
4.00 x 50
Bracket A (1x50)
Bracket B (1x50)
Terminal (1x50)
Bracket Assy (1x50)
12
1
1
1
5.25 x 50
5.25 x 50
Raw Material (1set x50)
Bracket A (1x50)
Bracket B (1x50)
Terminal (1x50)
N/A
iew
5.00 x 50
On
http://mc.manuscriptcentral.com/tprs Email: ijpr@lboro.ac.uk
14
ly
36