The Impact of Power Supply Arc Response on
advertisement

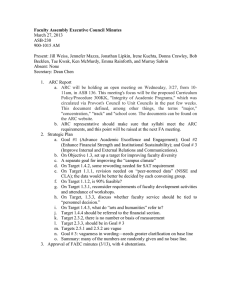
The Impact of Power Supply Arc Response on Production Yield and Field Reliability D. J. Christie, Advanced Energy Industries, Inc., Fort Collins, CO ABSTRACT MAGNETRON ARCING Magnetron sputtering is widely used to deposit layer systems in large area processes coating architectural and automotive glass and plastic films for various applications. The system power supply must operate the process at the desired set point, and must also respond to arcs which are a natural outgrowth of the sputtering process. The size of the macroparticles produced by arcing depends in part on the energy the power supply delivers to the arc. Some of these macroparticles which become inclusions in the film can negatively impact the field reliability of the layer system. It is important for the power supply to manage arcs correctly in order to minimize the number and size of the macroparticles. Arc response duration is important for reactive sputtering, particularly for processes stabilized in the transition region. The disturbance in the process can last longer than the power supply shut off time, resulting in visible banding. It is important for the arc response duration to be short enough to eliminate any visible effects in the final product. Modeling can be used to study the maximum tolerable arc response time for reactive sputtering processes. The physical basis of the effect of macroparticles on layer system integrity is reviewed. In the magnetron sputtering process, the desired glow discharge mode is sustained by secondary emission of electrons induced by ion impact at the target surface, as an individual process. An individual process means that one ion incident on the surface results in emission of some number of secondary electrons (the ion impact being primary), with some probability. These secondary electrons perform bulk ionization of process gas neutrals by electron impact [4] and possibly sequential secondary processes such as Penning ionization and multiple body collisions. The undesired cathodic arc discharge mode is sustained by explosive emission of ions and electrons from small craters on the target surface in what could be considered a collective process [2]. It is a collective process because the current flowing in the arc provides heat to the arc spot which in turn causes melting and explosive emission of a “collection” of target material atoms. In the cathodic arc mode, target material macro-particles are also explosively emitted from arc craters, often landing on the substrate, resulting in product yield issues. INTRODUCTION Magnetron sputtering is an important technique for production of both consumer and commercial goods [1]. In large area coating, it is widely used to deposit low-emissivity (“low-e”) coatings on architectural glass in large in-line coaters. Other applications include mirrors, flat panel displays, and antireflection (AR) coated glass. It is also employed in roll coaters for depositing optical coatings on plastic films as well as oxygen barriers for plastic food packaging films. One of the challenges in the practical realization of DC and pulsed mid-frequency magnetron sputtering is that it will support two stable discharge modes. The desired discharge mode is a glow or abnormal glow discharge, at low current density. The undesired discharge mode is a cathodic arc discharge, at very high current density [2-4]. The cathodic arc mode causes damage to both target and work piece, so it must be detected and quenched by the sputtering power generator. An additional challenge is real-time assessment of the health of the process. As process conditions degrade, it is necessary at some point to stop the process in order to maintain the process equipment and restore it to an acceptable state. Electrical discharge devices with the ability to operate in arc and glow regimes have been studied for some time now. Early work on the transition from the glow to the cathodic arc mode showed the importance of oxide on the target surface for sustaining an arc [5-9]. When ultra pure noble gases were used, it was essentially impossible to sustain an arc. In some experiments, the argon gas was purified in situ with the arc operating. When a high level of purity was attained, the arc mode discharge ceased and only a glow discharge was possible. This result was attributed to formation of oxides on the surface. When the gas was purified, the oxides were eventually removed by the arc. The motivation for this work was likely to understand how to make arc sources work better. Now we are interested in keeping sputtering processes out of the arc regime. This early work at least suggests the importance of process gas and target material purity in metal sputtering processes, and perhaps sets the expectation that target arcing could develop when reactively sputtering oxides. Even so, formation of arcs in the magnetron sputtering process is still not well understood fundamentally. Issues with arcing in sputtering processes are handled predominantly with the “know-how” of power supply designers and sputtering practitioners. © 2006 Society of Vacuum Coaters 505/856-7188 49th Annual Technical Conference Proceedings (2006) ISSN 0737-5921 183 EFFECT OF ARC SHUTOFF TIME FOR REACTIVE SPUTTERING PROCESSES When arcing occurs, the magnetron power supply must shut off to quench the arc. In the case of reactive sputtering this presents some subtle challenges. The effects of the interruption in power can last longer than the shutdown due to the dynamics of the reactive sputtering process, especially in the transition mode. These effects were studied for a typical large area TiO2 process [10, 11]. The dynamical version of the Berg model was used to simulate the process response to power supply shutdown for arc handling [12-14]. The model used three process states: partial pressure, target coverage fraction, and chamber surface coverage fraction. It is based on continuity of flow and competing processes at target and chamber surfaces. Rate was taken as the metal atom removal rate (from the target), both native target material and compound (TiO2) on the target surface. Numerical simulations were performed using MATLAB® and Simulink® [15]. The process was stabilized in the naturally unstable transition region for simulations by a feedback controller designed with the MATLAB® Control System Toolbox. The results showed that when the power supply shuts off for arc handling, the reactive gas partial pressure increases and the target coverage fraction (with compound) increases. As a consequence, the sputtering rate is decreased when the power supply turns on again. Some time is required for rate to recover to its value prior to shut-down, so the process effect is not just time off. There is lost rate due to arcing and lost time when power is off. It would be expected that for practical reactive sputtering partial pressure control systems, process stabilization becomes increasingly difficult with longer off time. The reduced rate when the power supply turns on again is due to increased coverage fraction; it takes time to reduce the coverage fraction to the equilibrium level and achieve steady state rate again. The worst case is where there is a large difference in sputtering yield between target metal and compound, for example: STi ≈ 0.7, STiO2 ≈ 0.03. Figure 1 shows how an increase in coverage fraction from about 75% to 90% can cut rate by almost 50% for TiOx reactive sputtering. 184 Figure 1: Normalized rate as a function of target coverage fraction for TiO2 reactive sputtering. MACRO-PARTICLES GENERATED BY PROCESS ARCING Large area magnetron sputtering processes operate at high powers, up to 100 kW to 200 kW, or even higher powers in some rare cases. Power supplies capable of delivering these high powers have considerable arc energies, and deliver considerable peak currents to process arcs. It could be expected that a single arc has locally similar conditions, such as magnetic field, target surface temperature, and process gas pressure, as for low power (1 kW to 10 kW) processes. However, available energy that could be delivered to an arc may be ten or more times higher. The expected result is larger target material particles (macro-particles) generated by the arc as arc energies increase, as shown in Figure 2. This suggests that for large area coating, there is a greatly increased importance of minimizing arc energy. The generation of macro-particles by sputtering magnetron arcing has been studied by several researchers [16-20]. Based on published data, macro-particles as large as 10 µm or larger could be expected. The details are difficult to quantify by analysis but would seem to be clearly dependent on process conditions, target material, and the details of the magnetron design, as well as power supply arc handling. Large area coating presents special challenges for arc energy and arc rate. The expected general trend of macro-particle size distribution and quantity scaling is shown in Figure 3. Arc energy should be reduced to minimize arc induced macro-particle size. Arc frequency (rate) should be reduced to minimize arc-induced macro-particle quantity. Appropriate choice and setup of pulsed DC equipment can minimize arc energy and arc frequency (rate) [21]. Macro-particles generated by arcing can be included in the layer stack, as shown in Figure 4, resulting in layer system defects and a possible reduction of field reliability, characterized by premature degradation of appearance and/or reduction in performance. Therefore, it is desirable to minimize macro-particle size and quantity. ACKNOWLEDGEMENTS The author would like to acknowledge the contributions to this paper of the many (too numerous to mention by name) co-workers at Advanced Energy who have contributed to the development of arc handling technology over the past 25 years. REFERENCES Figure 2: Expected trend of macro-particle size with arc energy. Figure 3: Expected trend of macro-particle size distribution and quantity with arc energy and frequency (rate). Figure 4: Macro-particles generated by target arcing can be included in the thin film layer stack, resulting in defects and possible reduction of field reliability. 1. W.D. Westwood, Sputter Deposition, AVS, New York, 2003. 2. A. Anders, “Physics of arcing, and implications to sputter deposition,” Proc. 5th Intl. Conf. on Coatings on Glass, p. 59, 2004. 3. J.D. Cobine, Gaseous Conductors, Dover, New York, 1958. 4. M.A. Lieberman, A.J. Lichtenberg, Principles of Plasma Discharges and Materials Processing, Wiley, New York, 1994. 5. G.M. Schrum, H.G. Wiest, “Experiments with short arcs,” Electrical Engineering 50, p. 827, 1931. 6. G.E. Doan, J.L. Myer, “Arc discharge not obtained in pure argon gas,” Phys. Rev. 40, p. 36, 1932. 7. G.E. Doan, A.M. Thorne, “Arcs in inert gases. II,” Phys. Rev. 46, p. 49, 1934. 8. M.J. Druyvesteyn, “Electron emission of the cathode of an arc,” Nature, p. 580, 1 April 1936. 9. C.G. Suits, J.P. Hocker, “Role of oxidation in arc cathodes,” Phys. Rev. 53, p. 670, 1938. 10. P. Greene, R. Dannenberg, “Modeling of production scale reactive deposition,” 42nd Annual Technical Conference Proceedings of the Society of Vacuum Coaters, p. 23, 1999. 11. D.J. Christie, E.A. Seymour, “Power system requirements for enhanced mid-frequency process stability,” 46th Annual Technical Conference Proceedings of the Society of Vacuum Coaters, p. 257, 2003. 185 12. S. Berg, et al., “Modeling of reactive sputtering of compound materials,” JVST A 5(2), Mar/Apr, p. 202, 1987. 13. H. Bartzsch, P. Frach, “Modeling the stability of reactive sputtering processes,” Surface and Coatings Technology, 142-144, p. 192, 2001. 14. N. Malkomes, N. Vergöhl, “Dynamic simulation of process control of the reactive sputter process and experimental results,” Journal of Applied Physics, vol. 89, no. 1, p. 732, 1 Jan, 2001. 15. Using Simulink®, The Mathworks, Natick, 2002. 16. B. Jüttner, “On the variety of cathode craters of vacuum arcs, and the influence of the cathode temperature,” Physica 114C, 255 (1982). 17. C.E. Wickersham, Jr., J.E. Poole, J.S. Fan, L. Zhu, “Video analysis of inclusion induced macroparticle emission from aluminum sputtering targets,” JVST A 19(6), 2741 (2001). 186 18. C.E. Wickersham, Jr., J.E. Poole, A. Leybovich, L. Zhu, “Measurements of the critical inclusion size for arcing and macroparticle ejection from aluminum sputtering targets,” JVST A 19(6), 2767 (2001). 19. C.E. Wickersham, Jr., J.E. Poole, J.S. Fan, “Arc generation from sputtering plasma-dielectric inclusion interactions,” JVST A 20(3), 833 (2002). 20. K. Koski, J. Hölsä, P. Juliet, “Surface defects and arc generation in reactive magnetron sputtering of aluminium oxide thin films,” Surface and Coatings Technol. 115, 163 (1999). 21. D. Carter, H. Walde, G. McDonough, G. Roche, “Parameter optimization in pulsed DC reactive sputter deposition of aluminum oxide,” 45th Annual Technical Conference Proceedings of the Society of Vacuum Coaters, p. 570, 2002.