Pressures Produced by Gas Tungsten Arcs
advertisement

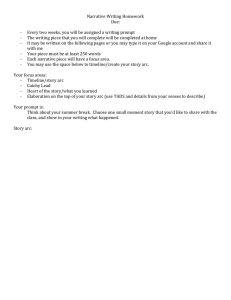
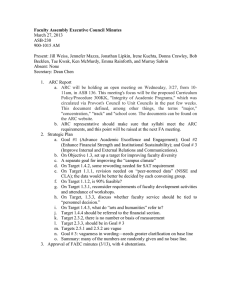
Pressures Produced by Gas Tungsten Arcs M. L. LIN and T. W. EAGAR The pressure of gas tungsten welding arcs has been measured for currents from 300 to 600 amperes using argon and helium gases. Although the measurements are generally consistent with previous results at lower currents, the present work shows that the pressure exerted by helium is a strong function of arc length. Several different scaling laws for the maximum pressure as a function of arc current and electrode tip angle are discussed. - I. INTRODUCTION ARC pressure in Gas Tungsten Arc Welding (GTAW) is caused by the momentum transfer of the impinging plasma jet on the weld pool and has been thought by many to be a major factor in producing puddle surface depression and weld defects; hence, a number of investigators have studied its origin and have measured its value.I4 The present work has extended these measurements and suggests some scaling laws to predict the arc pressure at even higher currents than are practical for an experimental study. When current flows through a conductor, it generates a circumferential magnetic field. The interaction between the current and this self-induced magnetic field produces a body force, called the Lorentz force, which is toward the central axis of the azimuthal magnetic field loop as shown in Figure l(a). In GTAW, the conductor is an ionized shielding gas. The constricting Lorentz force is balanced by the radial pressure gradient in the arc acting in the opposite direction, which can be expressed as If the arc has a divergent current distribution as shown in Figure l(b), the current density J near the tungsten electrode (cathode) will be higher than the current density near the base metal (anode). Thus, the static gas pressure at the cathode end is higher than the gas pressure at the anode end. The difference of static gas pressure between anode and cathode will produce a plasma jet toward the anode in the GTAW process. The static gas pressure in both the radial and axial directions of an arc is illustrated in Figure 2. The stagnation pressure generated when the plasma jet is arrested on the anode surface is called the arc pressure. In overhead welding, arc pressure has a beneficial effect because it can support the liquid metal above the arc torch without dropping or sagging. At very low currents, the arc pressure is too small and the arc may become very unstable. High frequency current pulsing is used to increase the arc pressure, thus stabilizing the arc.5 However, arc pressure may also be detrimental to the quality of a weld, especially at high currents. Weld defects such as humped beads, finger penetration, and undercutting have been explained as the results of high intensity arc p r e s ~ u r e . ~It, ~is' ~found that blunt electrode tips, hollow tungsten electrodes, and increasing the amount of helium in the Ar-He shielding gas mixture may reduce the magnitude of arc pressure in \ . / M.L. LIN, Postdoctoral Associate, and T. W. EAGAR, Associate Professor, are with Massachusetts Institute of Technology, 77 Massachusetts Avenue, Cambridge, MA 02139. Manuscript submitted August 15, 1985. METALLURGICAL TRANSACTIONS B Fig. 1- ( a ) Azimuthal magnetic field B generated by current density 3. The arrows toward the center of the loop represent the direction of Lorentz force J X 5. (b) Divergent arc. GTAW.6'9These facts have been found to reduce the occurrence of weld defects in many cases. When a fluid jet impinges on the surface of a liquid, it may induce flow motion in the l i q ~ i d .Thus, ' ~ ~arc ~ ~pressure ~ ~ ~ may also influence the penetration profile and shape of the liquid-solid boundary due to the induced liquid motion in the weld pool. Since previous ~ t u d i e s l had ~,~~ measured arc pressure only to 400 amperes and there was some discrepancy in the measured values, a new study was made to extend the range of measured values and to resolve differences among investigators. 11. EXPERIMENTAL PROCEDURES Figure 3 shows the apparatus used to measure the arc pressure while Figure 4 shows the detail of the water-cooled copper plate. Considerable effort was needed to optimize the design of plate thickness and cooling water flow such that the highest currents could be used. It was found that a thick VOLUME 17B. SEPTEMBER 1986- 601 copper plate mm water inlet - water o u t l e t + Fig. 2-The electromagnetically induced static gas pressure in both radial direction and axial direction. The pressure difference between cathode and anode in GTAW generates the plasma jet. TO pressure transducer Fig. 4-Detail (6 mm) copper plate permitted better radial heat dissipation than a very thin plate. Thicker plates produce too shallow an axial temperature gradient and hence result in surface melting. It is believed that the plate thickness used in the present study is near the optimum for typical welding arcs. A 4 rnm diameter 2 pet thoriated tungsten electrode was used. The arc length was maintained at 8 mm at high currents in order to prevent melting of the water-cooled copper plate. Three different electrode tip angles: 30 deg, 60 deg, and 90 deg were chosen. All tests were made with DC, electrode nega- of water-cooled copper plate. tive. Argon arc pressures were measured up to 600 amperes; however, due to the high heat intensity, the maximum current was limited to 400 A with helium. The travel speed was constant at 40 mm/min which is high enough to prevent melting of the water-cooled copper plate and low enough to give a good dynamic response for the arc pressure transducer. Each measurement of arc pressure was repeated five times. Since a slight misalignment between the center of 9 Shielding Gas Water 11 1 W a t e r - c o o l e d Copper P l a t e 3 1 Pressure Transducer 11 Fig. 3 -Set-up of experimental apparatus. 602-VOLUME 17B, SEPTEMBER 1986 METALLURGICAL TRANSACTIONS B ^-s \ tungsten cathode and that of the central hole in the watercooled copper plate can greatly reduce the magnitude of arc pressure, the measured arc pressure data were not averaged. Instead, the maximum value of the measured arc pressure was taken in this experiment. However, all of the measured data are within 10 pet of the listed arc pressure. Silicone oil was used as the medium between the arc and pressure transducer because of its stable thermal properties and high dielectric constant. A 600 ampere D.C. analog transistor regulator was used to maintain constant current within 1 pet. The pressure transducer uses a variable capacitance sensor, which has a stainless steel diaphragm and an insulated electrode as the variable capacitance plates. ARC LENGTH : 8 mm T I P ANGLE : 60' SHIELDING GAS : At- 111. RESULTS AND DISCUSSION Figures 5,6, and 7 show the behavior of arc pressure with radial distance from the arc axis with 30 deg, 60 deg, and 90 deg tip angles for currentsranging from 300 A to 600 A in argon. It is possible to simplify this information by considering the maximum pressure or the total force exerted by the arc. It can be seen in Figure 8 that the maximum arc pressure increases linearly with current. The data from Reference 13 are also given in Figure 8 for comparison. Though the measured arc pressure data in this study for the 90 deg tip angle are lower than those from Reference 13, the measured-datafor both 30 deg and 60 deg tip angles in this study are higher. As noted in the exnerimental section. there are a number of problems encountered in averaging the measured arc 1 : 2 : 3 : 4 : ARC LENGTH 8 2 .a 4.0 6.0 4 mm : : : : 300A 400A 500A 60BA ARC LENGTH I 8 rnm T I P ANGLE : 90' SHIELDING GAS : A r Ar 8.0 8.0 Fig. 6-Arc pressure distribution of different currents at 60 deg tip angle of electrode. I 2 3 : 6.0 4.0 RADIAL DISTANCE Crnm:) 0.0 a. 0 2.0 300A 400A 500A 600A TIP ANGLE : 30' SHIELDING GAS : 4.0 0.0 2.0 4.0 6.0 8.0 RADIAL DISTANCE Crnrn:) R A D I A L DISTANCE Crnrn? Fig. 5-Arc pressure distribution of different currents at 30 deg tip angle of electrode. METALLURGICAL TRANSACTIONS B Fig. 7-Arc pressure distribution of different currents at 90 deg tip angle of electrode. VOLUME 17B, SEPTEMBER 1986-603 strong dependence on the current. In addition, Allum's' numerical solution has shown that the axial plasma jet velocity increases faster than His experimental velocity data show that the relationship is almost linear. Hence, it would appear that Eq. [3] gives the best scaling behavior. Combining Eqs. [2] and [3] gives: 0.0 0.0 1.0 2.0 I 1 I I 3.0 4.0 5.0 6.0 CURRENT < A ) 7.0 xia2 Fig. 8 -Maximum arc pressure vs current at different electrode tip angles. Solid symbols represent the data from Ref. 13, and hollow symbols represent data in this study. pressure. Yamauchi and Taka did not describe how they chose their values of maximum arc pressure. We have chosen the highest measured values as explained previously. The dependence of arc pressure on the current can be explained as follows. Since the arc pressure is the stagnation pressure of the plasma jet arrested at the anode surface, this can be expressed as Since there is no metal transfer in GTAW, there is no arc pressure from the inertia of a stream of metallic drops. Two different relationships between arc current and the velocity of the plasma jet along the axis of arc have been expressed: Using a current density, dynamic viscosity, and density of argon of 7 X A/m2,I7 2.2 X kg/ms,18 and 0.05 kg/m3,19respectively, at 300 A, 90 deg tip angle, and 6 mm arc length, the arc pressure calculated from Eq. [5] is 0.22 kN/m2, while an arc pressure of 4.2 kN/m2 is calculated using Eq. [4] combined with Eq. [ Z ] . Since the experimental data give a value of 0.9 kN/m2 as shown in Figure 8, the calculated arc pressure from Eq. [3] is underestimated by a factor of 4 while Eq. [4] overestimates the pressure by a similar factor. The fundamental dependence of arc pressure on current as predicted from Eq. 131 is more consistent with the experimental data than the dependence predicted from Eq. [4], hence, Eq. [3] is believed to be more realistic than Eq. [4]. From Eq. [ 5 ] ,it is seen that arc pressure is proportional to both the current and the current density; thus, arc pressure depends not only on the current but also on the current distribution. As an approximation, the current density J is assumed to be uniform within the radius R of the arc. Thus, the current density can be expressed by Combining Eqs. 151 and [6] gives Parc = ^0I2 4^r2R2 Thus, the arc pressure depends not only on the square of the current but also on the square of the arc radius. To test this hypothesis, we may use the data of Tsail' who measured the radial distribution of current in the arc. He approximated the current density by a Gaussian relationship: If we define the radius of the arc (R) as the distance at which J(R) = 1 pet Jmm,then R is equal to 3ue.Tsai found that when current increases from 100 A to 200 A using an argon arc with a 75 deg tip - angle and a 5.5 mm arc length, the distribution parameter of current (q) increases from 2.18 mm to 2.5 mm, which is approximately a 15 pet increase. From Eqs. 171 and [8], we know that arc pressure is proportional to 12/u2.Thus, if we assume that the arc distribution parameter (u,,) increases 15 pet when current becomes twice as large, it can be estimated that when arc current increases from 300 A to 600 A, the arc pressure should increase by 22/(1.15)2, or about a factor of three. Comparing this value with Figure 8, it can be seen that the arc pressure increases 283 pet when current increases from 300 A to 600 A with a 90 deg tip angle. However, the increase of arc pressure is only 216 pet when the current increases from 300 A to 600 A with 30 deg and 60 deg tip angles. - and Equation [3] is given by Maeckerl' based on Bernoulli's theorem. Equation [4]is given by Squirei6assuming a laminar jet due to a point source of momentum. Combining Eq. [2] with Eq. [4],it can be seen that the increase of arc pressure is proportional to the 4th order of current while Eq. [3] combined with Eq. [2] shows that arc pressure increases with the square of arc current. Comparing these relationships with Figure 8, Eq. [4]may be very unrealistic because the measured arc pressure data do not show such a 604-VOLUME 17B, SEPTEMBER 1986 /"^ METALLURGICAL TRANSACTIONS B - A possible reason for the rapidly increasing rate of arc pressure with current for a dull electrode is that the current distribution parameter (we) increases slowly with increasing current. Thus, the radius of the arc (R) does not increase by a large amount when current increases, and Eq. [7] would indicate a large increase of arc pressure. However, for a sharp electrode, the current distribution parameter ue increases more rapidly with increasing current. Thus, the arc pressure in Eq. [7] does not show as large an increase when current increases because of the larger increase of arc radius with the sharper electrode. As a result, a sharp electrode gives a slower rise in arc pressure than a dull electrode when current increases. It is seen in Figure 8 that the extended lines for 30 deg and 60 deg tip angles pass through the origin while the line for 90 deg tip angle does not. The reason for this behavior is not clear; however, it may be that wider electrode tip angles produce jets which are not well focused along the axis of the arc especially at low currents. The relationship between integrated arc force and current at different electrode tip angles is illustrated in Figure 9. It can be seen that integrated arc force increases almost parabolically with current, especially for a 90 deg tip angle, rather than linearly as does arc pressure. The integrated arc force F is given by PI From this eauation, the dependence of arc force on the current is derived by conve;i2~ as follows: 0.0 A : !3 : 0 : 1.0 3 0 T I P ANGLE 60' T I P ANGLE 913" T I P ANGLE 2.0 3.0 4.0 CURRENT CA.) - 5.0 6.0 7.0 x I a* Fig. 9-Integrated arc force vs current at different electrode tip angles. The total arc force is zero at zero current; hence curves are drawn through the origin. METALLURGICAL TRANSACTIONS B - CURRENT : 300A T I P ANGLE : 90' ARC LENGTH : 8 mm ----- 0.0 2.0 CURRENT : 200A T I P ANGLE : 30' ARC LENGTH : 3 mm 4.0 6.0 8.0 R A D I A L DISTANCE Cmm) Fig. 10-Comparison of arc pressure distribution of argon and helium. Solid lines represent data in this study, and dotted lines represent data from Ref. 13. The experimental results in this study show that arc force is a function of the square of current only, which is consistent with the fact that arc force is proportional to the square of current as seen in Eq. [lo]. Figure 10 shows the distribution of arc pressure of both argon and helium arcs at 300 A. The arc pressure distribution of helium is smaller and wider than that of argon. Since the arc pressure is a function of velocity and density of the gas, and the density of He is lower than that of Ar, the difference of the plasma jet velocity may also play an important role. Because the plasma jet velocity is inversely proportional to the vis~osity,'~ it is necessary to discuss the difference of viscosity between argon and helium. At low temperatures, the viscosity of He is lower than that of Ar because the Van der Waals force between He molecules is weaker than between Ar molecules. However, when the temperature is over 12,000 K, the viscosity of He becomes higher than that of Ar because of the ionization effect of the gas at high temperatures." From Glickstein's calculated d a t a , the maximum temperature of He and Ar at 100 A is 17,000 K and 15,500 K, respectively. Based on these values, the viscosities of the He and Ar are 2.2 x l o 4 kg/m-sec and 1.15 x l o 4 kg/m-sec, respectively." Thus, excluding the effect of shielding gas density, the plasma jet velocity of He is only one-half of that of Ar because He has a viscosity about two times larger than that of Ar. Since the difference of viscosity of He and Ar at the same welding parameters is always less than a factor of 2," VOLUME 17B, SEPTEMBER 1986-605 A : the velocity of He and Ar should not differ by more than a factor of 2. Although it can be seen from Eq. [2] that both the density and the velocity of the plasma are important in determining the arc pressure, it should be noted that the density may be more important than viscosity because the density of Ar is about 10 times larger than that of He. The spread of the plasma jet is proportional to r)'/p;I6 thus, the lower density and higher viscosity of He compared to that of Ar at high temperature gives a broader distribution of He arc pressure than that of Ar as shown in Figure 10. Figure 11 shows the maximum arc pressure vs arc length at 300 A for both argon and helium shielding gases. The maximum arc pressure of argon is almost independent of the arc length while the maximum pressure of helium decreases with increasing arc length. Since the spreading rate of the He plasma jet is larger than that of Ar asshown in Figure 10, the radial momentum dissipation in helium is expected to be greater. Therefore, the influence of arc length on the arc pressure is stronger in a He plasma than in Ar. The arc pressure of helium vs radial distance for different arc lengths is shown in Figure 12. He TIP ANGLE : 90" CURRENT : 300A IV. CONCLUSIONS 2.0 0.0 4.8 8.0 6.B 10.0 ARC LENGTH C m m l Fig. 11-Maximum arc pressure vs arc length of argon and helium. Solid symbols represent data from Ref. 13, and hollow symbols represent data in this study. ARC LENGTH ARC LENGTH : ARC LENGTH : ARC LENGTH CURRENT : 300A TIP ANGLE : 90' SHIELDING GAS : 1 2 3 4 : : 8 mm 6 mm 4 mm 2 mm The magnitude of the maximum arc pressure in GTAW increases linearly with an increase of current because the arc pressure is a function of both the magnitude and the distribution of the current. However, the integrated arc force increases parabolically with increasing current. The arc pressure of helium is smaller than that of argon because of the lower density and higher viscosity of He at high temperature as compared with Ar. The arc pressure distribution of He is wider than Ar due to the greater radial momentum dissipation in He. LIST OF SYMBOLS B F I J He Jam p pa r R R, R2 v z - r) /AO I 0.0 I I 2.0 4.0 I 6.0 p a, I magnetic flux density (weber/m2) integrated arc force (N) current (A) current density (A/m2) maximum current density at the center of arc (A/m2) static gas pressure in the arc ( ~ / r n ~ ) arc pressure (stagnation pressure of the plasma jet) (N/m2) radial distance (m) radius of arc (m) radius of arc at the cathode region (m) radius of arc at the anode region (m) velocity of the electromagnetically-induced plasma jet (mlsec) axial distance from tip of cathode (m) viscosity of the shielding gas (kg/m-sec) permeability in free space (henry/m) density of the shielding gas (kg/m3) current distribution parameter (m) 8.0 R A D I A L DISTANCE C m m > Fig. 12-Arc arc lengths. pressure distribution of 300 A helium arc at different 606-VOLUME 17B. SEPTEMBER 1986 ACKNOWLEDGMENT The authors are grateful for support of this work by the Office of Naval Research under Contract N00014C-230-0384. METALLURGICAL TRANSACTIONS B REFERENCES 1. C. J. Allum: Journal of Physics D:Applied Physics, 1981, vol. 14, pp. 1041-59. 2. C. W. Chang, T. W. Eagar, and J. Szekely: Arc Physics and Weld Pool Behavior, The Welding Institute, London, 1979, pp. 381-88. 3. G. Seeger and W. Tiller: Arc Physics and Weld Pool Behavior, The Welding Institute, London, 1979, pp. 2 15-26. 4. J. B. Wilkinson and D. R. Milner: British Welding Journal, 1960, vol. 7, pp. 115-28. 5. W. Shimada and T. Gotoh: I.I.W. Document 212-388-77, 1977. 6. N. Yamauchi, T. Taka, and M. OK: Proceedings of International Conference on Welding Research in the l980's, Osaka University, October, 1980, pp. 25-30. 7. W. F. Savage, E. F. Nippes, and K. Agusa: Welding Journal, 1979, vol. 58, no. 7, pp. 212s-24s. 8. K. Ishizaki: Weld Pool Chemistry and Metallurgy, The Welding Institute, London, 1980, pp. 65-76, 9. V. N. Selyanenkov, V. V. Stepanov, and R. Z . Saifiev: Welding Production, 1980, vol. 27, no. 5. pp. 6-8. 10. A. V. Bradshaw and D. Wakelin: in Heat and Mass Transfer in Pro- METALLURGICAL TRANSACTIONS B cess Metallurgy, The Institution of Mining and Metallurgy, London, 1967. 11. J . Szekely and S. Asai: Metall. Trans., 1974, vol. 5 , pp. 463-67. 12. M. Salcudean and R. I. L. Guthrie: Metall. Trans. B , 1979, vol. 10B. pp. 423-28. 13. N. Yamauchi and T. Taka: I.I.W. Document 212-452-79, 1979. 14. S. Harada: private communication, Osaka Transformer Co., Osaka, Japan, 1980. 15. H. Maecker: 2. Phys., 1955, vol. 141, pp. 198-216. 16. H. B. Squire: Quarterly Journal of Mechanics and Applied Mathematics, 1951, vol. 4, pp. 321-29. 17. N. S. Tsai and T. W. Eaaar: Metall. Trans. B . 1985, vol. 16B, pp. 841-46. 18. Mondain-Monval: I.I.W. Document 212-264-73. 1973. 19. A . B . Cambel: Plasma Physics and ~a~ne'to-fluidmechanics, McGraw-Hill, New York, NY, 1963. 20. J. Converti: "Plasma Jets in Arc Welding," Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, 1981. 21. S. S. Glickstein: Arc Physics and Weld Pool Behavior, The Welding Institute, London, 1979, pp. 1-16. - VOLUME 17B, SEPTEMBER 1986-607