SPECIFICATION FOR FASTENERS AND WASHERS FOR
advertisement

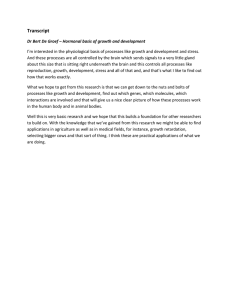
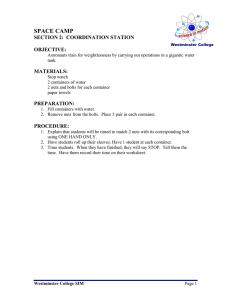
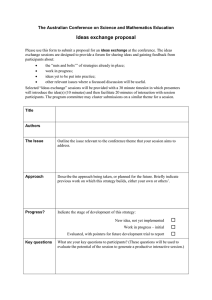
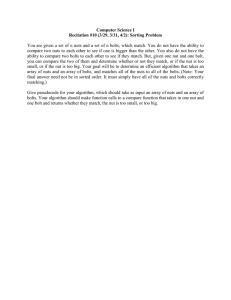
Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS TABLE OF CONTENTS 0.1 Circulation List 0.2 Amendment Record FOREWORD 1. SCOPE 2. REFERENCES 3. TERMS AND DEFINITIONS 4. REQUIREMENTS 5. TESTS AND INSPECTION 6. MARKING ANNEX A – Technical Particulars Issued by: Authorized by: Signed: Signed: Date: Date: Issue No. Revision No. Date of Issue Page 1 of 14 Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS 0.1 Revision No. Date of Issue Page 2 of 14 Circulation List COPY NO. COPY HOLDER 1 Procurement Manager 2 Manager, Design 3 Manager, Construction 4 Chief Manager, Design 5 Chief Manager, Operations 0.2 Issue No. Amendment Record Rev No. Date Description of Change (YYYY-MMDD) Prepared by Approved by (Name & Signature) (Name & Signature) Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 3 of 14 FOREWORD This specification has been prepared by the Research and Development Department of KPLC and the Design &Operations Departments of REA. It lays down requirements for Bolts and Nuts (complete with washers). It is intended for use by KPLC/REA in purchasing the items. It shall be the responsibility of the manufacturer to ensure adequacy of the design and good engineering practice in the manufacture of the Bolts and Nuts for KPLC/REA. The manufacturer shall submit information which confirms satisfactory service experience with products which fall within the scope of this specification. 1. SCOPE 1.1 This specification is for Bolts and Nuts (complete with washers) for use on overhead power lines and associated work. 1.2 The specification covers the following: 2. Pole Bolts Assembly Bolts Eye Bolts Tie Rods (Double and Full Threaded Bolts) Foundation Bolts Nuts Eye Nuts REFERENCES The following documents were referred to during the preparation of this specification. In case of conflict, the provision of this specification shall take precedence. ISO 1461: Metallic Coatings – Hot dip galvanized coatings on fabricated ferrous products – Requirements KS ISO 888: Bolts, screws and studs – Nominal lengths, and thread lengths for general purpose bolts BS 4190: ISO metric black hexagon bolts, screws and nuts – Specification Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS 3. Issue No. Revision No. Date of Issue Page 4 of 14 ISO 68-1: ISO general purpose screw threads – Basic profile – Part 1: Metric screw threads ISO 261: ISO general purpose metric screw threads – General plan ISO 10684: Fasteners – Hot dip galvanized coatings TERMS AND DEFINITIONS For the purpose of this specification, the definitions given in the reference standards shall apply. 4. REQUIREMENTS 4.1 SERVICE CONDITIONS The Bolts and Nuts shall be suitable for continuous use indoors and outdoors in tropical areas in humidity of up to 90%, average ambient temperature of +30ºC with a minimum of -1ºC and a maximum of +40ºC and saline conditions along the coast. 4.2 Pole Bolts 4.2.1. Pole bolts shall be manufactured in accordance with BS 4190 strength grade designation 4.6. 4.2.2. Each bolt shall be supplied complete with one full nut (as per clause 4.7 of this specification). 4.2.3. The bolts shall be ISO metric black hexagon bolts and of hot dip galvanized finish. 4.2.4. The form of thread, diameters and associated pitches shall be in accordance with ISO 261 and BS 4190 (coarse pitch). The tolerance class shall be 8g for bolts and 7H for nuts as per BS 4190. 4.2.5. The nominal length of the bolts shall be the distance from underside of the head to the extreme end of the shank, including any chamfer or radius. The permissible tolerance on the nominal lengths and finish of the ends shall be in accordance with BS 4190. 4.2.6. The length of thread on pole bolts shall be as per Table 1: Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 5 of 14 Table 1: Length of threads (pole bolts) Bolt Diameter, d M16 (⅝’’) M16 (⅝’’), M20 (¾’’) M16 (⅝’’), M20 (¾’’) M16 (⅝’’), M20 (¾’’) M16 (⅝’’), M20 (¾’’) M16 (⅝’’), M20 (¾’’) M16 (⅝’’), M20 (¾’’) M16 (⅝’’), M20 (¾’’) Bolt Length, mm (inch) 112 (4½’’) 175 (7’’) 225 (9’’) 275 (11’’) 300 (12’’) 325 (13’’) 350 (14’’) 400 (16’’) Tolerance on nominal length (mm) ±1.75 ±2.0 ±2.30 ±2.60 ±2.60 ±2.85 ±2.85 ±3.15 Thread Length, l, mm (inch) 38 (1½’’) 150 (6’’) 150 (6’’) 150 (6’’) 150 (6’’) 150 (6’’) 150 (6’’) 150 (6’’) 4.2.7. The diameter of the unthreaded portion of the shank of the bolts and other dimensions shall be in accordance with Fig. 1 and Table 2. Fig. 1: Dimensions for pole bolts and nuts Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 6 of 14 Table 2: Dimensions for Pole Bolts (before galvanizing) Nominal size and thread diameter M16 (⅝’’) M20 (¾’’) Pitch of thread (coarse pitch series) 2 2.5 Diameter of unthreaded shank Width across flats, dimension ‘s’ Height of head, dimension ‘k’ Min. Max. Min. Max. Min. Max. 15.30 19.16 16.70 20.84 23.16 29.16 24.00 30.00 9.55 12.10 10.45 13.90 All dimensions in mm u.o.s 4.3 Eye Bolts 4.3.1 Eye bolts shall be manufactured from steel to BS 4190 strength grade designation 4.6. 4.3.2 Eye bolts shall be of drop forged manufacture. 4.3.3 Each eye bolt shall be supplied complete with one full nut (as per clause 4.7 of this specification). 4.3.4 Eye bolts shall be in accordance with fig. 2 and have dimensions shown in Table 3. Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 7 of 14 Fig. 2: Eye bolt Table 3: Dimensions for Eye Bolts Diameter Length of eye bolt (dimension A as per fig. 1) mm (inch) Length of threads, mm (inch) M20 (¾’’) 250 (10’’) 300 (12’’) 325 (13’’) 350 (14’’) 400 (16’’) 450 (18’’) 550 (22’’) 600 (24’’) 150 (6’’) Diameter of unthreaded part Min. Max. 19.16 20.84 Pitch of thread (coarse pitch series), mm 2.5 All dimensions in mm u.o.s. 4.4 Assembly Bolts 4.4.1 Assembly bolts shall be ISO metric galvanized black hexagon bolts in accordance with BS 4190 grade 4.6. 4.4.2 Each bolt shall be supplied complete with one full nut (as per clause 4.7 of this specification). 4.4.3 The length of thread shall be in accordance with Table 4A. Table 4A: Length of thread for Assembly Bolts Bolt length, mm (inch) M10 & M12 38 (1½’’) 50 (2’’) 75 (3’’) 175 (7’’) 38 30 - Bolt diameter M16 Thread length mm 38 38 44 ‘-‘ Means size not used Issued by: Authorized by: Signed: Signed: Date: Date: M20 38 46 46 52 Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 8 of 14 4.4.4 Assembly bolts shall have other dimensions as per Table 4B. Table 4B: Dimensions for Assembly Bolts Nominal size and thread diameter M10 (⅜’’) M12 (½’’) M16 (⅝’’) M20 (¾’’) Pitch of thread (coarse pitch series) 1.5 1.75 2 2.5 Diameter of unthreaded shank Width across flats Height of head Min. Max. Min. Max. Min. Max. 9.42 11.30 15.30 19.16 10.58 12.70 16.70 20.84 16.57 18.48 23.16 29.16 17.00 19.00 24.00 30.00 6.55 7.55 9.55 12.10 7.45 8.45 10.45 13.90 All dimensions in mm u.o.s 4.5 Tie Rods (Double and full threaded bolts) 4.5.1 Tie rods (double and full threaded bolts) shall be manufactured from steel to BS 4190 strength grade designation 4.6. 4.5.2 Each tie rod shall be supplied complete with four full nuts (as per clause 4.7 of this specification). 4.5.3 Tie rods shall be in accordance with Fig. 3 and have dimensions shown in Table 5. Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: Issue No. SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Revision No. Date of Issue Page 9 of 14 Fig. 3: Tie rod (double and full threaded bolt) Table 5: Dimensions for Tie Rods (Double and full threaded bolts) Nominal size and thread diameter Pitch of thread (coarse pitch series) M20 (¾’’) Double threaded bolts (dimension as per fig 2) A B C D Length of bolt Length of thread 130 160 160 550mm (22’’) 550mm (22’’) 190 180 180 200 200 200 (length of bolt) 2.5 450 (18’’) 550 (22’’) 600 (24’’) Full threaded bolts All dimensions in mm u.o.s 4.6 Foundation Bolts 4.6.1 Foundation bolts shall be ISO metric galvanized black hexagon bolts in accordance with BS 4190 grade 8.8. 4.6.2 Each bolt shall be supplied complete with one full nut. The nut shall be to BS 4190 strength grade 8. 4.6.3 The dimensions of foundation bolts shall be in accordance with Table 6. Length of bolt 450 (18’’) 500 (20’’) 550 (22’’) Nominal size and thread diameter M22 (⅞’’) Pitch of thread (coarse pitch series) 2.5 Diameter of unthreaded shank Width across flats Height of head Min. Max. Min. Max. Min. Max. 21.16 22.84 31.00 32.00 13.10 14.90 All dimensions in mm u.o.s 4.7 Nuts 4.7.1 These shall be full nuts to BS 4190 strength grade 4 and of hot dip galvanized finish. 4.7.2 The nuts shall be of dimensions indicated in Fig. 1 and Table 5. Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 10 of 14 Table 5: Dimensions for Nuts (before galvanizing) Nominal size and thread diameter Pitch of thread (coarse pitch series) M10 (⅜’’) M12 (½’’) M16 (⅝’’) M20 (¾’’) M22 (⅞’’) 1.5 1.75 2 2.5 2.5 Width across flats, ‘s’ Min. Max. Width across corners, ‘e’ Min. Max. Thickness of Nut, ‘m’ Min. Max. 16.57 18.48 23.16 29.16 31.00 18.72 20.88 26.17 32.95 35.03 7.55 9.55 12.45 15.45 17.45 17.00 19.00 24.00 30.00 32.00 19.60 21.90 27.70 34.60 36.90 8.45 10.45 13.55 16.55 18.55 All dimensions in mm u.o.s 4.7.3 The nuts shall be suitable for use with pole bolts, assembly bolts, eye bolts, tie rods (double and full threaded bolts) and foundation bolts detailed in this specification. 4.8 Eye Nuts 4.8.1 Eye nuts shall be of drop forged manufacture, from steel to BS 4190 grade 4.6. 4.8.2 Eye nuts shall be in accordance with Fig. 4. The pitch of thread (coarse pitch series) shall be 2.5mm to be compatible with M20 pole bolts and M20 eye bolts detailed in clause 4.2 and 4.3 respectively. Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 11 of 14 Fig. 4: Eye nut 4.9 Galvanizing 4.9.1 All materials to be galvanized shall be of the full dimensions shown or specified and all the removal of burrs shall be completed before the galvanizing process commences. 4.9.2 All galvanizing shall be done by the hot dip process (molten Zinc), not less than 98% of which must be pure Zinc. The process shall be in accordance with ISO 1461. 4.9.3 The Zinc coating shall be uniform, clean, smooth and as free from spangle as possible. 4.9.4 The minimum thickness of coating shall be in accordance with Table 6. Table 6: Coating thickness Nominal size and thread diameter M10 (⅜’’) Local coating thickness (minimum) μm 35 Issued by: Authorized by: Signed: Signed: Date: Date: Mean coating thickness (minimum) μm 55 Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Issue No. Revision No. Date of Issue Page 12 of 14 M12 (½’’) 35 55 M16 (⅝’’) 35 45 M20 (¾’’) 45 45 M22 (⅞’’) 45 45 4.10 Strength and Safe Working Load 4.10.1 All pole bolts, eye bolts, assembly bolts and tie rods shall have a safe working shear stress of not less than 120 N/mm² ; the ultimate shear stress shall be 75% of the ultimate tensile strength, the factor of safety being not less than 2.5. 4.10.2 Ultimate tensile strength and tensile stress for the bolts shall be as indicated in Table 7 below: ----------THIS SPACE LEFT BLANK------- Table 7: Tensile Strength and Safe Working Load Bolt Sizes Ultimate Tensile Stress Tensile Stress Area 2 mm Ultimate Tensile Strength Safe Working Load Safe Working Shear Load kN kN kN 2 N/mm M12 (½’’) 392 84.3 33.05 13.22 9.91 M16 (⅝’’) 392 157.0 61.54 24.62 18.46 M20 (¾’’) 392 245.0 96.04 38.42 28.81 4.10.3 The safe working load of eye bolt in axial direction shall be 38.42kN minimum, the factor of safety being at least 2.5. 4.10.4 The mechanical properties and proof loads for nuts shall be in accordance with Table 8. Table 8: Mechanical properties and proof loads for nuts Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: Issue No. SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS Nominal size of nut Strength grade designation 4 8 Stress under proof load N/mm² 400 800 Proof load kN Tensile stress area of bolt mm² M10 (⅜’’) 23.2 - 58.0 M12 (½’’) 33.7 - 84.3 M16 (⅝’’) 62.8 - 157 M20 (¾’’) 98.0 - 245 M22 (⅞’’) 121.0 242.0 303 Revision No. Date of Issue Page 13 of 14 Brinell Hardness (HB) max (all nuts) Rockwell Hardness (HRC) max (all nuts) Vickers Hardness (HV) max (all nuts) Grade 4 Grade 8 Grade 4 Grade 8 Grade 4 Grade 8 302 302 30 30 310 310 5 TESTS AND INSPECTION 5.1 Bolts and Nuts shall be tested and inspected in accordance with BS 4190, ISO 1461, ISO 10684 and this specification. It shall be the responsibility of the manufacturer to perform or to have performed all the relevant tests. 5.2 Certified true copies of previous test reports by the relevant International or National Testing/Standards Authority of the country of manufacture (or ISO/IEC 17025 accredited laboratory) shall be submitted with the offer for evaluation (all in English Language). A copy of accreditation certificate for the laboratory shall also be submitted. Copies of test reports to be submitted shall include tensile strength, proof load, verification of dimensions and galvanizing tests. 5.3 Routine and sample test reports for the bolts and nuts to be supplied shall be submitted to KPLC/REA for approval before shipment/delivery of the goods. 5.4 On receipt of the goods KPLC/REA may perform any of the relevant tests in order to verify compliance with this specification. The supplier shall replace without charge to KPLC/REA bolts and nuts which upon examination, test or use fail to meet any of the requirements in the specification. ……………………………………………………………………………………………………………. Issued by: Authorized by: Signed: Signed: Date: Date: Doc. No. TITLE: SPECIFICATION FOR FASTENERS AND WASHERS FOR OVERHEAD LINES. PART 1: BOLTS AND NUTS ANNEX A: Issue No. Revision No. Date of Issue Page 14 of 14 Technical Particulars (to be filled and signed by the Manufacturer for all clauses and submitted together with catalogues, brochures, drawings, technical data and test reports for tender evaluation) Clause Number Bidder’s offer Reference page on Manufacturer’s catalogue, drawing, technical data or tests report to support the offer. NB: - This schedule does not in any way substitute for detailed information required elsewhere in the specification. ……………………………………………………………………………………. Manufacturer’s Name, Signature, Stamp and Date Issued by: Authorized by: Signed: Signed: Date: Date: