Computational Materials Science 45 (2009) 327–335
Contents lists available at ScienceDirect
Computational Materials Science
journal homepage: www.elsevier.com/locate/commatsci
Numerical study and comparisons of gas tungsten arc properties between argon and
nitrogen
Shanping Lu *, Wenchao Dong, Dianzhong Li, Yiyi Li
Shenyang National Laboratory for Materials Science, Institute of Metal Research, Chinese Academy of Sciences, 72 Wenhua Road, Shenyang 110016, China
a r t i c l e
i n f o
Article history:
Received 7 April 2008
Received in revised form 25 September
2008
Accepted 2 October 2008
Available online 26 November 2008
PACS:
51.50.+V
Keywords:
Numerical simulation
Arc plasma
Nitrogen
Argon
a b s t r a c t
In this paper, nitrogen was used as an alternative gas for its fine protection to weld pool and relatively low
cost, in contrast to widely used argon and helium shielding gases in gas tungsten arc welding (GTAW). A
two-dimensional axisymmetric numerical model from McKelliget et al. was adopted to describe the heat
transfer and fluid flow in the gas tungsten arc (GTA) to predict the basic energy source properties of nitrogen GTA. Simulation results showed that the arc temperature contours, the distribution of heat flux and
current density at the anode agree well with experimental results in literature for both argon-shielded
arc and nitrogen-shielded arc. To solve the model, the nitrogen arc plasma properties, i.e. temperature,
voltage drop and flow fields have been derived. And the distribution of the heat flux, current density
and gas shear stress at the anode with the different arc lengths and welding currents has been studied.
Moreover, by comparing with the properties between the argon and nitrogen arc, the results indicate that
the nitrogen arc is more contraction than that of argon arc under the same arc length and welding current.
Especially, the increasing of the maximum of heat flux and current density at the anode shows that the
nitrogen GTA possessed excellent energy source properties for GTAW in contrast to the argon arc.
Ó 2008 Elsevier B.V. All rights reserved.
1. Introduction
As a thermal plasma, the gas tungsten arc (GTA) has been extensively utilized in material processing, such as welding, cutting and
spraying [1]. Therefore, it is necessary to understand accurately
the basic phenomena of the arc plasma. However, the arc processing
needs relatively higher cost compared with the convectional treatment by combustion, since the arc can be produced only by large
electric power. For this reason, the optimization of the operating
conditions for the improvement of cost performance has been expected eagerly in the industrial world. Nevertheless, it is experimentally difficult to clarify the physical phenomenon in detail and to
optimize the operating conditions of an arc-electrodes system, since
the thermofluid field of an arc is very complex in the extreme conditions. The numerical modeling is expected to be one of the effective
approaches to solve this problem. In the last two decades, the axisymmetric arc model has been widely studied [2–9]. A very fundamental work concerned with the study of the plasma arc
configurations is the one of Hsu et al. [2]. McKelliget and Szekely
[3] published a mathematical model considering all the important
physics. Their main contribution was to propose a better representation of heat flux and current density at the anode surface. Choo et al.
[4], Wu et al. [5] and Ramirez et al. [6] provided similar numerical
* Corresponding author. Tel./fax: +86 24 23971429.
E-mail address: shplu@imr.ac.cn (S. Lu).
0927-0256/$ - see front matter Ó 2008 Elsevier B.V. All rights reserved.
doi:10.1016/j.commatsci.2008.10.010
models, to investigate the behaviors of the TIG welding arc plasma
in argon. Lago et al. [7] included the solid anode domain in the
computation, as well as the effects of anode vaporization. Lowke
and Tanaka et al. [8,9] developed a unified model considering simultaneously both the electrodes and arc regions. In general, the difference between those models is the critical boundary condition at the
cathode tip. Nevertheless, those models are all proven to give satisfactory results in regard of the plasma stream variables. Majority of
the researches are strengthened on the argon shielding gas.
Energy source properties of GTA strongly depend on the physical properties of the shielding gas. For instance, Tanaka et al. [9,10]
compared the differences between the argon arc and the helium
arc. In contrast to the argon arc, the current channel of helium
arc is constricted due to its low electrical conductivity. Consequently, the constriction increases the heat input intensity to the
target materials and, thus, leads to high productivity. However,
the high cost of helium and the poor arc ignitability limit its applications in industry. Therefore, an alternative shielding gas with
lower cost and better energy source properties is required.
Nitrogen is another prospective gas with good protection, cheep
cost and easy available in industry. Generally, the nitrogenshielded gas GTA welding is applied to the high nitrogen stainless
steel. Addition of nitrogen to stainless steels improves the strength,
the corrosion and the fracture toughness of the steels [11]. The effect of the nitrogen in GTA welding on the melting and penetration
of AZ80 magnesium alloy is investigated by Marya [12], and the
328
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
Nomenclature
Az, Ar
Bh
Cp
e
I
jz, jr
JC
K
kb
kg
P
QA
Qc
Qe
Qr
QC
RC
SR
T
axial, radial electrical vector potential
azimuthal magnetic field (Wb m2)
heat capacity (J kg1 K1)
electronic charge (C)
arc current (A)
axial, radial current density (A m2)
cathode current density (A m2)
thermal conductivity (W m1 K1)
Boltzman’s constant (J K1)
thermal conductivity taken at an average temperature
of the gas (W m1 K1)
pressure (Pa)
anode heat flux (W m2)
conversion contribution to the anode heat flux (W m2)
electron contribution to the anode heat flux (W m2)
radiation contribution to the anode heat flux (W m2)
cathode heat flux (W m2)
cathode spot radius (m)
radiate source (W m3)
temperature (K)
Ta,g
Tanode
Tc,g
Tcat
Telec
u; v
Va
VC
z; r
l
l0
q
r
/
UW
a
d
temperature at 0.1 mm from the anode (K)
temperature at the anode surface (K)
temperature of the gas in the cell closest to the cathode
(K)
temperature in the cathode (K)
temperature of the electrons (K)
axial, radial velocities (m s1)
anode voltage fall (V)
cathode voltage fall (V)
axial, radial coordinate (m)
viscosity (kg m1 s1)
magnetic permeability of free space (H m1)
density (kg m3)
electric conductivity (S m1)
potential (V)
material work function (V)
ratio of electrons to plasma temperature at the anode
fall (1.2 [6])
maximum experimentally observed thickness of the anode fall region (0.1 mm [7])
results show that with diatomic gases such as nitrogen and hydrogen, voltage and weld dimensions were even further increased. Yan
et al. [13] simulated the welding temperature patterns of gas tungsten arc welding for copper thick plates during Ar, He or N2
shielded arc welding. By comparing the size of the heat-affected
zones, it is the narrowest during N2 arc welding. In addition, Haidar
et al. [14] and Murphy [15] used the spectroscopic and laser-scattering technique to measure the free-burning nitrogen arc,
respectively.
In this paper, by adopting nitrogen, the basic energy source
properties of nitrogen GTA are investigated systematically. Calculations are carried out using the commercial software FLUENT version 6.2.16, adapted for thermal plasmas. First, the arc plasma 2D
configuration is presented and compared with experimental in order to validate the model. Not only the nitrogen arc properties are
predicted, but also the effects of the welding current, arc length on
the heat flux, current density and shear stress at the anode are analyzed. Finally, the results are compared with those of conventional
argon gas tungsten arc.
2. Mathematical modeling
Fig. 1. Computational domain for the welding arc.
The computational domain for the welding arc is shown in
Fig. 1. The welding arc consists of an electric arc struck between
a tungsten electrode and a steel workpiece. In GTAW, the process
is usually direct current straight polarity, where the electrode is
negative (cathode) and the workpiece is positive (anode). As the
arc plasma can be approximated to a fluid, the Navier–Stokes equations are used to describe the arc plasma column, to which the
electromagnetic equations are added to take into account the electromagnetic properties of the arc.
The arc plasma is supposed to be in local thermal equilibrium
(LTE), which implies that the electron and heavy particle temperatures are not significantly different.
The plasma is optically thin, i.e. no absorption is taking place
inside the arc.
Gravity and heat dissipation due to viscosity effects are
neglected.
2.1. Assumptions
2.2. Governing equations
The following assumptions are made in the mathematical
model:
Using the above assumptions, the conservation equations can
be written as follows.
Mass continuity equation is
The arc is steady, radially symmetrical. So the arc can be modeled in a two-dimensional cylindrical coordinate. And the flow
is assumed to be laminar.
o
1 o
ðqvz Þ þ
ðqrvr Þ ¼ 0
oz
r or
Radial momentum conservation equation is
ð1Þ
329
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
o
1 o
oP o
ov
ov
l rþl z
ðqvz vr Þ þ
ðqrvr vr Þ ¼ þ
oz
r or
or oz
oz
or
1 o
ovr
þ
2r l
jz Bh
r or
or
Table 1
Boundary conditions for the welding arc models
ð2Þ
Axial momentum conservation equation is
o
1 o
oP o
ovz
ðqvz vz Þ þ
ðqrvr vz Þ ¼ þ
2l
oz
r or
oz oz
oz
1 o
ovz
ovr
þ jr Bh
þ
rl
þ rl
r or
or
oz
ð3Þ
o
1 o
o k oh
1 o
k oh
þ
ðqvz hÞ þ
ðqrvr hÞ ¼
r
oz
r or
oz C p oz
r or
C p or
2
2
jz þ jr
5 kb jz oh jr oh
þ
SR þ
þ
2 e C p oz C p or
r
ð4Þ
The last three terms in Eq. (4) represent the Joule heating, the radiation losses and the diffusive transport of enthalpy due to the electron flux, respectively.
Current continuity equation is
ð5Þ
According to Ohm’s law, the current density components are as
follows
jz ¼ r
o/
oz
vz
vr
T
/
Az
oAz
oz
oAz
oz
oAz
or
oAz
oz
oAz
or
oAz
oz
oAz
or
¼0
1000
¼0
1000
o/
oz
o/
oz
o/
or
o/
oz
o/
or
1000
0
oT
or
o/
or
ab
–
0
0
3000, Q = Eq. (16)
bc
–
0
0
3000
cd
–
0
0
3000
de
1
ef
1
ovz
oz
ovz
or
fg
–
0
ga
–
ovz
or
¼0
¼0
ovr
oz
ovr
or
0
¼0
ovr
or
¼0
¼ 0, Q = Eq. (21)
¼ JC
¼0
¼0
¼0
¼0
¼0
Ar
¼0
¼0
¼0
¼0
¼0
¼0
¼0
oAr
oz
oAr
oz
oAr
or
oAr
oz
oAr
or
oAr
oz
oAr
or
¼0
¼0
¼0
¼0
¼0
¼0
¼0
The unit for pressure P, velocity vz ; vr , temperature T and potential / is atm, m/s, K
and V, respectively.
Energy conservation equation is
o
o/
1 o
o/
r
þ
rr
¼0
oz
oz
r or
or
P
ð6Þ
jz ¼ J C
r < RC
ð13Þ
jz ¼ 0
r > RC
ð14Þ
where the radius of the cathode spot is defined as
sffiffiffiffiffiffiffi
I
RC ¼
pJC
ð15Þ
McKelliget and Szekely [3] found that a single value of the cathode
current density gave good results, compare with experimental measurements, for different values of welding current and arc length. In
this paper, JC is assumed to be 6.5 107 A/m2. The electric potential
is assumed to be iso-potential (zero) at the anode (regions f–g). This
is based on the assumption that the conductivity in the metal is
much higher than that in the plasma, implying that the variation
of the electric potential in the metal is much less than that in the arc.
2.4. Source terms used at the cathode and anode regions
o/
jr ¼ r
or
ð7Þ
In order to obtain the magnetic field, the potential vector method is
adopted [7].
!
! !
r 2 A ¼ l0 j
ð8Þ
so
o2 Az 1 o
oAz
þ
r
þ l0 jz ¼ 0
2
r or
oz
or
o2 Ar 1 o
oAr
Ar
þ
r
2 þ l0 jr ¼ 0
r or
oz2
or
r
ð9Þ
Q C ¼ jJ C jV C
ð10Þ
ð11Þ
Bh ¼
oAr oAz
oz
or
5 kB
T elec
2 e
ð12Þ
2.3. Boundary conditions
In order to solve the transport equations for the calculation domain, boundary conditions need to be specified. A complete listing
of boundary conditions for the welding arc is presented in Table 1.
Domain boundaries are lines linked by points expressed by capital
letters according to the notation used in Fig. 1.
The most critical boundary condition is the electrical potential /
at the cathode. Here, the boundary condition is approximated by
assuming that the cathode current density, J C emitted from the
cathode normal to the surface is constant inside the cathode spot
radius, RC (regions a–b), and is zero outside, i.e.
ð17Þ
where T elec is approximated by the following relationship [17]
T elec ¼ T c;g T cat
Therefore
ð16Þ
and the cathode voltage fall V C , can be described as
VC ¼
From them we can deduce the azimuthal magnetic induction
! ! !
B ¼r A
2.4.1. Cathode region
It was shown by Hsu and Pfender [16] that in the cathode
boundary layer the plasma is not in LTE condition due to a difference in temperature between electrons and heavy particles. For
thermionic cathodes, McKelliget and Szekely [3] suggested that a
positive source term could be used to account for the energy used
in the cathode boundary layer to ionize the plasma and thereby
cause a drop in the electric potential.
This heat source for the arc column can be expressed as
ð18Þ
2.4.2. Anode region
In this investigation, the following four different mechanisms
for the heat transfer from the arc to the anode are considered:
(1) heat flux due to the electron flow, (2) conduction from the plasma, (3) radiation from the plasma. Heat loss due to vaporization in
the anode boundary is neglected.
The heat flux to the anode due to the flow of electrons may be
expressed as
Q e ¼ jz
5 kB aT a;g T anode þ jz ðUW þ V a Þ
2 e
ð19Þ
For steel, the work function plus the anode fall UW þ V a is equal to
6.76 V [6].
The heat transferred by conduction from the arc is calculated as
follows
330
Q c ¼ kg
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
T a;g T anode
d
ð20Þ
Ushio [18] found that the contribution of plasma radiation Qr to the
anode is less than 5% of the total heat input. So Qr is taken as 3%
here.
In conclusion, the total energy from the arc to the anode is represented as follows
QA ¼ Qe þ Qc þ Qr
ð21Þ
2.5. Physical properties
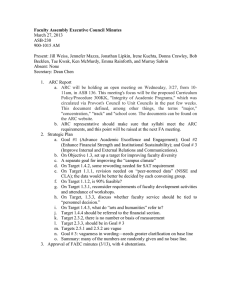
Physical properties, namely density, viscosity, thermal conductivity, specific heat and electrical conductivity of argon and nitrogen
are treated as functions of temperature. All these properties are taken from the tabulated data of Boulos et al. [19], as shown in
Fig. 2a–e. The radiation loss term SR for argon in the energy conservation equation is taken from experimental data of Evans and Tankin
[20], as shown in Fig. 2f. In this study, the radiation loss term for argon is used in the nitrogen calculations, due to a lack of sufficient
data for nitrogen. It is important to note the highly nonlinear properties of the argon and nitrogen arc with respect to temperature.
To solve the above equations, the commercial fluid dynamics
software FLUENT V6.2.16 is used. FLUENT is a computer program
based on the finite volume method that models fluid flow, heat
transfer and so on.
User-defined subroutines are written to handle some special
boundary conditions, special source terms appearing in each equation, as well as the extra scalar equations needed for the electromagnetic variables [21]. These subroutines are added to the
program to solve the welding arc problem.
The face values of scalar variables are also required for the convection terms and their values are gained from interpolation. First
order upwind scheme was adopted to calculate the face values of
the scalar variables, since the problem was convection-dominated
flow. For pressure and velocity coupling, the SIMPLE algorithm was
employed [22].
For the solution algorithm, the segregated solver was selected.
This means that the segregated approach solves a single variable
field by taking all control volumes at the same time into consideration. It then solves for the next field variable by again considering
all control volumes at the same time and so on [21].
3. Results and discussion
2.6. Numerical method
3.1. Validation
The whole calculation domain as shown Fig. 1 is discretized
with a quadrilateral, nonstructured grid. The nodes are clustered
near the electrodes surfaces and the arc axis. The smallest grids
are the thickness of the anode fall region (0.1 mm 0.1 mm).
As was stated in the aforementioned introduction, the extensive
experimental welding arc studies are available in the literature and
can be used to validate the predictions of the current arc model.
Fig. 2. Physical properties of argon and nitrogen as a function of temperature: (a) density [19], (b) specific heat [19], (c) viscosity [19], (d) thermal conductivity [19], (e)
electrical conductivity [19], and (f) radiation loss [20].
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
331
Figs. 3 and 4 show the comparison of the temperature contours between the calculated and experimental results [2,14] for
the argon arc at 200 A welding current, 10 mm arc length and
the nitrogen arc at 200 A welding current, 5 mm arc length,
respectively. The typical bell shape of the arc periphery expressed
Fig. 4. Comparison between experimental and calculated temperature contours in
the welding arc for nitrogen arc. The experimental results (200 A at 5 mm arc
length) are from Haidar et al. [14].
Fig. 2 (continued)
Among the various arc properties, the temperature distribution,
the heat flux to the workpiece and the anode current density are
mostly concerned due to its affects on the heat transfer and fluid
flow in the weld pool. For the purpose to verify the validity of
the model, the result of the calculations is compared with available
experimental data.
Fig. 3. Comparison between experimental and calculated temperature contours in
the welding arc for argon arc. The experimental results (200 A at 10 mm arc length)
are from Hsu et al. [2].
Fig. 5. Comparison between experimental and calculated radial profiles of the
plasma temperature of a 200 A nitrogen arc at two axial distances from the cathode
(a) 1 mm and (b) 3 mm. The experimental results are from Murphy [15].
332
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
by the isotherm of 11000 K and 8000 K is clearly observed for
both the argon arc and the nitrogen arc. The comparisons between calculated and measured temperature contours show a
fairly good agreement when the temperature is above 12000 K.
The difference between the experimental and the calculated data
for the 12000 K temperature distributions could be due to several
reasons. The most probable one is due to the LTE assumption
used in the present study. It is known that the outer fringes of
the arc are not in LTE, which cause the experimental and calculated results to be a little off in the arc fringes.
Figs. 5a and b show that the calculated radial profiles of the
plasma temperature of a welding current 200 A, arc length
5 mm nitrogen arc at two axial distance, 1 mm and 3 mm, from
the cathode, and compared with the experimental results [15].
It can be seen that the experimental measurements and the
calculated results agree well. Fig. 5b shows the difference between experimental and calculated data when the radial distance
is over 4 mm. The reason could be the LTE assumption as previously mentioned.
Additional comparisons between the present calculated results
and corresponding experimental data from Nestor [23] at 200 A
welding current and 6.3 mm arc length are presented in Fig. 6
including the anode heat flux and current density for argon arc.
It can also be seen that a reasonable agreement is obtained
between the present predicted results and the experimental data.
In summery, these figures provide confidence in the arc model
and which can be utilized to investigate other the properties of
the argon and nitrogen arc.
3.2. Nitrogen arc properties
Nitrogen is an easily obtained gas with good protection to weld
pool. Also it is cheap compared with argon or helium shielding gas.
It is a prospective shielding gas for arc welding especially for copper and high nitrogen steel. Systematically simulation works on
the nitrogen arc are studied here, and compared with the argon arc.
Six major properties of the arc, i.e. maximum temperature
ðT max Þ, maximum axial velocity ðvmax Þ, electric potential difference
(V), anode pressure difference (P), maximum anode current density
ðJ a; max Þ and the maximum anode heat flux ðQ a; max Þ for nitrogen arc
are summarized as shown in Table 2.
The welding current and electrode tip work distance (arc
length) are two main welding parameters strongly affecting the
weld pool shape, volume and welding productivity to which paid
attention by the welding researchers and engineers. However,
the real reason working the weld pool variable is from the arc
properties affected by the shielding gas and welding parameters.
For gas tungsten arc welding (GTAW), the welding current is often
below 400 A, and the arc length is generally between 2.0 and
6.0 mm. In this study, the effects of welding current and arc length
on the nitrogen gas tungsten arc are systematically studied.
Figs. 7 and 8 show the radial variation of the anode heat flux
and current density for nitrogen arc at 200 A for three different
arc lengths of 2.0 mm, 3.0 mm and 5.0 mm, respectively. As the
arc length increases, the maximum of heat flux and current density
at the anode decreases, and its distribution radius increases. The
increase of arc length can lead to the extension of the arc distribution on the anode surface. As the conductive cross-sectional radius
Table 2
Calculated arc parameters at 2.0 mm and 5.0 mm arc lengths.
Fig. 6. Comparison between experimental and calculated anode heat flux (a) and
current density (b) distributions for argon arc. The experimental results are from
Nestor [23].
Arc length
2.0 mm
Arc current
100 A
160 A
200 A
100 A
5.0 mm
160 A
200 A
Q a; max (w/mm2)
Ja; max (A/mm2)
umax (m/s)
T max (K)
P (Pa)
V arc (V)
91.5
9.1
154.2
17,161
355.7
16.2
172.5
16.7
266.9
20,541
692.9
16.7
202.5
19.5
310.6
22,118
917.0
17.1
29
2.8
193.0
18,024
416.3
18.8
89.5
8.3
396
22,338
824.2
20.4
128
11.7
505.5
24,316
1085.8
21.2
Fig. 7. Effect of arc length on the anodic heat flux with welding current I = 200 A for
nitrogen arc.
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
333
Fig. 8. Effect of arc length on the anodic current density with welding current
I = 200 A for nitrogen arc.
Fig. 11. Effect of arc length on the shear stress with welding current I = 200 A for
nitrogen arc.
Fig. 9. Effect of welding current on the anodic heat flux at arc length L = 5.0 mm for
nitrogen arc.
Fig. 12. Comparison of axial velocity between argon and nitrogen arc under
different welding current.
Fig. 10. Effect of welding current on the anodic current density at arc length
L = 5.0 mm for nitrogen arc.
Fig. 13. Comparison of the anodic heat flux between argon and nitrogen arc at arc
length L = 5.0 mm and welding current I = 200 A.
334
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
increases and the welding current maintains unchanged, the maximum of heat flux and current density at the anode decreases.
The effect of different levels of welding current (100, 160 and
200 A) on the anode heat flux and current density distribution
for a 5.0 mm long nitrogen arc is shown in Figs. 9 and 10, respectively. The maximum and the distribution radius of the heat flux
and current density at the anode increase with the increasing
welding current. The main reason is that the arc power increases
with increasing welding current, so that the arc plasma temperature, the gas electric conductivity in the arc column and the conductive cross-sectional radius increase too. The increase of the
arc power and the arc cross-sectional radius results in the increase
of the distribution radius and the maximum of the heat flux and
current density at the anode. The shear stress generated by the motion of the plasma past the anode surface results in a transfer of
momentum from the plasma to the anode. For solid surfaces this
is unimportant but for a weld pool the shear stress is one of the
main driving forces affecting the fluid flow, heat transfer and
hence, the weld shape. Fig. 11 shows the radial variation of the anode shear stress for nitrogen arc at 200 A for three different arc
lengths. As the radial distance increases, the shear stress increases
firstly and then decreases. In addition, at shorter arc length of
2.0 mm, the maximum shear stress becomes smaller. When the
arc length is shorter, the gas could not be accelerated by the electromagnetic force to high velocity. Accordingly, the gas velocity on
the anode surface is small and it results in smaller shear stress. The
higher the shear stress on pool surface is, the stronger the outward
convection on liquid pool occurs. And the heat flux is easily transferred from the pool center to the edge making the weld pool wide
and shadow. Therefore, arc length is one of the important parameters controlling the weld pool shape.
Fig. 14. Comparison of the anodic current density between the argon and nitrogen
arc at arc length L = 5.0 mm and welding current I = 200 A.
3.3. Comparisons of nitrogen and argon arc
The axial distribution of plasma velocity of argon and nitrogen
arc at 200 A is shown in Fig. 12. The predicted maximum velocities
of the axial flow of plasma range, for pure argon, from 106.4 m/s at
100 A to 243.9 m/s at 200 A. For the pure nitrogen arc, these values
increase due to the higher magnetic pinch pressure of the more
constricted arc to be 193.0 m/s at 100 A and 505.5 m/s at 200 A.
It is clearly shown that the axial velocity of the nitrogen arc plasma
is much larger than that of the argon arc plasma. For the predicted
electric potential difference, the analogous calculated results can
be obtained. The electric potential difference is from 13.2 V at
100 A to 15.8 V at 200 A for pure argon arc, and 15.8 V at 100 A
and 21.2 V at 200 A for pure nitrogen arc.
Figs. 13 and 14 show the radial distributions of heat flux and
current density at the anode surface for 200 A arcs in argon and
nitrogen, respectively. The results show important information
about pure and initial properties of arcs in argon and nitrogen as
a heat source for the welding, and a tendency for type of shielding
gas to change the current density and heat flux distribution. The
on-axis current density and heat flux for the nitrogen arc is much
higher than that of the argon arc. In addition, the distribution radius of the current density on the anode surface for nitrogen arc
is smaller than that for argon arc. That means the nitrogen arc constricts more compared with the argon arc.
Fig. 15 shows the comparison of calculated temperature contours of argon and nitrogen arc at 200 A with a gap between the
cathode and the workpiece of 5.0 mm. The dashed line and the solid line represent the arc temperature contours for argon and nitrogen, respectively. It is shown that the nitrogen arc constricts
obviously, in contrast to the argon arc. The maximum temperature
near the cathode tip increases more than 24000 K and high-temperature region elongates toward the anode due to the active Joule
heating.
Fig. 15. Comparison of temperature contours between argon and nitrogen arc at arc
length L = 5.0 mm and welding current I = 200 A.
Physical properties of argon and nitrogen have been investigated
by Boulos et al. [19] including the specific heat, thermal conductivity
and electrical conductivity. The most important characteristic of
nitrogen is its high specific heat and its high thermal conductivity
at lower temperatures as shown in Figs. 2b and d. For nitrogen
GTA, as shown in Fig. 13, the peak heat flux on the anode surface
reaches 1.3 108 W/m2, which is approximately two times higher
than that of argon GTA, mainly due to the current constriction. The
higher specific heat of nitrogen than that of argon will suppress
the expansion of the high-temperature region in the arc plasma,
and hence, constriction lifts the on-axis plasma temperature, reduces the diameter of the current channel and leads to the current
constriction. The resulting increase in arc current density (for constant arc current) will increase the electromagnetic force that is
the driving force of the fluid flow of the arc plasma. Also the increasing electromagnetic force should result in the increase of the arc
plasma velocity. On the other hand, the increased flow velocity
prompts the energy loss in the fringe of the arc plasma, and hence,
the constriction of the plasma raises the arc voltage. As a results,
the peak heat flux onto the anode surface increases. High heat fluxes
by constrict nitrogen arc will directly increase the weld pool volume
S. Lu et al. / Computational Materials Science 45 (2009) 327–335
and contribute to higher productivity in the GTAW applications.
Nitrogen is another prospective shielding gas for arc welding.
4. Conclusions
The following conclusions could be summarized:
(1) A two-dimensional axisymmetric numerical model from
McKelliget et al. [3] was adopted by the commercial model
FLUENT to study the nitrogen arc plasma’s characteristics,
especially, the effects of the heat flux, current density and
gas shear stress on the anode surface under different welding current and arc length.
(2) The calculated temperature distribution in the arc plasma,
the calculated distribution of current density and heat flux
at the anode agree well with existing experimental data in
literature [2,14,15,23] for both argon-shielded arc and nitrogen-shielded arc.
(3) A gas with high specific heat such as nitrogen has the ability
to constrict arc plasma. The constriction lifts the on-axis
plasma temperature, thereby localizing the arc current path
to the arc axis area. The resulting increase in arc current density (for constant arc current) will increase the electromagnetic force and the arc plasma velocity. On the other hand,
the increased flow velocity prompts the energy loss in the
fringe of the arc plasma, and hence, the constriction of the
plasma raises the arc voltage. As a results, the peak heat flux
and current density onto the anode surface increase.
(4) In contrast to the argon arc, the nitrogen arc is more constrict due to the high specific heat and thermal conductivity.
The high heat fluxes by constrict nitrogen arc will directly
enlarge the weld pool volume and the weld productivity
for GTAW process. Nitrogen is a perspective shielding gas
for arc welding.
335
Acknowledgements
The authors are grateful for the financial support from the National Science Foundation of China (NSFC) under Grant No.
50874101, the Creative Fund of Institute of Metal Research, Chinese Academy of Sciences and Science Program of Shenyang City
under Grant No. 1071275-0-02.
References
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
[23]
M. Ushio, M. Tanaka, J.J. Lowke, IEEE. Trans. Plasma. Sci. 32 (1) (2004) 108–117.
K.C. Hsu, K. Etemadi, E. Pfender, J. Appl. Phys. 54 (3) (1982) 1293–1301.
J. McKelliget, J. Szekely, Metall. Mater. Trans. A 17A (7) (1986) 1139–1148.
R.T.C. Choo, J. Szekely, R.C. Westhoff, Metall. Mater. Trans. B 23B (6) (1992)
357–369.
C.S. Wu, M. Ushio, M. Tanaka, Comput. Mater. Sci. 7 (1997) 308–314.
M.A. Ramirez, G. Trapaga, J. McKelliget, Model. Simul. Mater. Sci. Eng. 11
(2003) 675–695.
F. Lago, J.J. Gonzalez, P. Freton, A. Gleizes, J. Phys. D: Appl. Phys. 37 (2004) 883–
897.
J.J. Lowke, R. Morrow, J. Haidar, A.B. Murphy, IEEE. Trans. Plasma. Sci. 25 (5)
(1997) 925–930.
M. Tanaka, S. Tashiro, J.J. Lowke, Sci. Technol. Weld. Join. 12 (1) (2007)
2–9.
M. Tanaka, M. Ushio, J.J. Lowke, Vacuum 73 (2004) 381–389.
Z. Lin, Z.L. Tian, P. Yun, Y.C. Qi, Y.J. Wang, J. Iron, Steel Res. Int. 14 (2007) 259–
262.
M. Marya, G.R. Edwards, S. Liu, Weld. J. 7 (2004) 203s–212s.
J.C. Yan, Y.N. Li, W.W. Zhao, S.Q. Yang, Key Eng. Mater. 353–358 (2007) 2096–
2099.
J. Haidar, A.J.D. Farmer, J. Phys. D: Appl. Phys. 26 (1993) 1224–1229.
A.B. Murphy, J. Phys. D: Appl. Phys. 27 (1994) 1492–1498.
K.C. Hsu, E. Pfender, J. Appl. Phys. 54 (7) (1983) 3818–3824.
J. Alexis, M. Ramirez, G. Trapaga, P. Jonsson, ISIJ Int. 40 (11) (2000) 1089–1097.
M. Ushio, D. Fan, M. Tanaka, Trans. JWRI 22 (1993) 201–207.
M.I. Boulos, P. Fauchais, E. Pfender, Thermal Plasmas – Fundamentals and
Applications, vol. 1, Plenum, New York, 1994. p. 388.
D.L. Evans, R.S. Tankin, Phys. Fluids 10 (6) (1967) 1137–1144.
Fluent Inc., FLUENT User’s Manual Lebanon, NH, 2005.
S.V. Patankar, Numerical Heat Transfer and Fluid Flow, New York, McGrawHill, 1980.
O.H. Nestor, J. Appl. Phys. 33 (5) (1962) 1638–1648.