PlyVisions 2/2003
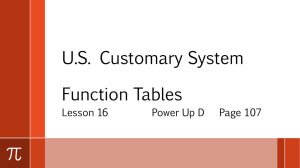
advertisement

PLYVISIONS R AUTE C U STO M E R M AGAZ I N E 2/2003 Focus on technology: Smart-Peel Concept Schauman Pellos 3 Paneles Arauco Sveza Ust-Izhorskiy Alberta Plywood Smurfit Rol Pin Paged Sklejka Morag contents features 4 THE SMART-PEEL CONCEPT: Peeling innovation from Raute 8 PELLOS 3: Schauman Wood demonstrates successful 8 x 8-ft plywood production. Mr. Vesa Rautiainen, Manager of the Pellos Operations: “Schauman has always invested in new technology in order to reach the cost efficiency that keeps us competitive in the market.” 12 ARAUCO: Chooses Raute as main supplier for greenfield plywood plant. 14 SVEZA UST-IZHORSKIY PLYWOOD MILL: Investment in 5 x 10-ft plywood improves market position. 16 Upgrade at Alberta Plywood improves drying operations. 20 New LVL lay-up system offers full automation and high capacity 24 Mr. Alexander A. Sovetnikov, General Director of the Sveza Ust-Izhorskiy mill: “We are constantly developing and upgrading the operations process, implementing the latest technologies and technical developments in plywood production.” Mr. Rick Hiraoka, Project Manager, Alberta Plywood: “The dryer upgrade projects have resulted in less handling, better recovery, less downgrading and are enabling us to sustain a higher level of production over longer periods of time than was previously possible.” SMURFIT ROL PIN: World’s largest automatic patching line improves quality and productivity. 26 Mr. F. Brunel, Plant Manager, stated that Smurfit Rol Pin decided to invest in automatic patching in order to strengthen their market position. PAGED SKLEJKA MORAG: Growing and succeeding with Raute technology. 28 Veneer stacking technology. 2 PLYVISIONS Published by Raute OYJ, P.O. Box 69, 15551 Nastola Finland. Tel: +358 3 82 911, Telefax +358 3 829 3200 Editor-In-Chief: Leena Färm. Editorial Group: Matti Aho, Jarmo Asp, Leena Färm, Merja Hakala, Markku Korhonen, Rick Massey. Layout and art work: Non-Stop Studiot Oy, Paul Hitchman. Cover Photo: Kimmo Häkkinen Copyright Raute OYJ, All Rights Reserved. Reproduction permitted with permission from Raute OYJ. ISSN 1459-3165 Dear Reader, In the first issue of PlyVisions, we highlighted our service commitment with customerfocused articles from around the world. This time, technology takes center stage. As a technology company, our aim is to assist our customers in achieving greater competitiveness and profitability through improvements in recovery, productivity and quality. Success by our customers in realizing these goals will guarantee our own success. With this in mind, this issue of PlyVisions examines peeling technology, with special emphasis on the new ‘Smart-Peel’ Concept, that delivers maximum value from your raw material. You will read an update on the success of Schauman Wood’s 8 x 8-ft. plywood production line in Finland. Other topics deal with PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 veneer stacking, as well as a recent dryer modernization project that helped the customer to dramatically improve his dry end operations. A ‘hot’ technology issue - automatic veneer patching - is also reviewed, as are the experiences of our Russian, Chilean and Polish customers. So, Dear Reader, we invite you to discover how Raute technology has been of assistance to the customers profiled in the following pages. This same success is available to you, too. Risto Mäkitalo President and CEO 3 The Smart-Peel Peeling can be considered the most critical step in veneer production because quality and recovery are created during the peeling operation. BY JUSSI PURANEN PHOTOS BY KIMMO HÄKKINEN ILLUSTRATIONS BY VELI-MATTI LEPISTÖ BY JUSSI PURANEN 4 Concept PEELING INNOVATION FROM RAUTE Smart-Peel Concept Raute’s new addresses the growing need of plywood and veneer producers to maximize value from their raw material, regardless of species, size or capacity requirements. Flexibility is the key element of the Smart-Peel Concept.By providing the best possible solution with respect to raw material, product quality and capacity needs, the SmartPeel Concept goes far beyond simply offering one solution to suit the needs of all producers. In Smart-Peel, Raute has created a common peeling platform, which adapts to the specific needs of the producer. After all, high capacity may not be your most important production concern. Perhaps the key concern in your operation is to produce the highest possible quality or, if you are supplying product to the commodity softwood market, you require highspeed production and the highest possible value recovery. The Smart-Peel Concept is the result of three years of R&D and is part of Raute’s ongoing efforts to provide the best possible peeling technology. With Smart-Peel, we have created a peeling system that incorporates new, Optimized Peeling Geometry (OPG), precise digital knife carriage feed and the most rigid and accurate gap adjustment method seen yet. Much of the technology has already been proven under actual operating conditions with excellent results. Flexibility that satisfies your raw material and end product requirements Not all raw materials respond the same. A single peeling solution, therefore, will not satisfy all needs with respect to capacity and quality. The Smart-Peel Concept, however, does satisfy these needs because it is a purpose-designed PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 peeling solution,one that ensures that the maximum value is recovered from your raw material - high recovery, high quality, high production efficiency, high capacity. The performance data collected to date from the Smart-Peel Concept is impressive: ● ● ● ● ● peeling capacity 5-50m3/h 18 cycles/minute and up spin-outs < 1% up to 10 % more recovery (volume/value) veneer thickness variation coefficient < 1.5 % Optimal Peeling Geometry (OPG): synchronized control of key parameters Veneer quality is created during the peeling stage. Once created, peeling defects can’t be undone later. For this reason it is essential that the peeling process be tightly controlled, from the first turn of the spindles until the core drops. The Smart-Peel Concept achieves positive peeling results through the implementation of Optimal Peeling Geometry (OPG). Simply stated, it means synchronizing control of the key peeling parameters so that they all perform in concert: ● ● ● ● ● veneer thickness, Smart-Peel has a dramatic impact on recovery and quantity of veneer. In simple terms, Smart-Peel produces more square feet/meters of veneer because of more precise thickness control. With Smart-Peel, veneer producers will become used to the expression - ’extracting maximum value’. This means going beyond the usual parameters of high productivity and high capacity. Producers must associate value creation with peeling performance because quality cannot be added to the veneer at a later stage. It is a common fallacy that poor thickness control is easily compensated for at the press or the sander. In reality, by minimizing deviations in veneer thickness at the lathe, recovery in the form of square meters of peeled veneer is maximized. Quality is thus assured and value is achieved. This is the Smart-Peel philosophy. Optimal Peeling Geometry (OPG) means synchronizing control of the key peeling parameters precise block centering data precise knife carriage feed precise knife gap adjustment precise block drive and position control precise digital pitch angle control These important peeling parameters are synchronized more accurately than ever before, resulting in precise thickness control and fewer spin-outs. Veneer quality is improved and recovery is increased. Veneer thickness is controlled to an accuracy of 0.01 mm, from roundup to core drop. With such a precise control of 5 6 Tangible results offered by Smart-Peel The benefits of the Smart-Peel Concept are provided by its revolutionary peeling geometry that effectively eliminates a fixed back-up roll assembly, opting instead for precise, 5point rotation and 3-point support of the block during peeling. This control is provided by the two spindles, the two driven back-up rolls and the roller or flat bar. When combined with synchronized retraction of the spindles, the block is under precise drive control down to core. The digital knife carriage feed assembly also plays a key role in peeling high-quality veneer through the elimination of carriage skew. Knife positioning is always positively maintained and vibration is eliminated. Digital pitch angle control further improves peeling by optimizing vertical checking, a major cause of veneer fracture. The net result of these innovations is quality veneer all the way down to core. The common platform of the SmartPeel Concept means that adaptation of the line can be accomplished quickly and inexpensively. Should your raw material change, for example, it is a simple matter of changing out components to suit the new peeling requirements. Easy to learn user interface Special attention has been paid to making sure that the user interface is as easy to learn as possible. All important process parameters - pitch angle curves, spindle pressures and peeling speeds - are selected from the ’Recipe Library’ or adjusted at the ‘Touch Screen’. Frequently selected peeling functions are also available to the operator in the conveniently located ’Dual Joysticks’. The operator is free to override the automatic peeling process, when necessary. All the elements of the Smart-Peel Concept have been tested at Raute’s R&D Center, with many having been tested under actual mill operating conditions as well. During peeling, parameters are monitored in real time and displayed on the operator’s screen. All interruptions to the peeling process, together with explanations, are also displayed. Downtime reporting and login/log-out information pages are also available as part of a Raute ‘Mill-Wide MIS System’. Round-up lathe available to further improve efficiency A round-up lathe, installed ahead of the primary lathe, will further improve peeling efficiency. Pre-rounding of the block before peeling raises lathe productivity by up to 40% because excessive knife wear is eliminated. This has the positive effect of improving veneer quality also because micro-beveling of the knife can be used to its fullest effect. In some cases, it is also possible to peel unbarked blocks when a round-up lathe is installed ahead of the lathe. Smart-Peel is available as an upgrade The Smart-Peel Concept is also available as an upgrade for existing peeling lines. Raute is able to supply and install lathe upgrade packages ranging from digital knife carriage feed (DKCF) and gap adjustment systems (GAS) to a comprehensive management information system (MIS). The customer can decide whether to carry out a whole upgrade project simultaneously or do it step by step. This second upgrade option will ensure minimal downtime while enabling a faster start-up. It will also allow staff to undertake a more gradual learning and training curve. By adding the latest technology solutions to your existing peeling line, you can extend its life cycle and increase its overall efficiency. All Raute’s upgrade programs are tailored to suit your scheduling requirements. ● PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 7 Pellos 3 SCHAUMAN WOOD DEMONSTRATES SUCCESSFUL 8 x 8-ft PLYWOOD PRODUCTION Each of the three plywood mills that make up the Schauman Wood Pellos complex in Ristiina, Finland has been an innovation. They have earned a reputation for production efficiency based on their technically advanced methods of operation. Schauman’s most recent investment, the Pellos 3 mill, was the first plywood mill in the world to use the 8 x 8-ft manufacturing process.As Mr. Vesa Rautiainen, Manager of the Pellos Operations puts it,“Schauman has always invested in new technology in order to reach the cost efficiency that keeps us competitive in the market.” 8 Background Mr. A. J. Aarnio established a wood processing facility at the Pellos site in 1963. Particleboard production began the following year, followed by the production of birch plywood in 1968. Annual plywood production at the time stood at 30,000 m3,making the Pellos 1 mill the largest plywood plant in Finland. In 1983, the Wilhelm Schauman company bought the Pellos mills and in 1988 Schauman was merged with the Kymmene Corporation.Since 1996,Schauman Wood has been a part of the UPM-Kymmene Group. Particleboard production ceased in 1994. Eight months later the Pellos 2 spruce plywood mill was started up and it was expanded in 1998-99 to an annual capacity of 200,000 m3. Pellos 1 was converted to produce spruce plywood. A log yard and conditioning ponds were added at that time. In 2002, the Pellos 3 mill started up, bringing the annual production capacity at the Pellos complex to an impressive 480,000 m3. Focus on quality spruce plywood production The Pellos mills specialize in spruce plywood production. Products are sold under the ‘WISA’ plywood brands, with 93% of production being exported mostly to European countries, such as the Netherlands, Germany, France, England, Italy, Spain and Sweden. Production from the Pellos 1 mill is used for industrial applications in the flooring and transportation industries, and for construction purposes. Plywood from the Pellos 2 and 3 mills, where thicker spruce veneers are produced, is used mainly as construction pan- els. According to Mr. Rautiainen, the success of ‘WISA’ spruce plywood is based on cost efficient production and the technical qualities of the product, such as its strength properties: “Our aim is to provide the market with products that have consistent technical quality for a suitable price.And for us, quality doesn’t only mean the product. It refers also to the quality of all our operations. We are proud that we can offer our customers weekly deliveries, exactly on time and to the shipping address they require.” Pellos 3 - the latest technology for cost efficient production Pellos 3 employs 140 people and has an annual capacity of 180,000 m3. The mill is based on the 8 x 8-ft plywood manufacturing process that represents the latest in plywood production technology. Raute was the main supplier to the Pellos 3 project. The engineering that has gone into creating the 8 x 8-ft manufacturing process is quite sophisticated, although the principles are relatively simple. Pressed plywood panels are made in dimensions measuring roughly 2.5 x 2.5 m, after which they are sawn into commodity sizes measuring either 4 x 8-ft (short grain face) or 8 x 4-ft (long grain face). One production line only, consisting of a peeling line, a single drying line, a composing line, one lay-up line, one 8 x 8-ft pressing line and a panel handling line, is required to produce 180,000 m3 of spruce plywood annually. Efficiency is ensured by monitoring and controlling the processes using the new Raute millwide MIS and production control software. With annual capacity of 1.2 million m3, Schauman Wood is the largest producer of plywood in Europe. The company’s range of WISA brand plywood and readyto-install components are widely used in the construction and transportation industries worldwide. All told, Schauman operates 14 plywood and veneer plants in Finland, a veneer and plywood mill in Russia, a plywood mill in France and a joint venture operation in Estonia. Schauman Wood concentrates its efforts on veneer and plywood production with special emphasis on product development. The Pellos 3 drying line with 6-deck, 6200 mm wide dryer, is the largest in the world. PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 9 An efficient operation after only one year of operation The Pellos 3 plywood mill has been operating for over a year now and Mr. Rautiainen has made positive comments regarding the results.“We have been very satisfied with the technical merits of 8 x 8-ft production. Of course, the practical experiences of large sheet production have caused us to encounter many challenges along the way. However,we have been able to come up with solutions in cooperation with Raute. The Pellos 3 mill has already achieved most of the targets set at the beginning of the project and, at this point, we know we will reach the rest of our targets as well.” Mr. Rautiainen continued, “Pellos 2 has been the best performing softwood mill for a long time with respect to wood yield, but we expect Pellos 3 to achieve even better results in the near future. In almost all other production parameters, Pellos 3 is already superior to Pellos 2.” Peeling line control room. The Pellos 3 Mill Delivery ● ● ● ● ● ● ● ● ● ● ● ● ● 10 log debarking and cutting line peeling line automatic green veneer storage drying line core composing line automatic lay-up line prepressing and pressing line sawing and grading line puttying line storage system sanding and grading line packaging line millwide MIS and plywood production control software According to Mr. Rautiainen, the main reason behind the decision to base production on the 8 x 8-ft process was efficiency.“We needed to invest in efficient production technology, but it was just as important to maintain the same ‘WISA’ product quality as in the Pellos 1 and 2 mills. The starting point was that new technology would be required in order to achieve the cost efficiency needed to be competitive in the market. Technical and operational quality then had to be based on the new technology.” Valuable experience from Pellos 2 The 8 x 8-ft. concept had already evolved during discussions between Raute and Schauman Wood prior to the Pellos 2 project being undertaken. The advantages of large sheet production were already apparent at that stage. Mr. Rautiainen,stated,“Just think about sawing the pressed panel into its final 8x4 dimension. The 8 x 8-ft process saves considerable trim loss because the only loss is the width of the saw blade, compared with the considerable trim loss in conventional 8x4 production. The fact that there are 50% fewer panels to be handled prior to saw line stacker also results in numerous production advantages.” Experience gained from the Pellos 2 mill has been successfully applied in the Pellos 3 operation. There are many similarities to be found in both mills. For example, core material at the Pellos 2 mill is in the 8 x 8-ft dimension prior to lay-up, at which point it is sawn into cross bands. Training The training of operating and maintenance personnel for the new Pellos 3 mill was arranged in cooperation with local employment authorities and was based on a tailormade training and recruiting program. In 2001, Pellos trained four groups of 20 people. When Pellos 3 moved to its continuous threeshift operation in the summer of 2002, 50 more personnel were trained. At first, hands-on training was undertaken by personnel at Pellos 2, after which they were transferred to Pellos 3, once it became operational. that clearly reduces the number of operators. Handling fewer large sheets and only one common sheet size means better raw material utilization and a more efficient production process. The use of foam gluing in the automatic lay-up means less glue consumption and shorter pressing times. It also raises the possibility of being able to utilize veneers with higher moisture contents in the pressing operation. The 8 x 8-ft size also provides greater flexibility. For example, we can easily make both long grain and short grain faced plywood.” Mr. Rautiainen went on to emphasize the importance of on-line monitoring and process measurement. “It is essential to have real-time feedback from the process at all times. This information, and the actions taken based on the information, are the only way to keep recovery high and maintain efficient operation.” ● Automatic dry veneer grading by Mecano VDA visual defect analyzer and moisture meter. There are many similarities between the Pellos 2 and 3 mills due to the fact that they are producing the same product, Schauman management wanted to ensure the flow of know-how from the number 2 mill to the number 3 mill. For that reason, experienced shift supervisors and key operators from Pellos 2 were moved to Pellos 3. As Mr. Rautiainen explained, “To ensure quality and efficiency, we continuously benchmark and exchange technical and production intelligence between all three mills. We call this the Pellos synergy.” Fully-automated production well received by operators The handling of 8 x 8-ft veneer lends itself to the benefits of automation, but also requires an automated process in order to be efficient. Manual handling of the veneer is not feasible, due to the large dimensions of the sheets. For this reason, it became evident that the Pellos 3 mill needed to be as fully-automatic an operation as possible. According to Mr. Rautiainen, feedback from the operators has been very positive. In his words, the operators feel a high degree of professional pride in being able to produce quality plywood with the latest production technology. Simple production process combined with real-time information The 8 x 8-ft pre-pressed panels are automatically fed into the hot press. The pressed 8 x 8-ft raw panels are sawn into 8 x 4-ft finished panel size. Mr. Rautiainen summed up the benefits of 8 x 8-ft plywood manufacturing. “Having one automatic production line is a simple solution PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 11 Arauco CHOOSES RAUTE AS MAIN SUPPLIER FOR GREENFIELD PLYWOOD PLANT BY TIMO REINIKAINEN PHOTOS BY JUSSI TOIVIO Paneles Arauco S.A. has chosen Raute as the main equipment sup- plier to their greenfield ‘Itata’ plywood plant, to be located in Nueva Aldea, 50 km northeast of Concepcion, Chile. The project has been named after the nearby Itata River. Delivery is set for late 2003 and early 2004, with the plant to be operational by the end of 2004. 12 Arauco’s cooperation with Raute started with a project at their first plywood mill in Los Horcones. The mill was built in two phases and is now producing over 1000 m3 of plywood per day. Arauco is one of the world’s largest forestry enterprises in terms of available plantation timber, production of kraft pulp, sawn lumber and panels. The company’s forest plantations and industrial facilities are located in Chile and Argentina. Paneles Arauco S.A. was founded in 1995 to produce plywood and other panels from radiata pine. All wood raw material comes from Arauco’s own 600,000-hectar well-managed radiata pine plantations. Systematic pruning, which Arauco started in the 1970s, produces first-class branchless logs. For this reason, a major part of the Arauco plywood is A- or Bgrade sanded plywood. Repeat order from Raute Capacity of the new Itata plant will be 210,000 m3 /year of sanded high quality pine plywood sold under the AraucoPly brand. Raute will supply the veneer manufacturing equipment, automatic gluing and lay-up lines and panel handling lines for the new plant. The delivery will include one 8-ft and one 4-ft high-tech peeling line, log cutting, three drying and grading lines with automatic feeders, dry veneer stackers and Mecano moisture meters, one VDA visual defect analyzer for grading, two core composers, two automatic lay-up lines, panel repairing and packaging lines. Raute will also supply by-product processing systems for turning process wastes into pulp chips and to fuel for the power plant. Reasons cited by PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 Arauco for their decision to buy from Raute were Raute’s advanced plywood technology and understanding of the processing requirements for the mill’s raw material, plantation wood. High level of automation In order to further improve productivity and quality, the level of automation will be higher than in Arauco’s first plywood mill. The two automatic lay-up lines, Mecano VDA and the advanced veneer moisture management systems included will help achieve these goals. Cross grain veneers will be processed efficiently as a single 4 x 8 ft sheet throughout the process with a 4-ft peeling line and a 6,2 meters wide dryer. Previous mill delivery to Arauco Los Horcones mill Arauco’s cooperation with Raute started with a similar project at their first plywood mill in Los Horcones. The mill was built in two phases and is now producing over 1000 m3 of plywood per day. The deliveries comprised three veneer peeling lines, four veneer drying and grading lines, four veneer composing lines, semi-automatic gluing stations and four 40-daylight hot presses with pre-presses. Trimming, sanding, grading and patching lines were also included. In connection with the new order, Arauco has placed an order for an automatic lay-up line and two Mecano VDA veneer grading systems for this plywood mill. ● 13 Sveza Ust-Izhorskiy Plywood mill, Russia INVESTMENT IN 5 x 10-ft PLYWOOD IMPROVES MARKET POSITION BY LEENA FÄRM 14 Mr. Alexander A. Sovetnikov, General Director of the Sveza Ust-Izhorskiy plywood mill. The Ust-Izhorskiy mill in St.Petersburg, Russia has a long history in the plywood industry. Established in 1910, UstIzhora is today part of the Sveza group, a verticallyintegrated holding company that owns several lumber and woodprocessing companies in Northwest and Central Russia. Sveza, whose core business is in the woodbased panel industry, also owns the Fanplit and Novator plywood mills. The total capacity of the three mills is around 300,000 m3 of birch veneer annually. PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 From small beginning comes major growth The plywood mill that now goes by the name Ust-Izhorskiy was founded as a privatelyowned plywood mill by Russian engineer and technologist Vladimir Khorvat. In 1910, the projected annual capacity of veneer was a mere 80 m3, which today equals less than one day’s production. Following reconstruction in 1935, the mill became one of the largest state enterprises in the USSR involved in the manufacture of plywood. In 1949, the mill began exporting its products for the first time. Two years later, in April of 1951, the name of the plant was changed to Ust-Izhorskiy plywood mill. It remained that way until 1991 at which time it underwent restructuring into a privately-held, joint-stock company. In 1997, the company was again restructured into a public company, becoming part of the Sveza Holding Company. Today, the Ust-Izhorskiy plywood mill is one of the largest companies of its kind in Northwest Russia with a project capacity of over 100,000 m3. At the moment, annual production of the mill exceeds 85,000 m3 of veneer and 3000 m3 of form-pressed plywood.The product range includes dried veneer,medium and higher water resistant veneer, bakelite plywood, wood plastics, slats, form-pressed and other plywood products, all sold under the Sveza brand. Ust-Izhorskiy utilizes Russian birch as its raw material, which is brought to the mill in St. Petersburg from the Northwest, Central and Volgo-Viatskiy areas of Russia, as well as the Sverdlovskaya region. Logs are transported by train and truck, and along the Izhorka River during the summer. According to Ms. Ludmila Bobrova, Deputy Director for Production of the UstIzhorskiy mill, 80 % of the mill’s production is exported to countries such as USA, Germany, Spain, Italy, the Netherlands and China. Customers are mainly in the furniture, construction, automobile, and carriage building industries. 5 x 10-ft investment improves market position The Ust-Izhorskiy plywood mill has invested in Raute technology on a number of occasions. The latest investment, a 36,000 m3 plywood mill for making 5 x 10-ft plywood, was started up in 2001. The delivery included log handling, peeling and drying lines, veneer and byproduct handling, a pressing line and a grading line for sanded plywood. Mr. Victor Melnik, Technical Director of the Ust-Izhorskiy plywood mill, stated that the underlying goals in making the investment in 5 x 10-ft plywood were to improve quality and raise capacity, as well as to take advantage of improving Ust-Izhorskiy’s market position by broadening the range of products the company is able to offer. Better efficiency was also an important factor behind the investment decision. Raute’s highly automated production lines will reduce the level of manual labor that is required in the mill. Mr. Melnik further explained the company’s decision to purchase Raute technology. “Our philosophy is the continuous improvement and upgrading of our production processes. Therefore, we need reliable partners in order to achieve this. We know we can trust Raute because they know our raw material and are continuously carrying out research and development of their own technologies.” According to Mr. Melnik, most of the goals set for the project have already been reached: “Raute has been a reliable partner and has responded quickly to problem situations.” Operators adapt well to automation The Ust-Izhorskiy plywood mill’s 5 x 10-ft production is highly automated. The peeling line is fully automated and has a capacity of 10 m3/h at a block diameter of 215 - 225 mm. Ms. Bobrova stated that the operators have adapted well to the automation. “All in all, I have to say that Raute’s way of implementing automation is quite clear and rational. On our side, we wanted to ensure an optimal start-up by choosing both experienced operators from our other production lines and by hiring young, open-minded people from outside. We have also been quite satisfied with the training provided by Raute.” When asked about Ust-Izhorskiy’s plans for the future, Ms. Bobrova stated, “Of course, everything is dependent on how the plywood markets develop. Our development strategy is mainly aimed at export. The major goal is to improve the market position of UstIzhorskiy plywood mill. To achieve that, we are constantly developing and upgrading the operations process, implementing the latest technologies and technical developments in plywood production, extending our product range, and increasing the level of training for our personnel. ” ● Mr. Victor Melnik, Technical Director and Ms. Ludmila Bobrova, Deputy Director for Production. 15 Upgrade at IMPROVES DRYING OPERATIONS During the 90’s, plywood mills in North America went from averaging around 180 million sqft (3/8 inch basis) or 160,000 m3 of production annually to around 225 million sqft (3/8 inch basis) or 200,000 m3, a significant increase. BY RICK MASSEY For the most part , mills have been able to make adjustments to their production equipment to accommodate this growth. Often, however, bottlenecks in production have been created. Dryers, in particular, are often called upon to exceed their original production design limits. A proven solution is to undertake a modernization program aimed at improving equipment efficiency and lowering operating costs. Raute recently completed a comprehensive dryer modernization program at Alberta Plywood in Edmonton with positive results. The mill, a division of West Fraser Timber Company Ltd., has been in operation for over 40 years. It produces approximately 245 million sqft (3/8 inch basis) or 225,000 m3 of plywood annually, mostly from veneer produced at its mill in Slave Lake, north of Edmonton, Alberta. Part of a complete dry end upgrade Inefficient dryer production prompted Alberta Plywood management to undertake a comprehensive dry end modernization, beginning 16 in 2002. Raute Wood, Canada was successful in securing the project, which included the installation of two 9-bin dry veneer stacking systems,VDA G2 camera graders and upgrades to two dryers. The mill’s intention was to improve efficiency of the drying lines, which had inadequate controls, poor production volumes and lack of automation. Said Alberta Plywood’s Project Manager, Rick Hiraoka, “After studying the situation at our mill, we determined that improvements needed to made at the dryers. These included improving grading accuracy, better energy utilization, reducing overdry, raising the efficiency of our dryer production, eliminating double feeding, reducing manpower, getting a tighter handle on moisture control and improving ergonomics for the operators.” Starting at the infeed to both dryers, Raute installed sheet accumulators to reduce idle time between load changes and ensure a high fill ratio in the dryers. While supporting the last few sheets in the stack, the new stacks of wet veneer are conveyed onto the hoists in Alberta Plywood From left: Mr. Rick Hiraoka, Project Manager, Mr. Trevor Wendt, Raute Area Sales Manager, and Mr. Chris Fowler, Quality Control Supervisor. front of the dryer. Once the loads are in place, the rolls retract and the feeding operation continues without any lost time at the dryer infeed. A 3-head vacuum feeder was also installed to automatically feed full sheets to the dryer feeder. One operator only is required to monitor the process. “The vacuum feeder quickly demonstrated its value in terms of labor savings and its ability to reduce the risk of repetitive motion injury”, stated Mr. Hiraoka. The incidence of sheet splitting has also been eliminated, as has double feeding, lessening the chances of plug-ups and helping to maintain a constant volume of veneer through the dryer. Overlap gates were also installed to eliminate gaps between sheets in the direction of flow and further improve the fill ratio of the dryer. At the outfeed ends of both dryers, sequential unloaders were installed to ensure the even flow of material out of the dryer and onto the outfeed conveyor. Prior to installation of the dry stackers, veneer had been hand pulled, a labor-intensive process that was inefficient and often resulted in poor grading. PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 17 According to Quality Control Supervisor, Chris Fowler, the project proceeded with minimal disruption to production. “We timed the job to meet our dryer clean-out schedule, which meant we experienced a minimal amount of production interruption. Good planning up front paid dividends.” New controls tie it all together The inclusion of a veneer sheet accumulator and three-head vacuum feeder ahead of the dryer has greatly improved dryer efficiency by raising throughput and maintaining a high fill ratio. Moisture meters were installed ahead of each stacker. The moisture data is used to control dryer speed. If the data indicates that veneer is too dry, the dryer will be sped up. If too wet, the dryer will be automatically slowed down. Said Mr. Hiraoka, “We have only been operating with humidity and moisture control for a short time and we are experimenting with these two important elements of the drying operation before we go to fully automatic operation. Before, all elements of the drying operation were handled manually, so we see good potential for automated control.” A dry chain was installed on one dryer to handle dry randoms. On the other line, a sheet refeeder was installed. The moisture meter determines final moisture content as the veneer enters the dry stacker. Overwet veneer is assigned to bins in the stacker, after which it is sent for redrying. Veneer only marginally over the moisture threshold is stored off-line to enable moisture equalization, after which it is reintroduced to the dry stacker infeed conveyor by the sheet refeeder. Prior to the modernization, dryer control was unsophisticated, relying on the operator’s experience with no analytical evaluation of the drying process. Controls consisted of push-buttons, manual damper control, analog indicators and manual speed control. The operator had no way of determining the atmospheric condition in each zone. Raute installed a humidity analyzer on each of the three zones per dryer to provide accurate humidity measurement. Data is used to control damper actuator motors, which control the amount of humidity present inside the dryer. This ensures that the atmosphere inside the dryer is kept at its optimum level to prevent case hardening of the veneer and to ensure that the super-heated steam inside the dryer is properly utilized for drying. All functions of the dryer are now tied to a central location and are easily accessible from a touch-screen monitor. Both dryers now have touch-screen control, as well as reporting and troubleshooting capabilities, due to the inclusion of a Raute Management Information System (MIS). The MIS. provide data on energy consumption, downtime causes, overdry/ overwet veneer and other valuable drying information. Camera grading proves valuable Part of the dryer modernization project included installation of VDA G2 camera graders ahead of each dry stacker has also proven to be The mill installed cameras at the 90º transfer after the dryer to enable the dry stacker attendant to monitor the dryer outfeed. 18 a valuable inclusion in the mill’s dry end operations. Stated Rick Hiraoka in support of the mill’s decision to install the automatic graders, “I suppose the thing we have noticed most is the consistency of the grading, which was never the case before. We are also realizing better value from our wood because we are finding higher grades in the mix and we are not losing good wood through downgrading, as we did before.” projects at the mill in 10 years, it was quite a shock to the employees, who had to learn new technology and deal with work in progress. Raute provided good training and always had sufficient staff on hand to deal with any problems that arose.Our desire to deal with an OEM that provides good service is one of the reasons why we chose Raute, and they haven’t disappointed us”, he added. ● Upgrade yields positive results “The dryer upgrade projects have resulted in less handling, better recovery, less downgrading and are enabling us to sustain a higher level of production over longer periods of time than was previously possible. We also have less forklift activity because of the better loads coming out of the dry stackers”, stated Project Manager, Rick Hiraoka, who had responsibility for both the dry stacker and dryer modernization projects at the mill. “I have to say that our overall experience in dealing with Raute on these projects was very positive. As these were the first major A sheet refeeder feeds sheets of dry veneer back onto the infeed conveyor ahead of the dry stacker. New dryer infeed system comprises a sheet accumulator and 3-head vacuum feeder. PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 19 New LVL Lay-up System OFFERS FULL AUTOMATION AND HIGH-CAPACITY The process of automating LVL lay-up presents numerous challenges, due to the inconsistency of the wood itself. BY RICK MASSEY ILLUSTRATIONS BY MIGUEL HERNANDEZ 20 Sheet feeders use vacuum to place sheets onto the conveyor without causing damage to the veneer sheets. Drying, in particular, causes significant changes in the characteristics of wood.As the water evaporates, the veneer shrinks. The amount of shrinkage will depend on which part of the tree the veneer came from and the set-up of the dryer itself. Heartwood shrinkage, for example, differs considerably from that of sapwood. Each sheet of dry veneer also varies in surface quality, the degree of waviness, and the size and numbers of defects, such as knotholes and splits. Typically, the dimensions of the veneer sheets used in the production of LVL are 50” to 52” (1250 - 1300 mm) wide and 100” to 102” (2500 - 2550 mm) long, in thicknesses ranging from 1/10” to 1/6” (2.5 - 4.0 mm). Due to the effects of wood’s inconsistency, the actual size of each sheet after drying will vary. Traditionally, veneer is laid up into LVL using a semi-automatic process by which the operator(s) manually assists in placing each sheet of veneer against a solid fence in order to create a reference edge. By ensuring proper alignment along one edge of the lay-up, trim loss is reduced at the saw line.While this process is still used by many LVL producers, it is labor intensive and may present a risk of repetitive motion injury to workers. While there are other, semi-automatic lay-up methods available, all require some degree of operator assistance in order to accurately lay up the veneer sheets. Even fully-automatic LVL lay-up systems have their drawbacks.They offer relatively low capacity and poor veneer placement accu- The curtain coater applies an even coating of glue to the veneer and is offset to prevent shadowing. The vacuum belt prevents veneer from skewing on the conveyor. PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 21 The lay-up station precisely places veneer sheets in the correct sequence. racy,resulting in inconsistency in the end product and excessive trim loss. It was the desire to overcome these inefficiencies that prompted Raute to develop a fully-automatic lay-up system for LVL. Design criteria for new LVL lay-up system Raute has invested considerably in the research and development of a fully-automatic veneer lay-up system that exceeds the performance of competing units in the market. To accomplish the task, a team of senior Raute engineers was charged with the responsibility of designing and building a layup system that satisfied or exceeded the following criteria: ● ● ● ● ● ● ● 22 No veneer handling by an operator. Ability to lay up face, center and core plies at the same speed. Ability to handle a variety of veneer sizes. Modular design to enable the future increase in capacity. Open design to enable access to veneers in case of manual veneer reject. High placement accuracy. High capacity. Once the design concept had been decided upon, a computer-generated simulation of the design was created. An actual-size prototype of a LVL lay-up system was then built and extensively tested at Raute’s plant in Canada. Following adjustments to the prototype, the system performed in accordance with the design criteria. A new, simple process The lay-up process starts at the veneer feeding line where sheets of veneer are transferred onto a transport conveyor by vacuum feeders. All sheets are placed on the line with the grain running in the direction of flow. PF glue is then applied to the upper surface of the veneer by curtain coater or glue extruder as the veneer sheets move along the transport conveyor. Each sheet is then automatically aligned to a straight edge by a crowding alignment rollcase, assisted by a live vertical belt. Edge alignment is important in producing an even edge on the continuous LVL lay-up because it will minimize trim loss. After edge alignment, each sheet is transferred onto a vacuum belt conveyor, the purpose of which is to ensure that the aligned sheet is maintained firmly against the belt and to prevent it from shifting or skewing. The veneer sheet next enters the dual tablet lay-up station. The conveyor belts are under vacuum, and powered by AC Vector drives, which can be slowed down or sped up, depending on the position of the veneer. As the veneer approaches the alignment fence used to determine the front edge position, it is slowed down. Simultaneously, the right hand tablet begins to retract beneath the fence and the front edge of the veneer drops down onto the lay-up conveyor. The left hand tablet then retracts and the back end of the veneer sheet drops onto the lay-up conveyor. The sheet is the precisely located in its desired lay-up position. When laying up LVL, the veneer joints are staggered by a predetermined distance along the length of the billet. To achieve this, movement of the dual tablet frame is precisely controlled. This process of laying up the veneer is repeated until the desired number of plies has been assembled. A target thickness of 1 3/4”(45 mm), for instance, typically consists of 15 plies of 1/8” (3 mm) thick veneer. Once the sheets have been laid up, the lay-up device moves back to receive the first sheet of veneer and the process is repeated. This type of lay-up is called step-lay-up and can be undertaken in front of stationary platen presses. Shop tests on the new lay-up line were carried out using various veneer thickness, sizes and with veneer traveling in both grain directions. Double and triple sheets were also tested. The ability of the system to handle multiple, pre-aligned sheets has resulted in a rapid and dramatic increase in capacity. In every instance of testing, the dual tablet device performed flawlessly, handling veneer without damage and meeting all design criteria. We strongly believe that this new layup technology will add a new dimension to LVL automation. ● PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 3-D rendering of the new automatic LVL lay-up line. 23 Few people might associate the Bordeaux region of southwest France with excellence in wood products manufacturing. Yet, this world-famous wine producing region is also home to the largest plantation forest region in Europe, the Landes Gascony forest, which covers an area of over 1.2 million hectares, a significant portion of which is Maritime pine. P H O TO C O U RTE S Y OF SMU R FIT ROL P IN SMURFIT ROL PIN BY LEENA FÄRM PHOTOS BY VELI-MATTI LEPISTÖ 24 automatic patching line The Smurfit Rol Pin fully-automatic patching line has four patching heads, enabling it to make 150,000 patches per day. Located in this region, in the town of Labouheyre, is the Smurift Rol Pin plywood mill, established in 1970 under the name Bois Deroulés Océan.Four years later it became part of the Saint Gobain Group and, in 1994, it was acquired by the Jefferson Smurfit Group, a global leader in paper and containerboard products with over 600 production units worldwide.Today,the mill is part of the Smurfit Europe Paper Division. In recent years, significant investment in peeling, drying and handling equipment at the mill has helped raise annual production capacity to 100,000 m3 of Maritime pine plywood.The mill makes a versatile range of products, including concrete shuttering, roofing and flooring panels, exterior and interior wall panels, and interior décor panels. To the joinery and furniture industries, Smurfit supplies plywood that is used in fixtures, fittings, shelves and tabletops. The company’s plywood is also used in the production of floor and wall elements for commercial vehicles and in containers and pallets. A product recently added to the list is heat treated plywood. The Smurfit Rol Pin plywood mill presently exports 60% of its production to Germany, the Netherlands, Italy, Spain, Switzerland, Austria and countries within Eastern Europe. The largest automatic patching line yet delivered Smurfit Rol Pin’s most recent investment is an automatic Raute patching line, which was started up in November, 2002. The line has the distinction of being the largest of its kind in operation, with four patching heads producing 150,000 patches per day. The first step in the project was to install a Mecano VDA G2 at the end of the roller dryer as a means to improve dry veneer grading accuracy and to use the camera grader as a tool for training mill personnel in the functions of vision technology. Although the mill has been manufacturing under ISO 9002 accreditation for several years, the mill recognized the higher level of defect recognition available using vision technology compared with the human eye. The operation of the patching line is based on the Mecano VDA G2 machine vision camera system. Veneer is conveyed through the scanner and its defects are mapped by the computer. This information is then processed and relayed as coordinates to the patching heads, which automatically cut out the defects and replace them with approved industry patches. Patched sheets are then conveyed to grade bins. The technical capabilities of the VDA G2 has also created the opportunity for new products,due to its ability to define grades more exactly. This enables a more precise working relationship to develop between the production and sales departments, an important issue to Production Manager, Mr. Jean Marc Domecq. The most apparent benefit of automatic patching is the significant savings in labor costs. However, there are other, equally important benefits. These include an improvement in production efficiency that results from the more accurate placement of the patches and the higher level of optimization that machine vision provides. Veneer quality is also improved, often because lower grade veneers can be utilized as face material. Changing patching recipes is done simply by entering data at the touchscreen monitor. position. A clear improvement in veneer quality has been realized. “We now patch lower grades of veneer and effectively upgrade them. Previously, 40% of our plywood used to be the lowest grade due to our inability to generate a sufficient volume of face grade sheets. Automatic patching will drop that number to 25 - 30%.” Concerning Maritime pine,Mr.Brunel stated that it can be a very demanding raw material when it comes to patching and, for that reason, the human eye tends to be better than a camera at seeing some particular defects. The number of pitch pockets present in Maritime pine is, for example, very high and they can easily be mistaken for knots or similar defects. However, according to Mr. Brunel, the cooperative approach,particularly between Project Managers, Mr Pascal Carrère of Smurfit and Mr Petrus Honkanen of Raute, in ”teaching” the automatic patching system to deal with the unique demands of the species has been very successful. In his words, the patching line’s ability to recognize and make patching decisions concerning pitch pockets now closely resembles that of the human eye. In addition to realizing the quality improvements in their product, the Patchman has made it possible for the mill to replace 10 manual patching machines (20 operators), a significant savings in labor and maintenance. As to the installation and start-up of the 4-head automatic patching line, Mr. Brunel stated that the project went according to schedule and that cooperation between Smurfit and Raute was of the highest level. He was equally complimentary of the training program provided for the mill’s maintenance personnel. ● According to Plant Manager, Mr. F. Brunel, Smurfit Rol Pin invested in automatic patching to strengthen their market position. Automatic patching offers measurable benefits Plant Manager, Mr. F. Brunel, stated that Smurfit Rol Pin decided to invest in automatic patching in order to strengthen their market IMPROVES QUALITY AND PRODUCTIVITY PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 25 Growing PAGED SKLEJKA MORAG: and succeeding with BY LEENA FÄRM PHOTOS BY SEPPO KAKSONEN AND LEENA FÄRM Mr. Waldemar Czarnocki, General Manager of Paged Sklejka S.A. says: “Modern production machinery plays a key role in efficient production and utilization of raw material.” 26 History and products Paged Sklejka S.A. was born out of a sawmill and building products company whose ownership was taken over by the Polish government in 1948.Originally known as Mazurskie Zaklady Przemyslu Drzewnego, the company was headquartered in Olsztyn with their production facility in Morag. Today, the company operates as Paged-Sklejka S.A. and its headquarters have moved to Morag. There are two primary manufacturing arms - plywood and veneer. Paged Sklejka S.A. Morag has its customer base in the transportation, construction and furniture industries. The company produces conventional hardwood and softwood plywood, as well as technical plywood. Their product portfolio also includes panels overlaid with both colored and decorative phenol and melamine films, as well as plywood for laser cutting applications and as a component in blockboard panels. Products are sold under the ‘Paged Ply’ brand. Mr. Waldemar Czarnocki, General Manager of Paged Sklejka S.A. explained,“Our product is not simple standard plywood. We also produce specialty products, such as technical plywood, and very high-quality blockboard used in the manufacture of furniture, for example, kitchen fixtures and furniture. As to technical plywood, we just received certification from Germany for a specialty plywood used for growing mushrooms. We are a spe- cialty producer and always look for new applications and products.” To support their broad product range, Morag utilizes a wide variety of raw materials, including pine, birch, alder, oak, beech and spruce. Seventy-five percent of their production is exported,mainly to the U.S.A.,Germany, the Benelux countries and Scandinavia. Modern technology fuels strong growth at Morag At the time of privatization in 1996, the annual production of Sklejka Morag was a modest 10,000 m3. Strong growth, however, lay ahead. As Mr. Czarnocki puts it,“Our aim was to grow and the starting point for development was to invest in new, modern technology. Modern production machinery plays a key role in efficient production and utilization of raw material. Also, if you look at the world today, everything is changing all the time. In order to stay competitive, you need to be able to react to the changing markets. Modern production technology also makes this possible.” The mill’s investment in new production equipment began in 1996 with delivery of a Raute peeling line and a veneer drying line. Since then,Raute has also supplied a semi-automatic scarf-jointing line, a 15-opening pressing and overlaying line, a scarf-jointing press, a dryer extension, a 25-opening pressing line and Growth and continuous development define the Paged Sklejka Morag company in Morag, Poland. With two plywood mills and a blockboard mill producing 50,000 m3 annually, it is the largest plywood producer in Poland . The Morag mill was founded in 1951 and privatized in 1996. The principal stockholder is Paged S.A. with over 70% of shares, while the remaining shares are held by the Polish Treasury, and company employees. The Paged company also owns three furniture mills. Raute technology The Paged Sklejka Morag mill’s investment in new production equipment began in 1996 with delivery of a Raute peeling line and a veneer drying line. a scarf-jointing line with two presses. The latest addition to the list is a veneer composing line that is due to be delivered in autumn, 2003. Mr. Czarnocki continued, “Seventy percent of our machinery has been delivered by Raute. We have repeatedly chosen Raute as supplier because we trust their technology and see them as the leading supplier of plywood technology. Our experiences from this vendor cooperation have been very positive, whether in sales, project management, installation or Raute’s response to any problems, which may have arisen. Raute has also kept us well informed about new developments in technology.” Capacity rises from 10,000 m3 to 50,000 m3 Since 1996, Paged Sklejka Morag’s plywood production has grown at an annual rate of 30% and today stands at 50,000 m3. When asked about the company’s vision for the future, Mr. Czernocki answered, “ We will continue with our specialty plywood products and look for growth in export markets. With ongoing product development programs we intend to stay competitive by staying in step with the changing markets. Our corporate determination, together with Raute’s technology, will play a big part in helping Morag to achieve this vision.” ● PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 27 Veneer Stacking BY RICK MASSEY Technology Automatic stacking is a critical step in the efficient production of veneer and plywood. Good stacking practices reduce the need for labor, lessen material damage and improve the flow of materials. Properly stacked product can be handled automatically, without the need for manual intervention. This, in turn, reduces the cost of manufacture, improving profitability. For mills producing green veneer only, it is important that the wood is delivered ready for drying, without the need for re-handling. Similarly, lay-up requires that dry veneer be correctly graded into neat, square bundles. Raute addresses these needs with a range of stacking solutions that include green and dry veneer stackers, random veneer stackers, and stackers for handling thin veneers. Stackers range from single-bin units to multi-bin systems complete with automatic grading and moisture control. Custom-built units include stackers for handling multiple sizes and thicknesses of veneers. Good preparation ensures good drying High-production peeling lines place a burden on dryers.In species where both heartwood and sapwood are present, moisture separation is important in order to prevent under/ overdrying. Green veneer moisture sensors, installed ahead of the stacker, accurately measure moisture in green veneer at up to 1000 fpm. This data is used to stack veneer according to moisture content. Sensors may also be installed ahead of the clipper to determine the potential for shrinkage during drying. This enables narrower sheet clip, resulting in less veneer loss at the clipper. An engineered solution to successful veneer stacking Automatic stackers typically use vacuum conveyors to transport veneer sheets. Poor design will lead to erratic stacking and poor stack quality, especially if the veneer is wavy or curly, is split or has loose knots. To ensure proper stacking, Raute employs high-bypass principles that induce aerodynamic lift rather than relying purely on suction. The vacuum chamber that holds the veneer against the belts produces low static pressure. This, coupled with the fact that the length of each chamber is greater than the length of the veneer sheet, provides passage for air to move in and around the box, instead of choking off the negative airflow every time a veneer sheet covers the chamber. The result is quieter operation and fewer fans to handle a similar volume of veneer. It is gentler on the veneer and requires less knock-off force, enabling more precise placement of the veneer on the stack. At installation, fans and damper controls are set according to the characteristics of the wood, including species, specific gravity and peel thickness. Location of the mill and ambient conditions are also considered. Mill personnel are instructed in correct set-up procedures by a Raute service technician. All data pertaining to the veneer is input into a PLC program and adjusted as personnel become familiar with the stacker. Once all parameters have been identified and input to the PLC, operators are free to use the touch-screen to make their selections with respect to species, thickness, size, etc. Stackers handling a range of thicknesses have fans fitted with variable speed drives to enable simple adjustment to air flow. Controlling placement of veneer in the stacker Precise stacking relies on all elements working together.Inconsistent cylinder response time,for Freres Lumber produces square stacks of veneer at their veneer mill in Lyons, Oregon. The VDA G2 camera grader has significantly improved grading accuracy and reduced downgrade. example, causes inconsistent load quality, sheet skew and damage to veneer. For these reasons, knock-off cylinders should be chosen for their reliability and consistent performance. Raute uses cylinders with proven, high-performance features, such as a cushion sleeve and internal bumper that provide full air pressure; a piston rod wiper that prevents fibers and pitch from getting into the cylinder; and cushioned, highstrength piston rods with steel or brass barrels. Controls may be chosen according to mill preference, their compatibility with existing equipment or other factors, such as species. Raute customers have indicated good success with SoftPLC® technology, which combines the high-speed operation of microprocessors and the user-friendliness of PLCs. SoftPLC® processors enable scan times of < 0.5 milliseconds, making it possible to knock off green veneer sheets in increments of 0.2 inches, up to speeds of 1,000 fpm. Inputs allow moisture readings to be summed for determining the weight of individual sheets, data that is used to automatically adjust the knock-off position, compensating for heavier sheets that require greater knock-off force. This feature may be complimented by split knock-off and independent knock-off cylinder timing. Dry stacker programs may incorporate Metriguard and moisture readings, as well as scanner and manual grading inputs in order for stacking decisions to be made.The program supports up to 31 grade bins and multiple menus. Stacking dry veneer After drying, the characteristics of veneer change considerably. Drying may induce waviness, which prevents the dry veneer from lying flat against the vacuum conveyor.Here the benefits of Raute’s high-bypass technology are evident. Stackers that rely purely on suction require greater vacuum to keep wavy veneer from skewing or coming loose from the conveyor. This creates greater force on the veneer and damage, in the form of splitting or knot fallout, is possible. Greater force is also need- PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 29 Sensors are located at the infeed to the stacker to accurately detect moisture levels in green veneer. The stacker set-up can be quickly changed to handle 8, 9 and 10-ft veneer. One of the two 9-bin dry veneer stackers installed at Alberta Plywood. ed to dislodge the veneer from the vacuum, further increasing the risk of damage to the dry veneer. Conversely, drying may actually improve the performance of Raute’s dry stackers because, with moisture removed from the veneer, it is lighter and responds better to the aerodynamic effect of the vacuum. Piece count is also high. Raute’s dry stacker can handle the output of two dryers at up to 70+ sheets/min. When combined with an automatic veneer camera scanner, the process is fast, precise and requires a minimum of labor. Benefits are considerable. Firstly, the reduction in manual handling reduces damage to the veneer and the risk of repetitive motion injury to personnel. Secondly, only one operator is needed to grade over 10,000 sheets/shift. And, thirdly, grading is more consistent because there are fewer operators making grading decisions. This stacker handles multiple veneer sheet sizes.It doesn’t use vacuum,ensuring that thin veneers are not damaged and it produces extremely square stacks, resulting in efficient further handling. Handling thin veneers Dry veneer random stacker Mills acquiring veneer from outside sources must often regrade, creating extra handling and risk of damage. Raute’s thin veneer stacker is available to accomplish this task. It is available as a single- or multi-bin unit, and may include auto-feeding, caul handling and dimension clipping. A single operator only is required. Its modular design enables the simple addition of bins. A stacker is available for handling dry random veneer in widths from 10” to full sheet. The operator’s job is to pull gaps between veneers in order to ensure proper knock-off control and to pull damaged veneer and veneer marked for moisture. The stacker can form a variety of stack types - haystack, concave or flat, which are selected from the PLC. Observation by mill personnel will determine the most suitable stack type and height. Alberta mill achieves positive results, reduces injuries Alberta Plywood, a division of West Fraser Timber Company Ltd., operates a plywood operation in Edmonton, Alberta, Canada. In 2002, the mill installed two 9-bin Raute dry veneer stacking systems incorporating camera graders to replace manual handling and stacking after drying. According to Quality Control Supervisor, Chris Fowler, “The investment has been a valuable one. Higher profitability in veneer grading has been achieved because the incidence of downgrading has been greatly reduced, while the accurate recording of data through the MIS has enabled production to be more closely linked to inventory requirements. The hard data now available has helped streamline the lay-up operation and provided valuable trending information”. Added Operations Manager, Ray Ferris, “Although it is early days yet, we have been satisfied with our decision to go with Raute on this project. Raute’s training program did a good job in educating our staff, who went from a mostly purely manual operation, to a high level of automation. Support from Raute has been good and, apart from the higher ongrade percentage we are realizing, we have seen a reduction in the injury rate of nearly 40%, most of which can be directly attributed to the stackers.” ● Oregon veneer mill benefits from Raute stacking technology Larry Cobb, Production Superintendent of the Freres Lumber mill in Lyons, Oregon. Prior to installing a 7-bin automatic Raute green stacker to handle their 8, 9, and 10-fh veneers,the Freres veneer mill in Lyons,Oregon employed manual off-bearers. According to Production Superintendent, Larry Cobb, the process was often less than satisfactory due to the fact that the off-bearers were also required to visually determine heart and sap grades. Since installation of the stacker and moisture sensors, heart and sap sorting has gone from being average to excellent. One customer that buys veneer from the mill reports redry of less than 2%. Production has also improved, with over 100 sheets of veneer being stacked every minute. Alberta Plywood, Quality Control Supervisor, Chris Fowler (right) with dry Stacker Attendant, Tony Worobec. 30 FINLAND ITALY Raute Wood Inc. INDONESIA Raute Oyj Raute Wood Rautetie 2 P.O.Box 69 FIN-15551 Nastola Tel: +358-3-82911 Fax: +358-3-829 3511 firstname.lastname@raute.com Intercomer S.R.L. Via Paracelso 14 20041 Agrate Brianza Milan Tel: +39-039-605 8057 Fax: +39-039-605 6462 intercomer@intercomer.it Renzo Orbolato Luigi Gaviraghi 10240 SW nimbus, Suite 1-11 Tigard, OR 97223 Tel: +1-503-684-1166 Fax: +1-503-620-7954 firstname.lastname@raute.com Raute Wood Indonesia Rep.Office Jl. Kelapa Tiga/Joe No. 75 Jagakarsa, Jakarta 12620 Tel: +62-21-788 86461 Fax: +62-21-788 89867 CHILE Raute Wood Santiago Hernando de Aguirre 162 Raute Wood Of. 704 TURKEY Customer service Providencia, Santiago Yentür Ticaret P.O.Box 69 Tel: +56-2-233 4812 General Nekmi Öktem Sok 4/1 Fax: +56-2-233 4748 FIN-15551 Nastola Erenköy firstname.lastname@raute.com Tel: +358-3-829 11 81060 Istanbul 24 h: +358-3-829 3600 ARGENTINA Tel: +90-216-368 3573 Fax: +358-3-829 3345 Fax: +90-216-368 4756 Oscar E. Bruschstein service@raute.com myentur@turk.net Demaria 336 Yentür Mehmet RWS-Engineering Oy (1846) Adrogué Tuhkamäentie 2 SLOVAK REPUBLIC Tel: +54-11-4294 1488 FIN-15540 Villähde Fax: +54-11- 4293 5997 Association of Wood Tel: +358-3-829 61 obruschstein@infovia.com.ar Processing Manufacturers Fax: +358-3-762 2378 T.G. Masaryka 24 BRAZIL firstname.lastname@raute.com 96053 Zvolen Indumec Indústria Tel: +421-45 5330 278 Jymet-Engineering Oy Mecánica Ltda Fax: +421-45 5330 278 Hakkutie 3 Rue General Potiguara 1115 reh@vsld.tuzvo.sk FIN-40320 Jyväskylä Fazendinha, PR Curitiba Roman Reh Tel: +358-14-445 4400 81050-500 Fax: +358-14-445 4429 RUSSIA Tel: +55-41-347 2412 firstname.lastname@raute.com Fax: +55-41-347 4545 Raute Oyj indumec@indumec.com.br Arhangelsky per., 1 Mecano Group Oy Eduardo Koller 101934 Moscow Syväojankatu 8 Stefano Koller Tel: +7-095-207 8794 FIN-87700 Kajaani Fax: +7-095-207 8794 Tel: +358-8-877 6700 MEXICO Fax: +358-8-612 1982 CANADA Equipos Interpulp firstname.lastname@ S.A. DE C.V. Raute Wood Ltd mecanogroup.com Eugenio Sue 35, 5 Capilano Way COL. POLANCO New Westminster, B.C. FRANCE C.P. 11560 Mexico CANADA V3L 5G3 Finnso Bois S.A.R.L. D.F., MEXICO Tel: +1-604-524-6611 18, quai Louis Blériot Fax: +1-604-521-4035 Tel: +52-5-5279 0540 F-75016 Paris firstname.lastname@raute.com Fax : +52-5-281 0689 Tel: +33-1-452 773 40 einterpu@infosel.net.mx Customer Service Fax:+33-1-452 773 41 Eurico de Faria Amaro USA and Canada Rodolfo Velazguez finnsobois@aol.com Spare parts Christian Lallia SINGAPORE Toll free: +1-877-297-2787 SPAIN Fax: +1-866-615-1379 Raute Group Asia Pte Ltd 24-hour emergency pager: 35 Jalan Pemimpin # 06-02 Adecor Consulting S.L. +1-604-640-8311 Wedge Mount Industrial Calle Azalea 88-3-1 parts@raute.com Building 28109 El Soto SINGAPORE 577 176 Equipment Service Alcobendas, Madrid Tel: +65-6250 4322 Toll free: +1-877-728-8373 Tel: +34-91-650 1130 Fax: +65-6250 5322 Fax: +1-866-517-6811 Fax: 34-91-650 6093 firstname.lastname@raute.com 24-hour emergency pager: hvainio@adecorcons.com +1-604-667-0482 Hannu Vainio CHINA service@raute.com Raute Wood Beijing POLAND USA Rep.Office Kauko Metex Ltd. Office 969 Poly Plaza Raute Wood Inc. Sloneczna 35 14 Dongzhimen Nandajie 50 Commercial Loop Way, 00-789 Warsaw Dongcheng District Suite A Tel: +48-22-330 1200 Beijing 100027 Rossville, TN 38066 Fax: +48-22-330 1212 Tel: +86-10-650 116 98 Tel : +1-901-853 7290 artur.kozohorski@metex.com.pl Fax: +1-901-853 4765 Fax: +86-10-650 117 98 firstname.lastname@raute.com shengfu@public.bta.net.cn Artur Kozohorski PLYVISIONS RAUTE CUSTOMER MAGAZINE 2/2003 PT Wooil Indonesia Jl Raya Pasarkemis, Desa Sindang Sari Tangerang Tel: +62-21-593 50101 Fax: +62-21-593 50123 Um Soo Eui AUSTRALIA Nicholson Manufacturing Pty. Ltd P.O.Box 339 Englands Road Coffs Harbour N.S.W. AUSTRALIA 2450 Tel: +61-2-6652 2066 Fax: +61-2-6652 3650 nichmanu@midcoast.com.au Bernard Streblow NEW ZEALAND Nicholson Akarana Engineering Ltd P.O.Box 58403, Greenmount 13 Newark Place, East Tamaki Auckland Tel : +64-9-274 9160 Fax : +64-9-274 5216 nicholsonnz@xtra.co.nz Phil Wood KOREA J & C Corporation RM 922 You One Golden Tower 474-80 Bujeon 1 Dong, Pusanjin-Gu Pusan Tel: +82-51-803 6586 Fax: +82-51-803 6588 jccorp@kornet.net PHILIPPINES Nicky Yao 12 Katherine St. Parkway Village Balintawak, Quezon City Metro Manila Tel: +63-2-414 5747 Fax: +63-2-362 2320 nickyyao@info.com.ph THAILAND S.W.D. Machinery Co. Ltd 35/172 Moo 4 Soi Yuviju, Banga-Trad Rd km 1 Bagna, Bangkok 10260 Tel: +66-2-399 2113 Fax: +66-2-399 2119 Santhiti Siricheowsakul 31 C M Y CM MY CY CMY K Automatic patching raises production efficiency through improved accuracy, uniform quality and production flexibility. Changing the patching parameters is quick and easy. A single operator can control the entire line from veneer feeding to stacking. www.raute.com Growing demands? Call for high technology. Higher quality, stricter scheduling, tougher competition – to meet these growing challenges, high technology is a must in your engineered wood processes. Raute responds with forward-thinking technology that secures your competitive edge, both now and in the future. How? By providing tailor-made solutions based on our in-depth process knowledge and broad experience with raw materials worldwide. Responding to your needs keeps our R&D staff busy creating new solutions for better wood processing. For you, Raute’s advanced technology means satisfying your quality requirements, meeting your production schedules and staying ahead of the competition with improved recovery, higher quality, greater productivity and increased capacity. That’s what high technology is all about.