status of flue gas desulfurization (fgd) technology
advertisement
 technology")
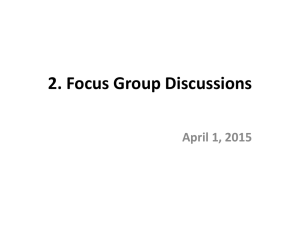
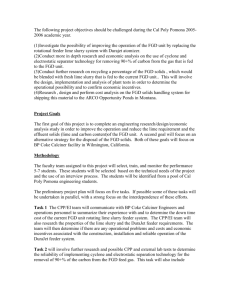
STATUS OF FLUE GAS DESULFURIZATION (FGD) TECHNOLOGY Gordon Maller and Jerry Hollinden Radian International 325 W. Main Street, Suite 1200 Louisville, Kentucky, USA 40202 ABSTRACT Thirty years ago, wet flue gas desulfurization systems were very expensive to install and operate, were highly unreliable, and required a high level of spare equipment. This is in great contrast to today’s scrubbers, which: • employ improved and innovative designs for the absorber, reaction tank, nozzles, and mist eliminators; • are designed to produce valuable byproducts to offset operating costs; • take advantage of improved performance and lower cost associated with treating larger gas volumes at significantly higher gas velocities, and • make wide use of additives to enhance performance. The result of these improvements is that today’s systems are capable of very high performance levels, operate with a high degree of reliability, and are significantly less expensive to install and operate. This paper discusses how scrubber technology has evolved over the last 30 years to today’s current, state-of-the-art designs. Included is a discussion of some of the latest design improvements in scrubber technology. A brief discussion of computational fluid dynamics (CFD) modeling, one of the key tools used in development of the new technology, is also presented. Economic information also is presented showing how installed and operating costs have been significantly reduced with today’s improved technology, even with the significant improvement in system performance, reliability and operability. 1) INTRODUCTION SO2 is formed during the combustion of sulfur-containing fuels such as coal, fuel oil and petroleum coke. Electric generating facilities burning fossil fuels comprise the single largest source of SO2 emissions in the U.S. and in the world. In 1994, it is estimated that these facilities contributed more than 70% of the world SO2 emissions. Left uncontrolled, the emission of high levels of S02 into the atmosphere can result in a number of health and environmental problems including respiratory impacts, and aggravation of existing cardiovascular disease. In addition to these health effects, moderate to high levels of SO2 emissions lead to acid deposition, which, in turn, can result in some significant environmental effects such as acidification of lakes and streams, damage of foliage of trees and agricultural crops, and degradation or destruction of buildings and monuments. Airborne SO2 and its particulate derivatives also can contribute to degradation of visibility due to the formation of haze. Considering these health and environmental impacts, it is not too surprising that most countries now place some limits on the allowable levels of uncontrolled SO2 emissions originating from electric generating facilities. In the U.S., the most recent response to the need to reduce SO2 emissions was the establishment of the Acid Rain SO2 Reduction Program under Title IV of the Clean Air Act Amendment (CAAA) of 1990. The reduction of SO2 under this program is being implemented in two phases. Phase I began in 1995 and ended at the end of 1999. Phase II began on January 1, 2000. Many of the advances in FGD technology that are described in this paper are a direct result of the need for electric utilities to find low-cost and reliable means to meet the goals and objectives of the CAAA program. In addition to describing some of the newest, state-of-the-art technologies which are being developed by U.S. FGD vendors and suppliers to reduce costs and increase the reliability of today’s systems, the paper will describe how FGD technology has advanced over the last 30 years. The paper will also present information concerning which technologies, have gained acceptance and are currently in wide use both in the U.S. and around the world. 2) EARLY DEVELOPMENT OF FGD TECHNOLOGY The first demonstrations of modern wet FGD technology were conducted in the U.S. in the mid-1960s. Demonstrations of modern FGD technology were conducted in Japan shortly afterward using systems installed by U.S. suppliers. By the mid-1970s dry FGD technology was available and demonstrated in both the U.S. and Europe. Both the early wet, and, to a lesser extent, early dry systems, were plagued by relatively high capital and operating costs, and poor reliability due to scaling and fouling by solids. As a result, these systems were built with a high level of spare equipment, including spare absorber modules. In addition, the early systems were almost all throw-away processes, which meant that the solid byproduct that was produced as a result of scrubbing SO2 had to be disposed. This, of course, resulted in additional operating costs. First generation wet FGD technologies, which were common during this time, included systems using limestone, lime, sodium carbonate, or seawater as the alkaline reagent needed to scrub SO2 . The most popular of these by far were the limestone and lime technologies. Most of these systems recirculate a slurry of the reagent plus scrubbing products counter-currently through an open or packed absorber tower. There were also several regenerable wet processes developed during the 1970s and 1980s. Included in this group are systems that used sodium sulfite as the active reagent (Wellman-Lord), systems that used both sodium carbonate and lime reagent (dual-alkali), and systems that used magnesium oxide reagent. These systems have been largely abandoned for use by electric generating facilities owing to the significantly higher operating costs that result from the high cost of the reagents. First-generation dry FGD technologies that were available included lime spray drying processes, dry sorbent injection processes, and circulating fluidized bed (CFB) processes. These processes primarily have applications for systems with low inlet levels of SO2 , or for systems that do not require high removal efficiencies. Lime spray drying technology involves the contacting of finely atomized droplets of hydrated lime slurry at temperatures that are typically in the range of 150 to 190o C. SO2 is absorbed during evaporation of the droplets. Dry sorbent injection technology involves the injection of a dry sorbent, typically lime, limestone, or sodium carbonate, into the furnace or duct downstream of the furnace. Often water is also injected downstream of the boiler’s air preheater to promote low temperature reaction of the sorbent with SO2 . SO2 reaction products are removed and collected in the system’s particulate control device. CFB processes involve the contacting of a dry sorbent, normally limestone, with humidified flue gas in a CFB boiler. As with the sorbent injection processes, particulates including the reaction products are removed in the particulate control device. 3) ADVANCEMENTS IN FGD TECHNOLOGY One of the first significant advancements in FGD technology, which had a major impact on improving system reliability and reducing operating costs, was the development of systems that controlled the degree of oxidation. Oxidation refers to the degree to which SO2 that is absorbed by the system is oxidized once it has become soluble in the liquid phase. Early utility experience showed that wet calcium-based systems in which the degree of oxidation was not controlled often experienced severe gypsum scaling. The scaling severely limited system reliability and greatly increased maintenance costs as a result of the frequent outages that were needed to clean and remove the scale. To correct this, two types of processes were developed. The first is inhibited oxidation. In this process, the degree to which absorbed SO2 is oxidized is controlled to a very low level by addition of an additive to inhibit oxidation. The most common additives used to inhibit oxidation are thiosulfate or elemental sulfur, which reacts in the process to generate thiosulfate. The other type of process commonly used to control oxidation is forced oxidization. This processes uses air, typically sparged into the reaction or hold-tank of the system, to maintain high and near-complete oxidation of absorbed SO2 . One important advantage of a forced-oxidized system is that a reusable and saleable solid byproduct, gypsum, is produced, rather than a throw-away byproduct, which is the case with inhibited oxidation processes. The elimination of gypsum scaling, which had plagued the industry for many years, made inhibited and forced-oxidation processes the dominant technology for second-generation scrubbers. Other factors that contributed to the popularity of this technology were the greater simplicity, improved operability, lower capital costs, and lower operating costs compared to other technologies commercially available at the time. These systems were also capable of high (>90%) removal performance and exhibited greatly improved reliability. Another advancement that became available for second generation scrubbers was the development of organic acid additives to improve SO2 removal efficiency. The first organic acid additive that was tested and demonstrated was adipic acid. This was soon followed by the demonstration of DBA, a mixture of three di-basic acids lower in cost than adipic acid, and formic acid or sodium formate. Organic acids enhance removal by increasing the liquid alkalinity of a scrubber, which, in turn, improves the mass transfer characteristics of the system. The additives were first used to improve performance characteristics and overcome design limitations of existing limestone systems. Currently they are used in the design of new systems to allow the systems to achieve very high (95% to 99%) removal efficiency at a lower liquid-to-gas ratio (L/G), and resulting lower capital costs. Dual-flow or sieve trays were developed at about the same time that organic acid additives were coming into use.. These devices improve the mass transfer characteristics of the scrubber by “holding up” the slurry, resulting in the formation of froth and allowing more contact time between the liquid and the gas. This allows systems to be designed with lower L/G, resulting in lower capital and operating costs. The trays also improve gas distribution within the absorber, which has the potential to improve performance. A utility is able to obtain these benefits with a minimal increase in pressure drop across the system. Development of High Performance, Advanced-design FGD Systems Following these advancements, FGD suppliers, especially those in the U.S., next turned their attention to developing a more advanced generation of scrubbers. These scrubbers would be capable of very high performance levels (removal levels well in excess of 95%), would operate reliably with minimal incidents of unplanned maintenance, and would be significantly less expensive than previous scrubbers. One reason these new scrubbers had to be less expensive to purchase and operate in the U.S. marketplace was because U.S. utilities would soon be operating under the Phase II rules of the CAAA program of 1990. The suppliers knew that if FGD was to be cost competitive with coal switching as the preferred option to meet the SO2 emission requirement of the CAAA program, the cost of FGD systems would have to come down. Among the first design improvements that U.S. suppliers came up with was the development of large capacity absorber modules. In most cases, one of these modules is able to scrub all of the flue gas from a single unit. In some cases, a single module is able to scrub flue gas from two units. Elimination of spare modules became possible as past process and operation problems, such as gypsum scaling and mist eliminator fouling, were eliminated and system reliability greatly improved. This step alone resulted in significant capital savings, estimated to be in excess of 35%. The suppliers next focused on ways to reduce the size of the scrubber as a means to further reduce capital and operating costs. One approach that is being evaluated by U.S. suppliers is to design systems that can operate at significantly higher flue gas velocities. This will reduce capital costs by allowing systems to be built with smaller absorbers. The higher flue gas velocity also has the additional advantage of improving the SO2 absorption rate as a result of increased turbulence, increased time that the slurry droplets remain suspended, and a decrease in the gas film thickness of the droplets. Successfully operating at higher gas velocities would not be possible without advancement in the design of mist eliminators to ensure high performance and high mist collection efficiency at the higher gas velocities. This was accomplished through improvements to the design, shape and spacing of the mist eliminator blades, and through improvements in how the mist eliminator is oriented relative to the gas flow (e.g., slight forward tilt of the mist eliminator). The changes to mist eliminator design have the potential to allow operation at almost a 100% increase in gas velocities from earlier designs without sacrificing performance. A demonstration of a high-performance, highvelocity FGD system was successfully completed at Ohio Edison’s Niles Plant in 1997 by ABB Environmental Systems. The system was able to achieve removal efficiencies of up to 98%, and produce high quality gypsum byproduct at a flue gas velocity of 5.5 m/s (18 ft/sec). Based on the demonstration data, cost savings for the system were expected to be on the order of 5% to 30%. Other design advancements in the absorber that have been successfully demonstrated and shown to improve performance and reduce costs are improved nozzle configuration and layout, and use of wall rings or guide vanes to prevent gas “sneakage” (untreated gas) and improve gas and liquid distribution. FGD designers have shown that by altering the configuration and position of spray nozzles, a more compact spray zone will result in improved gas-liquid mass-transfer characteristics, and therefore, inimproved SO2 removal. One U.S. supplier has also shown that installation of guide vanes or wall rings along the perimeter of the absorber has a dramatic improvement in removal performance. The effects of the wall rings are to prevent gas sneakage, redirect the gas flow along walls toward the middle of the tower where the spray density is higher, and redistribute the liquid along the walls back into the spray zone. Both the wall rings and improved nozzle configuration and layout allow systems to be designed to achieve high removal performance at lower liquid-to-gas ratios. Designing a system at a lower liquid-to-gas ratio will allow both capital costs and operating costs to be reduced. A key aspect in the development of design improvements for FGD systems is the wide use of three-dimensional computational fluid dynamic (CFD) modeling. CFD modeling provides information and data concerning the gas and liquid velocity and pressure profiles in the absorber. This information, in turn, is used to evaluate the mixing interactions of the liquid and gas, and the distribution of the flue gas and liquid in the tower. Having this information is especially important for the design and evaluation of counter-current, open spray towers, which have emerged as the dominant and most popular absorber design for FGD systems. FGD designers and engineers use CFD modeling to evaluate such things as location and placement of gas inlet and outlet ducts, number and location of spray headers, and number, placement and design of spray nozzles. CFD modeling is also used to evaluate gas and liquid distribution and to investigate, troubleshoot and correct some performance and operation problems, such as poor or uneven gas distribution and slurry recirculation in the absorber. A key change that has emerged over the last 5 to 10 years and had a dramatic effect on the cost of operating an FGD system is the development of systems that produce a highvalue, saleable byproduct. Virtually all new systems being built or planned are now designed to produce a saleable byproduct. In addition, many utilities operating older generation systems with throwaway byproducts are considering, or have completed, a conversion of their systems that enables production of saleable byproducts. Examples of systems that have been converted include two units located at Northern Indiana Public Service Company’s Schahfer Station, and four units located at Louisville Gas and Electric’s Mill Creek Station. Currently, the most popular highvalue byproduct is gypsum. Gypsum is used as a feed material in the manufacturing of wallboard or cement. Examples of other FGD system byproducts that are currently available include ammonium sulfate and potassium sulfate; both of these are high value agricultural products. A system design option that has become quite popular, associated with gypsumproducing FGD systems, is the use of hydroclones rather than thickeners in the primary dewatering step. There are several advantages to using hydroclones. First, they are less expensive to purchase and operate, and require a much smaller area than do thickeners. The more important advantage, though, is that they can be designed and operated to help improve and maintain the quality of gypsum produced. The reason for this is that hydroclones use centrifugal force to dewater solids and thicken slurry. As a result, the denser a material is, the more likely it will report to the underflow of the hydroclone. The hydroclone underflow is the process stream that is normally further dewatered to produce the material that is sent to the wallboard or cement manufacturer. Since the gypsum solids in the scrubber are much larger in particle size than the limestone or inert solids, a higher percentage of gypsum and lower percentage of limestone and inerts will report to the overflow. This helps to improve the purity of the gypsum byproduct because limestone and inerts are kept out. The fact that the limestone is more likely to report to the hydroclone overflow has the added advantage of keeping limestone in the absorber loop longer, since the overflow from the hydroclone is normally returned to the system reaction or hold tank. This has a large positive effect on the systems’ overall limestone utilization. Producing a finer grind of limestone can further enhance this effect. Systems are under development that will produce an ultrafine (>99% pass 325 mesh sieve) grind of limestone. This fine a grind will allow use of a much smaller reaction or hold tank since less residence time will be needed to allow the limestone to dissolve. Example of Current FGD Technology An example of some of the advanced design features and high performance characteristics of today’s state-of-the-art FGD systems is the new system installed at Tampa Electric Co. Big Bend Station unit 1 and 2, which began operation in January 2000. This system consists of a single 60-ft. diameter absorber module for the two units rated at a total capacity of 890 MW. A drawing of the system absorber module is shown in Figure 1. The system is designed to treat 4,800,000 m3 /hr (2,820,000 ACFM) of flue gas at a velocity through the tower of 14 ft/sec. The inlet SO2 for the system is 5.8 lb/MM Btu as a result of a fuel sulfur level of 3.1%. The overall design removal efficiency of the system is greater than 95%, and high quality wallboard specification gypsum is produced as the byproduct. Some of the advanced design features include the high velocity absorber design, use of dual-flow trays to improve the mass transfer characteristics of the absorber, and use of an organic acid additive to enhance removal efficiency. Advanced-designed construction materials that were used to help ensure good reliability and low maintenance include carbon steel clad with alloy C-276 for the inlet duct, outlet duct, and the walls of the tower, and solid alloy C-276 in all other areas. In spite of these fairly expensive construction materials, the overall capital costs for the system were less than US$90,000,000, which translates to less than US$100 per kW of generating capacity, or a levelized capital cost of about US$150 per ton of SO2 removed. To put this cost in perspective, one has only to compare it to the average capital costs for all 26 of the CAAA Phase-I FGD projects, which were built in the U.S. between 1990 and 1995. The average capital costs for these projects, all installed on units burning a medium to high sulfur fuel similar to Big Bend 1 and 2, were US$233 per kW. Average levelized costs were US$350 per ton of SO2 removed. 4) SELECTION OF THE VARIOUS FGD TECHNOLOGIES This paper cannot recommend a particular FGD technology since that decision must take the design conditions and performance requirements of specific plants into account. However, information is provided concerning the various technologies that were installed and in service in 1998 in the U.S. and around the world. This information was obtained from the CoalPower 3 database developed by the International Energy Agency’s Coal Research Center in London. Table 1 shows the total MW that are scrubbed in the U.S. and abroad divided into three FGD technology categories: wet systems, dry systems, and other technologies. The percent shares in each category are shown graphically in Figure 2. The dominance of wet FGD technologies, both inside and outside the U.S., is clearly evident from the information in the table and figure. Table 1: Total MW capacity in service with FGD in 1998 Technology United States Abroad Wet 82,859 116,374 Dry 14,386 11,008 Other 2,798 2,059 Total FGD 100,043 129,441 World Total 199,233 25,394 4,857 229,484 Table 2 shows the number of units in the U.S. and around the world that were scrubbed in 1998. Information concerning the type of technology (wet, dry or other) is also provided in this table. Table 2: Number of units in service with FGD in 1998 Technology United States Abroad Wet 178 356 Dry 49 74 Other 8 13 Total FGD 235 443 World Total 534 123 21 678 If the information in Table 2 is combined with the information in Table 1, an insight can be gained concerning the relative unit sizes for each of the three technologies. This is shown in Table 3. Table 3 suggests that both in the U.S. and abroad, wet technology is the preferred option. Table 3: Average unit size (MW) for units equipped with FGD in 1998 Technology United States Abroad World Total Wet 466 327 373 Dry 294 149 206 Other 350 158 231 A breakdown of the various types of wet FGD technologies in service in 1998 is shown in Table 4. The percent shares for each of the various wet FGD technologies is shown in Figure 3. The preference for limestone systems in the U.S., and even more so outside the U.S., is evident from these data. Although not shown on the table, systems that have been put into service since 1990 have overwhelmingly used forced-oxidation, wetlimestone technology supplied by U.S. firms. Table 4: Breakdown of MW capacity in service with wet FGD technology in 1998 Technology United States Abroad World Total Limestone 55,540 107,790 163,330 Lime 14,196 6,976 21,172 Dolomitic Lime 10,292 50 10,342 Sodium Carbonate 2,756 75 2,831 Seawater 75 1050 1,125 Other -433 433 Total Wet FGD 82,856 116,374 199,233 5) SUMMARY There have been significant advancements in the design and performance of FGD systems over the last 30 years. Today’s systems are capable of very high removal performance, in some cases better than 98%, and in most cases produce a high-value byproduct to offset operating costs. Some of the design features that have been incorporated into today’s advanced technology include large (single) capacity modules, high-velocity absorbers, high-velocity mist eliminators, wall rings, improved nozzle configurations and layouts, dual-flow trays, organic acid additives, and process hydroclones for dewatering. The net effect of these design improvements has been a large advancement in system reliability, largely eliminating the need for spare equipment and modules. Associated with this improvement has been improvement in the performance and operability of systems. In other words, today’s systems are simpler, easier to operate, and more reliable, as well as capable of higher performance levels than systems built 10 or 15 years ago. Advancements in FGD design and technology have also enabled significant reductions in capital and operating costs for the systems. As demonstrated by the new system installed at Tampa Electric, systems are being built and put into service today for less than half the cost of systems put into service only five years ago.. It is expected that additional advancements in design and technology will keep costs low in the future. A trend that can be observed in FGD installations over the last 10 years is the great preference for wet-limestone forced-oxidation technologies. Contributing to this technology’s popularity is its ability to produce a useable, saleable byproduct, as well as its operating simplicity, high reliability, and generally low capital and operating costs. Another advantage of wet FGD technology that may become more important in the future is its ability to remove other pollutants such as fine particulates, mercury and, to a lesser extent, condensed sulfuric acid. Although removal efficiencies are lower than efficiencies for SO2 , the technology does offer a cost-effective option for reducing the emission rates of these pollutants. REFERENCES Coal Power3, 1998. International Energy Agency, The Clean Coal Centre, London England. DePriest, W., and J.M. Mazurek, 1994. “Key Issues for Low-Cost FGD Installation,” presented at the Second International Conference on Energy and Environment: Transitions in East Central Europe, Prague, Czech Republic, October – November. Weilert, C.V., B.E. Basel, J. Bartlett, and K. Kohlrus, 1999. “Economics of FGD Retrofit vs. Fuel Switching for Phase II Acid Rain Compliance at a Municipal Utility,” presented at the EPRI-DOE-EPA Combined Utility Air Pollution Control Symposium: “The MEGA Symposium,” Atlanta, Georgia, August 16-20. Klingspor, J.S., and C. Brogren, 1997. “LS-2, Two Years of Operating Experience,” presented at the EPRI-DOE-EPA Combined Utility Air Pollutant Control Symposium: “The MEGA Symposium: SO2 Control Technologies and Continuous Emission Monitors,” Washington, DC, August 25-29. Kingston, W.H., D.K. Anderson, and W.P. Bauver II, 1997. “High Velocity Mist Elimination for Wet FGD Application,” presented at the EPRI-DOE-EPA Combined Utility Air Pollutant Control Symposium: “The MEGA Symposium: SO2 Control Technologies and Continuous Emission Monitors,” Washington, DC, August 25-29. Brogren, C., R. Hakansson, K. Benton, and P. Rader, 1999. “Performance Enhancement Plates (PEP): Up to 20% Reduction in Power Consumption of WFGD,” presented at the EPRI-DOE-EPA Combined Utility Air Pollution Control Symposium: “The MEGA Symposium,” Atlanta, Georgia, August 16-20). Brogren, C., R. Bel Fdhila, and P. Rader, “Computational Fluid Dynamic Modeling to Improve and Optimize the Design of WFGD Spray Towers,” presented at the EPRIDOE-EPA Combined Utility Air Pollution Control Symposium: “The MEGA Symposium,” Atlanta, Georgia, August 16-20. Dudek, S.A., J.A. Rogers, and W.F. Gohara, 1999. “CFD Models for Predicting TwoPhase Flow in Flue-Gas Desulfurization Wet Scrubbers,” presented at the EPRIDOE-EPA Combined Utility Air Pollution Control Symposium: “The MEGA gia, August 16-20. Smolenski, J.V., J.L. Murphy, and I.S. Brodsky, 1999. “Tampa Electric Company Phase II FGD System Big Bend Station 1&2 Advanced Design – Low Cost,” presented at the EPRI-DOE-EPA Combined Utility Air Pollution Control Symposium: “The MEGA Symposium,” Atlanta, Georgia, August 16-20. Figure 1: Absorber Module For New FGD System Installed at Tampa Electric Big Bend Unit 1 and 2 U.S. 2.8% 14.4% Wet Dry Other 82.8% Abroad 8.5% 1.6% Wet Dry Other 89.9% World Total 11.1% 2.1% Wet Dry Other 86.8% Figure 2: Percent shares for three FGD technology categories U.S. 17.1% 12.4% 3.3% 0.1% 0.1% Limestone Lime Dolomitic Lime Sodium Carbonate Seawater Other 67.0% Abroad Limestone Lime 6.0% 0.1% 1.3% 0.9% 92.6% 0.4% Dolomitic Lime Sodium Carbonate Seawater Other World Total 10.6% 5.2% 1.4% 0.8% 82.0% 0.6% 0.2% Figure 3: Percent shares for various wet FGD technologies Limestone Lime Dolomitic Lime Sodium Carbonate Seawater Other