.loumlflof
Materials
Proce ssh g
Technology
ELSEVIER
Journal of Materials Processing Technology 68 (1997) 288-293
Recrystallization of gold alloys for producing fine bonding wires
Guojun Qi, Sam Zhang *
Gintic Institute of Manufacturing Technology, Nanyang Technological University, 71 Nanyang Drive, Singapore 638075, Singapore
Received 28 December 1995
Abstract
RecrystaUization maps correlating deformation, temperature and hardness have been constructed for two types of gold alloys
for producing 'hard' and 'medium-hard' fine bonding wires. Recrystallization initiation temperatures (TJ and recrystallization
temperatures (Tr) were inferred from the maps. The values of Ti and Tr of the alloy for the 'hard' wire are about 80-100 K greater
than those for the 'medium-hard' wire, which was attributed to the different dopants present in the materials. However, when fully
annealed, the two types of gold materials possess similar hardnesses of between 35 to 40 HV or HK. The recrystallization map
can serve as a general guide in choosing appropriate annealing conditions in gold bonding wire manufacturing processes. © 1997
Elsevier Science S.A.
Keywords: Gold; Gold alloy; Annealing; Recrystallization; Bonding wire
1. Introduction
Fine wire bonding is still the most popular inter-connection method used in packaging electronic devices,
despite extensive research and development efforts on
new processes such as tape bonding, flip chip mounting
and beam lead joining. Wire bonding machines of
increasingly greater speed and complexity, plus the
general trend ef downsizing in electronic packages
which favors bonding patterns with finer pitches, demand improved ,'operties of gold bonding wires in
terms of yield strength, homogeneity and metallurgical
integrity during application. The properties of the gold
wires are inheri~ed from the raw material and acquired
in the productioa processes. Extremely pure gold ( >
99.999%wt Au) is simply too soft and unstable for
successful wire drawing or wire bonding. Therefore, it is
a common practice to add various dopants at ppm level
(by weight) to high purity gold to cater for different
thermo-mechanical properties. Variation iv_ the chem* Co,, responding author. Tel.: + 65 7991336; fax: + 65 7922779;
e-mad: szhang@gintic.gov.sg
in terms of tensile strength, or breaking load as commonly used
in the wire making industry, a "hard' wire of 25.4 lam in diameter
would, when annealed to around 5% elongation at rupture, have a
breaking load of 9.5-12 g, a 'medium-hard" wire 8-9.5 g and a 'soft'
wire below 8 g.
0924-0136/97/$I 7.00 © 1997 Elsevier Science S.A. All rights reserved.
PII S0924-0136(96)00034-9
istry of a material leads to various types of commercial
bonding wires: 'hard', 'medium-hard' or 'soft' wires ~.
The user can choose the wire type according to his/her
package design requirements on loop height, loop
length, bond pull strength, etc. Although the detailed
working mechanism is not fully understood, it is known
that dopants can strengthen gold wires by raising the
recrystallization temperature and restraining grain
growth [1-3].
The production of fine bonding wires is basically a
cold drawing process. In conventional production,
properly refined and doped gold is cast into cylindrical
bars, which are subsequently rolled or swaged into
wires of millimeters in diameter. The wires are then
cold drawn through various dies to final sizes of around
25 microns diameter. Recently continuous-casting techniques have found application in replacing the casting
and rolling/swaging processes so that the material can
be drawn directly after casting. When the wire is drawn,
energy is stored in the metal as a result of cold-working
and the wire becomes harder and more brittle as the
deformation proceeds. Therefore the drawing process
must be stopped at particular stages to release the
accumulated energy and homogenize its microstructure
through recovery and annealing. These heat-treatment
operations have been proven to play a very important,
if not the decisive, role in achieving good drawability of
G. Qi, S. Zlzang /Journal qf Materials Processing Technology 68 (I997)288-293
the material, desired mechanical properties and their
homogeneity along the wire. Insufficient annealing will
produce too hard a material for the subsequent drawing
process, whilst over-annealing will result in a non-homogeneous microstructure due to grain growth. Such
improper heat treatment has been identified as one of
the culprits responsible for some malfunctioning of
bonding wires during bonding operations (G.J. Qi,
Priv. coramun., 1993).
However, there is little published work on the annealing of gold materials in the intermediate stages of
wire drawing. Tomiyama et al. [2] reported temperature
ranges in which different gold materials with 99% cold
work may recrystallize. Busch et al. [4] studied the
annealing and recrystallization kinetics of bonding
wires using modulus and resistivity measurements.
Some review papers [5,6] and handbooks [7] give general rules of thumb that, e.g., gold recrystallizes in the
range of 423-473 K or that the annealing temperature
for gold is 573 K. Apparently the information from
these sources refers either to final products only or is
too inaccurate for practical use. This work is aimed at
understanding the behavior of gold materials during
annealing at intermediate drawing stages through the
construction of recrystallization maps for two representative types of gold alloys. The results of the study can
serve as a general guide in choosing appropriate heattreatment conditions in production processes.
A recrystaltization map is a three-dimensional diagram that reveals the relationship between deformation
(strain), annealing temperature and one of the mechanical properties, e.g., hardness or tensile strength. From
this map, the correlation of recrystallization temperature vs. deformation can be inferred and the mechanical
behavior after recrystailization can be better understood. Amongst the mechanical properties of metallic
materials, hardness is perhaps the easiest to measure
and is, in fact, used in practical production as one of
the SPC (Statistical Process Control) factors. As such,
in this study, microhardness (HV and HK) was measured with respect to deformation and annealing temperature.
2. Experimental
2.1. Material and sample preparation
Two types of gold alloys for producing the so-called
'hard' and 'medium-hard' bonding wires were chosen
for the study, these being pure gold (99.999%) doped
with different amount and combination of Be, Ca, etc.,
all in ppm level by weight. The samples were obtained
from a wire drawing production line.
The initial materials were fully annealed ~ 3 mm
wires. Plastic deformation expressed by the percentage
289
decrease in cross-sectional area was used as an index of
cold work (CW), i.e.:
%CW = Plastic deformation = ( A o - AO/A(, x 100
= (4~,,-
~bf)/~,, x l o o
where Ao and ~/~ arz the original cross-sectional area
and diameter of the wire, respectively, and Af and 4)t
the same measurements of the wire after drawing. Nine
levels of deformation from the initial size were selected
(%CW = 25.7, 46.6, 61.7, 72.5, 80.3, 85.8, 89.8, 92.4,
and 93.3), which were determined by the sizes of the
drawing dies. Samples of about 5--6 cm length were
taken at the desired drawing stages and annealed immediately after drawing to avoid possible recovery effects
at room temperature.
2.2. Annealing
The recrystallization temperature refers to an approximate temperature at which a highly cold-worked
material completely recrystallizes in I h [8]. Accordingly, the annealing time for all the samples was fixed at
1 h in this work. The annealing was carried out in a
horizontal oven with a constant temperature zone of
about i5 cm at various temperatures from 573 to 673
K. At each temperature nine pieces of samples, one
from each deformation level, were bound together with
a piece of thin gold wire and placed in the middle of the
hot zone. Temperature was measured with a calibrated
K-type thermocouple, the tip of which was put into
contact with the samples to ensure accurate temperature measurement. The temperature fluctuation was
controlled to within + 1 K for an entire expep.'menta!
run. Preliminary experhnents verified that it took about
2 min for the samples to reach within 5 K below the
equilibrium temperature. Timing started, therefore, after the samples had been, placed in the hot zone for 2
rain. The samples were quenched in water after annealing for 1 h.
2.3. Hardness measurement and metatlography
Ideally, hardness measurements should be made on a
fiat surface. In the SPC practice in the wire drawing
industry, however, this is usually done on the round
surface of a wire for convenience of operation and to
avoid possible errors introduced by work hardening if a
fiat surface is prepared by grinding and polishing. To
obtain information directly comparable to practical
operations, the microhardness (HV and HK) was measured on the round surfaces of the annealed samples
using a Matsuzawa Seiki microhardness tester, Model
DMH-2. The load was 100 gf (0.981 N) and the loading
time was 10 s in the measurements. Each datum point
was the average of about ten measurements. In the case
290
G. Qi, S. Zhang /Journal of Material,, Processing Technology 68 (1997) 288-293
of Knoop hardness, care was taken to ensure that the
longer diagonal of the indenter was parallel to and or,
top of the wire. Systematic errors arising from the
round surface effect were estimated to be less than 3%
of the measured values in HV measurements and ew:n
less in HK measurements. Selected samples were p:epared metallographically and etched to reveal the mierostructure.
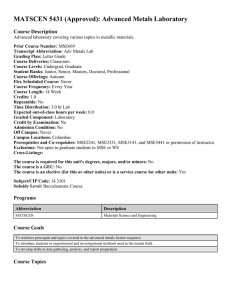
The microhardness is plotted against annealing temperature at a constant deformation, as shown in Fig.
l(a) and l(b), which results are typical of the experiment data. A combination of such plots for all of the
deformations gives rise to the so-called recrystallization
map, as shown in Fig. 2 for the 'hard' gold alloy and in
Fig. 3 for the 'medium-hard' gold alloy, respectively.
Both the Knoop and the Vickers hardness were taken
for all of the samples. It was noted that the hardness
values from the two measurement techniques were very
80
RecrystaSzabon
70
60
q)
50
Reoovep]
Grain Growth
40
Ti
30
(a)
bS0
=
-7.
,
i
i
!
570
590
610
630
Tr
,
,
650
670
,590
0
701
o
"o. 401~
3, Results and discussion
2
=S
. s0t
_8
•
20
0
70
70 /
0
3o
2O
563
583
603 623
643
663
683
Annealing Temperature (g)
Fig. 2. Recrystallization map for the 'hard' gold alloy, showing the
correlation amongst microhardness (HV), temperature and deformation (annealing time: I h).
close to each other, with a hardness number range of
30-80.
An annealing process may be divided into three
stages [8]: recovery, recrystallization and grain growth.
Recovery is primarily a low temperature process and
property changes do not cause an appreciable change in
microstructure. When the temperature is sufficiently
high to provide the necessary energy for atoms to
overcome the rigidity of the distorted lattice and rearrange themselves to form strain-free grains, recrystallization starts. As the temperature increases, the rigidity
of the lattice decreases and small grains combine to
form larger grains as, thermodynamically, larger grains
have lower free energy. The limit of the grain growth at
a particular temperature is the equilibrium between the
thermodynamic driving force and the lattice rigidity.
The three stages of annealing can be identified easily for
the gold alloys. As illustrated in Fig. 1, for every
80
Recfystallization
fa
7o
5O
o2
:S
Recovery
30
b50
(b)
G rain G rowth
40
,
570
4)
Ti
,
,
i
590
610
!
630
,
'Tr,
650
I
670
690
Temperature (K)
'~'
30 I"
473
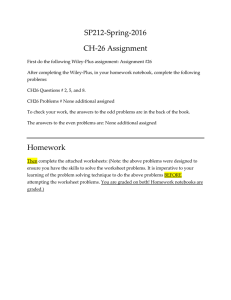
Fig. 1. Microhardness (HV) of tile 'hard' gold alloy annealed for i h
at different temperatures (cold work: 80.3%). Indicated in the plot are
three regions (recovery, recrystallization, and grain growth) and
determination of reerystallization starting (Ti) and finishing (T~)
temperatures.
-
•
,
I
523
,
•
-
•
'
. . . .
S73
,
623
Annealing Temperature (K)
Fig. 3. Recrystallization map for the 'medium-hard' gold alloy,
showing the correlation amongst microhardness (HV), temperature
and deformation (annealing time: 1 h).
G. Qi, S. Zhang / Journal ~f Mate~ial.s Proees~'#lg Teclmoh~gy 68 (1997)288-293
291
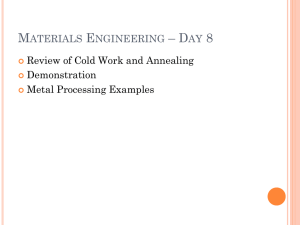
Fig. 4. SEM micrographs of the metallographically prepared samples, showing typical microstructures at various annealing stages: (a) during the
recovery period; (b) at the start of recrystallization: 4c1 at the completion of recrystallization: and (d) during grain growth.
particular deformation there exists a temperature at
which the hardness begins to drop drastically, which
latter signals the start of massive recrystaUization in the
material, this temperature being defined as the recrystallization initiation temperature (Tj). Only recovery
took place below Ti and there was not much change in
the rnicrostructure from the as-drawn state. Nucleation
started from Ti and grew quickly as the temperature
increased. Along the curve at the higher temperature
side there exists a temperature above which the hardness change becomes much slower, which latter indicates that the recrystallizafion had become completed
after the material had been held at the temperature for
1 h, this temperature being the recrystallization temperature (Tr) for the deformation. Equi-axial crystals
formed at Tr and, when the amlealing temperature was
greater than Tr, large grains appeared, indicating the
progress of grain growth. The evolution of the microstructure can be seen from the micrographs presented in Fig. 4, which show typical microstructures of
the metallographicaUy prepared samples at various an-
t~ealing stages. It is also noted that there exists a hump
in the recrystallization region on the hardness vs. temperature curve for many deformation levels (Fig. l(b)
or Fig. 2 for the 'hard' alloy and curves for high
deformation levels in Fig. 3 for the 'medium-hard'
alloy). A satisfactory explanation is not yet available as
to what caused the slope change. However, it is suspected that this might be associated with the special
mode of deformation in wire drawing. This slope
change was ignored when the Ti and Tr were determined.
The values of Ti and Tr for the two types of material
were plotted against the deformation, as shown in Fig.
5. For both types of material, the values of Ti and Tr
are high at low deformation; decrease slowly before
CW < 80%; and then decrease more rapidly when
CW > 80%. It has long been established [8] that:
T~ = [,4/NG3] ''4
where A is a constant, N is the recrystallization nucleation rate and G is the rate of growth of the recrystallized embryos. As a high deformation state is associated
G. Qi, S. Zhang /Journal of Materials Process#lg Technology 68 (1997) 288-293
292
with more severe distortion of the initial strain-free
crystal structure, the values of N and G will be greater
compared with those of the low deformation state,
which will result in lower recrystallization temperature
according to the above equation.
Another observation from Fig. 5 is that the values of
a n d Tr for the 'hard' alloy are about 80 to 100 K
greater than those of the 'medium-hard' alloy, depending on the deformation, which indicates that the mierostructure of the 'hard' alloy is more heat resistant
or, in other words, a relatively greater temperature is
needed to bring the deformed alloy back to a strain-free
state. The difference is a result of the different dopants
used in the materials. It is accepted generally that
impurities will cause distortion of the matrix and impinge movement of dislocations, and hence raise the
recrystallization temperatur,=. However, the effect will
vary with the elements involved. Elements with more
significant differences from gold in atomic radius, crystal structure and electrical conductivity, etc., will have a
more profound doping effect. In the case of the two
types of alloys under study, in addition to the beryllium
present in both alloys, the 'hard' alloy had calcium and
indium as dopants, instead of the platinum and palladium in the 'medium-hard' material.
The difference in the recrystallization temperatures of
the materials at the early stages of drawing is relevant
to the behavior of the bonding wires in bonding applications. Usually, bonding wires in most applications are
not fully stress-relieved or recrystallized. In a ball-bonding process, a piece of wire is melted to form a ball and
then connected to a bond pad by thermo-compressing
or thermo-sonic welding. During the ball formation, a
portion of the heat from the heat source will pass to the
wire immediately above the ball through conduction,
causing recrystaUization or grain growth. The length of
wire where appreciable grain growth can be detected is
800
~_
750
j
--
HardAlloy: Start
Hard Alloy: Finish
Medium Hard Alloy: Start
MediumHardAlloy: Finish
700
i
S
I,o=
650
i
550
600
500
2'0
42
"P 40
O
.~ 34
32
30
~
20
|
i
40
i
i
,|
60
Deformation
i
80
i
100
(%)
Fig. 6. Microhardness (HV) vs. deformation for the fully annealed
"hard' and the 'medium-hard' gold alloys.
called the heat-affected zone (HAZ). Since the heat
input to form a ball of a particular size is essentially the
same, a 'hard' wire will have a shorter HAZ and
smaller grains in the HAZ compared with a 'mediumhard' wire, as the 'hard' wire needs a greater tempe;ature to recrystallize or to initiate grain growth.
The microhardness at the recrystaUization temperatures is plotted against deformation, as shown in Fig. 6.
It is seen that there is a steep increase in the hardness of
the fully annealed alloys after about 80%CW. This is
believed to be related to a decrease in grain size resulting from more severe distortion of the initial structure.
The phenomenon, together with the more rapid decrease in recrystallization temperatures after 80%CW
(Fig. 5 and its discussion), seems to suggest that ~
80%CW is a critical deformation region, around which
more obvious property changes can be expected. Another important observation from Fig. 6 is that, although
there
are
significant differences in
recrystallization temperatures (Fig. 5), the two types of
fully recrystallized material have hardness values that
are very close to each other, i.e., between 35 and 40 HK
(or HV) (100 gf, 10 s). These hardness values may serve
as a guide for choosing appropriate annealing conditions in production, where the oven and methods to
handle the material could be all different from those
used in the present work, i.e. properly annealed gold
alloys for the two types of bonding-wire production
should have a microhardness value between 35 and 40
(HK or HV).
4. Conclusions
I¢
45O
---e--- MediumHard Alloy
- - o - - HardAlloy
44
;o
6'o
8'o
,oo
Deformation (%)
Fig. 5. Correlation of T.~and Ti vs. deformation for the two types of
gold alloy.
Recrystallization maps correlating deformation, temperature and hardness for two types of gold alloys for
producing fine bonding wires have been established.
Recrystallization initiation temperatures (Ti) and re-
G. Qi, s. Zhang ~Journal o/ MateriaL~ ProcessmE Tech*wloKv 68 (t997)288 293
crystallization temperatures (T~) were inferred from the
maps for the alloys. The values of T~ and T~ for the
'hard' alloy are about 80 to 100 K greater than those
for the 'medium-hard' alloy, which is attributed to the
different dopants present in the materials. However,
when fully annealed, the two types of" gold alloys
possess a similar hardness, between 35 to 40 HV or
HK, which should be the controlling target value in a
production process where the alloys need to be fully
recrystallized and yet restrained from undesirable grain
growth.
[2]
[3]
[4]
[5]
[6]
[7]
References
[8]
[I] P. Douglas, Metallurgical Fundamentats of Gold Bonding Wire,
293
Technical Report # 4, American Free Wire Co., (1980s: exact
year of publication not known).
S. Tomiyama, Y. Fukui, Go!d bonding wire for semiconductor
applications, Gold Bull. 15 /1982) 43.
B.L. Gehman, Gold wire for automated bonding, Solid State
Technd. IMarch)119801 84 91.
K. Busch, H.U. Kunzi, B. llschner, Annealing and recrystallizalion kinetics oJ ullrathin gold wires: Modulus and resist;vit}
measurements, Scripta Metall. 22 {1988) 51)1-505.
T.H. Ramsey, MetalJurgicai behavior of gold wire m thermal
compression bonding, Solid Stale Technol. {October) 11973)
43 -47.
M. Grimwade, The metallurgy of gold, lnterdiscip. Sci. Rev. 17
(1992) 371 38l.
ASM Handbook (Formerly Tenth Edition of Metals Handbook), Vol. 2, 1992.
J.D. Verhoeven, Fundamentals of Physical Metallurgy, Wiley,
Inc.. 1975.