ROTORCRAFT SECTION Helicopter Trials Over Sand and Sea
advertisement

ROTORCRAFT SECTION
Helicopter Trials Over Sand and Sea
W . A. HIBBERT, BSc(Eng), AFRAeS, AMIMechE
Engineering Division, Aeroplane and Armament Experimental Establishment
Summary:—The experience from several environmental trials on
helicopters is reviewed to show how the life of main and tail rotor
blades was reduced by erosion and how effective various modifications have been in protecting these blades. The compressors of
the gas turbine power units were also affected by sand ingestion
and intake filters were used on later trials to protect the engines.
The engine erosion problem is discussed with reference to the
position of the intake, the degree and type of filtration and the
design of the compressor itself. The design features of the helicopter which affect its ability to operate in dust and salt-laden
atmospheres are also considered, along with suggestions for further
research and development.
1.
(Crown copyright)
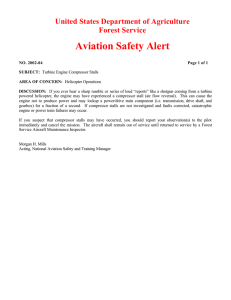
Figure 1. Main rotor blade erosion pattern.
member and enabled a micrometer to be applied. Erosion
rates of 0-0005 inch per hour were recorded on one steel
leading edge. In one case a protective tape known as
"Scotchcal" was applied to the leading edge and survived
about 14 hours of operation involving landings and take-offs
over fine sand. When the trial was moved to an area where
there were larger particles of debris, such as insects and pieces
of vegetation, then the tape was ruptured by local "bruising"
and stretching and had to be renewed after almost every flight.
Early in 1964 a decision was made to apply a more
durable protective coating to the main rotor blades of all
helicopters in use by the three Services and from some
extensive work already done at the RAE on rain erosion'81
and by Boeing-Vertol in the United States'9' a polyurethane
film of about 0-030 inch thick was chosen as offering the best
protection. The relative merits of bare stainless steel,
neoprene and polyurethane for erosion resistance were given
as about one to five to ten respectively. One pair, i.e. half
a set of Wessex main rotor blades, were prepared by Westland Aircraft Ltd for trials in the summer, the other half set
being kept "standard" for comparison purposes. While the
application of polyurethane was reasonably straightforward
for the leading edge, because curvature in one plane only
was necessary, it could not be applied to the tip caps without
first moulding the film to shape and the necessary tools could
not be made in time. The tip caps therefore were protected
by a neoprene film known as "Limpetite" applied by brushing
on several coats. The same scheme had been adapted for
overall application to main rotor blades as a palliative for
helicopters already committed to flying over dust terrain.
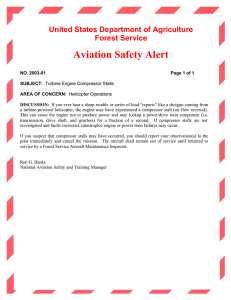
The subsequent trials, with only one pair of blades protected, clearly showed the advantage of the polyurethane film
which showed only a slight dulling of the surface gloss,
whereas the neoprene on the tips was worn completely
through in places and the metal tip of an unprotected blade
was eroded through to such an extent that it split open in
flight, causing a forced landing to be made because of the
ensuing vibration; the material in this case was aluminium
alloy about 0 07 inch thick {see Fig. 2) and this occurred after
only 2 | hours in the dust cloud. For prolonged operations
over dry sand and dust surfaces, the neoprene coating would
need to be renewed fairly frequently and, because of the
curing time involved after application, it would be necessary
to have spare blade tips fully interchangeable one with
another, so that one set could be treated while the others
were in use. However, the use of neoprene would be well
worth while until such time as polyurethane can be applied to
the tips as well as the blade leading edges during manufacture. Although these tests were done on the Wessex helicopter
the results are readily applicable to other helicopter rotor
blades because the tip speeds are of the same order, ranging
from 610-690 ft per second with the Wessex in between these
figures at 675 ft per second. It is evident from the pattern of
INTRODUCTION
The whole range of helicopter trials conducted by the
Aeroplane and Armament Experimental Establishment
(A & AEE) has already been described by Poole(1). This paper
deals with one particular aspect of that work by reviewing
the experience over the past three summers when a number of
helicopters, principally the Wessex, Whirlwind, Scout and
Wasp, have been subjected to hot weather tests mainly to
measure their performance, their handling qualities and the
behaviour of their systems. The engineering aspect of these
trials has been covered by several A & AEE reports'2-7' from
which has been obtained most of the information presented
here. Little testing was done solely to find the effects of
erosion mainly because of the limited amount of time available in the "hot season" so that initially at any rate erosion
was an incidental feature of operating a trials aircraft in the
dry dusty conditions and no special measures were taken to
modify the helicopter for such work. However, as experience
was gained in Service and on later trials it became evident
that both the main and tail rotor blades needed some
protective covering to reduce the effects of erosion and the
gas turbine engines also needed protection by means of intake
filters if they were to run for any appreciable time in dusty
conditions. In the later trials one of the prime tasks was to
hover in the dust cloud to accelerate any effects of erosion.
Even mild erosion of surfaces removes the protective
finish and this leads to corrosion when the helicopter is flown
in salt-laden atmospheres and some small but useful experience was gained from trials done over the sea. As the erosion
problem is the most basic one it is dealt with in more detail
and the outcome of the trials is summarised and discussed.
2.
MAIN ROTOR BLADE EROSION
When no special attempts were made to expose the
helicopter to severe conditions by deliberately hovering in the
ground cushion, no serious erosion was found on the main
rotor blades. The paint finish, of course, was removed down
to bare metal within a very short space of time and this was
followed by a roughening of the leading edge, with polishing
of the surface back to about one third of the chord on the
underside of the blade. Closer to the tip the polished area
gradually extended back to about 50% chord at the tip itself;
a typical erosion pattern is shown in Fig. 1. As the significance
of erosion came to be more appreciated, part of later trials
were devoted to longer periods with the helicopter hovering
in the ground cushion and some attempts were made to
measure the erosion in the field, but this was difficult to do
except at the tip stations where the tip cap could usually be
removed to gain access to the inside of the leading edge
The 41st lecture to be given before the Rotorcraft Section of the
Society—on 29th January 1965.
769
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712
770
VOL. 69
JOURNAL OF THE ROYAL AERONAUTICAL SOCIETY
(Crown copyright)
Figure 2.
Blade tip split open in flight.
NOVEMBER 1965
(Crown copyright)
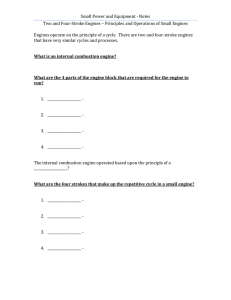
Figure 3. Tail rotor tip eroded through.
abrasion that the protective coating needs to be extended
farther back along the chord, otherwise the blade paint finish
will be removed and will allow the onset of corrosion, particularly in mixed operations over land and sea. Experience has
shown that if the protective coating finishes in an abrupt step
then erosion takes place in an area behind the step; therefore
it would be necessary to taper the coating off; a polyurethane
spray coat would suffice. The modifications of existing blades
can be done with a negligible weight increase and at a cost
amounting to about l/5th of that of a new blade. When
considering the application of a protective coating of resilient
material over a comparatively rigid surface, thickness of the
film is important and for polyurethane it would be inadvisable
to use less than 0-030 in.
3.
TAIL ROTOR BLADE EROSION
The general experience with tail rotor blades is that they
are the first item to be eroded so much that they have to be
replaced. At one time a trial could only proceed by carefully
avoiding dusty terrain because the tail rotor was eroded
through after just over an hour's accumulated time in the
ground cushion. The blades in this case had aluminium alloy
tip caps and these were subsequently changed for ones in
stainless steel. Even so the last trial showed that this is not
adequate in comparison with the durability of the protected
main rotor blades because the stainless steel tips eroded
through in about \\ hours of hovering in the sand cloud {see
Fig. 3). The area of protective finish which is eroded away
extends back to the trailing edge at the tip of the tail rotor
blade; a typical erosion pattern is shown in Fig. 4.
The application of a polyurethane film should give a
similar degree of protection to the tail rotor because the tip
speeds are not much greater than those on the main rotor,
being about 680 ft per second for the Wessex and on the
Whirlwind and Scout 720 and 750 ft per second respectively.
Although the radial accelerations on the tail rotor are much
higher than those on the main rotor, up to 5000#, the low
density polyurethane can be fixed in place by known adhesives.
Apart from protecting the tail rotor from erosion, as with
the main rotor blades, it is essential to retain the protective
finish to prevent corrosion and in one case, where the tail
rotor is of composite construction, with bonded glass fibre for
part of the blade covering, it is necessary to protect this
material against the penetration of ester-based lubricants,
otherwise the adhesion of the subcutaneous layers is broken
down. From this point of view and to prevent weak spots
for the erosion to start the protective coating must be continuous over the area likely to be abraded because once only a
small hole or fissure is produced in the protective layer, the
rate of removal of the coating increases rapidly at the edge of
the hole by "lifting" off the exposed edge in a peeling action.
4.
ENGINE COMPRESSOR EROSION
The story of engine behaviour on the trials is generally
similar to that of the main and tail rotor blades; to begin with
(Crown copyright)
F:gure 4. Tail rotor erosion pattern.
no significant engine erosion was encountered. Only when
the engines began to be used in high dust concentrations did
it become plain that here was a problem which, to some extent,
still remains to be solved. After only less than four hours in
one instance, the engine compressor began to run into surge
in the normal running range and subsequent examination
showed this to be due solely to blade erosion. The factors
which need to be taken into account in this case are a little
more complex than those for the main and tail rotor blades.
One immediately thinks of particle size and dust concentration as being of some significance for a given engine and
some work was done by Montgomery and Clark'10' on a
45 hp gas turbine in controlled conditions. After extensive
tests they produced a graph showing the relationship between
particle size and the weight of metal eroded from the
compressor over a range of dust concentrations; this information is reproduced in Fig. 5. From the graph it was possible
to forecast the life of this particular engine over a range of
particle sizes up to 100 microns in diameter and for dust
concentrations ranging from 0 1 milligrams per cubic foot up
to 5 milligrams per cubic foot, see Fig. 6. The life of the engine
in this case was nominally set at a particular weight of metal
lost from the compressor which was known to cause a substantial loss in performance.
The field trials under review were different in two main
respects:
(a) The compressors were mainly of the axial type as
opposed to the centrifugal type of this reference and
(b) the dust ingested contained particles above the size
range of the above tests.
The majority of the trials evidence refers to the Gnome
engine, which has a ten stage axial compressor, with a small
amount of information on the behaviour of the Nimbus engine
which has a three-stage axial compressor followed by one
centrifugal stage. These engines cover the power range 1250
down to 650 shaft hp. It is generally accepted that the axial
compressor is a more delicate piece of machinery than the
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712
771
HELICOPTER TRIALS OVER SAND A N D SEA
W . A. HIBBERT
PARTICLE SIZE
MICRONS
'•H i
Q
9
8 h
7 GHIBLI SAMPLE
FILTER (5 MICRONS)
DUST CONCENTRATION
M.G.M./CU. FT
Figure 5.
Figure 6.
o
AZIZIA SAMPLES
GROUND
FILTER (IO MICRONS)
FILTER (5 MICRONS)
Figure 7.
examination. The protected port engine had been run for
70 min with 10 micron filters and for 2 hr 4 min with 5
micron filters. The compressor surge points were checked by
preventing the variable incidence inlet guide vanes from
closing as the rpm were reduced and finding the point at which
compressor stall or surge occurred. The starboard engine
was certainly seen to have an unacceptably low surge margin
and the port engine had lost about half of the surge margin
when new. On strip examination the blades on the rotating
assemblies were found to be so eroded on the starboard engine
that the trailing edge corners had bent slightly. The port
engine was less visibly affected but the blades did not satisfy
the standards required for re-building into the engine. The
weight loss from the rotor blade rows was found for the first
five stages of compression to be 14-7 grams for the port and
40-3 grams for the starboard engine; these figures represent
115% and 3-51% of the new weight of the particular blade
rows. The weight loss is only of the same order as the
different weights of new assemblies from one engine to
another, so that it is evident that it is not so much a question
of how much metal is eroded away but from whence it is
eroded. Without filters the loss of weight in each stage
decreased through the compressor, at least over the first five
5. ENGINE INTAKE FILTERS
stages,
and with filters there was little to choose between
The Wessex Mk. 2, which has a twin Gnome engine
these stages. The fifth stage in each case lost about the
installation, was fitted with engine intake filters during the
same proportion of metal; no figures were obtained for the
1963 summer's trial and one engine only was protected so
sixth to tenth blade rows.
that a direct comparison could be made with the effects on
These results do not fall clearly into the pattern of those
the unprotected engine. The installation is shown in Fig. 8;
from reference 10 in that one would expect a much greater
the filter elements gave an effective area of 5^ sq ft per
difference between the two engines, because the use of filters
engine and were of conventional construction with a layer of
should have reduced the dust concentration in one engine by
felt pleated and reinforced by a wire mesh; separate intake
a factor of four and, neglecting any effect of particle size,
flaps could be opened by the pilot in case of filter blockage.
this alone should have given the same order of difference in
Two different filter elements were used on the trials, one
the weight of metal loss from the blades. One explanation
giving filtration down to a nominal size of 5 microns, the
could be that the dust concentration was so high that some
other down to 10 microns. Rig tests done by Bristol Siddeley
Engines Ltd had shown that the efficiency of thefilterwas saturation point was reached on the unprotected engine.
low (about 75%), because the filter was about half the size it
The dust concentration was estimated from the weight of
needed to be; the size being determined by the available space
sand and dust collected by the filters and the weight of air
and the need to keep the weight down (more for eg reasons
ingested by the engine. About 1-9 lb of filtrate was collected
than anything else). Some engine power loss was expected
per hour and with the nominal 10 lb per second air flow into
with this type of filter—some 5 hp for each one inch head of
the engine, and assuming the filter efficiency to be 75%, the
water gauge. The depression across the filter was not
dust concentration is estimated as about 2-6 milligrams per
measured during the trials, but no detectable power loss was
cubic foot. Even allowing that some of the heavier particles
experienced, the filters being cleaned after each sortie by
could have been shaken free by the general airframe
bumping and shaking them to collect the debris for analysis.
vibration, it is unlikely that the dust concentration exceeded
3 milligrams per cubic foot which is still within the range
The helicopter was deliberately hovered to maintain a
covered by reference 10 where there was no evidence of any
dense sand cloud created by the rotor downwash and after
saturation up to concentrations of 0-005 gm/cu ft, so that if
only 3 hr 14 min in these conditions the starboard engine
saturation was reached on the unprotected engine the geometry
began to surge violently and at this point both engines Were
of the compressor needs to be taken into account when conremoved and returned to the firm for bench tests and strip
centrifugal one. The sensitivity of the axial compressor to
the amount of erosion is expected to be different from the
centrifugal one; the effect of particle size and dust concentration should be much the same in each case.
The maximum particle size covered by the test dust in
reference 10 was about 74 microns, whereas analysis of the
sand and dust collected in the intake filters used for part of
the field trials showed that the bulk of these ranged from
30 microns to 120 microns in size (this range accounting for
approximately 80% by weight of the whole sample) (see
Fig. 7); this analysis shows that the two samples are little
different in composition, but it does not help to estimate the
size of the particles which went through the filter. Chemical
analysis of the material smaller than about 60 microns in size
showed that about 80% of it was abrasive quartz and there
was a trace of abrasive alumina which would be expected to
pass through the type of filter used on the trials.
The sand and dust entering the engine will be much affected
by the use of filters and, to a lesser extent, by the position of
the engine intake relative to the rotor disc. The significance
of these features is discussed.
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712
772
VOL. 69
JOURNAL OF THE ROYAL AERONAUTICAL SOCIETY
NOVEMBER 1965
cleaning and should give efficiencies in the order of 90%.
Both the felt filter and the cyclone filter spoil the shape of
the nose of the helicopter and may cause some loss in performance due to the increased drag at high forward speeds.
6.
(Crown
copyright)
Figure 8. Wessex 2 engine intake filters.
sidering the effect of the level of dust concentration on erosion.
Evidence from a previous trial on the Wessex 2 in 1963
does little to elucidate the point, because in this case the trial
was ended prematurely due to an accident to the helicopter
and when the engines were subsequently stripped down the
compressor blading was judged to be fit for re-building into
repair engines after renewal of the protective finish (Rockhard resin coating). These engines had been run with five
micron filters for about 9 hours flying, of which it is estimated
that 1 hr 45 min was spent in the dust cloud; the weight of
sand collected from the filters was about 1-5 lb per hour
running, which gives an estimated dust concentration of about
2 milligrams per cubic foot. The only general inference
that can be gained from the Wessex 2 trial is that the type of
filtration used will roughly increase the engine life by a factor
of three when operating in dusty conditions and on this
particular installation this means about 10 hr running in the
ground cushion and it would depend on the sortie pattern
how many overall flying hours this would involve; it could be
anything from 450 hr when one landing and take-off is done
per average sortie length, down to 50 hr where as many as
six take-offs and landings were done per hour of flying.
Until something better is proved the simple felt filter
would seem to be well worth-while for immediate application
to helicopter engine intakes; these niters are not costly and
the whole installation incurs a weight penalty of about 60 lb
per engine. The overall weight penalty might be greater than
this where ballasting is necessary to maintain an acceptable
eg position because of the high moment arm of filters in the
nose of the helicopter. One other promising means of filtration was being closely examined by Bristol Siddeley Engines
Ltd. This uses a number of "cyclone" elements to separate
the dust from the air by dynamic action. Such a system needs
a scavenge fan having a capacity of about 10% of the total
air supply to the engine and itself able to withstand erosion,
the fan would absorb about 2 bhp for one Gnome engine
installation and if full scale rig testing proves this to be a
practical proposition, then the weight penalty is not expected
to be much different from the felt filter installation described
and, it would have the advantage of being completely self-
POSITION OF ENGINE INTAKE
General observations of the dust cloud raised by the
helicopters during landing and take-off show that there is a
relatively clear air region in the centre of the rotor downwash
roughly cylindrical in shape and about one third the diameter
of the rotor extending from the plane of the rotor disc almost
down to ground level. The densest part of the dust cloud
occurs in the outer third of the rotor downwash, but is, of
course, deflected relative to the helicopter when hovering over
a fixed point on the ground in the presence of surface winds,
or when the landing or take-off is made with some moderate
forward speed. In these latter conditions intakes in the nose
of the helicopter are exposed to the highest dust concentrations. Undoubtedly the best position for the engine intake is
immediately behind and below the rotor hub. The engine
intake position on a few helicopters is shown diagrammatically
in Figs. 9, 10, 11 and 12 and of the helicopters tested the
Scout and the Wasp have engine intakes positioned most
favourably from the point of view of sand ingestion. Subsequent experience with the Scout in the Middle East showed
that although they have experienced a high rate of landing
and take-off per flying hour the engines have not had to be
replaced due to erosion of the compressor until after between
150 and 200 hours of flying, compared to only 84 hours for
the Whirlwind Mk. 10 trial when the Gnome has an intake
in the nose of the helicopter.
There is a much more clear cut example of the effect of
engine intake position in connection with the Belvedere helicopter operating in the same theatre when early failures of
the Gazelle engines began to make themselves felt; some work
by Rolls-Royce Ltd ( n ) showed that a substantial reduction in
dust concentrations could be obtained simply by blanking off
the original intakes on the underside of the fuselage, so forcing the air to be drawn in by way of the rotor gearbox
cowlings below the hub of each rotor. The resulting pressure
drop caused a power loss on the engines of about 2|%.
More helicopters now have the engines mounted on top
of the fuselage. This will improve the durability of the helicopter in dusty conditions by easing the task of filtration and
on future designs, this arrangement could be combined with
an intake filter designed to follow the contours of the gearbox
cowling and take in air from the cleanest part of the
downwash.
7.
COMPRESSOR DESIGN
Within the limitations imposed on the size and weight of
filters it is unlikely that filtration will be efficient enough to
give complete protection and existing compressors could have
their life substantially reduced when operating in dusty conditions; some attention therefore, will need to be paid to the
design of the compressor itself. The more robust centrifugal
compressor is not the most efficient for the high pressure
ratios now demanded for gas turbine engines, so that some
penalty would be paid in range or disposable load by choosing the compressor design simply to withstand erosion. One
could take the dynamic "cyclone" filter to the extreme and
build a centrifugal compressor for the first stage with 10%
more capacity than needed for combustion and bleed off this
10% complete with most of the dust before passing the air
through further axial stages, but the overall drop in efficiency
may be unacceptable. The blades of the axial compressors
are so small and thin that the application of any resilient
coating with adequate thickness is out of the question.
A more detailed analysis of the erosion which is being
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712
W. A. HIBBERT
HELICOPTER TRIALS OVER SAND A N D SEA
JJk
^,
{Crown copyright)
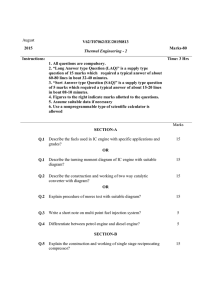
Figure 13. Worn compressor blades from Gnome engines.
- • '
N
Figure 9. Diagram of Scout engine intake position.
Figure 10. Diagram of Whirlwind Mk10 engine intake.
Figure 11. Diagram of Wessex 2 engine intake.
Figure 12. Diagram of Belvedere engine intake.
found in existing compressors would probably help to reduce
their sensitivity to erosion. For example, on the evidence
from the Gnome engine the percentage weight loss from the
blading is small, but the erosion is not spread evenly through
the engine, being worse at two particular stages—usually the
5th and the 10th. Only a minute increase in blade thickness
of these stages could increase the compressor life considerably;
the problem would be to control the manufacturing tolerances,
the variation in the new weight of different blade assemblies
being more than the variation in weight between the new and
worn blade row assembly.
It is not easy to explain the difference in the degree of
erosion of the same blade row in the Gnome engine in the
Whirlwind 10 and that in the Wessex Mk. 2, which are shown
side-by-side in Fig. 13, where the blade from the former has
an obvious piece missing from the corner of the tip at the
trailing edge. The Gnome engine in the Wessex has a higher
power rating than that in the Whirlwind, at least for short
periods, and this may mean that it operates nearer to the
surge line. A more detailed study of the matching of the
axial and whirl velocities through each stage of the compressor
may throw more light on the reason for some blade rows
being affected by erosion more than others. One could argue
that the ingested material has a certain erosive potential and
if this could be spread evenly throughout the compressor,
then the useful life of the engine would be at a maximum. The
erosion is likely to be greatest where the vector change in
velocity, relative to the blades, is at a maximum and this may
well be those regions where blade stall is about to take place.
Blade stall leads to surge so, by making a compressor to
operate further away from the surge line, or by more closely
matching the stages to avoid premature stalling of some stages,
the overall durability of the engine should be increased.
8.
77J
TRIALS OVER THE SEA
Although the trials over the sea have been less extensive
than those over the land, the behaviour of the helicopter and
the engine have been seen to be affected by the corrosive
action of the salt-laden atmosphere, particularly on the rotor
blades and the compressor of the engine. Ordinary paint
finishes were soon eroded away from the tail and main rotor
blades, so that erosion protection was almost synonymous with
corrosion protection and measures already described to
counter tail and main rotor blade erosion from sand need to
be applied for maritime operations.
The engine in these conditions usually suffered from loss
in performance caused mainly by fouling of the compressor
with salt deposits. If these deposits were not removed corrosion set in, so that it was necessary to wash the compressor
after each day's flying over the sea. A special trial mentioned
by Poole(1) was done to check the effectiveness of the washing
procedure on a Gnome engine in a Whirlwind Mk. 10 helicopter which was intended for air/sea rescue duties. The washing
technique was, at the time, a new one because, instead of
ingesting a paraffin/water emulsion with the engine running,
a special rig was used to inject a large quantity of fresh water
into the compressor while it was being motored over during
the starting cycle with the fuel off and the igniters cut out
(this is commonly called a ventilated start). To make sure
that the compressor had been contaminated by salt spray, the
washing water which had passed through the engine and
dribbled from the exhaust pipe was collected and analysed.
There seems little need to protect the engine for operations
over the sea but if protection is required, felt filters are not
suitable and the "cyclone" filter would be one solution—
except that in its present form it would not withstand icing
conditions.
During the sea trials the paint work on the fuselage was
protected by liberal applications of wax polish and the helicopter was washed down after each day's flying. It was not
so easy to do anything about the contamination of the inside
of the helicopter, which was inevitable where a number of
sorties had to be done with the cabin door open, and some
magnesium parts which had not received the best kind of
protective treatment were soon suffering from corrosion.
9.
DUST SAMPLING TECHNIQUES
Little attempt has been made so far in these trials to do
any comprehensive sampling to get a clear and accurate
picture of the dust cloud in the rotor downwash. During the
last trial on the Wessex 2 some work was done in conjunction
with Bristol Siddeley Engines Ltd, who devised a scheme
whereby air was drawn through capsules containing "Millipore" filter pads to obtain samples at various points on the
outside surface of the helicopters. The results of these tests
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712
774
JOURNAL OF THE ROYAL AERONAUTICAL SOCIETY
VOL. 69
were not available at the time of writing. Rolls-Royce Ltd !ll)
also used a suction pipe to draw air through a paper filter
to obtain some idea of the dust entering the engine intake. In
the latter case sampling was done over a long period to lessen
the effects due to the finer particles settling on the walls of
the long sampling tube and in the former case samples were
taken at several points over about 2 minutes. Both methods
would suffer from the inaccuracy associated with departures
from isokinetic conditions, i.e. the inlet air velocity will not
be the same as the free stream velocity both for magnitude
and direction. The effects of such departures are shown
in Figs. 14 and 15, reproduced from a book by Green and
Lane(12). Accurate sampling of agitated dust clouds is a
problem in itself.
For the outstanding engine erosion problem it is clear that
an extensive study of the whole dust cloud is not necessary.
The very presence of an open engine intake drawing in air
at speeds of the order of 50 ft per second averaged over an
area of about 3 sq ft will affect the local flow and the intake
can be regarded as a large sampling tube; the particles
ingested from the main dust cloud would be affected by
departures from isokinetic conditions; fitting intake filters
would change the local flow in yet another way. The logical
thing to do would be to sample the dust entering the engine
intake itself in order to correlate bench and field trials.
The flow in the engine intake with a high velocity (about
300 ft per second) in a well defined boundary and in a set
direction would be much more amenable to either isokinetic
sampling or an impacting technique. Furthermore, the actual
sampling equipment could be calibrated during bench tests
where a standard test dust was being fed into the engine intake.
It would be necessary to establish the degree of variation of
distribution over the whole intake area to determine the
minimum number of sampling points and the optimum time
and frequency of sampling which would be necessary to obtain
representative results. Whatever method is adopted it is
tedious to collect, identify, store and analyse a large number
of samples where the particles are necessarily physically collected in the field, and at A & AEE the use of photography is
being explored.
10.
MISCELLANEOUS DESIGN FEATURES AND
OPERATIONAL CONSIDERATIONS
Apart from erosion it is important to realise the effects
of sand contamination on exposed moving parts and bearing
surfaces. On one trial, for example, the flapping restrainers
and the droop stops on the rotor head became sluggish in
operation because of contamination with sand, so that in one
case lateral control might have been affected as forward speed
was increased and in the latter case damage could have been
done to blades and tail unit as the rotor speed was being
reduced preparatory to shutting down the engine. Frequent
INLET SPEED
\ U
Figure 14.
ANGLE BETWEEN TUBE
AND WIND DIRECTION.
Figure 15.
NOVEMBER 1965
cleaning was necessary to avoid these things happening, but
it would be better if these mechanisms were totally enclosed
or made impervious to dust contamination.
One feature of rotor heads which accentuates dust contamination is the exudation of lubricants past seals on the various
bearings. Grease purging of rotor head bearings is a nuisance
and well sealed oil filled bearings would be an improvement,
or the development of dry lubricants for this application.
The majority of the trials reviewed took place in North
Africa and a variety of sand collected from engine intakes in
1948 was reported by Bigg(13) and the information is presented
in graphical form in Fig. 16. The results from more recent
trials fall into the same pattern and superimposed are the
patterns of various test dusts. These are given merely to show
the difference in standards that exist and that further samples
are needed from other parts of the world to assess the right
kind of dust to use for preliminary bench tests for the engines.
One difficulty with engine erosion at present is that the
erosion makes itself felt rather abruptly and, particularly on
single engine aircraft, this can have serious repercussions.
The author has suggested that compressors could be fitted
with erosion detectors in the form of a small hollow probe
which can be connected to a sealed capsule so that a warning
circuit would operate when the probe was punctured, or more
simply, provide a solid detector probe which can be readily
removed from the compressor casing for a direct measurement
to be made of the amount of erosion. Previous testing or
some field experience would need to be accumulated before
the readings on either device could be taken as a guide.
There are other basic design features to take into account
when assessing the protective measures required on a helicopter. For example, the disc loading and rotor height affect
the ground dynamic pressure for any "wheels off" height, and
the ground pressure determines how much dust is raised;
also the pilot's visibility will influence the length of time spent
hovering near the ground and the cockpit position in relation
to the rotor disc will have some bearing on this.
11.
FURTHER RESEARCH AND DEVELOPMENT
The mechanics of the erosion of surfaces by solid particles
is not understood as well as, say, the erosion caused by liquid
droplets, although the same kind of protective coating would
seem to be good for both. Some basic work has been done
at NGTE by DufBn(I4>, mainly in connection with the fouling
of turbine blades, out of which came some postulations as
to the mechanism of erosion, and further work may be
planned there to make fundamental studies of erosion,
including the angle of strike of the particles. The following
aspects are suggested to fill the gaps in the present knowledge
and so help the solution of the general problem: —
(0 Some full scale bench tests on existing engines using
dust concentrations and particle size patterns representative of what is known. These tests would include
preliminary calibrations of any sampling
equipment and compressor wear detecting
devices.
(it) Further field trials on two or three helicopters with different engine intake configurations using the measuring techniques proved
on the test beds.
(Hi) Development of compressor blade materials
or thin protective coatings which would be
capable of resisting erosion and of being
built into small axial compressors to
alleviate the rate of erosion.
(iv) Make a close study of the air flow pattern
and particle pattern in an axial compressor
and see if any benefit could be obtained by
small changes in blade angles or nozzle
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712
W . A. HIBBERT
HELICOPTER TRIALS OVER SAND A N D SEA
775
quired to make it robust enough for long periods of flying
over dusty terrain and the sea. In this paper the aim is to
focus attention on one of the outstanding problems which
needs to be tackled to enable this to be done.
Figure 16.
areas, the aim being to spread the erosion more
evenly through the compressor.
For extensive operations over the sea, aerodynamic intake
filters may prove to be worthwhile and to avoid the nuisance
of washing down the helicopter a fundamental study should
be done of the adhesion of the salt spray as it dries on the
paint surface, the aim being to enable salt particles to be
brushed off rather than washed off.
The results of the above research and development may
well be applied to hovercraft and V/STOL aircraft; for the
latter it would be important to remember that air intake filtration for the engines may be impracticable because of the high
forward speeds and a bulky alternative intake would be required for operations near the surface. Eventually the engine
itself will need to be capable of ingesting large quantities of
sand and dust for short periods intermittently.
If the helicopter is to retain its advantage as a transport
and as a light crane over remote regions development is re-
Acknowledgments
The author wishes to thank Bristol Siddeley Engines Ltd,
Rolls-Royce Ltd and Westland Aircraft Ltd, for co-operation
in supplying some of the material, and his colleagues for their
ready assistance in the preparation of the paper. He also
thanks the Ministry of Aviation for permission to publish the
paper and the Chemical Defence Experimental Establishment
for their advice on dust sampling.
The Society of Automotive Engineers and Messrs E. &
F. M. Spon Ltd kindly gave permission to reproduce some
material from references 10 and 12 respectively.
The views expressed are those of the author. They do not
necessarily represent the official opinion of A & AEE.
References
1. POOLE, J. Rotorcraft Work at the Aeroplane and Armament
Experimental Establishment. Journal of the Royal Aeronautical Society, August 1963.
2-7. Unpublished Ministry of Aviation Reports.
8.
FYALL, A. A., KING, R. B. and STRAIN, R. H. C. Rain Erosion
Aspects of Aircraft and Guided Missiles. Journal of the
Royal Aeronautical Society, July 1962.
9.
GILBERT, R., SELUS, B., HOIBAR, V. and WEST, D. Helicopter
Rotor Blade Protective Materials. TCREC Technical Report
62-111. December 1962.
10.
MONTGOMERY, J. E. and CLARK, J. M. Dust Erosion Para-
11.
meters for a Gas Turbine. SAE 538A, June 1962.
Rolls-Royce Report. To be published.
12.
GREEN, H. L. and LANE, W. R. Particulate Clouds, Dusts,
Smokes and Mists. E. & F. M. Spon Ltd., 1957.
Unpublished Ministry of Aviation Report.
DUFFIN, H. C. A Laboratory Scale Study of Erosion and
Deposition due to Gas Borne Solids. NGTE Report M.341,
August 1960.
13.
14.
DISCUSSION
G. Dobson (Chief Projects Engineer, Bristol Siddeley
Engines Ltd., Associate Fellow): He queried the impression
given that the axial compressor was a delicate piece of machinery while the centrifugal compressor was robust. Records
of engine operations in world-wide service would not really
be in agreement. From the point of view of dust erosion the
Montgomery and Clark experiments were made on a small
single-stage centrifugal compressor of moderate pressure ratio,
while the Gnome engine of much larger air flow operated at
a high pressure ratio. A centrifugal compressor designed for
the same duty as a Gnome compressor could well be affected
differently, since surge margins over a speed range were more
difficult to maintain, when design pressure ratio is high.
Engine protection was necessary for all types in operations in
dust clouds.
Their own experience had shown that there was a great
general need for intake protection against larger particles
causing what was known as "foreign object damage" to
engines. Such damage could occur in helicopter service
almost anywhere and the close mesh screens as typified by
Mr. Hibbert's picture of a normal Whirlwind entry, were
necessary. Coupled with such protection there was also a
general need to provide anti-icing for the engine intake. The
intake providing protection against foreign object damage
and also against icing, was not easy in itself to achieve, and
when operation in dust clouds was added, the solution was
indeed difficult and much work remained to be done. They
had tested many types of intake protection means and he
would agree that at present felt filters for use over sand
appeared to be the best way of affording the needed protection.
Mr. Hibbert: His impression of the robustness of centrifugal compressors compared with axial ones was based first
on the relative loss in weight (21 grams) of the 45 hp
compressor tested by Montgomery and Clark and the weight
lost (40 grams) from the first few stages of the Gnome engine
(1000 hp) when serious loss in performance of surge occurred
and second, the direct comparison of the last few stages of
the Gnome axial compressor with the centrifugal stage in the
Nimbus engine. The blades in the former were several times
thinner than the radial vanes and diffusers of the latter.
However, he did agree that one would need to make a more
direct comparison with compressors doing identical duties.
Certainly there were other aspects of engine intake
protection which needed prior consideration over protection
from the ingestion of fine dust and it was not easy to do
everything with one intake; he had only foreseen dust protection as an alternative form of intake for the dry arid regions
where icing, for example, could be ruled out.
O. Fitzwilliams (Chief Engineer (Research), Westland
Aircraft Ltd, Fellow): Was Mr. Hibbert familiar with the
interesting experiments of the General Electric Company, who
had placed a specially shaped deflector cum momentum
separator body ahead of the intake on some of their engines?
Could Mr. Hibbert comment on the effectiveness of this?
Mr. Hibbert: He was not familiar with the project.
F. W. Taylor (Chief, Research and Development Branch,
Office of Chinook Project Manager, US Army Materiel
Command): The US Marine Corps, in their new assault
helicopter, the Boeing-Vertol CH-46A, had considered it
necessary to incorporate momentum type particle separators
at the intakes of the two axial-flow T-58-GE-8 engines. The
configuration of the separator was altered several times before
the final design was optimised. Production helicopters all had
this feature. Vertol claimed an efficiency in the order of 95%
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712
VOL. 69
JOURNAL OF THE ROYAL AERONAUTICAL SOCIETY
particle separation with a 2% power loss. This depended on
the size and composition of the material being filtered. This
separator worked better with larger sized particles. The Army's
CH-47 Chinook helicopter was very successful in a sand and
dust environment. No filtration was required for the twin
T-55-L-7 engines which incorporated one centrifugal stage in
the compressor. Engine deterioration in desert environments
had been very small.
Dr. H. Roberts (Research Manager, Westland Aircraft
Ltd, Fairey Aviation Division, Fellow): The film sequences
were of great interest. The recirculation patterns were very
informative and these, combined with the patterns of erosion
near the blade tip, could no doubt be used to derive a great
deal of useful data. He was surprised that the pilot's vision
was not so badly impaired by the sand cloud that it affected
his sense of orientation. The possibility of erosion of the
helicopter transparencies and of the fuselage skinning seemed
evident; were these found to be affected?
He particularly wanted to support the lecturer's plea for
more research work in this field. It would appear that the
erosion was not due to a single cause; impact damage, scrubbing damage and possibly explosive raindrop breakdown all
being sources of erosion. Each of these needed investigating
if they were to achieve a satisfactory protection system.
The polyurethane blade coating seemed to be rather
expensive compared to the initial cost of the blades (20% was
quoted). This might represent some 2% of the prime cost
of the aircaft and must be related to the frequency with which
such conditions arose. Was this frequency in practice
sufficiently high to justify such an expenditure? Was the
coating thickness dependent on the type of backing (both
material and thickness)? If the blades were glass fibre
presumably greater thicknesses would be needed at correspondingly higher relative cost. There was a similar argument
on the weight of the filters for the air intakes. Was the weight
justified by the frequency of occurrence of erosion conditions?
Was the effect of distribution of particle size in a specific
occurrence such as to give damage proportional to the relative
concentrations of particles, and did a number of occurrences,
each with different size particles, give a cumulative damage
law?
If a cyclone filter were fitted, did the casing for the filter
then suffer from erosion, and require protection?
Mr. Hibbert: In their trials no exceptional damage was
done by erosion of the transparencies, mainly he thought
because the impact velocities would be much lower (30 to 40
feet per second) whereas the relative airspeed over both rotor
and engine blading was about 6 to 700 feet per second. The
question of relative cost really needed to be judged by the
need to remove blades before their overhaul life was reached
and the amount of re-working necessary to clean up the
leading edges in order to repair the blades. In this context
erosion was far more prevalent from rain and salt spray than
from dust in the kind of Service operations of the past two
or three years. More recently, activity in dusty zones had
very much increased. The thickness of the protective coating
depended on the type of backing, but he would not have expected much difference in its behaviour over steel and light
alloy compared with a glass fibre reinforced material and,
taken to the extreme if the polyurethane was applied on an already resilient surface then the thickness could be reduced.
Air intake filters as used at present were justified only in
conditions where dust erosion was encountered and one had
to offset the loss in payload against the overall cost of
replacing engines which might last only a quarter of their
normal overhaul life. ' From most of the information available it would seem that the erosion of the surface was
cumulative and bore some relation to the weight and size of
each particle. There would be some secondary effects where
small particles were rebounding off larger ones. A "cyclone"
NOVEMBER 1965
type filter would have to withstand erosion to some degree but
it would be cheaper and easier to replace than an engine.
R. A. Grimston (Mechanical Research Dept, Bristol
. Siddeley Engines, Small Engine Division, Assoc. Fellow): Mr.
Hibbert's paper was particularly valuable in highlighting the
problems of operating in sand clouds. On the last Wessex
trial they attempted to sample the sand cloud around the aircraft and the results from this sampling prompted them to
make the following comments.
First, they wondered if the unexpectedly low variation
between the filtered Gnome and the unfiltered engine could
be explained by particle size? They found an infinite number
of particles of 5 microns or less and most of these would not
have been captured by the filter. If all particles were less than
5 microns and were not captured, one would expect no difference at all between the engines' wear.
Everything pointed to the logic of having the intake near
to the rotor head. They were therefore surprised to find that
a sampler in this position collected roughly twice the amount
of sand (2-06 of 1-26 mgm/cu ft) of samplers situated around
the nose of the aircraft. This could probably be explained
since the head sampler was undoubtedly collecting at conditions relatively much higher than isokinetic than the others.
But since their sampling velocities were at a fair mean between
a bare engine intake and one at a skin surface, it could be
expected that an engine might collect a large sample at this
point. Factors such as intake area would much affect the
results.
Mr. Hibbert: The results obtained from the sampling at
various points over the helicopter certainly caused them to
be more cautious about the choice of engine intake position;
it reinforced the need for more scientific measurements to find
out what was passing into the engine intake.
J. L. Barnes (Chief Test Pilot (Rotary Wing), Bristol
Siddeley Engines, Assoc. Fellow): Although a surprising alleviation could be gained by flying techniques, more experience,
knowledge and research were required. Longer engine life
and greater operational flexibility was a requirement.
The question of most concern to all turbine engine helicopter manufacturers was the incidence of damage caused by the
larger particles. In solving this problem, probably erosion
would be reduced to acceptable levels.
In response to Service requirements, American manufacturers were pursuing at least two lines of attack; the
momentum type of separator, already mentioned, which was
fitted to the General Electric T-58 and a mesh-stabilised, 40micron polyurethane filter. The latter installation was fitted
to the Lycoming installation in the Bell HU-1D. One section
could be by-passed by the pilot, should the pressure drop
across the filter become excessive.
This was a neat and logical-looking installation, emphasising the need for forward design thinking at an early stage to
ensure that intake design was carefully considered with a view
to minimising the entry of solid particles; also, to ensure that
intake filtration was available when required.
They were investigating and following closely the various
lines of attack on this problem. A successful solution would
give real benefits to the operator.
Mr. Hibbert: Flying techniques could go a long way to
reducing the severity of the erosion problem but, because of
this, there had been a tendency to dismiss the need for any
basic change to the helicopter and in military operations it
was not always possible to avoid the dust and certainly rarely
possible to avoid rain and spray. As basic overhaul lives
increased both on engines and rotor blades so would the need
for erosion protection become more evident. The principle
adopted by the USA to filter off the larger particles, in this
case above 40 microns, was sensible because it took away a
considerable proportion of the weight of dust ingested.
Downloaded from http:/www.cambridge.org/core. IP address: 78.47.19.138, on 01 Oct 2016 at 21:33:51, subject to the Cambridge Core terms of use, available at http:/www.cambridge.org/core/terms.
http://dx.doi.org/10.1017/S0368393100081712