Ratings of semiconductors for AC drives

434 IEEE TRANSACTIONS ON INDUSTRY APPLICATIONS, VOL. 37, NO. 2, MARCH/APRIL 2001
Ratings of Semiconductors for AC Drives
Thomas Gilmore and Raymond G. Sladky, Member, IEEE
IMS
RCD
AIN
FWD
PWM
SiC
VSD
PT
NPT
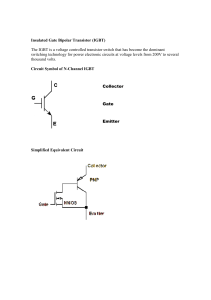
Abstract—This paper discusses characteristics and limitations of various semiconductors used in motor controls and drives.
Semiconductor types discussed will include the insulated gate bipolar transistor (IGBT), transistor (bipolar and MOS device),
SCR, gate-turn-off transistor (thyristor) (GTO), and diode.
Important limitations, including voltage rating, current ratings, safe operating area, heat transfer characteristics, and limitations due to a particular device characteristic will be discussed. The focus will be on the IGBT; its advantages and disadvantages will be discussed, as well as how it can be rated in a drive application.
Index Terms—Device ratings, drive power devices, inverter power modules, power device ratings, ratings of semiconductors.
N OMENCLATURE
IGBT
SCR
GTO
MOS
Insulated gate bipolar transistor.
Silicon-controlled rectifier (thyristor).
Gate-turn-off transistor (thyristor).
Metal-oxide semiconductor.
Avalanche Energy dissipation due to overvoltage.
MOSFET Metal-oxide-semiconductor field-effect transistor.
DBC Direct-bonded copper.
Insulated metal substrate.
Resistor/capacitor/diode.
Aluminum nitride.
Freewheel diode.
Pulsewidth modulation.
Silicon carbide.
Variable-speed drive.
Punch through.
Non-punch through.
acteristics and limitations due to a particular device characteristic.
Also important in application of power devices to drives is to know the requirements of the application and all of the relevant device characteristics including failure modes. IGBTs and most of the diode and SCR modules made today are built with semiconductor chips that are soldered to an insulating substrate
(DBC). Wire bonds are used to bring out the electrical connections to the power and control terminals. Wire bonds and solder connections have known thermal-cycle failure modes that the designer (and user) should be aware of and have knowledge of the triggers that can drastically shorten the life of a product.
Device life, in many cases, is limited by thermal cycle failures due to a poor understanding of the failure mechanism or of the thermal management within the package design. Application information that is required would be continuous ratings of the drive along with the overload requirements of the application. Power semiconductors are under continual evolution.
Advances in the characteristics of device properties including base semiconductor materials and processing methods have enhanced power device efficiency, cost and reliability. Advances in device packaging are equally important. The final cost and reliability is largely determined by the manufacturing process and packaging materials used to produce the end product.
I. I NTRODUCTION
T HIS paper will discuss characteristics and limitations of various semiconductors used in motor controls and drives.
The ratings required in typical motor controllers will be discussed and how the semiconductor is matched to a specific type of motor control.
Semiconductor types will include the IGBT, transistor
(bipolar and MOS device), SCR, GTO, and diode.
The characteristics of each type will be discussed and how it would be rated to go into a drive application. Important limitations include voltage rating, current ratings, heat transfer char-
Paper PID 00–28, presented at the 2000 IEEE Pulp and Paper Industry Conference, Atlanta, GA, June 19–23, and approved for publication in the IEEE
T RANSACTIONS ON I NDUSTRY A PPLICATIONS by the Pulp and Paper Industry
Committee of the IEEE Industry Applications Society. Manuscript submitted for review June 23, 2000 and released for publication November 11, 2000.
The authors are with Standard Drives Development, Rockwell Automation, Mequon, WI 53092 USA (e-mail: tpgilmore@ra.rockwell.com; rgsladky@ra.rockwell.com).
Publisher Item Identifier S 0093-9994(01)02113-2.
II. I NVERTER P OWER D EVICE O VERVIEW
Several applications exist in industry for devices of various types, SCR, GTO, MOS transistor, and IGBT. All have some sort of advantage over the other for some operating situation and will find application in at least a niche of the industrial controls market.
The bipolar transistor was actually the device that made possible the low cost modern inverter, as we know it today.
The bipolar device was first developed and integrated into the
“power module.” Compared to anything else in its day, the power transistor had the beneficial characteristics of faster switching times and relatively easy on/off control, allowing greater switching frequencies. The device packaging of the
GTO and the SCR was typically a "double side cooled" hockey puck type. This type of package mandated a nonplanar power bus structure leading to large parasitic inductances in the dc link. The addition of isolated base package construction with the power terminals located on the same plane allowed the realization of lower parasitic inductance bus structures, which have decreased the snubber element requirements. The gate or “base” drive of the bipolar device is significantly lower in power requirements than the GTO due to its much higher gain.
For all of the added benefits the bipolar transistor had brought to power inverter evolution, it has several basic limitations that were, and are, difficult to design around. One problem is that
0093–9994/01$10.00 ©2001 IEEE
GILMORE AND SLADKY: RATINGS OF SEMICONDUCTORS FOR AC DRIVES 435
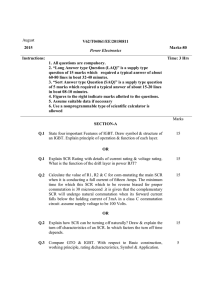
Fig. 1.
Bipolar transistor second breakdown.
gain of a transistor falls off as current increases. This is useful to limit current in some situations (as in short circuit) but is a problem if one wants to utilize the full current rating of the device for normal application. To operate at currents close to the device rating, relatively high base current is required to turn it on and keep it on. This requires relatively high power requirements from the control system.
Another problem called second breakdown, is the major disadvantage of this device. When switching near rated current at rated voltage, the designer had to be extremely careful to keep the device operating within its safe operating area. If the device was allowed to go into avalanche, its voltage rating could suddenly be reduced to a value less than the supply voltage.
Avalanche is a large increase in collector current caused by a device overvoltage condition. Once avalanche has occurred, the resultant blocking voltage is further decreased, causing greater difficulty in eliminating the breakdown condition. (see Fig. 1).
If a second breakdown is allowed to occur in a drive, it is typically fatal to the device. This effect can be avoided through the use of adequate voltage margin and/or use of path-shaping snubbers.
Another problem with bipolar transistors used in an inverter was that they could not be allowed to go into saturation. Saturation in this case, is allowing the transistor to turn fully on,
(lowest forward voltage drop). This is generally defined as operating at a forced gain of ten. (Input base current is one-tenth the collector current). This lowers the “on loss” of the device but increases switching time substantially and, thus, increases switching losses. More importantly, a time delay is added when switching off a saturated device. This variable time delay (time is based on current magnitude) tends to make the drive system unstable at the higher PWM frequencies, due to the inability of the control to compensate for this less than predictable variance in turn off time. Of course having to operate the device not fully in saturation, the advantage of a low saturation drop was lost.
Obviously, this was one of the tradeoffs that had to be made.
The bipolar transistor though, still has some advantages over other types of devices in some applications such as low saturation drop and current limiting during fault conditions. In most applications however, it has been replaced by the IGBT.
The SCR today is used mostly in ac-to-dc power conversion for inverters, dc drives and various power supply applications.
SCR use in inverters is limited since it is a device that must use an external means to turn it off once it is on. Today’s applications for SCRs in inverter structures are focused on high-power current-source or motor-commutated inverters. The SCR has also found a niche in the control of the larger wound rotor induction machines to control speed through slip control. They are also an economical replacement for older liquid rheostat systems.
The GTO is used today in high-power inverters and choppers, but as the IGBT is being improved, it is slowly replacing the GTO in these applications as it has the lower power applications of the bipolar transistor. Like the bipolar transistor, the
GTO has a limited capability to switch high currents and high voltage simultaneously. To prevent second breakdown failure, path-shaping snubbers are required to allow the devices to operate reliably. The path-shaping elements (typically an RCD snubber), delay the rate of rise of collector voltage at turn off, thus reducing the watts generated in the device. Unfortunately, due to power dissipation considerations, snubbers will limit the
PWM switching frequency that the power structure can operate at. The main advantage of the GTO is its high voltage rating and low conduction loss. These attributes can improve system efficiency and reliability but only at lower PWM operating frequencies. IGBT devices, on the other hand, can operate snubberless. IGBT modules from 3.3 up to 4.5 kV with dc current ratings of several hundred amperes are available today. Modules with ratings through 2000 A are also available at lower voltages.
Double-sided cooled modules in a ceramic housing are being developed to provide the same reliability and power density as hermetically sealed disk-type GTO devices.
The MOS transistor device has found a place in lower power applications or where operation at relatively high frequencies is required as in power supplies. Like the IGBT, it does not have a second breakdown failure mode and is a very rugged device.
Today, however, the MOSFET is not a viable power device for most industrial inverter applications. Maximum voltage limitations exclude the MOSFET from most of the offline 480-V applications.
The device of choice today is the IGBT for most new inverter applications. This device has improved greatly in the last few years, is easily turned on and off, and has ratings adequate for drives up through 1500 hp. Switching speed is very fast, approaching that of the MOS transistor. Also, the IGBT device does not have a second breakdown failure mode like the bipolar device and can be used up to its rated current. Although it will fail if forced to absorb too much energy in the avalanche mode, the new generation devices on the market today are so rugged that this is an unlikely failure mode. The designer must only be careful to limit operation in the avalanche mode to control temperature rise of the device.
ONVERTER P OWER D EVICE A PPLICATIONS
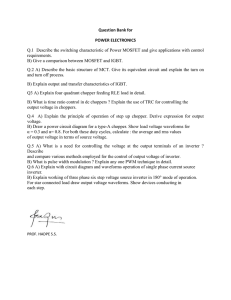
The standard diode is used in almost all lower cost power inverters to convert the ac line— frequency voltage to dc (see
Fig. 2).
III. C
436 IEEE TRANSACTIONS ON INDUSTRY APPLICATIONS, VOL. 37, NO. 2, MARCH/APRIL 2001
Fig. 2.
Low-cost low-power converter topology.
Fig. 4.
Fully controlled regenerative converter.
Fig. 3.
Power conversion with precharge function.
Higher power drives may also use the SCR for power conversion adding the advantage of being able to precharge the capacitor bank using phase control. Note Fig. 3.
In general, the diode or SCR front-end converter is very rugged with input current surge ratings exceeding ten times the continuous current rating.
The GTO device or IGBT/transistor, along with reverse conducting diodes, can be used in the converter section of a VSD to allow power flow in both directions for a fully regenerative system. This topology can also be used to improve input power factor and minimize line current harmonics (see Fig. 4). Depending on the type of control used, this can be fully regenerative with or without harmonic reduction and power factor correction. Another advantage of this topology is the capability to regulate the dc-bus voltage of the inverter to enhance input power loss ride-through performance.
As in the design of the inverter, continuous rating as well as overload ratings must be taken into account for a reliable design. Like other semiconductor devices, device specifications are usually given at 25 C ambient and junction temperatures at the maximum for the given device (rated junction to case temperature equal to C). This type of rating can be very misleading, as the device cannot be used at rated current in most real-life applications. The efficiency of the heat sink is best if operated as hot as possible. This however, limits the available temperature rise, junction to case, of the semiconductor device, therefore limiting the available current from the device.
Obviously, tradeoffs between device junction rise and heat-sink rise must be done for a reliable design. The amount of junction to case temperature rise that can be reliably allowed varies depending on device design. For example, maximum junction temperature of the diode is generally 150 C, the same as the
IGBT rating. If an SCR bridge is used, surge ratings will be the same as for the diode; however, maximum junction temperature is limited to only 125 C. This greatly affects heat-sink design and will make the SCR converter package larger for equivalent ratings.
Another concern is thermal-cycle life of the device. Thermal cycles are variations in semiconductor junction temperature and are caused by cyclic overloads in some applications. Modules with the semiconductor chip soldered to an insulating substrate can have shortened thermal-cycle life if the operating thermalcycle exceeds a rise of 30 C to 40 C. This is much more severe than simply operating continuously at high temperature. Pressure-mounted devices can withstand higher temperature cycles and can be used where higher reliability is required.
Thermal-cycle life can also be very difficult to quantify. For example, in a punch-press operation, high-power operation occurs repetitively many times per minute. This is generally an overload to the inverter system, cycling the junction temperature up and down every cycle. The other example would be a pump or fan that operates at some continuous temperature rise. This type of application would have a thermal cycle only at power up and cumulative thermal cycles would not be significant. The temperature cycle effect can greatly shorten life of the module, even if the module is operating well below its maximum rated temperature. For this reason, knowledge of the application is necessary for reliable operation of the drive.
IV. IGBT—D EVICE OF
I
C HOICE FOR
NVERTERS
M EDIUM -P OWER
For the medium-power inverter market, the IGBT has ascended as the device of choice for voltage-source inverters. Desired characteristics of the IGBT include a voltage-controlled gate, short switching times, consistent current saturation characteristics, and rugged short-circuit characteristics.
The SCR has the largest disadvantage of the group of power devices, due to its inherent lack of turn-off control. The device must be force commutated with either an external circuit or by the voltage source and it is relatively slow with respect to switching transitions leading to a significant limit in available switching frequency. The largest benefit the SCR enjoys is the ability to withstand large short-circuit currents and low on state losses.
GILMORE AND SLADKY: RATINGS OF SEMICONDUCTORS FOR AC DRIVES 437
The GTO, while having the highest power capacity for inverter applications suffers from several other key deficiencies.
The energy loss due to switching is very high (primarily due to the device physics and the inability to realize a low parasitic inductance bus structure) and normally a high-power snubber or recovery system is needed to deal with the transient energy.
While the GTO can be controlled for turn-on and turn-off, the switching losses are such that the practical switching frequency the devices can be operated at are less than 1 kHz. Due to the very low turn-off gain of the GTO (typically 3:1), the gate current and resultant power needed for gate control is high.
(Turn-off gain of the GTO is defined as the ratio of reverse gate current to anode current required to turn off the device. A 3:1 ratio implies a gate current of one-third the anode current.)
The IGBT has gained significant critical mass as the device of choice for low- to medium-power inverter structures. The ability to use a simple low power gate control, along with outstanding device ruggedness has taken much of the “magic” out of power structure design. Several attributes have contributed to the popularity of the IGBT. The device is voltage controlled, which allows for smaller logic power supply requirements. The switching times can be optimized to the application with devices being designed for both high-frequency ( 10 kHz) and lower frequency applications.
Ruggedness is, indeed, a valuable attribute of the IGBT. The device has a very large ratio of saturation current to operational current. The IGBT is a voltage-controlled device and its collector current is not a function of the gate current as in a bipolar transistor. This attribute leads to very high short-circuit current generation and, subsequently, lower instantaneous power dissipated during a fault. The ability to avoid the second breakdown phenomena of the bipolar device has set the IGBT apart from its predecessor. Since the start of its rise in popularity, the
IGBT has been the focus point for continual development from a technology standpoint. The device has escaped from its initial issues with respect to overcurrent latch-up and has been refined through many silicon process enhancements to extend its efficiency and reliability. (Early devices suffered from latch-up problems. This refers to the IGBT latching on like an SCR at high current and can no longer be controlled by the gate.)
Packaging characteristics for the above-mentioned devices has varied greatly, largely due to the power capacity of the particular units. The GTO has traditionally been a “double side cooled” device, primarily due to its large power handling capacity. The remainder of the devices have enjoyed a package construction, which lends itself to an isolated base arrangement, greatly reducing the requirements of the packaging engineer.
V. IGBT—C RITICAL
A. Current-Based Ratings
R ATINGS AND C HARACTERISTICS
—DC Collector Current: Data sheet values for selecting a particular semiconductor for an inverter application are a good starting point, however, there are many application specifics that must be considered to get the most reliable and economic performance from the power device. In all cases with power semiconductors, the control of the semiconductor junction temperature is the key to device reliability. When the IGBT is evaluated from a static thermal standpoint, the manufacturers published data sheet values can be used as a point of reference, however, in order to directly understand the stress imparted by the application, and the subsequent reliability of the device, individual characterization is necessary.
Manufacturer’s data will vary greatly, depending on the thoroughness of testing and the strength of the quality department behind the semiconductor’s development. The results the end user gets from in-house characterization may significantly vary from the manufacturers specifications based on the operating temperature selected, the gate voltages used, the selection of the gate resistor, and the parasitic inductance which exists in the test fixture. In performing device characterization, it is critical that the test fixture for the device emulate the anticipated operating conditions of the device in the end product.
Static I/V curves of the device must be taken under anticipated operating conditions with respect to gate voltage and operating base temperature. The data collected will be used to determine both IGBT and freewheel diode conduction loss quantities. When dynamic characterization is done, the appropriate gate resistor, positive and negative gate bias voltages, device temperature, and operating bus voltage are critical to produce application relevant measurements of switching energies. [4]
Once the losses of a device are known, the application requirements of the desired switching frequency and bus voltage are used to determine the total power dissipated. The device can then be operated in an inverter structure with an appropriately sized heat exchanger and the IGBT die can be measured either directly via a thermocouple or indirectly via an IR imaging system to determine the static thermal resistance of the device. The interface between the device base (exposed DBC,
IMS, or copper baseplate) is critical and must be examined to minimize the overall thermal resistance of the module assembly.
Once these areas have been investigated, the nominal operating power level the device will withstand can be determined. Critical values for reliable operation of the overall device exist in the 150 C area because of reliability limitations of the power module assembly. If the inverter will be required to operate in an overload mode, this value will have to be derated in order to provide headroom for this operational requirement.
—Repetitive Peak Collector Current: This parameter deals more with the short-term currents that would be seen by the power module due to overload conditions. With the constraint that the IGBT must not be allowed to operate at anytime above 150 C, the transient temperatures developed during an overload must be limited to this value.
Thermally, there are two distinct areas, which must be guarded when designing with IGBTs for reliable long-term performance. As stated, the absolute junction temperature limitation of today’s device is near 150 C, due mostly to the materials used to mount the IGBT to the DBC insulator and the copper baseplate. Operating conditions within the inverter must not exceed this limit and proper application should guarantee this [1]. Additionally, there is a limit to what the applied change in operating temperature can be from a thermal cycle viewpoint. The reliability of the device is inversely proportioned to the magnitude and frequency of thermal changes the IGBT and module assembly is subjected
438 IEEE TRANSACTIONS ON INDUSTRY APPLICATIONS, VOL. 37, NO. 2, MARCH/APRIL 2001
Fig. 6.
Future trend in power device packaging.
Fig. 5.
Prior art of hard power bus packaging.
to. A thorough understanding of the particular IGBT module performance with respect to thermal cycle capacity is critical in determining long term reliability [2]. In selecting a power device for a particular application it is critical to understand the
“short-term” power requirements of the inverter structure so conditional operating points of overload and low speed, or near dc operation are understood. Thermal evaluation under real application conditions are accomplished through either direct probing of the IGBT chip surface or an IR imaging process to determine peak junction temperatures.
Thermal cycle capacity has been both improved and better understood with the advent of the peripheral lead package arrangements in use today. The IGBT as a power device has evolved with its associated packaging to achieve the level of reliability it enjoys today. The packaging has migrated from the traditional stamped copper power bussing which required a “hard cap” epoxy to mechanically constrain the power connections in the module (see Fig. 5) to the peripheral lead package which allows the wire bonding process to be used to make the power connections. The previous construction with hard copper bus power connections has known thermal-cycle stress issues and relatively low thermal-cycle capacity. The new “peripheral lead” package disassociates the mechanical connections to the power bus from the IGBT chips allowing for a reduction in stress due to thermal expansion/contraction cycles. This change has also allowed more efficient use of the manufacturing process with the automated wire bonders and the use of a soft “silicon gel“ to be used as the encapsulate, reducing production curing times, and associated material shrink stresses (see Fig. 6).
B. Voltage-Based Ratings
Vces—Collector–Emitter Voltage: Vces is the rated device collector–emitter applied voltage. As shown in Fig. 9, the IGBT device can withstand up to 2 rated collector current at full rated collector–emitter voltage. The requirement for a 1200-V rated device, applied at an inverter rating of 480 V rms, is driven by the parasitic inductance present in the physical inverter structure and IGBT device package.
During normal inverter operation the present in the structure due to IGBT switching creates transient voltages which will add to the normal dc-bus voltage. Minimizing parasitic inductance in the path of current flow will limit
Fig. 7.
RCD snubber on inverter power bus.
this transient voltage to manageable values during normal operation. Under fault conditions (inverter shoot-through or shorted output) the magnitude of current and its associated is much larger and the transient voltage generated may reach critical values. Under these fault conditions an additional snubber (C or RCD) is necessary to control this voltage for reliable operation (see Fig. 7).
The need for additional “snubbering” increases with the current rating and physical size of the inverter, because of the inability to control these unwanted parasitic inductances.
Specification of the device rated voltage by the manufacturers varies greatly, depending on whether the value is specified with the effects of the internal device package inductance included, or if this is a rating of the IGBT chip itself, independent of packaging effects.
Generally speaking, the inverter device voltage rating will be sufficient if it is set at a margin of approximately 2.5
the nominal rms line voltage applied to the inverter input. For a 480-V application this means an IGBT rated at 1200 V would be required and a 575-V application would require a minimum of a
1400-V rating for the IGBT. It is not advantageous to use an over-rated device in a particular application, because the forward conduction loss of the device increases with voltage rating.
C. Power-Based Ratings
—Collector-Emitter Saturation Voltage: One of the main advantages of the IGBT, as a power device, is its relatively low on state losses. While still eclipsed by the GTO and the
SCR, the IGBT has far exceeded the performance achieved by the bipolar transistor. The saturation characteristics of the IGBT have been the focus of power device designers over the years.
GILMORE AND SLADKY: RATINGS OF SEMICONDUCTORS FOR AC DRIVES 439
Fig. 8.
IGBT saturation voltage progression over the years.
Fig. 9.
Reverse-bias safe operating area.
As can be seen by Fig. 8, the IGBT is approaching its near theoretical limit in saturation voltage and significant improvements in the future will require the use of possibly a different device material or structure.
In determining the criticality of the saturation voltage of a device it is imperative to know the requirements of the application.
The total losses of an IGBT are a combination of the saturation voltage losses and the switching energy as can be seen by [3]: where peak output current; device saturation voltage; turn-on energy; turn-off energy; switching frequency; bus voltage compensation.
In an application where the required switching frequency is at 4 kHz, the percent contribution of conduction losses is about 35% of the total inverter losses
, —Turn-On/Turn-Off Energy: The above power loss equation also includes terms for the switching loss of the IGBT. The losses due to switching are a direct function of the selected switching frequency and the dc-bus voltage of the inverter. Typically, in a device manufacturers specification the value includes the energy that is a result of inductive switching of the IGBT while recovering the associated freewheel diode which is carrying phase current. The associated losses due to switching in the inverter structure are typically in the area of 40% of the total losses at a 4-kHz switching frequency. For the general-purpose inverter it is not necessarily the objective to minimize these losses due to the parasitic effects the high and can create [5].
D. Reverse-Bias Safe Operating Area (RBSOA )
The SOA describes the capability of a transistor to withstand significant levels of voltage and current in the turn off mode.
Bipolar transistors have a somewhat limited operating area to prevent second breakdown effect. Note Fig. 9, and note the difference between the bipolar device and the IGBT device. The
IGBT is typically rated repetitively at 2 rated collector current and at rated voltage. The bipolar device must be snubbered in application to stay within the manufacturers ratings.
The three main conditions that would subject an IGBT to this combined stress are the following.
• Operations in short circuit mode—The current in the transistor is limited by its base current, (bipolar), or gate to emitter voltage, (IGBT). Current is limited by device transconductance and for an IGBT transistor, can reach values well in excess of 10 times its continuous device rating.
• Inductive turn-off is sometimes referred to as “clamped
.”—In an inductive turn-off the voltage swings from a few volts to the supply voltage with constant current and with no channel current.
• Operation as a linear amplifier—Linear operation exercises the SOA of the Transistor in a combination of the two modes described above.
E. Short-Circuit Safe Operating Area (SCSOA)
SCSOA is defined similar to RBSOA except at time of the fault the current must be limited through control of the gate voltage. The values in Fig. 10 are for 10 s and at specified gate conditions. It is the designer’s responsibility to sense the fault and turn off the device under the given conditions. Note again the increased ruggedness of the IGBT device.
This rating is good only on an infrequent basis. Some manufacturers rate a device at a 1% probability of failure during each short circuit.
—Thermal Resistance Junction to Case: Thermal resistance of a total device package is made up of many elements.
The thermal impedance from junction to case is made up of two controlled interfaces (see Fig. 11).
The interface from chip to DBC is primarily a function of the solder used and the active area of the semiconductor chip.
Any variance in this value would be reflected primarily in the chip solder process. The interface from the DBC to the baseplate is similar, in that the thermal performance is a function of the solder and the soldering process. The largest single static
440 IEEE TRANSACTIONS ON INDUSTRY APPLICATIONS, VOL. 37, NO. 2, MARCH/APRIL 2001
Fig. 10.
Short-circuit safe operating area.
Fig. 11.
Interfaces for solder-bonded device.
variable in determining the overall thermal resistance of a power module is the interface from the baseplate to the heat sink.
The baseplate of a typical power module takes on a complex shape as a result of the initial stamping of the material and the distortion, which is created, from the solder processing of the
DBC assembly to the baseplate. The objective is to have a device which when completed has a slight convex topography to the baseplate. If the device is overly convex, there is risk of cracking the AlN insulator material. If the device is overtly concave, there is risk of not having a thermal interface material, which can properly fill the void.
The transient aspects of the thermal impedance specification are useful in application only when the required overload time is no greater than 2–3 this time constant. For normal general-purpose inverter operation this is not a useful time period.
A typical rating for an inverter overload is 150% of rated current for 1 min, which corresponds to a NEMA overload rating.
Induction motors alone typically have a normalized inertia of
400–500 ms and when used in application (with the connected load), have a system inertia of anywhere from 500 ms to tens of seconds. Normalized inertia is the time it takes to accelerate a load to rated speed with rated power applied. This time requirement is much greater than the chip thermal time constants and therefore is not a “useful” area of operation. One application of the IGBT in an inverter that could use this operational area is in servo operation, where inertias may be as low as 75 ms.
From a design standpoint, the benefit of low transient thermal impedance is in the fault mode where excessive voltage and current lead to enormous instantaneous watt dissipation and the lower transient impedance limits the resultant device temperature rise and therefore extends device reliability.
VI. I NVERTER FWD—C RITICAL R ATINGS AND
C HARACTERISTICS
A.
—Forward Voltage and —Reverse-Recovery Energy
Diodes applied as the “freewheeling” device in an inverter application is much different than the devices which would be used for the converter diode application. Unlike the converter diode, which has a forward conduction loss of 0.9–1.2 V, the typical FWD has a forward drop of 1.8–2.2 V. The requirement for this large conduction loss is driven by the need for a reduction and softening of the reverse recovery current characteristics. In diode design, the reverse recovery is a function of the minority carrier concentration in the drift region. The larger the number of minority carriers the higher the reverse recovery energy. Conversely, the larger the number of minority carriers, the lower the forward voltage drop. An FWD with a 1.8–2.2-V forward drop is actually optimized to operate with an IGBT to minimize the total losses associated with both devices due to conduction and switching phenomena.
Diodes selected to accompany an IGBT are typically sized to handle approximately 2/3 of current of the IGBT. In most general-purpose applications, the output fundamental operating frequency is from 5 to 60 Hz. In this operational area, the “duty cycle” is determined by the power factor of the motor and the
PWM modulation index. Diode usage under these operating conditions is low and the device is sized accordingly. The other driver for diode size is the reverse-recovery energy mentioned above. A diode’s reverse recovery energy is inversely proportional to its active area, so the diode is “downsized” to achieve the lowest overall losses.
If an inverter is to be applied in a constant torque, low speed application the stress on the FWD must be examined because under “locked-rotor” conditions the diode may be overloaded due to the near dc output current of the inverter. Overall inverter power levels under low-speed high-torque conditions may be limited by the FWD and device selection based on the IGBT rating alone may result in premature power device failure.
VII. C ONCLUSION
The IGBT has gained much popularity as a robust and efficient power device for the hard switching inverter power topologies over the last ten years. Continual advances in IGBT chip design have produced significant improvements to this device’s performance, as has been seen by the optimization of the float zone NPT-based devices and the implementation of trench gate structures to both the PT- and NPT-based devices. Recent innovations in packaging technology have provided even more advances with respect to thermal cycle capacity enhancement and cost effective manufacture processes. Based on the underlying physics of the IGBT, it may be approaching the theoretical optimum for its basic structure.
Further advances in power switch efficiency will have to make use of more advanced materials possessing enhanced characteristics. Wide band-gap materials, such as silicon carbide (SiC) provide the capability to support much higher voltages and much higher current densities along with the added feature of being able to operate at significantly higher intrinsic temperatures. The development of these devices
GILMORE AND SLADKY: RATINGS OF SEMICONDUCTORS FOR AC DRIVES 441 will pose much more stringent requirements for the chip processing/device packaging disciplines. For any future device, the expectations of greater cost affectivity and higher reliability will only increase with respect to the present state of the art in
IGBT device and package technology.
The IGBT, due to the position it now enjoys with respect to ease of use, efficiency, and cost affectivity will be the device of choice for the next 10–15 years of power conversion equipment design and manufacture.
Thomas Gilmore received the B.S.E.E. degree from the University of Wisconsin, Madison, and the M.S.E.E. degree from Marquette University,
Milwaukee, WI, in 1962 and 1974, respectively.
He has more than 28 years experience in the design of power circuits and drives, 18 of those years with the Standard Drives Division, Rockwell
Automation. He has worked on various types of ac and dc drives through 1000 hp. He is currently a Principal Engineer with the Standard Drives
Division, Rockwell Automation, Mequon, WI, working on new drive development for the 1336 Generation III Drive program.
Mr. Gilmore is a Registered Professional Engineer in the State of Wisconsin.
He was selected “Rockwell Engineer of the Year” for 1994.
R EFERENCES
[1] V. Blasko, R. Lukaszewski, and R. Sladky, “On line thermal management strategy of a three phase voltage source inverter,” in Conf. Rec.
IEEE-IAS Annu. Meeting, Phoenix, AZ, 1999, pp. 1423–1431.
[2] J. He, M. C. Shaw, W. L. Morris, J. Mather, and N. Sridhar, “Reliability in large area solder joint assemblies and effects of thermal expansion mismatch and die size,” Int. J. Microelect. Electron. Packag., vol. 21, pp. 297–305, 1998.
[3] IGBTMOD and Intellimod—Intelligent Power Modules: Applications
and Technical Data Book, 2nd ed., Powerex, Youngwood, PA, Mar.
1998.
[4] D. Braun, R. Lukaszewski, D. Pixler, and G. Skibinski, “Use of a
Co-axial CT and Planar Bus to improve IGBT Device Characterization,” in Conf. Rec. IEEE-IAS Annu. Meeting, San Diego , CA , 1996, pp. 1507–1516.
[5] G. Skibinski, J. Pankau, R. Sladky, and J. Campbell, “Generation, Control and Regulation of EMI from AC Drives,” in Conf. Rec. IEEE-IAS
Annu. Meeting, New Orleans, LA, 1997, pp. 1571–1583.
Raymond G. Sladky (M’89) was born in Menominee, MI, in 1957. He received the B.S. degree from the Milwaukee School of Engineering, Milwaukee,
WI, in 1987.
Since 1979, he has been with Rockwell Automation, Mequon, WI, where he is currently a Senior
Project Engineer. He has worked in Research and
Development of the Standard Drives Group since
1981. His activities with Rockwell include the design of various ac and dc drive power structures and switch-mode topologies. His areas of interest include power semiconductor physics, power device construction, inverter topologies, simulation, and power component optimization.