Magazine for the Polymer Industry
advertisement

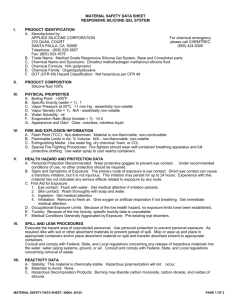
UV-curing silicone rubbers Magazine for the Polymer Industry Special Reprint RFP 2013 1 UV-curing silicone rubbers UV-Curing Silicone Rubbers find uses in new of application fields The vulcanization of the UV-curing silicone rubber compounds starts when the light is turned on. B. Ganter, S. Boßhammer, U. Irmer* 3. UV-curing 3.1 UV light Currently, the demand for product combinations of elastomers with plastics, electronic parts or other temperature-sensitive ingredients is increasing significantly, driven by a large number of new industrial trends in consumer goods, medical and lighting technology. Silicone elastomers are well known for their outstanding UV stability, very good heat ageing properties, chemical resistance, low compression set and that they keep their mechanical properties stable within a temperature range from -40°C to 200°C. These properties favor silicone elastomers for applications in the consumer goods, automotive, energy, and healthcare industries. A detailed overview is given in the publication by O. Franssen and H. Bayerl [1]. Various curing methods are used for the vulcanization of silicone elastomers. Usually peroxides or platinum catalysts are used, which enable a curing reaction at temperatures of over 120 °C. Momentive developed a new family of silicone elastomers that are vulcanized by means of UV light. The advantage is that they cure very fast, even at low temperatures, and thus enable the combination of silicone elastomers with temperature-sensitive materials. It is possible to continue to process these materials by extrusion or injection molding – using special translucent molds. This technology enables fast and energy-efficient processing as long heating times are not more required. 2. Curing characteristics of different silicone rubbers The chart compares the vulcanization graphs of UV-curing silicone rubber, a platinum-curing liquid silicone rubber (LSR) and a peroxidecuring high consistency rubber (HCR) to show the vulcanization advantages by means of UV light as mentioned in the introduction (fig. 1). Both create analog spectra depending on the gases in the lamps (Hg, Hg with Fe doping, Hg with Ga doping). For the UV-curing silicone elastomers, mercury vapor lamps with Fe doping are preferred. The various gas discharge lamp systems differ by the position of the generator, the lifecycle and the power-up mode (stand-by or on/off). For the injection molding units only lamps with electrode beam technology are suitable as the generator can remain outside of the mold and does not have to be connected directly with the lamp (fig. 2). For extruding, one UV-curing silicone rubber measured at 25 °C Silopren LSR measured at 150 °C Fig. 1: The vulcanization of the UV-curing silicone rubber compounds starts immediately when the light is turned on Crosslinking level / % 1. Introduction To create UV rays, traditional gas discharge lamps can be used. It is possible to use lamps with electrode beam technology as well as lamps with excitation via microwaves. 90 % crosslinking level Silopren HCR, peroxide-curing, measured at 150 °C 1 Start-up UV light Time / min 5 * Dr. Beate Ganter, beate.ganter@momentive.com, Dr. Stephan Boßhammer, Uwe Irmer Momentive Performance Materials GmbH, Leverkusen Paper, DKT 2012, 2 – 5 July 2012, Nürnberg, Germany Published with kind permission of Deutsche Kautschuk-Gesellschaft e. V., Frankfurt, Germany 2 Fig. 2: UV LSR injection molding unit during exposure to light RFP can use lamps with microwave technology as well as with electrode beam technology (fig. 3). Due to the progressive development of LED lights, these can also be used now. UV-LEDs emit light with a specific wavelength so no unnecessary radiation ranges are developed (e. g., IR radiation) and this in turn considerably extends the lifecycle of the mold material. In addition, energy consumption and space requirements of LED lights are significantly less and they can therefore easily be integrated into an injection molding unit. 3.2 UV-curing liquid silicone rubbers (LSR) Liquid silicone elastomers are usually processed by injection molding at mold temperatures of 180 – 200 °C. UV-curing LSRs can be processed with the same machines, however, a transparent mold is required, allowing the UV light to pass through. SpeFig. 3: UV-curing of an extruded round profile cial types of acrylic glass can be used as material, which allow a large part of the UV light to penetrate and also have a higher UV stability versus traditional acrylic glass. Due to the low vulcanization temperature, the manufactured parts show almost no shrinkage and also have fewer air bubbles. As the vulcanization only starts once the light is turned on, scorching can be avoided. This is often a problem with thermally curing systems. This technology enables the manufacture of high quality products that usually require no finishing. In addition, with UV-curing, the cycle times can be reduced significantly. Silicone parts with wall thicknesses of up to 100 mm can be vulcanized in less than 5 min. On the other hand, with the traditional thermal procedure, curing can take up to 30 min. Therefore, a significant amount of time and energy can be saved. The process is shown in figure 4. Examples are items for the high-voltage industry where such wall thicknesses are manufactured from silicone elastomers for insulators or cable fittings. The UV-curing silicone elastomer UV Electro 2X5 helps to manufacture these items quickly and energy efficiently and with extremely high quality (fewer air bubbles, no shrinkage) (fig. 5). With the UV technology, it is also possible to process LSRs together with thermally sensitive plastics in traditional injection molding machines. An example is the combination of LSRs with polypropylene; their joint processing in a mold was already demonstrated [2]. This opens the possibility to combine nearly Fig. 4: Diagram for UV-curing of LSR Fig. 5: all and moreover all inexpensive plastics with silicone elastomers (fig. 6). In addition, liquid silicone rubber can be mixed with temperature-sensitive ingredients, such as active pharmaceutical ingredients (API), and vulcanized under UV light. 3.3 UV Curing High Consistency Rubbers In extrusion processes, high consistency rubbers (HCR) are often vulcanized in hot air channels at temperatures above 250 °C. They usually require a line of hot air ovens exceeding a length of 10 m. UV-curing Addisil UV EX silicone rubbers are processed and shaped by means of standard extruders. For vulcanization, only a UV light is required, which usually has a maximum length of 30 cm. This saves energy, as long heating segments at high temperatures are no longer required, as well as space in the manufacturing area as the vulcanization line is significantly shorter (fig. 7). During UV curing, the vulcanization process is extremely fast (Command Cure) so that there is no formation of bubbles, even in thick-walled parts. Extrudates, such as complicated profiles, can be manufactured with very precise dimensional stability. In addition, extruding at lower temperatures also allows for a co-extrusion of silicone rubbers and thermally sensitive plastics or incorporating temperature-sensitive ingredients/materials. A very interesting application in this regard is the continuous sheathing of LEDs [3]. Up to now, manufacturing such light tubes has only been possible using Insulator made from UV-cured LSR Pump UV-additive UV-transparent mold Base material UV-source UV-shield Material Shaping and curing • Material is transferred in a transparent mold • Curing starts by switching on UV-source RFP 3 UV-curing silicone rubbers complex procedures with casting technologies that are limited to a specific length (fig. 8). As already implied in the introduction, UV-curing of silicone rubbers is based on a platinum-catalyzed hydrosilylation, which does not cause any breakdown products during extruding or injection molding. Biocompatibility tests (ISO10993, USP Class VI, volatile components) were performed with various UV materials and passed so that an application in the healthcare, food, and consumer goods industries is possible. The process enables combinations of silicone elastomers with thermally sensitive plastics, components, chemicals, or active pharmaceutical ingredients, which previously lead to the destruction of the material or active agent due to the high curing temperatures. Thus, generally new 2K applications present themselves for silicone elastomers, which were previously inaccessible. [2] Doug Smock, PlasticsToday, July 9th, 2012 [3] Plastruction, Vol. 1, No. 11+12/11, pg. 22 Fig. 6: Plugs for wine bottles made from PP/LSR 5. References [1] O. Franssen, H. Bayerl, GAK 7/2012, pg. 462 – 466 4. Summary and outlook HCR Vulcanizing silicone rubbers with UV light opens up new areas of application for silicone elastomers as the UV vulcanization enables extremely fast curing at low temperatures. Silicone elastomers vulcanized by means of UV light show the same properties as thermally cured elastomers. Manufacturing processes remain similar, existing injection molding machines or extrusion systems can further be used. UV lights have to be integrated into the process and in the case of injection molding, special transparent molds have to be made. On the other hand, long heating times (LSR) and long vulcanization ovens with high temperatures (HCR) can be eliminated. Extruder Shock channel > 450 °C Hot air channel > 250 °C Length: 2–12 m Extrusion and thermal curing Fig. 7: Comparison of thermal vulcanization and UV vulcanization during extrusion HCR Extruder UVsource ≤ 30 cm Extrusion and UV-curing Fig. 8: LED light tube encased in UV-cured silicone rubber (courtesy of Luxall s.r.l) Publication information & contacts Publisher Dr. Heinz B. P. Gupta Address Dr. Gupta Verlag Am Stadion 3b, 40878 Ratingen, Germany VAT No. DE 157894980 Postal address P. O. Box 10 41 25, 40852 Ratingen, Germany Tel. Fax +49 2102 9345-0 +49 2102 9345-20 E-mail info@gupta-verlag.de Internet http://www.rfp-international.com Editors Dr. Heinz B. P. Gupta (Editor-in-Chief) Dr. Ernst Debie Dipl.-Biol. Markus Linden Dr. Stephanie Waschbüsch in memoriam Dipl.-Chem. Frank A. Gupta † Freelancers Dr. Stefan Albus (ALS) Jiri G. Drobny (JD) Dr. Horst-E. Toussaint (HET) David Vink (DV) Editorial secretariat Patrizia Schmidt Tel. +49 2102 9345-12 4 Advertisement Indira Gupta, Jana Elbing Tel. +49 2102 9345-15 Subscription Noemi Jäger Tel. +49 2102 9345-0 Layout Ulrich Gewehr, Max Godenrath Tel. +49 2102 9345-18 Frequency of publication 4 issues 2013 Post distribution no. 73484 ISSN 1863-7116 Bank accounts Deutsche Postbank AG Sort code 360 100 43 Acct. no. 516158-431 IBAN DE51 3601 0043 0516 1584 31 BIC PBNKDEFF Deutsche Bank Sort code 300 700 24 Acct. no. 470 71 70 IBAN DE43 3007 0024 0470 7170 00 BIC DEUTDEDBDUE Reference to common names, trade names, names of goods, etc., does not warrant the assumption that such names are unrestricted and may therefore be used by anyone. Legally protected registered trademarks are often involved, also when these are not expressly shown as such. Subscriptions, terms of receipt and delivery: Annual subscription fee EUR 120 (4 issues per year, incl. delivery costs). Single issue EUR 25 (domestic fees are understood as inclusive of the appropriately valid value added tax). Orders are accepted by the publisher and all national and international book shops. Taking up of a new subscription applies initially for the current calendar year. The subscription is automatically renewed if it is not cancelled in writing six weeks before the end of the calendar year. The subscription fees are invoiced each year in advance and, when participating in direct debit payment, they will be debited automatically. Should the magazine not be delivered due to reasons that are outside our control, there is no right to claim later delivery or reimbursement of subscription fees already paid in advance. The legal domicile for trading is Ratingen, which also applies for all other purposes, insofar as claims for payment are to be enforced. Copyright and publisher’s rights: Articles signed with the author’s name or signature do not necessarily represent the editor’s opinion. Unrequested manuscripts will only be returned if return postage is provided. The publisher requires that the author possesses copyright and rights for use of all constituents of the material submitted, namely also for pictures and tables, etc which are also submitted. With acceptance of the manuscript, the right to publication, translation, re-prints, electronic storage in databanks, additional printing, photocopying and microfiche copying is transferred to the publisher. The magazine and all its contributions and pictures are protected by copyright. All use beyond the limits established by the law on author’s copyright is not permitted without approval of the publisher. Sparkasse H · R · V BLZ 334 500 00 Kto.-Nr. 42 122 309 IBAN DE56 3345 0000 0042 1223 09 BIC WELADED1VEL RFP