Learn more about Press Brake Capacities.
advertisement

practices
andproper
safety
Good
is
operator
brake
trainingofeachpress
ona
Bending
operator,
Comprehensive
pages
Brake
.............
Press
CINCINNATI
3-7 mandatory.
provide
manuals
maintenance
andsafety
Forming
CINCINNATI
procedures
and
0nproper
instruction
page8
Publications
methods
andshould
bewiththe
safety
.........page9
CapacifJ
Press
BrakeBending
press
signs
Waming
brake
atalltimes,
MildSteelAirBend
safety
ofoperator
andachecklist
pages
10-13 guidelines
.........................
Chart
Capacifl
atstrategic
should
beplaced
pagal4L7 locations
Facton
Chart......,.....
Bending
onthepress
brake.
forproper
responsible
Usen
are
Reference
Chart.....pages
Cross
18-1!
Steel
useofpoinr
installation
andcontinued
Brake'*pa4esZUZI
Punching
ona Press
safeguarding
andother
of-operation
guards.
assure
Thishelps
machine
withOSHA
safety
andcompliance
operator
requirements.
press
brake
Each
newCINCINNATI
ANSI
atagshowing
thatit meets
displap
Acopyof
requirements.
811.3
construction
care
whichcovers
theproper
thisstandard,
isincluded
tohelp
anduseofpress
brakes,
programs.
Refer
to
usenwiththeirsafety
Brake
Manuals,
Press
theSafety
ANSI
Bulletin
PI50686,
Safeguarding
orconsult
81l.j Safety
Standards
forfurther
Incorporated
Cincinnati
information.
............
Safety
page2
............
WITH
BRAKECOMPLIES
ANSI811,3SAFETY
FORCONSTRUCTION
STANDARDS
springback
to aIlaina90'bend.
sufficient
Inmostcases,
theangle
cutonthedies
Metalformed
byanupperandlower
willbebetween
30"to85i Forair
dieasshown
in Figure
1onlyhasthree
radius
thenose
oftheupper
die
pointsofcontact.
lf.metal
ispushed
into bending,
Press
Btoke
Roling
should
beequaltoorslightly
lessthanone
alowerdiesufficient
toformaspecific
press
AllCINCINNATI
areruted
brakes
fractions.
metalthicknes
usingsimple
angle,
whentheforceisreleased,
the
pressure,
foramaximum
bending
or
withair
angle
willopen
upduetospringback. Note: Ifpartsaretobeformed
Tonnage
canthenbeconverted
tonnage.
bmddiasona,pressbrahewith
springback
formild$eelis2' to
Normal
intobending
capacities
through
an
contputsr
controltodetermine
4". If thematnflalis
hard,hasahigher
understanding
ofbasic
factors
affecting
ramrwasalpositions,
thedies
tensile
$rength,
or alugerthannomal
theformability
ofmetal.Bending
factors,
mustbecuttoan anglethatuill
inside
radius,
ttrespringbackwill
begeater.
ofthumb",
forpress
0r"rules
brake
compensate
for allposible
forming
arebased
onusing
mildsteel
(Figure
AhBending
II
materialsp4ngback,
(60,000
psimaximum
tensile
strength).
Airbending
metalintoastrai$tline
Anexplanation
factonwillhelp
ofthese
BottonBending
angleisthemostcommon
formofpress
youunderstand
theperformance
ofyour
Bottom
bending
material
withdiescut
brake
work.Atop,orupper
die,pushes
press
brake
andthemildsteel
airbend
thefinished
angle(e.g.
themetalintoalower
veedie.Themetal toapproximately
in thisbooklet,
capacify
charlspresented
880,
890or90) willincrease
theforming
onlytouches
thepointofcontact
ofthe
tonnage.
Thereason
for"true"bottoming
ofthe
VeeDieOpening
ondInsideRodius upperdienoseandthetwoedges
andcoining
ist0"set"thematerialin
lowervee
die(Figure
1),Thematrriil,
Ihe recommended
veedieopening
for
ordertoovercome
springback
andobtain
does
notcontact
anyotherpartofthe
mildsteel
uptoI/2" (,500";
thickiseight
better
angularaqclrasl(see
Figures
3 and
tooling
during
theforming
cycle.
timesthemetalthickness.
Forthicker
isoften
selectedwhen
Most"airbend"
toolsaremanufacfured4), Bottoming
thanl/2"mild$eel,it maybenecessary
boxes
orpanels,
Minimizing
the
sothattheupperandlowerdieshavethe forming
toincrease
theveedieopening
uptoten
keeps
thefinalbends
from
same
angle.Thisisdonetominimize
set- overbending
timesthematnnalthickness
tominimize
previously
hittingthe
formed
flanges
and
uptime.In ordertoobtainatrue90"air
cracking
ofthematerial.
Todetermine
causing
distortion,
Potentially
smaller
bend,
thetooling
mustbecuttoallow
forasimple
theveeopening
!0'bend,
inside
radiimayaisobeachieved
usingttre
multiplythemetalthickness
byeight.
comngprocess.
Theanswer
isthenrounded
tothenext
There
arethree
U P P E RD I E
higher1/8"figure,Forexample:
14ga,
different
types
of
(.075")
x 8 = .600".Thisisrounded
toa
forming
whichare
NOSERADIUS
5/8"veeopening.
classified
as
Theinside
radius
ofabend
in mild
"bottom"
bending:
isabout
steel
5/32'(J56')x theveedie
bottomingwith
opening
regardles
ofthegauge
ofmetal
spring
back,true
Thisfigurewasdetermined
beingformed.
bottoming
and
formed
bymeasuring
samples
bentover
VEEDIEOPENING
coining.
various
dieopenings.
Toillu$rate:
If a
LOWER(ORVEE)DIE
L/8"(.I25")sheetand
a1/4"(.250")
plateareformed
oyer
a2"veedie,each
willhave
ttresame
inside
radius
of
Figure
l-AirBending
(.312"7.
approximately
5/T6'
Springbock
withSpringbock
Bottoming
(tigure
2l
angle.
partmayspringbackto thedesired
is
ofthismethod
Theangularconsistency
(tigute
4l
Coining
airbendtonnage.
than
metal,in orderto obtainasharper
insideradius,
the
onemetalthickness
term"coining"is applied.
Whentheupperdieismadewithless
onuniformmaterialthicknes. thanonemetalthickness
dependent
radius,
thenose
isnot
withspringback
Bottoming
aresimilar
Normally,angtiartolerances
intothemetal
ofthediewill embed
"true"bottoming.
When
considered
to airbending.
condition.
an apparent
overbend
causing
intorecommended
metalispushed
In ordertopushtheupperdieintothe
tooling,it will formaninsideradiusthat
(Figute
3)
TrueBottoming
toobtainthedesired
metalfarenough
to the5/32x veedieopening
isequivalent
Vhentheupperdieismadewitha
insideradiusandbendangle,therequired
isthenbuiitupatthe
rule.Pressure
(tothe
metal
thickness
radius
of
one
will beatleastfivetimestheair
tonnage
theformed
causing
bottomofthestroke
sufficient
tonnage
fraction),
closest
simple
If thedesired
insideradius
bendtonnage.
metalto"kink"in theinsiderudiusarca.
of
the
up
at
the
bottom
must
be
built
the
or less,
isone-half
themetalthickness
metalto
Thiscauses
thelegsoftheformed
to "set"themetalandeliminate formingloadcouldapproachten
stroke
times
will
tonnage
springback.Therequired
ontheairbendchart.
thetonnage
shown
rangefromthreetofivetimesthenormal Whenthetopdieembeds,
ordisplaces
during
forming
operation
Figure
2-lvubending
of
enough
to touchthecorners
overbend
(Figure
2). Theforce
theupperdie
willbeaboutI I/2to 2l/2times
buildup
forairbending.
thetonnage
required
isreleased,
the
Whentheformingpressure
tigure
3-Bottoming
4-hining
Figure
(rotking
S-t*'
can
Whenforming pIate,"ctac\rJng"
canoftenbe
beerratic.Smallflanges
makingthesame
bendin
formed
whereas
will cause
failure.
thecenter
ofthesheet
will alsobefoundwhen
Differences
across
thegrainversus
bending
bending
isoften
withthegrain.Cracking
thenoseradius
minimized
byincreasing
oftheupperdie.
ECCENTRIC
DIES ALIGN -----+"1
WITHBED & RAM
I
CENTERLINE
ADJUSTMENT
SCREW
Figure
6-DieAlignment
ADJUSTMENT
MINIMUM
D I ES P A C E
DOVETAIL
SLOT
DOVETAIL
SLOT
CROSSHOLDDOWNSLOT
CROSSHOLDDOWNSLOT
Hydraulk
Press
Brokes
llechani
cslPrusBrokrls
consistency.
If thediesarenotclosely
aligned
tothetoolingcenterline,
inaccuracies
canoccur.Asa result,it is
important
toevaiuate
theavailable
toolingwithrespect
tothetypeofpress
brake
beingusedin ordertoobtainthebest
possible
formingangles.
Vee
dieswitha
orless
mayrequirc
a*.005"
5/8"veeopening
alignment
toobtaingoodconsistency.
Figure
S-DieSpace
Bend
Allowonce
(Figure
DieSpote
5)
(tigure6)
DieAlignment
In orderto determine
theproper
blank
sizepriortoforminga part0napress
Nways
totaltheheightofthepress
brake In ordertoobtaingoodaccuraqr
in
brake,a bendallowance
foreachbend
diesandtheheightofthefillerblock(die press
brakeforming,thetoolingmustbe
mustbedetermined.
Thisinformation
holder)
tomakesurethetooling
aligned
willfit
sothatthenoseoftheupper
dieis
throughmany
intotheavailable
diespace.
Forcomplete ascentral
to thelowerveedieasposible. hasbeenmadeavailable
engineering
textbools
buttheinformation
information
0n "dieheightselection
Withmo$press
brakes,
manybends
could
,
provided
isnotconsistent.
If questions
request
currentiiterature
fromCincinnati bemadewithanalignment
accvany
ol
ariseconcerning
a blankdevelopment
for
+I/54" aroundthecenterline
Incorporated,
of thevee
yourpart,CINCINNATI
hasavailable
a
opening.
bendallowance
chartwhichmaybe
Press
brakes
featuring
computerized
helpful.Contact
yourCINCINNMI
controls
thatallowtheoperator
to input
representative
to obtainmoreinformation.
a specific
bendangledepend
onmathematicalmodels
toobtaingood
Acturocy
lensile
or YieldSlrengths Angulor
Actuol
to improve
the
press
andoptions
brakes
ofmanyparts.
andconsistency
acc:;racy
^cc'rraqislimitedby:
Bending
witha tensile
aresupplied
Manysteels
yourlocalCINCINNATI
sales
andrepeatability Consult
1.Press
brakecondition
asa
identified
andyieldstrength
officefor assistance,
"minimumvalue"
ability
withthe"maximum" 2.0perator
oftooling
Incorporated
unspecified.
Cincinnati
3.Condition
Off(enterLooding
(pages
"BendingFactors"
14to17)allow 4.Qualityofmaterial
(Figure
7)
are
fourconsiderations
psiin steels
ksumingthese
using
anincrease
of 15,000
ChartGeepages
TheAirBendCapacity
reviewed,
normaltolerances
should carefully
minimumfigures.Thisallowance
symmetrical
10-13)isforcenterline,
workfor over90%of thesteelsavailable. wouldbe+1 1/2'whenformingupto 10'
formingor
special
steel.If plate loads.Occasionally
orthinnersheet
is of 10gauge
ofthematerial
In cases
wherebreakage
punching
donothavetheirload
setups
tothe
addonedegree
orwhenthepress
brakewill not isbeingformed,
occurring
onthebedandrumcenterlines.
centered
will cut
operations
Bottoming
has
tolerance.
makea bendevenafterthetonnage
caremustbe
circumstances,
Underthese
in half,butwill
theairbendtolerance
tofallwithinthepress
beencalculated
themaximum
takennottoexceed
andcould
theformingtonnage
increase
thematerial
should
be
brakecapacily,
(fronfto-back)loal,capacity
of.
eccentric
ofthedies.
necessitate
someshimming
and
tested
to identifytheacfialtensile
whentheload
thepress
brake.Similarly,
yieldstrengths.
Onehalfoftheangttlarvarialion
atthemachine
centerline
isdueto normalmateial isnotlocated
above
described
offull rated
onlyaportion
Steels
torming
HighTensile
foundin commercial (left-to-right)
variations
thickness
is
isavailable.
Eachhousing
capacity
psior
Hightensile
$eels(70,000
to
$eel,Theotherhalfcanbeattributed
limitedtoone-half
ofthemaximum
higher)donotreactlikemild$eel.The
in themetal,edge
hardandsoft
spots
Incorporated
Cincinnati
formto theradiusof the
materialmay
deflections rating.Contact
holesandnotches,
conditions,
forsnecific
information.
thenoseradiusof
upperdie.In thiscase,
in themachine
or toolingandmachine
tothesteel
thedieshouldconform
A
manufacturer's
recommendations.
to
largerveeopening
mayberequired
hx available
INNATI
repeatability.
CINC
tonnages
andang,tlar
obtainacceptable
"Bending
Factors"
charton
arrtJraly.
See
pages
14to 17fortypicalrecommendations.
steelsusuallyreact
Note: Stainless
similar to mild steel,
Bending
FoctorDeterminotion
"Bending
Factofs"
areobtained
by
relating
theactualtensile
andyield
to those
strengths
of thesteelbeingformed
hasbeen
ofmildsteel.Consideration
givenin Cincinnati
Incorporated's
"Bending
Facton"chartto allowfor
increasing
theinsideradiusoftheplateif
cracking.
required
toeliminate
LEFT-TO.RIGHT
OFFCENTERLOADING
MACHINE
CENTERLINE
FRONT-TO-BACK
OFFCENTERLOADING
BED& RAM
L- Load
(forming
or punching)
D-Distance
between
machinecenterline
and loadcenterline
Figwe
7-hff Gnter
Loading
Goging
In ordertoobtaingoodconsistency
thegaging
duringthefonningoperation,
priort0parts
mustbeevaluated
sequence
p
Figu
rel-lonnoge
Build-U
(Figure
Build-Up
Ionnoge
8)
(Figure
Shimming
9l
Whenmakinga90"airbend,theload
reaching
increases
veryrapidly,
85%of
themetalisbent20'
maximumwhen
(10'perside).Maximum
is
tonnage
reached
whenthemetalisbenta totalof
40".Theloaddropsoffa fewpercent
Tocompensate
forbedandnm
deflection,
aswellasuneven
wearonthe
press
ofthe
brakeandtooling,shimming
toolingmayberequired
toobtaina
uniformbend.Allshimming
shouldbe
donewitha goodquality$eel(notbrass)
papercanbe
cases,
shimstock.In some
used.Keep
freefromdirtor
all surfaces
niclasinceformingarcuracy
canbe
affected
bypoorworkhabits.
whenthemetalisbentto90'.
60"
9i--tbo.t^^.
005"
. Theavulabihty
beingformed
ofCNC
gaging,
manually
setfrontandback
gagingor
gages
mounted
tothelowerdie
to determine
the
all mu$ bereviewed
bestmethod.
Note: RemembEr
tbalgaging
detuminestbepositionof the
bend.,engularaccuracyis
detwminedby tbemethod
offorming,
Morking
purpose
General
veediessometimes
cause
marksonpolished
stainless,
aluminumorpainted
stock.Marking
can
by:
beminimized
1. Increasing
thecornerradiusatthetop
oftheveedieopening,
2. Polishing
theentireveedieopening,
thecorners
of thelarger
I. Hardening
lead-in
radii.
In somecases,
tapeordiecoverings
canbeused.Plastic
coating
onstainless
results
in the
$eelmaygiveinconsistent
your
reduction
ofdiemarls.Contact
CINCINNATI
representative
for additional
information.
thelowwdie
Note: Sectionali,zing
oftenraulh in objectionable
marking.
UNDERFILLERBLOCK
t
."il:
"l l'i .. ,lr.
:
",.",,:
'
. , , t 1. , t t , t
"
tl
Figwe
9-lypkalShinming
hnfigur
ation
7
ond
DieHeight
Selecfion
GenerolTerms
. Mechanical
Press
Brakes
. Hydraulic
Press
Brakes
andtechnical
Thefollowingbrochures
and
A glossary
ofdefinitions
provide
helpfulinformation
datasheets
diesand
usedwhenselecting
terminology
for safe
techniques
onthemo$effective
press
discussing
brakeapplications.
press
andefficient
brakeoperation.
Press
Broke
Sofeguordingfor0wners
ond
Suggestions
IheirEmployees
Press
Broke
Setup
Hydroulk
Only"
Procedure
"AirBending
leads
the
Thisstep-by+tep
checklist
setup
through
theproper
operator
reading
forallpress
brake
Required
procedure
forairbending.
recommended
illu$rates
usen,
thisbooklet
mettrods
for Bosic
devices
andproper
safeguading
Rules
on
Punching
It alsolistsothersupplien Press
safeoperation.
Brokes
ofsafety
devices,
tofollow
forsafe
Fundamental
steps
Operolion,
Sofety
ond
lUlonuols
ltlloinlenonce
punching.
andefficient
Ptessute
Chofi
Bending/Punching
andveedieopenings
0ptimaltonnages
forbendingandpunching20gauge
throughoneinchmildsteel.
FillerBlockSpetifitotions
Stondord
dimensional
dataonstandafi
Complete
fillerblocla.
nanowflattopandunivenal
Melol
Allowon(es
fol Sheet
Bend
AirBends
allowance
Thischartshows
90"bend
for2igaugethrou$
based
5/8"mildsteel,
die
onrecommended
veediewidth,upper
radius.
radius
andtheoretical
bend
MoiorConditions
Cousing
Excessive
Bow
Adetailed
explanation
ofthevarious
lmproving
Port0uolityond
parts.
whichcause
streses
bowin formed
. 4 Series
Mechanical Producfivity:
through
50Series
Press
HowAdvonced
(onHelp
PresBrakes
Broke
lechnology
Minimizing
DieMorksonOuolity
. CBPress
Brake
techniques
and Bends
AnoveMew
ofbending
. CBII Press
Brake
. FomMasterPresBrake
. FormMaster
Press
Brake
II CNC
. AUT0SHAPE@
CNC
Forming
Center
e AUTOFORM@
Forming
Center
CNC
guides
Complete
totheinstallation,
adjustment
and
setup,
operation,
press
maintenance
ofeachCINC
INNATI
brake
model
line.Theyinclude
bending
procedures
fundamentals,
safety
and
basic
proper
gaging
methods.
press
to
technolory
useofthelatest
brake
partquality
and
maximum
achieve
forming
efficiency.
lips
Goging
ondForming
guide
bending
Ahelpful
thatshows
partryalityand
techniques
thatimprove
production
efficienry.
increase
DieTemplote
Gooseneck
Ahandyreference
forfivegooseneck
Theclear
diesizes
andconfigurations,
templatecanbelaidover
thepartto check
for interference
duringforming.
Provides
13$epslhataidinreducing
metal.
diemarkingonsheet
publications,
Toobtain
anyofthese
press
orforbrochures
onCINCINNATI
models,
diesets
andaccessories,
brake
phone
please
Incoryorated
at
Cincinnati
orfax(5r3)367-7552.
$13)367-7100
to
sizepress
brake
theproper
3. Select
(.375")
thickA36
12'of.3/8"
airbend
yield$rength
$eelwithamaximum
length
of1/4"
Copority
ftort
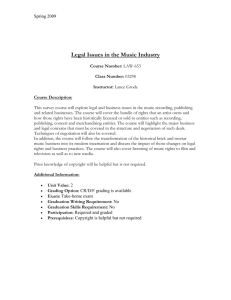
L. Determine
themaximum
AirBend
psi.
(.250")
press
a 5Series
brake of45,ooo
mildsteel
10Chart(pages
TheAirBendCapacity
vee
thenominal
usingtherecommended StepL: Determine
capacities canairbend
13)liststhepress
brakebending
forA35fromtheBending
dieopening
(8x metal
thickness).
veedieopening
in linearfeetofmild$eelfordifferent
14)Factors
Chart(page
in the
.250"
thickness
Step1:Locatn
whenairbending
only.
metalthicknesses
8T=8x,375'=1.00".
ontheAirBend
Capacity
fint column
the
Theshaded
areaindicates
formability
facor
Step2: Detennnethe
(page
Chart
10).
foreach
veedieopening
recommended
yieldstrength
forA35(maximum
of
2.00"
recommended
Step2: Followthe
Thenominalbending
metalthickness.
psi)fromtheBending
Facton
45,000
lineovertothe
veedieopening
shaded
(1ton= 2000lbs.)is
forcein tons/foot
(page
14)-1.3.
Chart
intenecting
vertical
lineforstandard
5
listedin thethirdcolumn.Allcapacities
Step3: Determine
theequivalent
press
Series
mechanical
brake.Read
a maximum
arelistedformildsteelwith
the
ofmild$eelbymultiplying
maximum
lengthofsixfeet.A5Series length
psianda
of60,000
tensile
strength
times
theformability
mateiallength
ACislisted
ateightfeetofbending
yieldstrength
psi.
maximum
of40,000
=
x7.3 15.6'
.
provided
it isused
atlowspeed. f.antor-L2'
capacity
Nominal materialvariationallowances
press
thesmallest
Step4: Determine
of.a
2. Determine
airbending
capacity
ratings.
havebeenmadefor allcapacity
fromtheAir
brakethatcan
beused
press
when
230tonhydraulic
brake
otherthanmildsteel,
refer
Formaterials
(pages
12utdl3)
Bend
Capacity
Chart
A.
I/4' (.250")
thickCor-Ten
bending
14
Facton"chart(pages
to the"Bending
thefirstpress
byselecting
brake,
Step1: Refer
to"Steel
Cross
to 17)for theproperformabiliryfantor,
mechanical
orhydraulic,
which
(page
18)tofind
Reference
Chart"
15.6'capacity
f0r.375"
thick
exceeds
(hoil
Bending
Fodors
proper
ASTM
number.
specification
mateialover
a3.00"
veedie.A
Aplate.
ASTM
M42forCor-Ten
Select
Whenmaterialother
thanmildsteelis
(21.0')
mechanical
or500
toASTI4
A242
onBending 21Series
Step2:Refer
forming
to beformed, therequired
(17,7')
press
tonhydraulic
brake
will
Factors
14)todetermine
Chart(page
The
will probably
change.
tonnage
formthismatnnaL
for1/4"
recommended
veedieopening
I4tn17)
"Bending
Factors"
chartfuages
thetonsperfootofforce
4. Always
check
= 1.00".
plate.I2T=
t?x .250"
numben,
ofASTM
offenawideselection
required
toformmildsteel
withthe
ttreproper
Step3: Determine
noseradiiand
theirrecommended
upperdie
press
available
tooling.This
brake
formabilityfactorfor
M42fromthe
Theequivalent
length
veedieopenings,
information
canbeused
fordesigning
(page
Bending
Factors
chart.
I4)-L7.
materialwhich
canbe
of anyspecial
ttreunitpressure
g capanig toolsanddetermining
thebendin
Step4: |r:temine
brakeiscalculated
formedona givenpress
loading
onthebedandram,which
press
fora230tonhydraulic
brake
bythe
bydividingthemild$eelcapacity
mustnotexceed
15tons/in.Z
forming
.250"
mildsteel
over
when
formabilityfactor.Thisformabilityfactor
(1ton= 2000
lbs.).
veedieopening
byusingtheAir
3.00"
in thefarrighthandcolumn.
isshown
TheAir
BmdCapaciA
Chart
(page
Bend
11)-21'.7. Caution:
Capacity
Chart
dnwnotapplytonon(rossReference
(hort
Steel
themaximum
airbend
Step5: Divide
standard
strokemech
anical
(StA4)bytheformability
capacity
18&19)isprovided
Thischart(pages
prws
the
brakes.Consult
= 12.8
(StE9 2L7'/1.7
factor
feet.
manufacturen'
names
tocros-index
trade
applications.
factoryonthese
For
withtheproperASTM
specification.
names
0rclassifications
notlisted,conlant
Incomorated
forassistance.
Cincinnati
VEE
MILD
D I E TONS
(2000
STEELOPENING
T H I C K . N O M I - LB)
NOMINAL NAL
PER
I N C H E SINCHES FOOT
(20GA.)
0.036
( 1 8G A . )
0.048
.25
J.l
.312
2.3
52.3
69.4
92.6
52.3
69.4
92.6
69.8
92.5
69"8
92.5
37.2
463
54.8
74.3
94.6
49.6
61.7
49.6
66.1
oo. I
ot./
82.2
82.2
73.0
73.0
22.3
27.8
32.0
44.6
56.7
69.4
833
16.4
22.3
27.8
32.0
44.6
56.7
69.4
833
37.2
46.3
54.8
74.3
to.+
19.8
19.8
26.0
35.7
26.0
35.7
4 t.o
4 t.b
50.0
59.5
50.0
59.5
27.4 27.4 36.5
3 3 . 0 3 3 . 0 44.0
44.3 44.3 59.0
5 9 . 5 5 9 . 5 79.3
69.4 69.4
83.3 83.3
18
694
9.7
8.0
6.5
5.6
4.6
12.9
694
12.9
2.5
2.2
1.7
36
50
89.1
23.6
JI.Z
41.6
50.0
56.7
73.4
94.6
t.J
5.6
AE
3.8
2.8
2.2
1.8
t5
7.6
6.3
4.7
3.5
3.0
2.5
2.1
4.1
J.L
23
-7E
11.1
.875 9 . 0
, l , .7 , 5
125
6.3
25
5.5
.50
4.4
2.00
2.5
.875 1 1 . 9
00
9.9
125
8.5
( 1 0G A . )
.25
7.3
0.135
50
5.8
2.00
4.0
250
1 . 1 2 5 16.4
1 . 2 5 14.3
.50 11.2
0.188
2.00
7.5
2.50
5.7
AA
.00
1 . 2 5 29.5
1.50 22.7
2.00 15.4
0.250 2 . 5 0 1 1 . 4
3.00 9.0
ai
3.50
o. l
4.00
t0
39.3
52.0
69.4
83.3
94.6
39.3
52.0
69.4
83.3
3.0
.438
50
.625
( 1 4G A . )
75
0.075
.875
1.00
1.125
00r
89.5
23.6
31.2
41,6
50.0
56.7
73.4
09
5.3
4.0
1.00
( 1 1G A . )
0.120
34
1.1
.375
.438
.50
.625
.75
.875
1.50
200
89.5
90.5
1.7
|.tJ
40.3
54.3
73.4
89.1
o/.I
1A
.625
.75
875
( 1 2G A . )
1.00
0.105 1j25
40.3
54.3
73.4
o/.I
.438
.50
62s
.25
.312
.375
.438
.50
.625
1.25
5AC
nn./
too%uoo
--.7300
26%qoo,uY*,'9400t
n%tu n%t ,u%rru'uYuu2o%soo
%ro u'%ooo
90.5
.375
.75
( 1 6G A . )
0.060
5
LINEAB
FEEI
BRAKES-ANDARISTROKE
ONLY
MECHANICAL
PRESS
13AC 21
12AC
t3
12
I
9AC
15.6
1,0i0 ; 1Sto
22.3
22.3
27.1 27.1
30.5
30.5
38.4
39.0
402
53s
t.J
11.3
13.9
3.9
16.7
D./
19.8
9.8
2 2 . 7 22.7
2 7 . 9 28.4
3 1 . 9 42.4
10.5
0.5
Iz.o
2.6
14.0
4.0
71
17.1
I t.z
21.5
ZJ. I
30.8
25.3 31.8
7.6
7.6
8.7
8.7
2.A
11.0
12.3
6.4
13.8
7.3
14.0
8.6
4.2
4.2
5.5
5.5
6.0
8.0
6.5
8.6
6.8
9.1
Lt
9.5
7.4
10.0
tc.o
94.6
2 1 . 5 21.5
26.0 2 6 . 0
32.n r 32.0
37.2 37.2
45.2 45.2
50.8 5 0 . 8
65.0 65.0
48.7 7 3 . 0
58.7 88.1
flil
j
56.9
3 8 . 1 57.2 7 1 . 5
46.3 69.4
56.9 85.3
oo. I
oo. I
80.4
80.4
oJ. I
33.3
41.1
49.3
58.7
67.3
84.1
33.3
41.1
49.3
58.7
67.3
84.1
23.3
28.0
32.0
38.0
47.8
69.4
23.3
28.0
32.0
38.0
47.8
69.4
31.1
37.4
43.5
50.7
63.8
92.4
31.1
37.4
43.5
50.7
63.8
92.4
88.8
88.8
16.9
19.4
22.6
25.9
25.0
34.0
37.0
48.3
60.0
9.4
12.2
18.0
24.2
29.3
31.1
32.7
49.3
62.3
70.9
12.5
22.6 33.8 42.3
25.9 3B.B 48.5
34.0 49.6 6 1 . 9
49.3 74.0 92.4
62.3
70.9
12.5 1 8 . 8 23.5
16.3
30.6
24.A 36.0 45.0
3 1 . 0 46.6 60.9
34.7 56.0 74.6
4 0 . 5 58.4
4 5 . 9 65.6
28.6
34.7
28.6
34.7
42.:7:t' 42.7
49.6
49.6
60.3
60.3
67.7
86.7
86.7
18.8 18.8 25.0
tJ. I
30.8
27.8 27.8 37,0
3 3 . 0 33.0 44.0
37.8 37.8 50.5
47.3 47.3 o J . I
25.0
30.8
37.0
44.0
50.5
38.1
46.3
90.4
zJ. I
7 1. 7
.:i;''
3 6 . 5 48.7
44.0 58.7
59,0 ti 78.7,
75.3
67.7
90.4
99.1
50.0 63.0
83.3
61.7 7 7 . 1
74.0
88.1
7 1. 7
t/.c
t/.c
21.0
25.0
28.5
35.9
52.0
57.0
12.7
14.6
'19,0
21.0
25.0
28.5
35.9
52.0
57.0
16.9
1 4 . 6 19.4
1 9 . 0 25.0
27.8 27.8 37.0
3 1 . 0 3 1 . 0 48.3
32.7 40.9 60.0
7.1
7.1
9.4
9.2
9 . 2 12.2
13.0 1 4 . 0 1 8 . 0
5.5 t3.3
24.2
6.0 20.0 Z V . J
6.7 2 0 . 8 3 1 . 1
7.6 22.0 32.7
12.7
to.J
24.0
31.0
34.7
40.5
43.7
*Press
brake
tonnage
capacity
atmidstroke
andnearbottom
ofstroke.
tonnage
Series
SAC,
9ACand13AC
capacity
ratings
listed
areforlowspeed
operation.
46.6 58.3
56.1 70.1
65.3
76.0
77.7
cb.4
84.6
64.7
82.6
E
J I-J
40.7
60.0
81.0
47.0
61.1
90.1
?
E
E
'6
a
o
MILD
VEE
IONS
D I E ( 2 0 0 0L B )
STEEL
T H I C K . OPENING P E R
NOMINAL NOIV]INALFOOT
IN C H
E S INCHES
120GA.)
0.036
25
,312
3.1
2.3
,375
,438
1.7
.50
.625
.E
.312
375
1 8G A . )
.438
0 , 0 4 8 .50
625
.75
375
.438
1.4
1.1
0.9
5.3
4.0
3.0
2.5
2.2
1.7
LJ
5.6
4.5
( 1 6G A . ) .50
625
0.060 .75
3.8
.875
1.8
2.8
2.2
LINEAR
FEET
HYDRAULIC
PRESSRAKEONNAGE
60
to.4
22.2
30.0
36.4
46.3
56.7
9.6
12.7
17.0
20.4
23.2
30.0
35.2
9.1
11.3
13.4
18.2
23.2
t.c
28.3
34.0
.438
7.6
6.7
.50
.625
6.3
B.t
4.7
( 1 4G A . ) 75
0 . 0 7 5 875
3.5
10.9
14.6
17.0
20.4
24.3
28.3
1.00
3.0
2.5
1.00
1.125
1.25
.625
.75
2.1
1.8
9.7
.875
1 2G A . ) 1.00
0.105 1.125
6.5
5.6
4.6
| .za
4.1
1.50
3.2
2.00
.75
.875
00
11GA.)
125
0.120 25
50
2.00
875
1.00
1.125
(10GA.)
|.z?
0 . 1 3 5 1.50
0.188
8.0
Z.J
11.1
9.0
7,,5
6.3
5.5
4.4
2.9
11.9
9.9
8.5
7.3
5.8
2.00
2.50
4.A
1.125
1.25
1.50
16.4
14.3
11.2
7.5
5.7
4.4
29.5
2.00
2.50
3.00
1.25
1.50
2.00
J. l
22.7
15.4
0.250 2.50
11.4
3.00
3.50
4.00
9.0
7.4
o. l
5.2
AI
7.8
9.1
11.1
12.5
15 . 9
22.1
4.6
5,6
6,8
8.1
9.3
90
tJc
175 230
24.6 37.0 48.0
33.3 49.9 64.7
45,0 67.5 87.5
54.6 8 1 . 9 106.2
69,5 1 0 4 . 3
85.0
14.4 21.7 28.1
tY.l
28.7 37.2
25.5 38.3 49.6
30.6 45.9 5 9 . 5
3 4 . 8 52.2 67.6
45.0 67.5 87.5
58.8 88.2 114.4
13.7 20.5 26.6
17.0 z a . 3
JJ. I
20.1 30.2 39.1
27.3 41.0 t J . I
34.B 52.2 67.6
42.5 6 3 . 8 82.6
5 1 . 0 76.5 99.2
10.1 t 3 . I
19.6
12.1 18.2 23.6
1 6 , 3 24.4 J I . O
21.9 32.8 42.5
2 5 5 38.3 4 9 6
30.6 4 5 . 9 59.5
36.4 54.6 70.8
4 2 . 5 63.8 82.6
7.9 1.1.8 tc.J
9.6 14.3 18.6
2.0 17.7 22.9
3 7 20.5 26.6
6.6 24.5 32.3
8 . 7 28.0 36.3
23.9 35.9 46.5
33.2 49.9 64.7
6.9 0 . 3 1 a A
8.5 2.8 to.c
0.2 5 . 3 1 9 . 8
2.1
8 . 2 23.6
27.0
33.8
3 . 9 20.9
1 . 1 . 6 4 26.1
17.6 26.4 39.6
4 . 3 6 . 4 9.6
77
c. I
1.1.6
5 1. 3
12.5
15.0
300
36,9
48,9
65.2
78.2
88.8
11 5 . 0
to.c
20.1
24.4
400
500
4 8 . 1 56.1 64.2 80.2
63.8 74.4 85.0 106.3
85.0 99.1 1 1 3 . 3
600
750 1000 1250 1500 2000
96.2 120.3
102.0
34.9 45.5 c J . I
60.7 75.9 9 1. 1 11 3 , 8
43.4 56.7 o o . I
75.6 94.4 I 1 3 . 3
51.4 67.1 78.3 89.5 1 11 . 8
69.8 9 1 . 1 106.2 121.4
BB.B 11 5 . 9
108.6
33.6 3 9 . 1 44.7 55.9 6 7 . 1 83.9 1 1 1 . 8
4 0 . s 4 7 . 2 54.0 67.5 8 1 . 0 101.2
41.6 54.3 63.3 72.3 90.4 1 0 8 . 5
25.7
31.0
5 5 9 72.9 85.0 97.1
65.2 8 5 . 0 991 11 3 . 3
78.2 102.0
93.1
108.6
20.1 26.3 3 0 . 7 3 5 . 1
24.4 3 1. 9 37.2 4 2 , 5
30.1 3S.2 45.8 52.3
34.9 45.5 5 3 , 1 60.7
42.5 55.4 64.7 73.9
4 7 7 62.2 72.6 82.9
61.1 79.7 93.0 106.3
85.0 11 0 . 8
17.6 23.0 26.8 30.6
21.7 28.3 3 3 0 37.B
26.1 34.0 39.7 45.3
31,0 4 0 . 5 47.2 54.0
3 5 , 5 46.4 5 4 . 1 6 1. 8
44.4 5 8 . 0 67.6 77.3
67.4 87.9 1 0 2 . 6 117.2
2 14
io.4
25.0 28.6
19.7 25.8 3 0 . 0 34.3
6.0 9.0 1 3 , 5 | / . c 23.0 30.0
7 . 0 10.5 15.7 20.4 2 6 . 8 3 4 9
B . B 13.2 1 9 , 8 25.6 33.7 44.0
12.7 19,1 28.7 37.2 48.9 63.8
to.J
24.7 37.0 48.0 6 3 , 0 82.2
o. l
4.7 7.0 Y. I
1 1. 7 1 5 . 5
3 . 5 5 . 3 8 , 0 1 0 . 4 13.7 17.8
6.8 1 0 . 3 13.3 l a I
22.8
6.8 10.2 t c . J
1 98
zo. I
34.0
8 . 9 13.4 20.1 26.1 3 4 3 44.7
1 1 . 6 17.4 l o . l
33.8 44.4 5 8 0
1 . 7 2.6 3 9
5.0 6.6 8.6
2.2 3 . 4 c . I
6.6
8 . 6 11.2
5.0 7.5 I 0 . 0 1 2 . 8 I O . O
4 . 4 6 . 7 0 . 1 1 3 . 0 17.1 22.4
5.6 8.5
B
6.9 10.3 5.5
8.3 12.5 8 . 8
350
63.0 82.0 9 5 . 9 1 0 9 . 7
85.0 11 0 . 8
11 5 . 0
tLt.4
43.8
5 2 . 6 65.7
87.6 109.5
53.1 63.8 79.7 106,3
65,4 78.5 98.1 1 3 0 . 8
75.9
9 1. 1 11 3 . 8
s2.4 11 0 . 9
103.7
3B.3 4 5 . 9 57.4 76.6 9 5 . 7 11 4 . 9
.18.0
5 6 7 70.8 94.4 1
c o ./
68.0 8s.0 1 1 3 . 3
67.5 8 1 . 0 101.2
77.3 92.7 11 5 . 9
96.6 11 5 . 9
47.2
35.7
42.9
42.9
ct.J
5 3 . 6 71.4 89.3 107.1
64.4 8 5 . 9 1 0 7 . 3
35.0 40.0 50.0 60,0 75.0 1 0 0 . 0
40.8
3t.J
74.4
95.9
18.1
20.8
25.5
39.7
52.2
46.6 58.2
58.6 73.3
85.0 106.3
109.7
20.7 25.9
23.8 29.7
30.4 37.9
45.3 56.7
59,6 74.6
77.3 96.6
1 1 . 5 14.4
tc.u
18.7
67.6
10,1
13.1
1 9 . 3 22.1
26.1 29.8
21.7 2 8 . 3 3 3 . 0 37.8
26.4 34.4 40.2 45.9
32.0 41.8 48.8 55.7
69.9 87.3 116.4
87.9 1 0 9 . 9
3 1 . 1 38.9 5 1 . 8 64.8 77.7 1 0 3 . 7
35.7 44.6 59.4 74.3 89.2 1 1 8 . 9
45.5 56.9 75.5 94.9 11 3 . 8
68.0 85.0 I I J . J
89.5 1 1 1 . 8
I tc.v
17,3 zt.o
22.5 28.1
27.6 33.1 41.4
37.3 44.7 55.9
47.2
Eat
69.7
28.8
37.4
36.0 43.2 57.6
s
56.2 74 . 9 55.2
82.8 110.4
74.6 93.2 1 1 1 . 8
56.7 70.8 s4.4 11 8 . 0
U
68.9 8 6 . 1 11 4 . 9
83.6 1 0 45
o
46.8
69,0
II
IV]ILD VEE TONS
(2000
STEEL DIE
LB)
T H I C KOPENING
.
5
NOMINAL P E R
NOMINAI
INCHESINCHESFOOT n/",
.313
.375
.438
1.50
2.00
2.50
3.00
3.50
4.00
500
2.00
2.50
.625
19.7
tc.J
12.7
10.5
4.6
5.0
4.4
5.5
5.8
t.o
1a
2.8
9.4
9.7
10.3
5.2
7.7
9.0
11.8
12.1
12.8
7.0
10.3
14.0
17.2
18"5
19.0
25.2
4.9
5.7
4.9
5.7
6.6
8.9
5.2
7.7
qn
2.9
3.2
3.4
3.6
3.8
6.0
6.3
6.6
7.9
8.3
11.0
11.7
I t.J
15.8
1.0
9.3
10.3
13.7
1 8 . 0I
20.4
23.6
25.4
27.6
8.7
140
17.2
18.5
19.0
25
6.6
8.9
9.3 1 3 . 9 1 7 . 4 23.2
20.6
18.0 27.4
20.4 32.9
23.6 35.0
26.7 3 8 . 1
tJ,/
346
448
25.7
1A e
34.0
46.9
43.9
50.8
57.1
60.5
68.1
76.2
.875
.0
13.0
14.0
7
2.3
5.8
15.3
16.4
17.3
22.6 32.9 44.1
36.8 49.0
17.2 . A E
21.7 2 8 . 1 4 5 . 6 59.5
b.u
7.5
7.8
B.B
10'5
10.9
12.3
7.8 1 1 . 6
8 , 8 14.2
10.5 15.5
I t.D
16.4
15.4 20.0
21.0 28.0 36.0
12.00
14.00
1.500 16.00
20.00
2400
16.00
676
2.2
2.3
2.4
2.5
3.9
3.9
6.0
A1
c. I
7.5
4.3
4.4
D.4
5.5
8.0
8.0
8.2
8.2
11.2 11.2
20.2
1 9 . 0 26.1
22,5 3S;tr
24.6 32.8
32.4 L + Z . J
43.4
t c .I
J,I
3.9
J.a
4.1
5.8
6.0
8.0
5.8
6.0
8.0
7.6
8r0.
;'8.6
7 . 6 1 1 . 2 16.2
8.4 12.0 1 8 . 0
20.0
, [{J.E, 14_U
16.00
2 . 0 0 0 20nft
24.00
30.00
t2
21.8
24,0
29.7
JJ.
30.3
39.2
..4s$'
54.5
69.6
76,0
I
34.9
39.9
4S.0
58.0
63.2
69.8
2.3
3.4
3.4
AE
, i", llt
4.6
5.0
ri rJ
4.8
6.2
6.9
8.0
1 0 . 3 13.7
1 3 . 0 17.0
19,3
22.8
28.0
33.8
36.7
39.3
12.0
21.0
24.9
26.0
tJ.o
17.3
r
31.6
252
1 1. 4
s1.2
12.0
76.2
tAa
44.2
35.2
29.4
97.0
75.5
61.6
5 1. 1
377
119.0
97.3
8s,6
59.5
468
19
11 8 . 0
20.00 87.5
1 . 7 5 0 24.00 68.8
30 00
32.
44
57.8
70.7
85.1
16I
.10.90r r i J 9 I
2000
21.9
29.9
1 1. 4
53.5
43.6
& 0 0 r 36.5
10"00 27.1
1 2 . 0 0 21.0
7.00 64.6
8.00 5 2 , 9
12.00
14.00
/.00
8.00
10.00
1.000
00
14.00
1600
10.00
12.00
1 . 2 5 0 14.00
16.00
34.9
51.4
70.4
90.6
728
8 . 7 1 3 . 1 16.4
1 1 . 4 17.2 22.4
6.00
7.00
.750
50
11.2
3 . 5 0 39.7
4.00 33.3
5.00 24.6
6.00 1 9 . 4
7.00 1 5 . 9
'13
1
8.00
4.00 5 8 . 3
5.00 43.1
6:00 33,3
7.00 27.4
8.00 23.3
1 00 0
3.4
4.0
4.2
2.2
2.4
36
.cn,/
'7tso
uu%oo,too%uoo
s%ss 1t%zrt tu%rrt'oYtoo 'o/*o 'u%oo'u%ooao%aoo
J. l
4.6
I
7.7
42.3
30.9
3.00 24.0
3.50 1 9 . 6
4.00 to.J
5.00 I Z . J
6.00
9.5
2.50 45.8
.00
qn
28.6
4.00 24.4
5 . 0 0 17.3
'14.8
6.00
700
.500
39.8
27.0
5AC
FEET
LINEAR
ONLY
STROKE
PRESS
BRAKES-STANDARD
MECHANICAL
al
34
I
J
1
3AC
12
12AC
9AC
q
507
165.0
122.A
96.0
70.8
F
'6
:
F
(5
@
.Pressbrake
operation.
ratings
listed
areforlowspeed
tonnage
capacity
5AC,9ACand13AC
of stroke.Series
tonnage
capacity
atmidstroke
andnearbottom
MILD
VEE
TONS
STEEL
D I E (2000
LB)
T H I C K . OPENING PER
NOIVIINALNOIVINAL FOOT
IN C H
E S INCHES
1.50
.313
.375
.438
2.00
2.50
3.00
3.50
4.00
5.00
2.00
2.50
3.00
3.50
4.00
5.00
6.00
2.50
3.00
3.50
4.00
5.00
6.00
7.00
3.50
4.00
.500 5.00
6.00
i.00
8.00
4.00
5.00
6.00
.625
700
8.00
10.00
6.00
7.00
.750
8.00
10.00
12.00
7.00
8.00
.875 10:00
12.00
14.00
7.00
8.00
1.000 0.00
2.00
4.00
6.00
0.00
1.250 2.00
4.00
16.00
20.00
12.00
1.500 14.00
16.00
20,00
24.00
16.00
20.00
1.750
24.00
30.00
16.00
20.00
2.000 24.00
30.00
39.8
27.0
19.7
15.3
12.7
10.5
7.7
42.3
30.9
24.0
19.6
16.3
12.3
9.5
45.8
35.4
28.6
24.4
17.3
14.8
11.2
39,7
33.3
24.6
19.4
15.9
13.1
58
LINEAR
FEET
-ONNAGE
HYDRAULIC
PRESS
BRAKE
60
90
IJJ
t/c
2.9
3.7
2.8 4.3
5.5
20
5.8
7.6
5 . 0 7.5
9.7
6.0 9 . 0 1 1 . 7
7 . 3 1 0 . 9 14.2
9.9 14.9 19.3
2.7
3.5
2.5
4.8
3.2 4.8
6.3
3.9 5 . 9
7.6
7.0
9.1
6.2
9.3 12.1
8 . 0 12.0 1 5 . 6
2.5
3.2
2.2
3.2
4.2
2.7 4.0
5.2
o. I
3.1
4.7
44
6.6
8.6
5.2
7.8 1 0 . 1
6 . 8 10.2 1 3 . 3
3.7
2.9
2.3 3 , 4 4.5
J. I
4.7
o.l
3.9 5.9
7.7
4.8
7.2
9.4
5.8
Ae1
8.8
2.7
600
750 1000 1250 1500 2000
10.7
12.8
16.0
12.6
17.3
22.2
26.8
32.4
15.7
18.9
25.5
33.3
40.2
23.6
32.4
7.2
9.9
12.8
20.1
1 8 . 6 24.3
2 5 . 4 33.1
4.6
6.0
o.J
8.3
8.3 1 0 . 0
10.0 13,0
12.0 1 5 . 6
1 5 . 9 20.7
20.6 26.8
4.3
5.6
5.5
7.2
6.8
8.0
1 1. 3
13.2
174
4.9
5.9
8.0
4.5
1 69
53.5
4.5
6.8
5.4
6.4
8.8
2.1
2.6
2.8
3.4
3.1
4.1
4.2
5.5
2.2
2.9
2.3
2.8
3.7
4.7
5.9
7.1
7.1
8.4
11 . 5
3.7
4.5
5.4
9.3
3.0
3.7
4.9
6.2
25.2
91.2
76.2
56.3
44.2
2.0
2.0
2.6
3.4
35.2
29.4
97.0
75.5
61.6
51.1
37.7
119
97.3
80.6
59.5
46.8
118
B7.5
68.8
50.7
2.0
12.9
16.7
1E I
3.4
3.4
3 1. 6
500
8.5
z.o
4.2
4.9
21.0
64.6
52.9
3S,7
400
7.5
1 1. 0
15.1
19.4
J.J
2.8
3.4
2.1
2.8
350
6.4
9.4
11.4
z.o
27.1
300
4.9
10.1
12.3
14.9
27.4
23.3
43.6
36.5
230
2.1
26
3.5
38.6
7.0
9.6
12.4
15.2
10.4
17.2
22.8
20.1
12.2
17.2
26.6
7.5
7.7
8.9
1 0 . 4 12.0
o.c
13.1
16.0
19.5
4.4
7.0
9.4
121
26.0
5.8
7.9
10.0
c. I
IL.q
14.6
20.1
6.4
8.6
tJ.c
16.1
16.9
20.2
5.6
6.7
9.1
6.7
b.4
3.7
AE
5.6
6.0
7.7
9.7
7.5
11.6
3.1
3.9
3.5
4.5
5.4
2.2
2.9
3.7
5.0
a.l
9.6
12.1
14.5
4.4
5.6
6.9
8.3
1 1. 3
11.5
14.5
J_O
^a
44
5.2
6.3
5.3
7.1
9.1
3.6
4.9
6.2
8.4
2.6
3.5
4.4
6.0
32.9 4 3 . 8
15.9
1 95
JJ.
8.4
11.0
14.4
/
cJ. I
70.8
13.9
18.9
19.2
24.0
30.2
36.1
10.9
16.9
5.4
o.o
t.5
7/
9.3
1 0 . 0 12.6
3.9
4.2
5.2
5.3
6.6
7.2
9.0
28.9
8.8
11 . 3
13.8
16.6
22.5
7.1
36.0
44.6
48.0
59;4
61.4
11.1
'15.0
18,1
5.8
I
44.3
17.5 23.3
23.5 31.4
3 0 . 4 40.5
9.9
13.2
12.1
16.1
t o .I
21.4
20.2 2 6 . 9
25.3
7.0
9 . 3 11.7
7.9
8.6
10.7
1 0 . 9 13.6
4.3
5.4
J.
53.5
64.9
14.6
19.7
1 9 . 1 25,5
23.3 31.0
27.4
36.5
377
50.3
17.3 21.7
5.3
6.6
6.8
8.4
8.3 1 0 . 3
1 0 . 0 12.5
13.5
55.0
52.3 6 9 . 7
73.7 98.3
7 1 . 8 86.1 11 4 . 9
94.9 11 3 . 8
26,8 3 2 . 1 4 2 . 8
3 1 . 9 38.9 51,1
43.2 51.8 6S,1
54.8 65.7 87.6
66.8 80.2 1 0 6 . 9
8 1. 1
97.3 1 2 9 . 8
18.2
21.9
292
24.7 2 9 6 3 9 . 4
3 1 . 9 38.9 5 1 . 1
38.8 4 6 . 5 62.0
45.6
54.7
73.0
62.9 75.4 1006
1 9 . 9 23.8 3 1. 8
2 4 . 4 29.2 39.0
29.1 34.9 46.6
39.2 47.0
62.7
50.6 60.7 8 0 9
to.q
1 9 . 7 26.3
20.1 24.1 32.1
26.8 n t . I
42.8
33.6 40.3 5 3 . 8
42.2 5 0 . 6 67.5
1 9 . 1 25.5
10.8
13.5
5.6
7.5
40.2
41.3
34.8
49.1
rc.J
1 1. 9
14.6
30.1
30.0
37.2
20.7 25.9, 34.6
8.7
11 . 8
25.1
34.4
24.0
29.7
12.8
40.1
48.7
10.9
14.8
111
54.2 6 5 . 1 86.7
52.1 65.2 78.2 1 0 4 . 3
69.1 86.4 1 0 3 . 7
89.5 1 1 1 . 8
1 8 . 6 23.2 27.8 J t . l
57.4
15.3
1 5 . 5 1 86
18.2 21.9
25.1
30.2
It.o
26.1
36.8
42.7
63.0
86.3
43.4
75.9
r3.0
7.9
9.7
22.3
27.5
35.4
ia1
24.3
7.9
9.6
12.8
4.8
4.3
7.3
I
56.9
16.1
34.4
45.5
20.2
6.6
8,0
10.7
2.7
J.t
13.9
18.0
16.2
5.3
J.O
2.6
o/.1
I1.1
1 44
17.8
20.9
1^a
7.8
9.3
5.5
6.7
9.0
2.9
3.5
4.2
5.7
7.3
2.9
3.9
4.9
6.7
2.1
2.8
3.5
6.8
2.1
51.8
15.7
3.3
3.9
5.3
5.0
41.5
29.5
4J.
60.7
82.8 11 0 . 4
1 5 . 1 20.1
53.7
21.9
26.3
26.7 3 2 . 1
32.4 3 8 . 9
9.9
50.2
26.0
31.3
Z I.J
12.5
8.5
2.8
3.3
4.1
14.9
17.4
24.6
41.7
20.6
26.6
32.5
39.1
11.0
94
2.0
2.6
48.6
66.2
1 0 . 0 12.1
tJ.d
16.5
9.5
1 17
14.0
18.8
6.8
8.1
10.1
7.2
8.7
2.6
3.4
40.5
55.2
28.7
379
8.6
10.7
1 0 . 0 12.8
1 3 . 8 17.3
22.7
4.6
4.5
5.8
33.5
230
30.4
175
3.9
4.8
6.4
4.4
11.9
13.9
19.7
15.3
18.7
5.9
6.9
7.7
8;9
9.3 1 09
1 0 . 9 12.8
1 5 . 1 17.6
4.8
5.6
5.8
44.1
8.0
11.0
27.8
14.2 17.7
17.3 21.7
1 8 . 3 20.9 26.1
24.2 27.6 J 4 . b
3 1 . 3 35.8 4 4 /
6.5
I
8.4
9.6 12.0
8,9
10.5
14.7
165
122
96.0
70.8
23.4
28.3
21.6
26.7
39.3
53.9
32.0
47.2
64.7
55.6 69.4 8 3 . 3
6 6 . 9 83.7 100.4
8 1. 0 101.2
21.4
31.5
14.0
16.7
22.6
28.8
36.2
18.6
22.3
30.2
38.5
48.3
43.4
13.1
57.8
169
17.0 20.7
20.8 24.9
28.2 33.8
8.9
10.7
22.5
27.6
33.3
1/ I
|/.3
45.1
14.3
1 3 . 1 17.5
1 6 . 0 21.1
8.7 1 0 . 9
10.5 13.2
t4.J
17.9
28.6
1 8 . 2 22.7 27.2 36.3
7.2
9.0 1 0 . 8 1 44
9.7 12.1 1 4 . 6 1 9 . 4
12.4
16.8
21.0
5.2
7.0
8.7
8.9
12.0
1q A
6.4
1 1. 1
15.0
18.5
25.1
3
ee 6
7.7 1 0 . 3
1 0 . 5 13.9
1 3 . 3 17.7
1 8 . 0 24.0
O
o
I3
ASTM
SPTCITICAIIOI{
TYPT
SIEIIA"36 STRUCTUMI
l{0.
GRADT
rtil)|lt
STRTl{GTH
K.5.1.
YITTD
STRENGIH
t(.s.1.
?t-4'l
58t0
51-65
A-t
3r
IOR
St|IPS
STRUCTURAL
STEEI.
I.OW.AI"IOY
A-242 t|IG||-STREi'IGTH
ST[[L
STRUCIURAL
IENSILI
STRINGTH
INTTRMEDIATE
AND
A-283 LOW
PLA][S
OISTUCTURAT
CARBON
SIEEL
OUAIITY
ALL
70MrN.
A
50MtN.
24Min.
50"60
2/ Min.
t
55-65
30MtN.
60-72
33MIN
rr{cHts
.lB0-.500
r.000
.500. .500
.180
- 1.000
.500
.l80- .500
500-1000
.tB0".250
.2s0-.500
.180-.500
500- I .000
. l8 0 .-5 0 0
- r.000
.500
.t80- .500
500- I.000
.r80-.500
r.000
.500.180. .500
. I .000
500
A
4t65
24MrN.
B
50t0
27MtN.
c
55-/5
30MrN.
.l 80- .500
500- 1.000
.180-.500
.500-1.000
S]EEL
PI.ATI
MANGANISI
SILI(ON
N299 CARBON
FOR
PRESSURE
VESSII.S
AND
IEMPERED
HIGH.YIIO
SNINGTH,
A-51
4
OUENCt|ID
WETDING
SUITABI.I
IOR
AI.IOY
SNI PUTE
INTTRMEDIATI
ANI]
PLA]ES
IOR
A5l5
CARBON
STEEI
55
FOR
l|IGHER
TIMPERATURE
SERVICI
VESSEI.S
PRISSURE
60
75-95
42MtN.
.t80-1.00
A51
6
MODERATI
AND
IOR
CARBON
$EEtPI.ATIS
F0R
TEIIIPERATURl
SIRVICE
t0WtR
PRISSUREVESSI$
5t75
100MtN.
30MtN.
32MtN.
65
65.85
35MIN.
t0
/090
38MIN
55
60.
7.0
AND
ALLOY
STIIL
OUTNIt|ID
A-5t
/
HIGH
SIRINGTIT,
ftMPERID
PI,AIES
FOR
PRESSURE
VTSSILS
MANGAl.|ESFSII.ICOl'l
CAIBON
A-537 ||IAITREATED,
ctAss
I
VESSIL
STEEL
PI.ATE
FOR
NESSURT
tl
ctASs
IOW.AI.LOY
IOIUMBIUM.VANADIUM
A-572 HIGH.STRENGTH
42
55-75
'60t0
65.85
7&90
ilfl35
70-90
80r00
30MIN:
32MIN
35'lllN.
38MrN.
100
MtN.
50i4rN.
60MtN.
60MIN
42MtN.
50
65MtN.
50^ lN.
60
/5 MIN
60l tN.
S]EEtS
OISTRUCTURAi
OUALITY
65
'/VITH
I.OW.AI.IOY
SIRUCTIJAT
STEEL
4588 HIGl|.$R|l'lOTII
Ar.t
YIITD
POINT
IO4' T||I[K
5O.OOO
PSI
MINIMUM
ROLLTD
AND
IOLD
AND
STRIP,
||OT
A-606 STITL
SHIIT
H.R.
IOW.AI.LOY
WITH
ROLtID,
t]IGH.SIRINGTH,
RESISTANCI
IMPROVED
CORROSION
BO
MIN.
65MtN.
70MIN
50[4rN.
/0 MtN.
50MtN.
65MtN.
45'1llN.
63-83
/s90
80,100
42^4tl'l.
50iUlN
60MtN.
s0MtN.
60
/0 MtN.
60MtN.
t0
80MlN.
70MIN
ANNIAL.
T.R.
NORM.
||I6H.S]RIN6TlJ
LOW-ALIOY
A-633 NORMALIZID
SIRUOUMTSTEET
1r0.130
60-80
65
A-b
CD
E
HIGH.STRINGTH
I.OW.
SNUCTUMI.
STEEL,
A-656 HOT.ROLTED
50
FORMABITITTY
PLATI
WITH
IMPROVED
AttOY
SIEEL
t4
4t55
34Min.
B
D
STRENO]I|
INIERMIOAII
TIN$I"E
AND
A-285 I.OW
VISSEI.S
FOR
PRISSURI
CARBON
STEIL
PI.ATIS
58fl
thATEtilAt
THICKilTSS
80
90MtN.
6n iitN
80MtN.
l{0ilIt1{At
UPPIR
DIE FORMABIlITY
RADIIJS TAfiOR
OPENII{G
8I
IT
1.3
1.51
t0T
N0Mtl{At
vtt Dtt
l0T
21
?1
t.l
IT
t5I
1.0
dl
r0r
BT
tnT
8T
I
1.51
8T
t0T
UI
107
0l
oT,
rl
0t
3t
.l80-.500
.500-1.000
.t80. .500
- 1.000
.500
UI
l0T
?\0.7{0
0-.250
.250-./50
tl
BT
r0T
8T
I0T
r0T
t2I
t4T
0-.250
?{n-750
0-.250
.250-./50
0-.250
1T
t.5T
IT
r.5I
IT
r5T
IT
l.5T
1T
I .5r
IT
1.51
.180..500
.500"
1.000
0t.00
01.00
0t.00
1.6
1.2
8T
l0I
BT
107
.t80t.250
0vER
1.250
.t80-.250
()VER250
.tB0-.250
.250-.500
.l 80-.250
.250-.500
.l 80-.250
.250.500
.t80-.250
250-.500
.1B0-.250
.25S.500
0-.062
.062-.250
.250".500
0-.062
OVER.062
1I
t.5r
180-1.000
0\/ER
1.000
.l80- .500
500-1000
.t80- .500
- 1.000
.500
.180-.500
s00r.000
.r80-.500
"1.000
500
.180-.500
.5001.000
.t80 000
000
OVER
t.ll
121
BT
l0T
UI
2I
t.5T
lI
I .57
l.5T
2I
2I
7t
tl
8T
l0T
l.5T
1T
I5T
tul
l2t
2I
.51
1.0
t.l
1.2
1.0
t.l
t.2
1.5
3.1
1.2
1.3
I .45
1.6
1.2
1.3
1.45
t2T
147
2I
6T
6T
4T
6T
2T
3T
3.1
3T
4I
1.9
6T
6T
4l
1T
5T
t.5T
1.6
2.0
0I
2T
2I
2I
4T
4T
2I
2.57
1.6
3T
3.51
t.8
4l
J . 5|
11
1.4
1.9
6T
OT
2I
4T
21
3T
|.l
UI
lI
21
3T
1.7
2I
II
2l
}I
1.6
1.7
1(r
101
l2T
UI
t0T
ltl
121
T2I
8T
101
8T
lnT
8T
107
8T
t0l
tl
l.5T
]T
t{T
IT
I .5r
IT
I .5r
1.6
1.5
E
1.6
1.8
O
2.1
Thischartis
Thetensileand/oryieldstrengthof manyASTMsteelsarespecifiedasminimumvalueswith no limit on the maximum,
yieldstrengths15,000
thisvalue
PSIabovethe specifiedminimumvalues.Steelexceeding
basedon the actualtensilestrengthand./or
mustbe Iimitedto thinnermaterialthanshownin the chart.Theactualphysicalpropertiesandchemicalanalysisof a steelmaymeet
gradewithin a specification.
and/orgradewith the
for the specification
and,/or
In this casethe capacities
morethanonespecification
properties
1,2000.
listedarethosein effect0nJanuary
highestmechanical
mustbeused.TheASTMspecifications
ASIMSPT(ITICATION
No.
TYPT
t5 lypeA,B,&C
DSTypeA&B
uu5
EODS
55:(jrode
25
Grode
30
SS:
55:Gmde
33ivpeI & 2
SS:Grode
40lypeI & 2
SS:Grode
80
Ar008
STEEI.,
S||EEI
COLD
ROLLED,
CARBON,
SIRUCTURAT,
HIOH.
SIRINGT|l
LOW.AI.tOY
AND
HIGH.
SIRINGI|I
LOW.AI-LOY
WIT|l
IMPROVTD
FORMABILITY
||S|AS:
45(loss
I
Grode
MATTRIAI. 1{0MrNAr. N0illtNAr.
TENSil.t
YIEI.D
DIE
DIT FORMABITITY
UPPER
STREI{GTH STRTNGTH THICKNISS VTE
RlDiltq
FAfTON
0PEl,lll'lG
K.S.t.
K.S.t.
INCHES
BT
.0
NOT
SPETIFIED
20-40
ALL
B]
.0
ALL
NOT
SPEcIFIED 22-35
.0
N0tsPtltftill
l:19
ALL
8I
B]
.0
NOT
ALL
SPEIIFIED 15-25
AtL
8I
.0
2 MIN.
25MtN.
45MIN
30MtN.
ALL
B]
.0
48MIN,
33MtN.
ALL
8l
I.0
ALL
B]
1.0
52MIN
40MtN.
82MIN
BOMIN.
60MIN
45MtN.
||S|AS:
Grode
45Clos
2
55MIN
HSLAS:
Grode
50tlos 1
65MIN
HSLAS:
Grode
50tlos2
60MrN.
HSLAS:
Grode
55ClosI
/0 MtN.
I]S[-AS:
Gmde
55CIos2
65MtN.
[|S|AS:
Gmde
60Closs
I
75MtN.
50MtN.
55MtN.
60MtN.
HS|AS:
0rode
60tloss
2
/0 MlN.
650osI
|ISI,AS:0rode
BO
MIN.
65MIN
flSLAS:
Grode
650oss
2
75MrN.
I1S|AS:
Grode
/0 Closs
I
85MtN.
HSI-AS:
Grode
70tloss
2
80MrN.
[|S|AS'F:
Grode
50
60MtN.
50MIN
I|SI"AS{:
60
Grode
/0 MlN.
60MtN.
HSLAS{:
Grode
70
BO
MIN.
/0 MtN.
90MIN
0-.1
B0
.r80-.230
0 t80
.tB0-.230
0-.i80
.180-.230
B0
0".1
.rB0-.230
0-.1
B0
.r80".230
0-.r
B0
I B0-.230
0-.1
B0
I 80-.230
0-.rB0
IB0-.230
B0
0-.1
I 80'.230
180
/0 MtN.
HSl,ASf:
B0
Gmde
0-.r
80
.t80.230
80MIN
IB0-.230
0-.1
80
.180.230
0-.230
0-.1
80
O\/ER
.t80
0.B
10
0vtR.180
0-.1
B0
0v[R.t80
BT
107
8T
I0T
OT
2I
OT
2T
2I
2I
2I
2I
2I
4l
2I
4T
4T
4I
4T
4I
r6l
161
167
167
t0T
8T
t0T
OT
OT
OT
2I
'IT
I .57
IT
1.57
L5T
2I
1.5T
2T
2I
2.51
21
2.51
2.51
3T
2.51
3T
3T
3.57
3T
3.sT
1.5
1.6
1.7
LB
l9
4l
51
41
5T
t.5T
t.5T
2T
I
2I
2.51
2.0
1.5
1.6
t.B
E
c
O
2.0
o
NOTE:1.Theformability
factorslistedin the chartarebasedona factorof 1.0for mildsteelwith a tensilestrengthof 60,000
p.s,i,
p.s.i.
anda yieldstrengthof 40,000
2.TheASTMspecifications
listedarethosein effectJanuary
1,2000.
3.Highstrengthlowalloysteelandstainless
steelshouldnotbeformedat temperatures
below50"F(10"C).
t5
ASTM
SPTCITIftTION
l{0.
IYPE
(STvpe
A,B,&C
DSTvoeA&B
)): br00e
JU
SS:Grode
33
36lvoe1
SS:
Grode
2
36Tvpe
SS:
Grode
Grode
40
SS:
45
SS:Grode
50
SS:Grode
55
SS:Grode
A-t
0tI
S]FFIqHFFT
AND
STRIg
ROILED,
HOT
TARBON,
STRUCTURAL,
t|IGH.STRENGTH
AND
LOW-ALI-OY
HIGH.STRINGTt|
LOWAIIOY
WITI
IMPROVED
FORMABLITY
YIEI.D
TENSil.I
STRTI{GTH STRTNGTH
K q-t-
lLs.l.
NOT
SPICIfIED 30-50
NOT
SPEt|FITD 30-45
30MIN
49MtN.
33MtN.
52MIN
s3MtN.
36MlN.
36MtN.
58-80
40MtN.
55MtN.
45MtN.
60MlN.
50MrN.
65MlN.
55MtN.
/0MrN.
45Clos1
HSLAS:
Grode
60MtN.
45tlos2
HSI"AS:
Grode
55MlN.
I
Grode
50Closs
HS|AS:
65MrN.
50Clos2
HS|AS:
Grode
60MtN.
55ClosI
HS|AS:
Grode
/0 MtN.
2
HSLAS:
Grode
55Closs
65MtN.
HSIAS:
Grode
60[losI
/5 MlN.
2
HSLAS:
Grode
60tloss
/0 MlN.
liSI-AS:
Grode
65tlosI
BO
MIN.
HSI,AS:
Grode
65tlos2
75MlN.
/0 (losI
HSLAS:
Grode
85MrN.
70Clos
2
HS|AS:
Grode
BO
MIN.
50
I1S|AS{;
Gmde
60MtN.
45MtN.
50MtN.
55MIN
60MIN
65MrN.
/0MrN.
MATTRIAI
S]AINLESS
STIIL
AIUMINUM
50MtN.
60
llS|AS-F:
0rode
/0 MtN.
60MtN.
||S|AS{:
Grode
70
80MtN.
70MtN.
80
HSLASf:
Grode
90MIN
80MrN.
TYPT
302
304.3041.316.
&316t
YITTD
Iil{Sil.1
STRTlIGTH SIRTNGTH
K.S.t.
K.S.t.
80"90
30-40
3004-1134
35TYP
2I TYP
5052-H32
33TYP
28TYP
606r{6
42IYP
37TYP
MATERIAI. N0mtilAr. iloM[{At
UPPTR
DIE f0RillABil.rTY
THI(KNESS vtt Dlt
t1{ftts
OPEI{ING RADIIIS TACTOR
1.0
IT
BT
0-.230
IT
1.0
8I
0-.230
1.1
IT
8i
0,.230
l.t5
t.5T
t0l
0-.230
t.l5
l.5T
l0T
0-.230
1.3
r.5T
l0T
0-.230
1.25
2t
21
0-.230
1.5
21
l2I
0-.230
1.6
2.57
2I
0-.230
1.7
3T
127
0-.230
IT
8T
0-.1
80
1.51
t0T
.r80-.230
t.5
II
8T
80
0-.1
t.5r
l0T
.180-.230
t.5t
OT
80
0-.1
21
2T
.t80-.230
1.6
t.ll
OT
B0
0-.t
2I
2l
.r80-.230
21
2I
80
0-.1
21
2.sI
.180-.230
1.7
21
2T
0-.1
80
2.51
21
.t80-.230
121
2.5r
0.180
3T
l4r
.180-.230
LB
t2T
2.51
80
0-.1
31
t4r
180.230
t4T
3T
B0
0'.1
3.57
t4T
.tB0-.230
1.9
4T
3T
0-.1
80
4T
3.51
rB0-.230
0-.r
80
.180-.230
0-.1
80
.rB0-.230
0-.230
0.180
OVER
.IBO
B0
0-..l
0\/[R
.180
80
0-.1
.t80
o\/ER
6T
6i
4T
5T
6T
6T
OT
8T
l0T
t0T
r0T
l0T
l2l
4T
5I
2.0
I .5I
1.5
r.5l
2t
1.6
2I
2.51
1.8
2I
2.57
2.0
MATERIAT N0illrt{At iloffi1{Ar
UPPTR
DII FORMABII.ITY
THICKlITSS vtt Dlt
0Pt1{lNG RADIUS FAOOR
[{(Hts
II
8T
0-.500
t.3
1.57
t0I
.s00t.000
3
II
25
8T
0-.1
0.6
t0T
1.5-37
.r25-.r
88
IT
8T
0-.03r
0.7
tr
t0T
2I
.031-.062
O
IT
8T
0-.031
0.8
l0I
2I
.03r-.062
o
T6
The
41008 & A1011 replacedseveralold ASTM Specifications.
ln Jan of 2000 new ASTM Specifications
chart shown here is a cross referencebetweenthe old and the new specifications.
aslt sPtc
l{0.
GRADI
CS
lype
A
tSType
B
CS
lype
C
DS
Type
A
DS
Type
B
DDS
EDDS
)5: br00e
l5
Ar008
COLD
R0U.ED
Sl|ETT
SS:
Grode
30
SS:
Orode
33Type
I
SS:
Grode
33Type
2
55:Grode
40Type
I
SS:
Grode
40Type
2
SS:
Orode
80
HS|AS:
45ilosI
Gmde
tiSIAS:
Grode
45Clos
2
'l
HS|AS:
Grode
50tloss
HS|^AS:0rode
50Clos
2
HSLAS:
Grode
55CIos
I
I1S|AS:
Gmde
55Closs
2
HSLAS:
Grode
60ClosI
l|SLAS:0rode
60Clos
2
HSLAS:
Grude
65Clos1
|"IS|AS:
Grode
65(los2
HSLAS:
Grode
70ClosI
[|S|AS:
Grode
/0 Closs
2
HStASf:
Grode
50
HS|AS-F:
Gmde
60
tlS|AS.F:
70
Grode
HSLAS-F:
Orode
80
cSTvpe
A
B
[S.lype
CSlwe(
3ivrl
u) typo
u
55:Oiode
30
)): t f00eJJ
SS:
Grode
36Type
1
SS:
Grode
36Type
2
SS:
Grode
40
55:0rode
45
5S:
Grode
50
At0ll
HOT
R0u.ED
St|EET
)): trlooe))
HS|AS:
Grode
45ClosI
HS|"AS:
Grode
450oss
2
l|SLAS:
Orode
50Closs
I
I|SI,AS:
Grode
50(los2
HSLAS:
Grode
55Clos1
HSLAS:
Grode
55Closs
2
[|S|AS:
Grode
60[|osI
H5LA5:
Orode
60Closs
2
HSTAS:
Grode
65(losI
HSIAS:
Orode
65Clos
2
HSLAS:
Grode
/0 ClosI
||SLAS:
Orode
70Closs
2
HSTAS{:
Grode
50
HSLAS-F:
6rode
60
HSLAS-F:
Grcde
i0
H(l [(-F' Grnrlc80
T7
PRtvtous
sPEc
4.366
A-620
A-963
Ar69
A T 1G1R A
A T IG
I R
B
A-61
I 6RClypeI
A-61
I GR
CType
2
A-61
I 6R0Type
I
A.5lI GR
DType
2
A.6I
I GR
E
A-607
GR
45flosI
A.607
45tloss
GR
2
A-60/
GR
50ClosI
A-607
6R500oss
2
A-607
GR
55ClosI
A.60iGR
55Closs
2
A.60/
GR
60ClosI
A-607
GR
60Clos
2
A-607
0R65ClosI
A-607
GR
65Clos
2
A.60i0R70ClosI
At0i GR
/0 Closs
2
A-/l5GR
50 .
A-/15
GR
601
A{,15ff
ZO,
. . A'7t$
GR80
i',
=
cs
=
D5
=
DDs
TDDS =
=
55
HSTAS =
HSI.AS-F=
(oMMtRoAtsIEEt
DRAI|I|INOSIEEI.
DITP
DRAWING
STEET
ENRA
DEEP
DRAI/\|I]'|G
sTEII,
STRUOURALSTEEI
|||GH-SIRENGIHL0W-A|-LOYSTItt
l|IGtl.SIRI1'lGTl|
TOW-AI.TOY
$EEL
WITI|
IMPROVID
FORMAOITIIY
: , 'A:16!,
:...:1,.
k622
A-5i
0GR
30
A"570
GR
33
A-570
GR
36
A-5i0
6R40
A-570
45
GR
A.s70
GR
50
A-5/0
GR
55
A-607
GR
45tloss
I
A"60i
GR
45tlos2
A-607
GR
50ClosI
A-60/
GR
50Clos
2
A-607
GR
55tloss
I
At0/GR
55Clos
2
A-607
GR
60Closs
I
A-60i
6R60tlos2
A.607
GR
650osI
A.60iGR
65tlos2
A-607
GR
70iloss
I
A-60/
0R70Clos
2
A-/t5GR
50
A-71
56R60
A-/l5GR
70
t.7]( cPnn
o
NAME
ANDPRODUfi
PRODUCER
ASTM
SPTC
AffiE
N0.
GRADE
TYPE
srtlr(0.
A242
A&B
SIRUCTUAI COR.TEN
A5t4
OUINCH
&TEMPER
A5l7
OUE}lItl
&IEMPER
4572
42
50
60
STRUCTUAL
65
A588
4606
SHIIT
t
D
E
50
50
4656
70
BO
I
HSLAS:
45Closs
0rode
45(loss
2
||Sl-ASr
Grode
I
||SLAS:
50Closs
Orode
2
llSLAS:
Gmde
500oss
A42YO
A5OYO
A6OYK
A65YK
IOR{EN
B
SHEET
IOR{EN
A
1
65tloss
I1SIAS:
Orode
65(loss
2
At008 I|S|AS:
Orode
70(loss
I
HSHS:0rode
||STAS:
Grode
/0 (los2
A45Y0
A45YK
A5OYO
A5OYK
A55YO
A55Y|(
A6OYO
A6OY|(
COLD
ROTLID
SliIIT
"T.IA,T-IB'
N-A.XTRA
TI
,ItA,T.18"
N.A.NM
A-572-42
A"572-50
A-572
60
A5/2-42
A|-G0M{S
ALGOMAS
457}50
ALGOMAS
A572TO
A65Y(
42XKM
I.TV
LIV50XK
LTV
60XK
A-57?-65
ITV65 XFM
GR
A
AI6OM{S
A588
Nfini,lt'\d{RRGpR
MAYARI
R
B45W(
ALGOMAS
A6O6
IYPE4
RQG6O(N)
A656
Gr50
A656
Gr60
A656
Gr/0
4656
GrB0
(bAs5
rORMABLt
55
BEIHSTAR
50
BEIHSTAR
60
/O
BITHSTAR
BITHSTAR
BO
B45XO
B45XK
B5OXO
85OX|(
B55XK
cb^60
r0fiMABtt
65
860X(
INXTO
Hr+0RM
60
B/OX(
[|I+0RM
70
FORMABI.E
5O
B5OXI
I|I.FORM
50
tTV
50XF
r0RMABr.t
60
B6OXI
Hl-t0RM
60
tTV
60Xt
t1r{0RM
70
4656
GR5O
ALGOM{S
A656
GR6O
ATGOM{S
PI,A]I
H \ l t \ ' G r n d pA 0 f l n s c
MAYARI
R
0RA
Ar.G0fil{S
A633
GR
C
AI.6OM{S
4633
6RD
ATGOM{S
4633
SNUCTUAI
tiSLAS:
Grode
60Closs
INTAND uv
BETH[EHEMISPAT
CORP.
CORP.STEET
STEET
CORP. STTET
t'l
SIRUOUAI,
HSI"AS:0rode
55(losl
HSI-AS:
Grode
55tloss2
AK
(ORP.
SITET
ALGOMA
IOO
A
4633
A[GOMA
SIEET
INC.
Cbl\l45
cblv50
FORMABTE
45
t0RMABl_i
50
INX45
tIV45XK
lNX.50
5O
I1I'FORM
50x|(
tTV
rNX-55
LTV
6OXl(
cb^65
A/OYK
AMOTORM
50B
|lStAS.F:
Grode
50
ASOXI
50r
Ar"G0r0RM
A10t
I
ALGOIORM
608
6OI
ALGOFOR/\/1
60
tlSllS.F:0rude
A6OXF
HSI,AS{:
6rode
70
ATOXF
B/OXF
HSl,ASf:
Grode
80
ASOXF
BSOXI
HS|AS:6rode
45Clos
HSI-AS:
Grode
45Oos
HSLAS:
Grode
50Clos
|lSLAS:
Grode
50tloss
A45YO
A45YK
A5OYO
B45XO
B45XK
B5OXO
B5OXK
||S|AS:
Grode
55tloss
||SI-AS:
Grode
550oss
HS|AS:
Grcde
60tloss
HSLAS:
Grode
60Closs
tjSI-AS:
Grude
65tloss
HSIIS:
Gmde
65Closs
HSLAS:
Grode
/0 Closs
HSI-AS:
Grode
/0 Closs
FORMABLE
45
tTV
80Xf
tNX"45
LTV
45XK
tNX-50
HI.FORM
5O
tNX-55
cbl\is0
FORMABLI
5O
A55YO
A55YK
A6OYO
A5OYK
cbl\/55
FORMABLI
55
B55XK
cblv60
FORMABLE
65
B6OXK
tNX-60
||t+0RM
60
A65YK
6s
cb/u
B/OXK
HI-FORM
7O
FORMABTE
5O
B5OXF
|lIFORM
50
LTV
50Xf
FORMABIT
6O
B6OXF
HI-FORM
6O
I"TV
60XF
Hl+0RM
/0
LTVO/O
XF
A\0Y(
l|OT
ROLt[D
SHIET
4s
cb/u
t-TV
/0xf
ATOY(
I.TV
5OXK
LTV
55XK
LTV
6OXK
5OB
ALGOFORM
HSI,AS{:
Grode
50
A5OXF
ALGOFORM
5OF
ALGOIORM
60B
ALGOIORM
60F
HS|AS-F:
Grode
60
A6OXF
HSLAS{:
Grode
70
A/OXF
B/OXF
HSLAS{:
Gmde
80
ABOXF
BSOXF
O
LTV
BO
XF
o
T8
ANDPRODUCT
NAME
PRODU(IR
ASTM
SPEC
N0.
GRADE
IYPT
I{ATIONAt
SIETI.
CORP.
ORTGAN
sIEEttMttts
NAX.l|IGH
IENSITE
ORIGON'S
A242
4242
$RUOUAL
A5t4
OUENIH
&TEMPER
ORIGON'5
A5I4
B.E,F,&H
451
/
OUIl.lCt|
&TIMPIR
ORIGON'S
A5I/
B,r,l,&t|
4572
42
50
60
STRUCTUAL
Aq
A588
4606
St|EEI
A656
c
D
I
50
60
7D
BO
PUTI
HS[-AS:
Grode
45Closs
I
HSItrS:
0rude
45Closs
2
I|S|AS:
Gmde
50(los
llSI.AS:
Grode
50Closs
||S[IS:
Grode
55Clos
||SI,AS:Otode
55tlos
|"|SIIS:
Grode
60Clos
4572-42
A572"50
l\572-60
GIX.65W
A\71.4\
((
FY-TFN
HSLAS:
Grode
65Closs
1
Ar008 IISLAS:
Grode
65iloss
2
[|SLAS:
Grode
70Closs
I
l|SLAS:
Grode
/0 Clos
2
NAX.5O
NAXTO
NAX./O
NAX.BO
COLD
ROILID
Sl|IET
HSLAS:
Grode
45Closs
1
HSLAS:
Grode
45[|oss2
HSLAS:
Grude
50Clos
HSLAS:
Grude
50(los
HSLAS:
Gmde
55Clos
HSI-AS:
Grode
55tlos
HSI,AS:
Grode
60Closs
HS|,AS:
Grode
60tloss
HSI,AS:
Grode
65tlos
HSLAS:
Grode
65Clos
[]SI"AS:
Gmde
/0 Clos
HSI-AS:
Grode
/0 Clos
GLx-55W
NAPAG55
RST|lRS5XM5
RSc
HR5sYO()
RSiftR60xffi0
RSfHRAr]YOS
RSCIIR65XV5
RSC
llR65Y(80
RSC
||R/OXI(BO
Gtx"65W
NAPA0665
|lAPAC.T0
Gr_x-45W
NAPAC-45
GtX.5OW
NAPAC-50
6LX
55W
NAPAC
55
GLXTOW
NAPAC-60
GtX.65W
NAPAC.65
NAPAG/O
NAX.5O
HSLAS{:
Grode
50
NAPAC.F5O
HS|AS{:
Grode
60
HS|AS{:
/0
Grode
HSl,4S{:
Grode
B0
A656"50
4656-60
4656-/0
A656-80
|Jss
60N
RSIHRqt)Y(45
NAX.6O
NAPAI.I.6O
NAX./O
NAPA(.F70
NAX.8O
NAPAGF.SO
HOT
ROLLID
Sl|EET
0RtG0N's
A656
50
0RtG0N'5
A656
60
4656
/O
OREGON'S
0REGON',S
A656
80
0tx-50w
NAPAC.I-50
||Sl,AS"t:
B0
Grqde
ljss42N
|Jss
50N
NAPAC.5O
HS|,AS{:
0rode
50
llSl.AS-F:
Grode
70
ORIGON'S
A633A
OREGON'S
A633C
ORIGON'S
A633D
0RFtiON's
a6i'1F
RSC
HR45Xl(55
RSC
l|R45Y(60
RSC
HR5OX|(6O
NAX"5O
HSltrSf:0rode
60
COR
TEN
A
Gt-x-45W
NAPAC45
NAPIT"Afl
NAXTO
NAPA(.I.60
NAX./O
NAPAC.F./O
NAXTO
NAPAC.FSO
PITT{IN
X42W
PM][NX5OW
B
COR"TIN
NAX-HIGH
TENSITE
NAX
WIATHIRING
GU-60W
(0 flns
H(ll(' Grnda
At0|
T"t
T,IA
T.IB
GtX.42W
Gt_x-50\.{/
GI.XTOW
STRUCTUAI
WHTTtINg-PITT.
STETI.
CORP.
COR.TIN
A
STRUCTUAI. NAX
WEATHiRINGORIGON'S
A588
A,B
5HE[T
usxsrrEr
T.l
I-1A
T.IB
EX{EN
42
EX"TEN
50
EX.TEN
60
A
A633
ROUGE
(0.
sTEEt
PqTHPTOYI(45
l|R5OXF6O
R5C
R5C
t|R50Y[65
RSC
CR50Xt60
RST
CR5OYF65
RSIl-|R6OXF/O
||R6OYF75
RSC
RSC
ilR/0Xr80
R5C
t|R/OXt85
RSC
||R80Xr90
r.rR45XK60
rx.TtN
45
PIIT{IN
X.45I(
NTT-TIN
X.450
tlR5OXK65
tx.T[N
50
IJR55K65
EX.Tfli
55
[|R5OXK75
IXJIN6O
PITI-TTN
X-5OK
PITT{EN
X.5OO
PITT.IIN
X.55K
PITT.TEN
X.550
PITI"TIN
XTOK
PITT.TIN
X.6OO
||R65X(80
HRTOX|(BO
|lR50Xr60
PITT{EN
X.5OF
ix.TtN
t50
l|R6OXFTO
F6O
EXJIN
l|R/0Xr80
IX-TEN
I/O
HR80Xr90
[X"T[N
F8O
RSC
HR45XK55 HR45XK6O
RSC
HR45YK6O IX"TEN
45
RSC
HR5OXK6O HR50X(65
RqTHPSr)Y(45
IX]EN
50
RSIHR55X|(65 HR55XK65
RST
HR55YK7O EX{IN
55
RSC
HR6OXKTO tlR5OXK/5
RSC
HR6OYK75 EX{EN
6O
RStHR65XK/5
HR65XKBO
RSC
HR65Y(80
RSC
HR70X(80
HR/OXK8O
RSIHRTOYKB5
RSC
HR5OXF6O
RSC
t|R5OYF65 HR50Xt60
RST
CR5OXF6O
F50
RSC
CR50YF65 EX][N
RSC
HR6OXFTO HR6OXF/O
RSC
HR6OYF/5 IXIENF6O
RSC
HR7OXt80
|lRTOXIBO
RST
HR/OXI85
EX{IN
F7O
RSIHRSOXF9O HRBOXF9O
EX.TEN
I80
PI]T.T[N
XTOI
PITT"TIN
X'Of
PITTTIN
X.BOI
PITT{IN
X45K
Pm+N
X450
PITTT[N
X,5OK
Nn]ENX-5OO
PITTTIN
X.55K
PITTTEN
X550
P|n{IN
XTOK
PITT,IIN
X.6OO
PITT"TEN
X5OI
PITT{EN
XTOI
PITTJEN
X.7OI
a
PITT{IN
X.BOF
o
t9
PerHoleForOnelevelPunching
Required
Punrhing-Tons
HoleDiametet
Thickness
GaugeInch .125 . 1 8 8 .250 .312 .375
. 7 1 .BB 1 . 1
20 .036 .35
1 8 .048 .47 .71 .94 1..2 1 . 4
to
.060 .59 B9 1 . 2 1 . 5 1 . 8
1 4 .075 .74 1 . 1 1 . 5 1 . 9 2.2
12 . 1 0 5 1 . 0 1 . 6 2.1 2.6
11
10
.438 .500 .562 .625 .688 .750 .812 s7L ffi ffi
1.2 1 . 4 1 . 6 1 . 8 1 . 9 2.1 2.3 2.5 2.7 2.8
2.4 2.6 d.8
1.7 1.9
ffi"ffir*3.57
2.1 2.4 2 . 7 2.9 3 . 2 3.5 3 . 8 4 . 1 4.4 4 . 7
'ffi.
2.6 2.9 3#
J.O
',7,
-Wfu
{.
4 . 1 4.7 5.2 5 . 7
o.t
4
ffi"
6 . 7 7.2
5.5 5,9
7 . 7 8.3
tfus
*&
YT 7.7 8.3 8 . 8 9.4
1 . 8 2.4 3 .0 3.5.-s
"4.,
8 . 0 u.o 9.3 1 0 . 0 1 0 . 6
2 .0 2 .7 J . J
4 .0 4 . 6 5.3 o . u 6.6
2.8 3.ftw%ffi *dF.o
.188
%,tih,k, g.i"' 9.2 10.21 1 . 112.0 12.9 1 3 . 8 14,8
4.9 6.2 7.4 8.6 9 . 8 1 1 . 0 12.3 1 3 . 5 1 4 . 81 6 . 0 17.2 1 8 . 5 19.7
.250
,,#*,,olhl*i
.375 dN +:e.H t
lr.'i''1 3.01 4 . 8 1 6 . 6 1 8 . 5 20.3 22.1 24.0 25,8 27.729.5
17.2 19.7 22.1 24.6 2 7 . 1 29.5 32.0 34.4 36.9 39.4
.500
30,833.8 36,9 40.0 43.0 46.1 49.2
L.-"*4qdd'i'*
.120 1.2
-4w
ffi-
ffi'wh
44.348.0
.750
E
e
F
a
55.4 59.0
pounds
persquare
inch.Oneton= 2,000pounds.
strength
of50,000
Punching
mildsteelplate-shear
Generol
Theshear
strength
of steelcanvary
of theactualtensile
between
75%t080%
it hasbeencommon
Formanyyears
the
ofthematerial.Todetermine
practice
to usea press
brakeforoccasional strength
jobs.ThePunching
punching
Tonnage load,it isbesttouse80%oftheactual
. If amalnial
tensile
strength
ofthematerial
indicates
theload
Chartshownabove
psiminimumtensile,
it is
required
topunchroundholesin ordinary hasa 70,000
psitoobtaintheprobable
bestto add15,000
iscalculated
mildsteel.Thetonnage
by
theareabeingsheared
times
multiplying
theshearstrength
ofthematerial.For
topuncha 2"
example,
theloadrequired
(.250")
holein I/4"
mildsbelplate:
diameter
=
x n thecircumference
Diameter
ofthecircle.
= the
Thickness
x circumference
arcaofmaterial
beingsheared.
2)for
Use50,000psi(25tons/inch
mild$eel.
load= 2" xnx .250x
Punching
2= J).ZJtons.
25tons/inch
strengths
rangeoftensile
<-PUNCH
limitotions
ofthePress
Broke
punch
and
die
Figure
ll-tleurunce
between
(Figure
Cleorunce
| 0l
the
Theremustbeclearance
between
punchanddiejustasa shearhas
cleanncebetween
theupperandlower
thehole
knives.Theounchdetermines
20
sizeandshouldbemadetotheexact
thatisrequired.
Thediebutton
diameter
plusthe
theholediameter
contains
necessary
clearance.
Forbestresults
on
the
mildsteel,
theclearance
between
punchanddiealallpointsshouldbe
from5%to 7%of themetalthicknes.In
otherwords,
thedieshouldbe10%to 14%
largerthanthe
ofthemetalthickness
punch.Theclearance
couldbedifferent
forvarious
[pesofmaterial.
punching
Since
consists
of a shock
(rapid
load
by
buildupofforcefollowed
release
oftheloadasthe
animmediate
malnrlral,
fracture$
Incorporated
Cincinnati
load
recommends
onlyusinga punching
upto2/Jofthemarimumratingofthe
press
whenpunching
mild$eel.This
brake
"punching"
ratingwill normallyallow
safety
tominimizeabnormal
sufficient
machine
maintenance.
psior recommends
Punching
highertensile(70,000
limitingtonnage
buildupto
press
will require
added
1/2of themaximum
higher)materials
brakecapacity
Theamount
ofpenetration whenhightensile
steelisbeingpunched.
considerations.
$eelis
In punching
applications
wherediesets
topuncha holein hightensile
muchlessthanthepenetration
in mild
areused
orwhere
special
machine
features
(e.g.wrdebed,deep
steel(e.g.mildsteel= penetration
of 1/3
throat,etr.)arcrequired,
= penetration consult
metalthickness;
hi$er tensile
Engineering
CincimatiIncorporated
of only15%of.metal
thickness).
The
foran eval'tation
of thepartinvolved.
oftheloadismore
buildupandrelease
rapidandhasa greater
shockeffect
onthe
It hasbeenfoundthatif thenumber
press
brake.Cincinnati
Incoryorated
of holestobepunched
results
in the
punching
recommended
ratingofthe
press
punches
in
brake
beingexceeded,
thediesetcanbe"stepped."
Ifpunches
hit themetalattwolevels,
approximately
I/2 netalthickness
apatl,a maximum
pLrnching
loadcanbebLrilt
up,relea^sed,
encla seconcl
loaclbuilt
in
upanclrelelned
thesanre
stroke
wrthoLrt
drurage
tothe
press
brake.
SINGLELEVEL
Stepping
ofthepunches
canbc
rtcconrplishecl
b1,rnaking
thepunches
ditferent
lengths,
under
shinrrning
the
pLurches,
ormaking
steps
in thedieset.
lhe punching
lozid
nrust
continue
kr
besvnrnretrical.
Typicalpunching
unitswith
strippersshownshaded
ln ll
+t-1-!
UU
fffil
112Melal thickness
figure
l2-Stripping
metolfrom
thepunches
lt isnorrlalforsheet
metalbeing
'l'he
puncited
tosticktightl,v
tothepunchasit
maximum
stripping
loadofa
moves
upward
:Lfter
thehoieispunched. press
islimited
brake
to 10%ofthe
Not e:' l'hepttnch tnust ttt0t'e d0tt tt'tLt
ctrcl pLrnching
capacihr
Norrnally
thisisnota
'stepping
lhroughthemetrtlto ertsure
the
problem
unless
lsused.
Then,
slugisptnhedthroughlhehole.
alloftheholes
beingpunched
in one
pob,nrethane
rnetnlhooks.
Springs,
stroke
arestripped
fromthepunches
or rttbberarenarmctll'ttnetlto
duringtheupstroke
ofthepress
brake.
strtpthemetalolf thepunch. Tltis Thestripping
loadwillbea percentage
of
tctkes
2"/,,
to
of
the
5o/,,
.force
Jilm
punching
theentire
1oad.
punchingJorce.
Figure
II-Stepping
ofpunthes
2l