Advances in X-ray Reflectivity (XRR) and X-ray
advertisement
 and X-ray")
Advances in X-ray Reflectivity (XRR) and X-ray
Fluorescence (XRF) Measurements Provide Unique
Advantages for Semiconductor Applications
Jennifer Spear, Hiroyuki Murakami , and Shinichi Terada
TECHNOS International Inc. Tempe, AZ 85283
*TECHNOS Co., Ltd. Hirakata, Osaka 5730164 JAPAN
Abstract. We have developed a thin-film metrology tool that fulfills the metrology requirements for the production of
65nm node technology and beyond. This tool combines X-ray Reflectivity (XRR) and X-ray Fluorescence (XRF)
measurements to provide accurate, high throughput, measurements. Improvements in both the XRR and XRF
configurations were made to allow high throughput measurements on films as thin as 0.5 nm. The source intensity for
the XRR measurements was increased using focusing X-ray optics. Wafer alignment, which is critical for XRR
measurements to be accurate, is done using both X-rays and lasers to reduce the time required. A monochromatic X-ray
source is used for XRF measurements since peak-to-background ratio is extremely important when detecting the XRF
signal from ultra-thin films.
INTRODUCTION
High Intensity XRR
Future device generations are incorporating thinner
and thinner layers. Barrier layers are predicted to be as
thin as Inm in the 65 nm device node. When layers
become this thin, measuring their thickness with
acceptable precision becomes difficult. This is because
there is only a small amount of material to measure,
and it must be measured precisely. Also, the layer
properties such as index of refraction, density, and
acoustic velocity are very different in thin layers than
in bulk materials. The goal was to produce a fab-ready,
fully-automated, metrology tool that is capable of
measuring ultra thin films.
A curved, multi-layer, mirror was used in the XRR
beam path. This mirror focuses the X-rays on a small
region of the sample. This configuration maximizes
the X-rays intensity one the sample. A slit with a
variable width is used in this configuration to allow for
the optimization of X-ray intensity and angular
resolution for each application. Signal-to-background
ratio was improved by suppression of X-ray
background with a beam knife, and reduction of
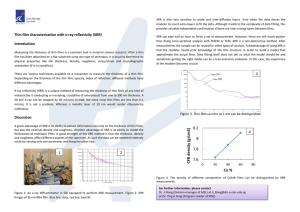
electric noise. As a result, 1E8 photons per second
incident intensity and a dynamic range of 3E7:1 are
achieved. These are sufficient numbers for measuring
films with a thickness around 2nm as shown by the
data in Fig.2.
IMPROVEMENTS IN XRR
Curved
Monochromator
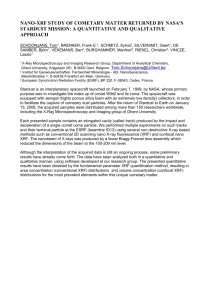
The objective was to choose an instrumental
configuration that gives high data precision, and high
throughput for very thin films. To obtain reliable data
for ultra thin films, the data needs to be collected over
a wide range of incident angle. To achieve both high
throughput and high precision, high intensity X-ray
irradiation and high signal-to-background ratio are
required.
Slit
Beam Knife
Detector
Sample
FIGURE 1. High Intensity XRR configuration
CP683, Characterization and Metrology for VLSI Technology: 2003 International Conference,
edited by D. G. Seiler, A. C. Diebold, T. J. Shaffner, R. McDonald, S. Zollner, R. P. Khosla, and E. M. Secula
© 2003 American Institute of Physics 0-7354-0152-7/03/$20.00
646
>1
*J 1
E ni
£l
E n9
•H
\
\
o L-\ E r\ "5
<u
' 1 11
1
.E-04
\
•H
fd
E
A C
1
.E-06
-i
E AT
X
1
— — — -30000001
(a)
——V^^
v^^.
^
.F.-Ofi
1
X-ray
Detector
Reference
Chip
V
4J
i!
"i
>i
Zr02{2.5nmj/Si02(1.4nm)/Si
Reference
Chip
"^^^ii^;
2
3
Incident Angle
i
X-ray
Detector
(b)
Positionsensitive
Light
Detectors
FIGURE 2. XRR simulation for 2.5nm ZrO2
Laser Assisted Wafer Alignment
Alignment of the wafer surface to the incident X-rays is critical to the accuracy of XRR measurements.
In the past this alignment was achieved by measuring
how the sample obstructs the X-ray beam. As shown
in Fig.3(a), a rotation scan of the sample was
performed to determine the position of maximum Xray counts. The sample is parallel to the incident X-ray
beam at this angle. Next a vertical scan of the sample
was performed to determine the height at which half of
X-ray photons are obstructed by the sample. This scan
is shown in Fig.3(b).
Reference
Chip
(c)
Positionsensitive
Light
Detectors
This method is good because the sample is always
aligned accurately with respect to the incident X-ray
beam. However, the method is slow because we need
to accumulate appropriate X-ray counts for precision.
In addition, curvature of the sample can cause errors in
this alignment process.
Sample
Wafer
FIGURE 4. Laser Assisted X-ray based sample alignment
procedure
Sample
Wafer
X-ray
Detector
FIGURE 3. X-ray based sample alignment procedure
647
The configuration used for XRF measurements is
shown in Fig.5. Monochromatic excitation was chosen
to remove the X-ray Bremsstrahlung that overlaps with
X-ray fluorescence peaks and cause a high background.
To obtain high sensitivity for a wide range in atomic
number of the analyte, both a Molybdenum anode tube
and a Copper anode tube were used. Curved
monochromator were used to collect larger number of
photons produced by tubes. These monochromators
are tuned to Mo-Ka and Cu-Ka for the Mo and Cu
tubes respectively.
To solve these problems, two sets of lasers with
position sensitive light detector were added to the tool
to record the height and tilt of the sample. As shown in
Fig.4(a)-(b), X-ray based alignment is performed on a
flat reference chip embedded in the stage of the tool.
Then, the positions of the two laser reflections are
recorded (Fig.4(c)). Once the correct laser positions
are recorder the height and tilt of any position on a
sample can be correctly set for XRR measurement by
making adjustments to reproduce the correct positions
of the lasers on the detectors.
Fig.6 shows the comparison of the XRF spectra
acquired on a 5nm Co film sample using different
XRF configurations. The X-ray intensity of the CoKcc peak is dramatically improved when we use CuKa monochromatic excitation.
XRR Data Processing
A genetic algorithm was added to the XRR curve
fitting software. This software calculates and fits full
theoretical simulations of XRR data. Adding the
genetic algorithm for fitting has resulted in a wider
range of parameters being fit automatically more
quickly.
Co*Ka
•Direct (Mo Anode)
Cu-Ka Monochromatic
IMPROVEMENTS IN XRF
Sample: 5nm Co
x
Energy
FIGURE 6. Comparison of the spectra acquired using Mo
Direct excitation and Cu-Ka Monochromatic Excitation
High Intensity
Monochromatic X-ray Source
Solid
State
Detector
Curved
Monochromator
X-ray
Tube(Cu)
Mo-Ka
Cu-Ka
**•»*
In the case of ultra thin films, the amount of
analyte in the film irradiated is much smaller than the
amount of material in the substrate irradiated. This
causes poor peak-to-background ratio and saturation of
X-ray detector. Improvement of the peak-tobackground ratio and increased incident X-ray
intensity allow high throughput measurements of films
as thin as 0.5 nm.
Curved
Monochromator
X-ray
Tube(Mo)
FIGURE 5.
High Intensity Monochromatic XRF
configuration using two X-ray tubes
648
Since XRF is much faster than XRR, an automatic
measurement was developed, along with data
processing software for fast multi-point thickness
determination. Both XRR and XRF measurements are
collected at the center of a sample. Then, the
instrument factor A is calculated, and XRF thickness
measurements can be made for other points. With this
sequence, fast multi-point thickness determination was
achieved based on better assumptions than when XRF
measurements are used alone. This assumes that intra
wafer difference in density and composition are
smaller than inter wafer differences in these properties.
COMBINATION OF XRF AND XRR
Since both XRR and XRF have advantages and
disadvantages as shown in Table 1, both have been
built into one tool [1]. Though both can be used to
determine the thickness of films on wafers, XRF
primarily determines number of atoms per unit area
and XRR determines thickness and density.
Composition Determination of A x Sii_ x
Composition determination is also a typical
application of XRF. However, if A x Sii_ x is deposited
on a Si wafer, composition determination using XRF
alone is impossible. However, since the amount of
non-Silicon element per unit area can be determined
using XRF and thickness can be determined using
XRR, the amount of non-Silicon element per unit
volume can be determined using both results.
TABLE 1. Comparison of XRR and XRF
XRR
Thickness Range
Spatial Resolution
Measurement Time
Calibration curve
and Reference
Samples
Density Effect
Common Element
Effect
Rough Surface /
Interface
Composition determination of Co x Sii_ x was
measured with this approach, and reported [2].
Composition determination of Si x Gei_ x could be
performed as well.
Calibration of XRF for thickness using
XRR
X-ray fluorescence intensity Fz is expressed by the
following equation.
Fz=A-Cz-p-T
(1)
where A is the instrumental factor, Cz is the
concentration of the element z, p is the density, and T
is the thickness. Since there is an instrumental factor
(A) in this equation, at least one reference sample is
necessary for the thickness determination using XRF.
After making the calibration using a reference sample,
thickness measurements can be made by XRF with the
assumptions that the composition and the density of
the unknown samples are the same as the reference
sample used in the calibration.
An XRR measurement can be used to directly to
determine layer thickness. The results of the XRR
analysis serve as the required calibration data for XRF
measurements. This allows any wafer to become a
reference wafer.
649
XRF
l-l,000nm
2mm
IminUnnecessary
0.5-10,000nm
O.lmm
5 secNecessary
No
No
Yes
Yes
No
Yes
RESULTS AND DISCUSSIONS
CONCLUSIONS
Thickness of films is a critical measurement in the
production of devices. As the device generations get
smaller making thickness measurements accurately
becomes more challenging. As discussed in the
preceding sections optical arrangements to make XRF
and XRR measurements on thin films were developed.
The measurements that can be collected with these
configurations are suitable for measuring a variety of
materials with film thicknesses as thin as 0.5 nm.
Table 2 gives some examples of XRF measurements
that have been collected on thin films. For each
material the thickness, measurement time, and
repeatability are given. The repeatability is given as a
relative standard deviation (R.S.D.).
The RSD
numbers were calculated from a set of measurements
that were collected 10 times statically, meaning the
wafer was not removed from the wafer stage between
measurements. Table 3 gives the same type of
information for XRR measurements collected on
different materials.
TABLE 2. Repeatability of XRF thickness
determination
Material
Thickness
Measurement
Time
(nm)
(Live, sec)
Co
TaN
TiSiN
Cu/TaN
5.0
2.0
1.0
1.0/0.26*
2
10
10
15
TABLE 3. Repeatability of XRR thickness
determination
Material
Measurement
Thickness
Time
(nm)
(min)
ZrO2
Ta/TaN
Cu/TaN
3.0
1.0/0.94*
1.0/0.21*
4.0
4.1
5.1
It has been shown that improvement in the
hardware for XRR and XRF measurements results in
the ability to measure ultra thin films.
The
combination of XRR and XRF measurement capability
in a single fab-suitable tool allows the measurements
to be optimized for precision and throughput for
different applications. In addition to thickness, density,
roughness, and composition information can be
provided for thin films.
REFERENCES
Terada, S. Murakami, H., Furukawa, H., and Nishihagi,
K., "Thickness and Density Measurement for New
Materials with Combined X-ray Technique" in 2001
IEEE/SEMI ASMC Proceedings, Piscataway: Institute of
Electrical & Electronics Engineering, Inc., 2001, pp!25130.
2. Terada, S., "Recent Developments in Combined X-ray
Metrology Tool for Thin-film on Semiconductor Wafers"
in SEMICON Southwest 2001: Critical Technologies
Conference: Gate Stack Engineering Abstract book,
Semiconductor Equipment and Materials International;
2001,pp85-96.
R.S.D.
(%)
0.47
0.95
0.99
0.21/0.26
R.S.D.
(%)
0.29
0.56/0.61
0.03/0.03
* This thickness is given as a ratio rather than in nm to keep the
actual thickness information confidential
650