Special Feature New Chip Carrier Package Concepts
advertisement

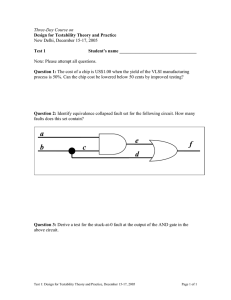
l SPECIAL FEATURE New Chip Carrier Package Concepts John W. Balde Daniel I. Amey Western Electric Sperry Univac Introduction The chip carrier concept was originally conceived as a square ceramic semiconductor package that could be surface reflow soldered to a ceramic substrate. Its advantages of reduced package size, higher board packing density, lower lead inductance and internal propagation delay, and easy assembly and disassembly were, unfortunately, limited to largely military applications. The idea seemed to have larger utility than that. If sockets were available, such a ceramic package could be installed on epoxy-glass printed circuit boards; if the chip carrier concept were implanted in plastic or with compliant leads, there could be direct attachment to such boards. In early 1976 the Computer Packaging Technical Committee began to see a number of such efforts to adapt the chip carrier concept to wider applications. Clearly, if the many efforts remained independent, the possibility of wide industry acceptance of a new package style to replace the dual in-line package could be very low; non-interchangeable and non-compatible package types present problems both to the semiconductor manufacturers and to users in the computer industry. Incompatible product offerings even present problems for a vendor, because he finds that it is difficult to sell a package for which he is the single source. Convinced that the advantages of this general package type could be much more widely realized if the many individual package types were interchangeable and compatible, the Computer Packaging Technical Committee has therefore served as an active coordinator and participant in a crossstandardization effort involving system users, package and socket manufacturers, and semiconductor companies. 58 Ceramic chip carriers First a look at the basic concept. The original chip carriers, as developed by 3M's Electronic Products Division, are square multilayer ceramic packages with a pattern of gold metallization pads on the bottom and an internal cavity into which the semiconductor can be bonded.' There is a metal sealing surface on the top edge of the cavity and a conventional Kovar seal lid is bonded to the top. A number of these chip carriers are illustrated in Figure 1. The packages are fabricated in sheet form with the connections from the internal metallization planes to the bottom pad connection points being made by means of metallized via holes formed into the ceramic in the green state. These prepunched holes not only provide a means for getting the connection from the internal layers to the base layers, but also provide the rows of perforations which determine the snap lines when the sheet of ceramic is broken into pieces. Although 3M, Kyocera and Metceram presently make carriers by cofiring metallized ceramic multilayers, this same package style may be fabricated by dry press operations. It is assumed that the method of attaching such chip carriers to some larger interconnection circuit would be by reflow soldering to a set of pre-solder coated lands on a ceramic mother board or hybrid multi-layer substrate (Figure 2). The packages can be assembled to such a ceramic circuit board by the use of hot air guns, a hot air tunnel oven, or by heating the base ceramic with a simple hot plate. The placement and positioning of the chip carrier to the base ceramic substrate need not be particularly accurate since errors of both transla- COMPUTER Figure 1. 3M ceramic chip carriers of various types. tion and rotation will be corrected by the surface tension forces of the molten solder during the reflow process. These carriers will translate and rotate in the same way that separate chip bonded LSI semiconductor chips will Figure 2. Chip carrier mounted on multilayer ceramic substrate. December 1977 equalize the surface tension forces and "seek" the position of best match between the lands of the chip and the lands of the substrate. These packages are not only easy to assembly to the underlying substrate, but are particularly easy to disassemble for repair and replacement. The same hot plate or the same hot air gun can melt the solder for a given package which can then be lifted off with a pair of tweezers. Many circuits use thick film metallization of the underlying ceramic to minimize the likelihood of solder removing gold from the substrate land pad area, but it is possible to achieve satisfactory bonding results with multiple reflow carrier replacement even with thin film metallization. The metallization system must be chosen with some care, however, to make sure that it is not all dissolved in the molten solder. Most such chip carrier implementations were in square packages having pads on 40-mil centers, although some 30- and 50-mil center packages were made. Most of the applications were military with fairly large multi-layer or double-sided ceramic circuit boards. There was a gradual buildup in usage because of increasing realization of the three strengths of this package format: (]) In the larger chip carriers with leads from 24 on up to 64 there was a considerable space advantage over the 59 equivalent DIP package format. Area reductions of at least 3 to 1 are easily achievable. (2) The chip carrier format gives a considerably reduced path length, less than that of the equivalent DIP, and therefore cuts the lead inductance appreciably. As reported by Bauer of RCA, the upper frequency operating limit of the typical circuit can be increased by a factor of 2 or more by changing from a DIP design to a chip carrier design. (3) The ability to remove and replace chip carriers with ease and with minimal tooling began to be recognized as a significant improvement over the DIP package, which has difficulties in yield and reliability associated with the DIP removal and replacement. Figure 3 shows one of the circuits in manufacture by RCA; and Table 1 shows the improvement in system performance and packing density that can be achieved when a chip carrier based design is substituted for a design implementation in conventional DIP-board technology.2 Figure 3. Chip carrier hybrid assembly. The Mini-Pak chip carrier The advantages of this technology were also recognized by General Instruments in early 1976 as they faced the problem of reducing size and cost for the microprocessor and clock modules and similar LSI circuits. Their MiniPak package (Figure 4) is a cost-effective translation of the basic square chip carrier concept to the needs of commercial equipment designers who normally work with printed circuit boards.3 Figure 4. GI Mini-Pak. As implemented by GI, a small square of glass epoxy laminate is metallized top and bottom with the necessary 50-mil center connection pads and with a central metallization area to which an LSI chip can be bonded with conductive epoxy. Once again there are the plated-through holes which provide the connections from the top to the bottom surface of the epoxy at the land area and give the characteristic notch edge configuration to the MiniPak carrier after it is punched out of its larger manufacturing sheet. The LSI chip is connected to edge metallization stripes by wire bond just as it is 'in ceramic chip carriers, but the necessary surface protection of the chip is provided by a conformal coating or potting of epoxy (Figure 5). There is one interesting difference between the shipped state of the GI Mini-Pak and the ceramic chip carriers: the ceramic packages are shipped with bare gold metallization, with the resultant assumption that the necessary solder for the reflow solder bond must be provided by thick solder plating of the substrate. The converse is true of the GI Mini-Pak, since it is shipped with a reservoir of solder on the Mini-Pak carrier that is adequate to wet the lands and fill the curved shapes of the edge notches. It is this quantity of solder in the notches that gives the necessary reservoir to be sure that all the edge pads do reflow solder properly to the underlying printed circuit board substrate. This ability to inspect the solder fillets for both the ceramic and plastic chip carriers is an important feature of this technology (Figure 6). WIRE BOND Table 1. Comparative performance characteristics. PAD-TO-PIN DISTANCE (INCHES) LEADINDUCTANCE CLOCKED LOGIC LIMIT (MHz) CONNECTIONS/11N2 60 CHIP CARRIERS DIP FLATPACK 16 TO 64 LEAD 16 TO 64 LEAD 16 TO 64 LEAD ID 1.5 D.1 ID 1.5 .TO15 O15 5 20 TO 75 20 TO 75 1000 80 SD 500 40 40 500 40 40 CONFORMAL COATING LSI CHIP CONDUCTIVE EPOXY ' GLASS EPOXY LAMINATE SOLDER BUMP .' METALLIZATION Figure 5. Mini-Pak Assembly cross-section. COMPUTER Broader industry interest By the spring of 1976 it became increasingly apparent to others in the industry that a square format like the chip carrier will be the package of the future as one goes to the LSI devices that require pinouts of greater than 24 pins. If one is to assume such a square package in ceramic, however, the concurrent requirement for a ceramic substrate was considered disadvantageous. The only solution for those who wished ceramic packages on PC boards seemed to be a socket or connector for ceramic chip carriers that could provide the interface to a printed circuit board and offer the advantages of field replacement and also resilient members that could take care of the difference in temperature coefficient of thermal expansion. This differential between the PC board TC, which initially can be as high as 50 to 75 PPM/°C, and the 5 PPM/°C of ceramic can produce dimensional differences of 10 mils to the inch in the temperature swing from the temperature of solidifying molten solder to room temperature, and perhaps half that in the subsequent temperature excursions that an equipment might see in its operating life and on/off cycles. A socket for a halfinch-square device would only have to cope with the operating temperature swings and the difference in dimension of the end leads to the center so that a lead compliance that could cope with 2-mil changes in position would be quite adequate. The concept of a 50-mil-edge spaced ceramic substrate in a socket had particularly been recognized by Sperry Univac and had led to their decision to use that package style for their future systems hardware with LSI circuitry. While it was apparent from investigations by Dan Amey of Sperry Univac) that both package manufacturers and semiconductor manufacturers would make almost anything if specifically asked, it was also very apparent that there was already a lack of mechanical standardization of the ceramic chip carriers. Any LSI packaging technology would benefit from a broader industry acceptance and the resultant standardization activities. 64 leads. They suggested that there was a common need among users and manufacturers because of the limitations of the existing packages, and they felt that the Computer Packaging Committee with its mix of major computer manufacturers, military equipment suppliers, telecommunications companies, and component suppliers would therefore be the best forum to provide the critical review and comment on the Sperry Univac design approach and the feasibility of a standardization effort. The combination of ceramic chip carriers in sockets can offer the following new advantages: (1) Double-sided or multilayer PC boards can be used, and the board area using a chip carrier and socket might be one-half or one-third of the board area that otherwise would have been dedicated to DIP's. (2) If the chip carrier socket is just surface reflowed to the PC board surface, plated-through holes need no longer be of a size to take DIP leads. Instead of being able to get only one or two surface paths between two DIP holes with their associated pads in a PC board, as is the case with 45-mil holes in 60-mil pads which give only a 40-mil-wide "street," one can assume 20-mil holes in 30-mil lands giving a 70-mil "street" which can accommodate three paths with 10-mil line and space, or two lower-cost 15-mil paths. That can represent tripling of the path routing density. At the price of a socket, one gets easy field and repair changeability. Although this solution seemed to possess many advantages, it did introduce the need for a socket with its resultant cost and reliability problems. Since the chip carrier in ceramic did not use a socket when the connection was being made to a ceramic substrate, and the GI Mini-Pak did not use a socket when it was being connected to a simple double-sided printed circuit board, it seemed pertinent to also consider alternative designs capable of providing compliant leads that could cope with the dimensional changes one would see in multilayered printed circuit boards. Standardization activities begun Need for compliant lead designs Accordingly, at the March 16, 1976, meeting of the Computer Packaging Committee, Sperry Univac presented a proposal for standardizing LSI packages with 48 through The use of compliant leads as a means of coping with temperature coefficient mismatch has been an industry tactic for many years, as exemplified not only by IBM in their SLT technology, but of course by the leads of ceramic DIP's. Matching the temperature coefficient of thermal expansion of a package with that of the underlying PC board substrate can help a great deal. Unfortunately, the lateral XY change of direction is not the only change that takes place when one uses double-sided or multilayer PC board. The copper signal planes on a PC board rarely have the same copper on both sides in the same configurations. Even if there is approximately the same density of copper stripes, one normally sees principally vertical stripes on one side and horizontal stripes on the other. The resultant sandwich is therefore nonsymmetrical, and this nonsymmetry causes bending stresses, as the PC board is heated and cooled, that are not very different from the bending stresses that one normally sees in a bi-metallic strip. PC boards therefore flex and can flex enough so that a 10-inch-wide PC board might see a convexity or concavity of as much as 50 mils in the center of the board. If one assumes a flexing of 5 mils to the inch, it is apparent that a 1-inch chip carrier in plastic will see stresses on the solder joints as they try to restrain the board and chip from motions that would otherwise cause separations of as much as Figure 6. Typical solder filleting of a mounted chip carrier. December 1977 61 2 mils. Since solder is not elastic, these stresses will result in cracking or fracturing of the solder bead that is bound to increase the failure rate of the chip when mounted to multilayer PC boards. This increased failure rate may be almost negligible for a double-sided PC board and may be unimportant for a system or a circuit board that uses only a few semiconductor chips. For computer mainframe applications, however, which use many many chips, compliant leads can offer that slight margin of increased reliability that may be necessary. The compliant lead plastic premolded package In response to suggestions to this effect, Dimitry Grabbe of AMP began work to create a package design by AMP that could be bonded to PC boards.4 A lead frame design very much like that used for plastic encapsulated DIP's has its, leads formed out, down, tucked in underneath, and the edges turned up, so that one gets leads in soft copper to connect from the reflow solder pads on the printed circuit board to the internal portion of the plastic cavity. This package is shown in Figure 7 for a 400-mil-square 24-lead device package. This, then, is another solution to the problem of a replacement package for the DIP. The package itself possesses the following advantages: (1) It is attached to a substrate by reflow soldering either of an existing solder coated pad surface or a solder paste coated pad surface. It can also be installed in a socket. (2) It can be removed and resoldered many times without high risk of more damage. (3) The plastic proposed, polyphenylene sulfide (R4) with a glass fiber fill, has a TC of 22 PPM/!C, very close to the 15-17 PPM/°C temperature coefficient of fully cured epoxy board. Since the leads are compliant, this new package can be connected to either ceramic or multilayer board substrate. (4) Like leadframe DIP's, the packages can be handled in a continuous reel fashion. This means that the chips can be bonded by tape bonding or by automated wire bonding without Syntron feed and individual package handling. Figure 7. Premolded, compliant lead package, with socket. 62 (5) Lead spacing can be identical to that of a ceramic chip carrier so that it is possible to have sockets that can take either. This is not only useful for possible product use, but is important for burn-in and test sockets and prototype development. (6) It is possible to form the leads of such device but still retain attachment of the package to the carrying web, which makes possible for the first time reel transferred chip and package testing. (7) If desired, automated bonding equipment can be built in order to make low cost package placement on the PC boards. Many of these steps can be seen in the sequence of process actions shown in Figure 8. "Open" packages AMP has gone on ahead and combined the idea of the resilient leaded chip carrier format with the premolded or open package that has been explored recently in connection with DIPs. It is increasingly apparent that the reliability data coming in from users that have explored the open package filled with silicon gel encapsulant is indicating quite favorable reliability results, very comparable to that achieved by hermetic packages. If such a premolded package is assumed with a silicon gel encapsulant, a process sequence as shown in Figure 9 is possible. Ceramic packages with compliant leads It is not necessary to go to a plastic premolded package, however, to get compliant leads. The Berg Corporation has made edge clip lead designs available in their "Solok" termination line for converting a ceramic circuit board into DIP configuration. The same sort of thing can be done with an edge clip to attach to a ceramic carrier board and provide both compliant leads and the same pad resoldering format as could be achieved by the plastic compliant lead design and the ceramic chip carrier. This concept is shown in Figure 10. The coordination activity With the interest and willingness to participate that was shown in the spring meetings of the Computer Packaging Committee, an informal standardization committee began to meet in July and August of 1976. Out of this came plans to organize a task force to seek JEDEC standardization of the chip carrier format in a variety of sizes to meet the expected needs for future LSI packages. Table 2 lists the proposed package sizes to cover a range of LSI chips from 28 leads to 156 leads. More than 20 companies took part in this standardization task force activity, coordinated and led by Dan Amey of Sperry Univac. A partial list is shown in Table 3. We should not leave you with the impression that the end result sprang full blown in the first few minutes of the first meeting of this group. There was indeed a large variety of possible formats for the pad configurations, for the number of pads per side, for the package sizes, for their thicknesses and other vital dimensions, and for the mating printed circuit board land pattern. There were many major compromises made before things settled down to square formats with an odd number of leads per side and the general lead pattern configuration shown in Figure 11. COMPUTER SEALED PACKAGE ELL0 ;f05 wIS j_;;;i'X:ff00 00 ;00 0RCUlT PATTERN F T O\ REEL LOOSE PIECE VERS ON Figure 8. Processing steps for AMP package. 1-1 Figure 9. Open package assembly. December 1977 63 The family concept What evolved from these series of meetings was the concept of a family of chip carrier packages made of different materials, having different leads, having different advantages and disadvantages, but all compatible with the same layout on a printed circuit board.5 This family is shown in Figure 12. At this stage, however, that compatibility is more apparent than real. Only the GI Mini-Pak and the two compliant lead devices can connect directly to the printed circuit board without some interface means. The two styles of the ceramic packages require a socket or a similar interface member using elastomeric connection means in order to be useful. Accordingly, the group of cooperating companies that had been the task force for package standardization had a second task: that of also participating in a standardization activity for sockets. Figure 1O. Edge-clip leaded assembly. Socket considerations Table 2. LSI package family. MAXIMUM I/O CAPABILITY 28 44 52 68 84 100 124 156 NOMINAL PACKAGE SIZE .450" SQUARE .650" SQUARE .750" SQUARE .950" SQUARE 1.150'" SQUARE 1.350" SQUARE 1.650" SQUARE 2.050'' SQUARE MINIMUM MOUNTING AREA 0.6" SQUARE 0.8" SQUARE 0.9" SQUARE 1.1" SQUARE 1.3'" SQUARE 1.5" SQUARE 1.8" SQUARE 2.2'' SQUARE EXISTING PACKAGE COMPARISONS TO NEW DEVICE SIZES: I/O LEADS 28 44 52 EXISTING DEVICES 24 PIN MSI 24 PIN SUB-NANOSECOND ECL GENERAL INSTRUMENT 28 LEAD MINI-PAK 24/28 LEAD 3M TYPE CHIP CARRIER 40 PIN DIP MICROPROCESSORS 42 PIN ROCKWELL QUIP 48 PIN QUIL (MOTOROLA MC10800) PROPOSED 52 PIN QUIP AND DIP PACKAGES CURRENT NEEDS FOR 48/52 LEAD HIGH PERFORMANCE PACKAGES 64 PIN DIP 68 PROPOSED QUIP AND QUAD PACKAGES CURRENT NEED FOR HIGH PERFORMANCE PACKAGES AMDAHL ECL PACKAGE 84 Table 3. Chip carrier packaging standardization. JEDEC TASK FORCE JC1 1.3.1 TASK FORCE CHAIRMAN: DANIEL I. AMEY, SPERRY UNIVAC PARTICI PANTS BTL, BURROUGHS, HONEYWELL, IBM, RCA, USERS: ROCKWELL, SPERRY GYROSCOPE, WESTERN ELECTRIC, XEROX PACKAGE SUPPLIERS: AMP, BERG, COORS, KYOCERA, 3M SOCKET SUPPLIERS: AMP, BERG, BURNDY, TECKNIT, TI, TRW CINCH SEMICONDUCTOR MANUFACTURERS: EQUIPMENT MANUFACTURERS: 64 FAIRCHILD, GENERAL INSTRUMENT, INTEL, MOTOROLA, RCA, SIGNETICS, TI JADE, KULICKE & SOFFA, USM Socket standardization is an activity of the Electronic Industries Association rather than of JEDEC, and one of the members of the package standardization task force was Max Peel, who had been active as a standardization task force chairman for EIA. A socket standardization task force was then set up after the package standardization task force had begun to reach its conclusions. One possible socket type is shown in Figure 13. The one important concept that is being advocated with respect to the chip carrier sockets is that they also may be attached to the underlying printed circuit board by reflow soldering to surface lands.6 The sockets attach to if it did not have a socket; this opens some very interesting manufacturing choices. Just as in the case of the dual in-line package where it is possible to mount the DIP directly to the printed circuit board or to use a socket without changing the board configuration, that choice of plastic or ceramic packages with or without sockets is also possible for chip carriers. Advantages of leadless packages and leadless sockets One of the reasons for going to the chip carrier format is to reduce the physical size of the package and its required real estate area on the circutit board. This reduction in size and board area is important for electrical reasons because of the reduced lead inductance and the improved high frequency limit. It is- also important because of the savings in board real estate costs. Even more significant is the savings in a system that may require only half as many boards installed in half as many cabinets. In fact, it is this reduction in cabinet cost and cabinet wiring that is the single most important economic factor in the use of chip carriers. None of this reduction in cost through reduction in occupied space on the printed circuit board can be realized unless there is the ability to interconnect the chip carriers in that reduced real estate. If the packing density of chip carriers is determined by the maximum achievable circuit density with a double-sided printed circuit board or a multilayer board, a great deal of the possible cost savings may be cancelled. Fortunately, however, the 50-mil spaced reflow land pattern can be so arranged as to result in board configurations that have increased routing capability commensurate with the increased packing density. Consider the circuit board configuration of Figure 14. Here COMPUTER CERAMIC COVER . LEADLESS TYPE A TOP PLASTIC CAP METAL LEADLESS TYPE B HANDLING SINGLE OR MULTICHIP HYBRID EPOXY DROP LEADED TYPE B LEADED TYPE A MINI-PAK .- BOTTOM METALLIZED PADS OPTIONAL EDGE CONDUCTORS IN GROOVES SOLDER REFLOW FEET Figure 11. 0.050-inch center LSI package standards. LEADLESS TYPE A MINI-PAK TED PADS ,HOLES 1 F REQUIRES < MAY USE INTERCONNECTING INTERCONNECTING-ELEMEN2I ELEMENT OR BE SOLDERED _' -MUST BE SOLDERED ) COMMON PC LAND CONFIGURATION Figure 12. Mounting compatibility. December 1977 65 the 50-mil lands are extended either inboard or outboard in order to connect to a grid of via holes at 100-mil centers that are in two concentric squares around the edges of the chip carrier package footprint. These via holes connected to the lands do not need to be large enough to accept pins or DIP leads but may be 20-mil diameter holes in a 30-mil-square pad. This reduced pad size makes for larger spacing between pads that can provide spaces for three conducting circuits instead of two for high-density multilayer boards using 10-mil line and space (Figure 15). Furthermore, it can also provide two wiring channels instead of one for low-density conservative tolerance and double-sided printed circuit board often used for memory circuits and consumer devices. In either case, the achievable routing density is almost doubled. Realistic circuit layouts using chip carriers can, therefore, be designed so that the increase in packing density can be realized in the circuit layout. To achieve the maximum wiring and routing capability, one must use a two-signal layer multilayer board with a surface pad layer. This hollow square arrangement that has many of its vias internal to the square can only be utilized if it is possible for the leads to get into the square through the solid phalanx of 50-mil center stripes around the square. For logic circuits in a computer central processor, such a multilayer board may be expected in any event and its use would pose no hardship. But what of memory boards? Memory boards have been two-sided in the past, and it has been possible to route many of the leads through the central channel of a DIP. If a solid array of contacts on a chip carrier is substituted for the DIP, these wiring pads are blocked. But there is a solution to that problem. The chip carrier format only indicates the possible lead and pad locations; it does not require that all of them be occupied. For a memory circuit, therefore, Figure 13. Possible socket assembly. TOP LAYER LAYOUT INTERNAL OR BOTTOM LAYOUT n a a a a 0 n W= adi Lj t6di -qv`. a n rn' X1 X X X X X .1 .I c a El a a 0 a 9 0 0 ) Q@ cm __ 9 )Q a _ . . . 0 . 9 lI . im . a 18 im EM lm © ©m a 1 . _© © _ _ _ _ _ _ _ lI IZ NON-DEVICE CONNECTIONS © DEVICE CONNECTIONS Figure 14. Typical PC patterns for 68 leaded device. 66 COMPUTER LOW DENSITY CONSERVATIVE TOLERANCES HIGH DENSITY STRINGENT TOLERANCES CONVENTIONAL "THRU HOLE" MOUNTING .040" HOLE i.- CONVENTIONAL "THRU HOLE" MOUNTING 1 -0.1" .040" HOLE 1. .7.1. | .1 I-0 H E0.1" I li,,- Iw-.060" PAD----- ONE .015" LINE WITH .0125" SPACES IN 0.1 " CHANNEL SURFACE MOUNTING SURFACE MOUNTING i' ' TWO .015" LINES WITH .010" SPACE IN 0.1" CHANNEL. X,' $t .,$ 0.1" _- THREE .010" LINES WITH 010" SPACE IN 0.1" CHANNEL. -.020" HOLE l-.030" PAD Figure 15. PC board routing densities. or any circuit using a two-sided printed circuit board, one would use a chip carrier Wvhich has half of all its leads omitted on the east and west sides. Figure 16 makes it clear that the resultant open wiring channels are more than adequate to make the necessary connections to the chip carrier pads for such circuits. A 450-mil square 28-lead chip carrier can still provide 22 leads in this application and occupy a board area of 600 mils x 600 mils, or 0.36 square inch. An equivalent DIP is typically 400 by 1100 mils occupying a board area of 500 by 1200, or 0.6 square inch-66 percent larger in board area requirements. boards. For packages 80 leads and above, the chip carrier packaging style offers an alternative to the staked pins in the ceramic approach of IBM and others that was the outgrowth of the IBM SLT technology. In fact, comparisons with such large packages indicate comparable board area with, of course, the much greater availability of sockets and interchangeable packaging types that are the hallmark of this chip carrier concept. U Status The developments being reported in this paper have been presented at Nepcon 77, and the individual papers describing these developmments in greater detail are listed in the references. The exciting thing about this development has been the cooperation from more than 200 companies that have been assembled as a task force to develop the standards by which all of these devices and sockets can be made interchangeable. No new packaging concept will totally replace prior standard ways of assembling electronic equipment, and this set of package styles is no exception. In fact, it seems quite likely that the 16-pin DIP package is here to stay and is clearly more economical for the interconnection of LSI circuits that can and do have 16 pins or fewer connections to the circuit board. For 48- and 64-leaded chips, however, the chip carrier seems to be a viable alternative to the QUIP and DIP packages, especially in those circuits that will use large numbers of such chips on single December 1977 Figure16. Possible surface routing connections for reduced 110 packages. 67 Acknowledgments References The work of this chip carrier coordination has been coordinated by Dan Amey of Sperry Univac, who heads the package standard task force (JEDEC JC11.3.1), Max Peel of Texas Instruments, who heads an EIA task force (P5.2.6), and Jack Balde of Western Electric, who provided the coordination with the Computer Packaging Committee. Other major contributors included Bob Moore, Dave Walker, Bill Hargis, John Bauer, Sal Acello, and Dimitry Grabbe, all of whom were particularly active in the committee or were the authors of papers listed in the references. Many others were also involved but the particular contributions of Bob White of Coors Corporation, Jim Dillaplane of Berg, George Fujimoto from Kyocera, and Bill Olsson and others from AMP were particuarly helpful in developing the dimensional standards; Wolf Knausenberger and Tony Close of Bell Telephone Laboratories and Don Franck of IBM made useful contributions to the requirements and the considerations for the printed circuit board routing. 1. M. L. Burch and W. M. Hargis, "Ceramic Chip CarrierThe New Standard in Packaging?" Proc., Nepcon, 1977 2. J. A. Bauer, "Use of Chip Carriers for High Reliability, High Performance Product," Ibid. I THE 44) PERSONAL & SMALL BUSINESS COMPUTER EXPO WASHINGTON HILTON,WASH.,D.C. s 3. S. Acello, "Mini-Pak-A Cost Effective Leadless Flat Pack," Ibid. 4. D. G. Grabbe, "A Premolded Chip Carrier with Compliant Leads," Ibid 5. D. I. Amey and R. P. Moore, "AAn LSI Package Standard and its Interconnection Variations," Ibid 6. M. Peel, "Chip Carrier Sockets-What are the Options?" Ibid. John W. Balde is a research leader in interconnection technology development at the Western Electric Engineering Research Center in Princeton, New Jersey. He has been active and holds patents in graphic display, tantalum thin film technology, and flat cable technology. He has a BSEE from Rensselaer Polytechnic Institute and is a member of Sigma Xi and a Senior Member of IEEE. Balde was Chairman of the IEEE Computer Society Computer Packaging Technical Committee at the time the chip carrier standardization activity began and has served as chairman of many chip carrier seminars as well as other packaging or systems interconnection conferences. JANUARY 13-15,1978 Be Part Of It! EXHIBITORS-FOR Cell Or Write Associates,inc. PO Bee Q24-9430 Lanlm-Sf3rn Rd Seebrook. Md. 20801-f301)459-1590 BOOTH SPACE F-Isburg Register Early-Save $ And Avoid Lines ---------------- Persono- & Smoll Business Comporer EUpa admission o the door will be $3.00 Per doy. Advonce Eire istrotion s $2.00 pm doy. Admission includes both e-hibits ond seminars. PIe ose send me _.odnonce reglsrotron tiukets for thre doys. Jonuory 13. 14f& 15. Tdto cost is $.00 per person Pleose send me_,odonce reqrstrorron salers for two doys Jon-oy -ond Jonuo-ry-To.olI sasss is $o4.00 pet person. Pleose send me_odvonce registrolon ticketsl) for one doy, Jonuoy _. Cots is $2.00 pm Iperson.I PReese soke khech pyeSbl. so Felsburg A-eede wil Mor$fed, 20801. Tkheu Nome Address City Sote( 2ip Am-ut Enuoe H .......oe be me$ed to yoe. eeotn Required Ins ond moll rosesand information sent_ Cheak _.here f yo would like slob 68 to P.O. Do. 624, Seobeok. Daniel I. Amey is engineering manager of the Packaging Techniques Department for Philadelphia Systems Development of Sperry Univac. He has been active in hardware design for computers and digital systems of over 13 Amey received his BSEE in 1963 and his 5f | b MS in engineering in 1972, both from Pennsylvania State University, and an MBA from Lehigh University in January 1977. He serves in a variety of capacities in the Electronic Connector Study Group. He is also active in the IEEE Computer Society Packaging Committee and various EIA sponsored committees, and is chairman of the JEDEC JC11.3.1 Task Group for standardization of LSI packages. COMPUTER