The Association of Electrical Equipment and Medical Imaging Manufacturers n www.nema.org n January 2013 n Vol. 18 No. 1
Contemplating the
Future of Smart
Manufacturing—
ALSO INSIDE
industrial automation,
controls, motors, and systems
n Energy Efficiency Bill Becomes Law
n IEEE Promotes Efficiency through Automation
n Motor Summit Sets Labeling Agenda
n Electricity Metering and Smart Meter Updates
n NEMA Launches Latin America Initiative
CONTENTS
FEATURES:
Setting the Stage for Smart Manufacturing.............................................................................................9
Take the Pain out of System Design and Startup with Drives Configuration Software...............................10
Innovative Robotic Palletizing System Highlights Manufacturing and Distribution Center .......................12
Recent Evolution in Industrial Manufacturing Leads to Improved Quality, Better Output .........................13
Protect Your Home and Family with Backup Power Supplied through a Transfer Switch ...........................14
Alternative Backups Sources on the Rise................................................................................................15
Three-Part Safety Portfolio Reduces Arc-Flash Risk................................................................................17
Optimize Maintenance and Energy Efficiency—
Monitoring Motor Operation Yields Significant Savings..........................................................................18
MIT Study Creates Electroindustry-based Method for Mapping Products
to Energy Use and GHG Emission...........................................................................................................20
Applying the Law of Conservation of Energy..........................................................................................22
Fire Pump Motor Controllers—At the Heart of Life Safety .....................................................................24
1IS IEC Participation Grows...................................................................................................................25
Energy Efficiency Improvement with Permanent Magnet Motors and Variable-Frequency Drives..............26
Did you know...
There’s a great line up of speakers, including NEMA’s Gene Eckhart,
at CANENA’s Annual General Meeting, February 27-28, 2013, in Montreal.
Information and registration at www.CANENA.org
ECO BOX
NEMA electroindustry text and cover pages are printed using SFI certified Anthem
paper using soy ink.
• SFI certified products come from North American forests
managed to rigorous environmental standards.
• SFI standards conserve biodiversity and protect soil and
water quality, as well as wildlife habitats.
• SFI forests are audited by independent experts to ensure
proper adherence to the SFI Standard.
• SFI participants also plant more than 650 million trees each year to keep these forests thriving.
electroindustry
Publisher | Joseph Higbee
Managing Editor / Editor in Chief | Pat Walsh
Contributing Editors | William E. Green III
Chrissy L. S. George
Economic Spotlight | Timothy Gill
Standards | Vince Baclawski
Government Relations Update | Kyle Pitsor
Art Director | Jennifer Tillmann
Media Sales Team Leader | Stephanie Bunsick
electroindustry (ISSN 1066-2464) is published monthly by NEMA, the Association of Electrical Equipment and Medical Imaging
Manufacturers, 1300 N. 17th Street, Suite 1752, Rosslyn, VA 22209; 703.841.3200. FAX: 703.841.5900. Periodicals postage paid at
Rosslyn, VA, and York, PA, and additional mailing offices. POSTMASTER: Send address changes to NEMA, 1300 N. 17th Street,
Suite 1752, Rosslyn, VA 22209. The opinions or views expressed in electroindustry do not necessarily reflect the positions of NEMA
or any of its subdivisions.
Subscribe to electroindustry at www.nema.org/subscribe2ei
Contact us at comm@nema.org
Follow NEMA:www.nema.org/facebook, blog.nema.org, podcast.nema.org, twitter.com/NEMAupdates,
www.youtube.com/NEMAvue, www.nema.org/linkedin
CONTENTS
NOTES:
NEMA Officers........................................................................................................................................................................................3
Comments from the C-Suite..................................................................................................................................................................3
View from the Top..................................................................................................................................................................................4
Learn More..........................................................................................................................................................................................IBC
27
DEPARTMENTS:
Government Relations Update................................................................................................................6
IEEC Promoting Efficiency through Automation...................................................................................................................................6
Cyber Threat Looms Over 113th Congress..............................................................................................................................................6
President Signs Energy Efficiency Bill into Law.....................................................................................................................................7
NEMA Welcomes Vote to Normalize U.S.-Russia Trade Relations.........................................................................................................7
OSHA Revised Hazard Communication Standard Comes Online..........................................................................................................8
CPSC, Industry Prepare for 2013 Activities............................................................................................................................................8
Electroindustry News...........................................................................................................................27
29
ERVI
10. ARIZONA PUBLIC / S2%)
781,421 (4%
1. P
4,6 ACIFIC G
41,9 AS
52 & ELEC
(23% TRIC
/ 14 CO,
%)
CE CO,
RIC CO,
ELECT
NERAL
LAND GE / 2%)
9. PORT 2,223 (4%
82
O,
IC C
ECTR
& EL % )
GA S / 4
IEGO (7%
AN D ,417
8. S 1,352
Economic Spotlight.............................................................................................................................IBC
2. FLORI
2,793,DA POWER &
499 (14 LIGHT CO
% / 8% ,
)
)
4. GEOR
2,148GI,7A POWER CO
20 (11 ,
% / 7%
COMPANY
DELIVERY
ELECTRIC / 8%)
3. ONCOR664,462 (13%
2,
LLC,
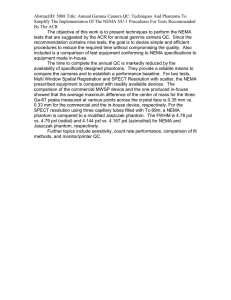
TOP TEN UTILITIES = 60% OF ALL
U.S. UTILITIES
Innovation Incentive: How to Engage Suppliers and Drive Innovation..............................................................................................30
NEMA Launches Latin America Initiative............................................................................................................................................32
31
Source: U.S. EIA, form EIA-861 Data, 2011 (file 8)
Number of Smart Meters Installed
% Share Among Top 10 Utilities
% Share Among All U.S. Utilities
NEMA Board Approves New Members:..............................................................................................................................................29
International Roundup........................................................................................................................32
GY,
T ENER / 6%)
ERPOIN 6 (9%
5. CENT863,28
1,
#. UTILITY, ### (XX% / XX%)
Magnet Wire Section Elects David Reed Section Chair.......................................................................................................................29
ANSI C12 Electricity Metering and Smart Meter Updates..................................................................................................................31
Top 10
Utilities by
Total Smart
Meters
United States
t as of August 2012; includes utilities
ot receive American Recovery and
2009 (ARRA) funds.
Medical Imaging Industry’s Leadership to Protect Patients from Unnecessary Radiation................................................................28
ESFI Recognizes Electrical Safety Leaders...........................................................................................................................................29
Code Actions/Standardization Trends....................................................................................................31
7. PPL
1,403,ELECTRIC UT
889 ILITIES
(7% / CORP,
4%)
6. ALABAMA POWER CO,
1,405,947 (7% / 4%)
2012 Motor Summit Convenes in Zurich............................................................................................................................................27
Contact us at zpryme.com and smartgridresearch.org to learn more about how Zpryme Smart
Grids Practice can help you better understand and engage the Smart Grid ecosystem.
© 2012 Zpryme Smart Grid Insights: Intelligent Research for an Intelligent Market. All Rights
Reserved.
EBCI Gauges Business Confidence .....................................................................................................................................................IBC
COMMENTS FROM
THE C-SUITE
Officers
Chairman
John Selldorff
President & CEO
Legrand North America
First Vice Chairman
Christopher Curtis
President & CEO
Schneider Electric
Second Vice Chairman
Thomas S. Gross
Vice Chairman & COO
Eaton Corporation
Treasurer
Don Hendler
President & CEO
Leviton Manufacturing Co., Inc.
Immediate Past Chairman
David J. FitzGibbon
Vice Chairman & CEO
ILSCO Corporation
President & CEO
Evan R. Gaddis
Secretary
Clark R. Silcox
Like a sprinter, NEMA is quick out of the blocks this year.
This phrase “out of the blocks” is a helpful way to view the association’s approach to
2013. There is much preparation and many factors that play into quickly getting to full
speed and having success down the homestretch. Here are a few that are propelling
NEMA to the front.
Strategic Initiatives
As we begin the new year, the board is driving us forward with strategic initiatives.
High performance buildings lead as one of these top priorities. Efforts to manage
building ratings, develop energy-efficiency tax incentives, and promote Energy Saving
Performance Contracts are already in motion.
Continuing the successful strides of the past, Smart Grid again is in focus. NEMA
will continue to support the Smart Grid Interoperability Panel and promote Smart
Grid applications on policy and technical fronts. Safety remains the first priority.
This is why NEMA is promoting a three-year code adoption cycle in states across
the country.
Finally, there is a growing consensus that any successful strategy to address the public
debt and economic growth will include major tax reform. Now that tax reform is on the
doorstep of the Capitol, NEMA is there representing the industry’s interests.
Tighter Integration
The board has shown leadership by directing that we synchronize communications and
government relations in unified messages that permeate the vital conversations of our
country’s leaders.
Filling Gaps
The competitiveness of American electrical manufacturing comes down to an
intelligent, highly trained, and skilled workforce. “Brain drain,” the reduction in
available, qualified labor, is the focus of a study NEMA is conducting on how to best
approach this industry reality.
Aligning Efforts
The success of NEMA is shared by the electrical side of the organization, as well as the
medical imaging side, represented by the Medical Imaging Technology Alliance (MITA).
Shared goals can be achieved by united endeavors. The strategic alignment of these
efforts will further NEMA’s influence and reach.
This year’s sprint will see NEMA carrying the industry banner to the finish line.
I hope you enjoy this issue of electroindustry focused on industrial automation, controls,
motors, and systems. ei
Evan R. Gaddis
President and CEO
NEMA electroindustry • January 2013 3 Views from the Top
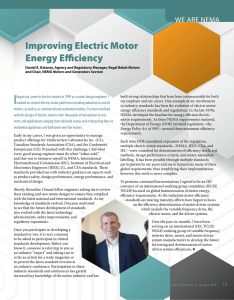
ŰŰEfficiency Has Something for Everyone
Enrique O. Santacana, President and CEO, ABB Inc.
News from the
energy industry
recently featured
accounts of a
veritable bonanza
going on in the oil
and gas sector with
even the National
Intelligence
Council projecting U.S. energy
independence by 2030. However, even
with natural gas prices as low as they
currently are, it is a safe assumption they
will not remain there. Global markets
have a way of evening things out, and gas
still only makes up around one quarter
of the fuel mix in the nation’s power
generation portfolio.
The point here is that energy costs will
inevitably rise, to say nothing of the
impact of new environmental regulations
or the risk of making our electric grid
more dependent on gas pipelines.
Fortunately, there is a ready solution to
mitigate all of these issues.
The phrase “energy efficiency” often
conjures up images of ENERGY STAR®
appliances, LED lights, and other
consumer-level products, but the fact
is that there are far larger gains to be
made—and savings to be realized—in
industrial applications.
For example, industrial motors account
for around 25 percent of all the electricity
consumed in the U.S. each year, yet most
of them operate at full speed whether
they need to or not. Variable speed drives
allow motors to ramp up and down
with demand, saving 20 to 50 percent of
the energy used by the motor. Typical
applications realize a full payback within
two years, some in a matter of months.
4 NEMA electroindustry • January 2013
On the supply side, proven technologies
such as high-voltage direct current
(HVDC) transmission lines and FACTS
(flexible ac transmission systems) are also
making a difference. HVDC lines incur
25 percent lower losses than comparable
ac systems, and FACTS devices allow
20 to 40 percent more power to flow on
existing lines. Both of these technologies
have been in commercial operation for
decades, although recent advances in
power electronics have significantly
increased their efficiency and
competitiveness.
Looking ahead, energy storage
technology has the potential
to go a step further to unlock
previously unavailable resources.
Looking ahead, energy storage
technology has the potential to go
a step further to unlock previously
unavailable resources. One example
of this is in regenerative braking, a
concept now familiar to many thanks
to hybrid cars. A pilot project at SEPTA,
the Philadelphia-area rail system,
captures energy from decelerating trains
and stores it in batteries. The energy can
then be used to reduce SEPTA’s own
energy consumption, but it also delivers
highly responsive on-demand power
to the local utility—a service for which
SEPTA is paid.
In all of these examples, it’s important
to point out that efficiency has a
business case. Drives offer a particularly
compelling one, but there are many
other technologies that provide a
justifiable return. In addition, efficiencyboosting solutions often come with
additional benefits such as enhanced
reliability. Nowhere is this more apparent
than in the electric grid where the
aforementioned FACTS devices not only
dramatically improve the throughput
of existing transmission lines, but also
make them less susceptible to system
disturbances.
As technology advances, the advent
of “big data” and ever more powerful
analytic tools promises to deliver still
more gains in energy efficiency. Data
centers, for example, already account for
more than two percent of all electricity
consumption and are becoming
increasingly energy-intensive. Still,
most are legacy installations with only
the most basic environmental controls.
Today’s data center infrastructure
management systems offer sophisticated
monitoring and control capabilities for
server operations, cooling/ventilation,
and overall energy consumption that
give operators the ability to optimize
their operations.
Efficiency is not particularly glamorous,
and there is still the challenge of costs
and benefits accruing to different parties.
(Those who buy the high-efficiency
motor/drive package might not pay the
energy bill.) However, energy efficiency
remains the most expedient way to
reduce energy costs, environmental
impact, and energy security risk all at the
same time.
In short, energy efficiency has something
for everyone. ei
Views from the Top
ŰŰForecasting Fewer Catastrophic Outages
Robert Gilligan, President and CEO, GE Industrial Solutions
There’s a huge
storm coming. Not
necessarily today or
tomorrow, but it’s
coming. Whether
it’s a disaster like
Hurricane Sandy,
an earthquake,
snow, flood, or
forest fire, we must be better prepared for
the power outages these events can bring.
Besides causing overwhelming loss of
life and property, Sandy refocused our
attention on the critical importance
of electrical power—something we
invariably take for granted. Power
outages are not merely inconveniences.
They’re dangerous threats to a society
that increasingly depends on electricity
for its survival. The breadth and intensity
of Sandy and its crippling effect on the
nation’s largest metropolitan area has
challenged us to rise to a new level of
power preparedness.
We need to become more creative and
pedantic about how we ensure a reliable
power supply for the diverse needs of
commercial, institutional, and industrial
users. These users must maintain the
ability to serve customers. The urgency
and cost/benefit profile of preparedness
strategies among these diverse groups
are quite different. Matching the right
power plan and backup equipment
with each segment requires a full range
of solutions: from advanced, leadingedge technologies to simpler, more
economical approaches.
Most Urgent
For critical operations, like hospitals,
data centers, and law enforcement
facilities, losing power for even a few
seconds can be immensely damaging.
These facilities demand 100 percent
reliability. As part of a comprehensive
preparedness plan, it makes sense for
critical locations to invest in a proven
system that ensures operations remain
running when the grid goes down.
Battery-based UPS (uninterruptible
power supply) systems are the gold
standard for reliable performance. A
UPS system’s always-accessible power
is an instant-on bridge that keeps lights
on and critical electrical loads running
until an alternate source, like on-site
generators, takes over.
However, because UPS systems are
always on, inefficient units can be
expensive to operate. As with any
battery-based system, efficiency wanes
over time and systems need to be
upgraded or replaced. Fortunately, UPS
systems have made great efficiency gains.
Some, like GE’s patented eBoost™ with 99
percent efficiency, even carry ENERGY
STAR® certification. The improvements
are so dramatic that energy savings
with new equipment may entirely offset
upgrade costs. The key is finding the
most reliable product type for each
unique operation and then researching
the most efficient choice. This enables
smart planners to offset backup power
supply costs with efficiency gains.
Least Urgent
Matching emergency power
sophistication and costs with real
energy needs is an important exercise
for everyone. For example, homes, small
retail stores, or restaurants won’t suffer
irreparable harm if power is lost for a few
hours or even a day. Power is important
to these consumers but not critically
urgent. These facilities don’t need to
invest in an expensive, always-on,
backup power system like a UPS. These
energy consumers can look for reliable
solutions that are more affordable and
practical, like manual generators.
Backup Power Tweens
Between mission-critical applications
and generator users, we find essential
facilities, like emergency medical walk-in
clinics, gas stations, and supermarkets—
the backup power “tweens.” These
applications require scalable solutions
that balance needs, cost, timing, and
sophistication. New quick-connect
power system design ideas, like
GE’s GenTower®, enable economical
preparedness for important, but not
critical, operations. This backup energy
hub is wired and ready to connect to
high capacity, truck-mounted generators
to fully power operations. Fleets of
generator trucks can be dispatched
after the threat of damage has passed or
ahead of anticipated outages. Facilities
can then operate their main power
system without modifications to the
building or its electrical system. After
a simple connection, it’s business as
usual, powering important facilities
and services until grid power returns—
and it works without expensive capital
investment or system maintenance.
GE understands and is committed to
leading the future of electrification
with advanced technologies—from
everyday grid operation and microgrids
to renewable energy and standby power.
We work to protect and control the
distribution of electricity throughout
our customers’ facilities and help
ensure the reliability of their electrical
infrastructure.
Energy-Recovery
Forecast: Good
Energy technologies are improving every
day, even as severe weather conditions
become more frequent. The good news
is that we can stay ahead of the curve
and deploy reliable, scalable, and
efficient solutions that keep the power
on so when one of Sandy’s siblings come
calling, we’ll have the energy to be safe,
productive, and comfortable. That’s a
forecast we can all be happy with. ei
NEMA electroindustry • January 2013 5 Government Relations Update
ŰŰIEEC Promoting Efficiency through Automation
Growing the opportunity for automation
to play a larger role in industrial energy
efficiency projects is the goal of the
Industrial Energy Efficiency Coalition
(IEEC), a two-year old organization
administered by NEMA.
Founding members ABB, Eaton
Corporation, GE, Rockwell Automation,
Schneider Electric, and Siemens are
promoting policies that give proper
attention to the efficiency gains
that automation can contribute to
any manufacturing facility or other
industrial process.
Energy-intensive manufacturers, such
as glass, paper, steel, and chemical
producers, have long been aware of the
cost of inefficient energy use and have
made major investments in sensors,
controls, and automation to reduce their
energy costs.
The challenge for IEEC is to drive
industrial efficiency into the next tier of
manufacturing facilities (some 150,000
facilities), where energy is a smaller
portion of the cost of production. While
investments in energy efficiency in these
facilities would provide a very good
ROI, they can often fall back in terms of
prioritization of capital expenditures.
Even if facility managers recognize
the value of automation for energy
efficiency and reduced production costs,
they sometime face headwinds at the
corporate level where other priorities,
such as new product development,
must be weighed. Many of these other
priorities might be more compelling
than energy efficiency for one reason or
another, especially because the first step
in an industrial efficiency project is an
energy audit, which by itself provides no
return on investment.
But few projects deliver the sort of
guaranteed value to the bottom line
that reducing energy costs through
automation can promise.
IEEC has become a well-known group
in Washington, D.C., and is currently
having an impact on Congressional
energy-efficiency policies and
Department of Energy programs. IEEC is
exploring ways to:
• increase its ranks among other
industrial vendors and suppliers,
• expand its influence before
policymakers, and
• improve visibility to and leadership
among its customers.
Learn more at www.
industrialenergyefficiencycoalition.com
ei
Jim Creevy, Director of Government
Relations | jim.creevy@nema.org
ŰŰCyber Threat Looms Over 113th Congress
Washington disagrees on most
everything these days. One exception
lies in the massive risk to our safety
and economy posed by cybersecurity
vulnerabilities. What to do about it,
however, remains a source of dispute.
Cybersecurity policies may impact
NEMA manufacturers as providers of
technology that may be part of designated
critical infrastructure, such as industrial
automation and control equipment, power
equipment, or medical imaging devices.
Policies influencing the operation of these
or other systems may have impacts on the
manufacturers of system components.
Multiple congressional proposals as
well as an internal White House draft
executive order frame the debate.
With the failure of Congress to enact
legislation in 2012, there is a need for a
fresh start. Key issues are keeping the
6 NEMA electroindustry • January 2013
two sides, which are largely divided
along partisan lines, apart.
First, because of the sheer enormity of IT
networks in modern society, a workable
policy must establish some boundaries.
While the interconnected parts of any
network are ultimately vulnerable, we
must balance the cost of protecting the
asset along with the national security,
economic, and health/safety impacts
from a cyber-event affecting that asset.
The question of how to define critical
infrastructure remains unanswered.
In the draft executive order and in the
Lieberman-Collins approach (S 3414),
the Department of Homeland Security,
in consultation with other agencies,
identifies critical infrastructure as that
in which a cybersecurity incident could
“reasonably result in a debilitating
impact on national security, national
economic security, or national public
health or safety.” Getting even this aspect
of the policy “right” is no small feat.
The larger debate is the proper and
most effective role for government. One
approach would establish a process
for developing voluntary standards
appropriate for each industry. The
executive order would go further by
starting with a voluntary program
but later encouraging agencies to
propose regulations compelling critical
infrastructure owners and operators to
implement certain cybersecurity practices.
Critics contend that either approach
is likely to be burdensome, slow to
respond to rapidly-evolving cyber
threats, and to not adequately recognize
the investments in cybersecurity that
industry is already making.
The electrical sector’s role in new cyber
policy is complicated by the fact that the
Federal Energy Regulatory Committee,
through the North American Reliability
Corporation, already regulates the
bulk power system through Order 706,
Mandatory Reliability Standards for
Critical Infrastructure Protection.
Liability protection for entities that
take positive action against the cyber
threat is, in concept, a carrot with which
all agree. However, major differences
remain as to what precisely an entity
must do to earn that protection, from
sharing cybersecurity threat information
with the federal government to getting
third-party verification that the entity
is complying with federally-approved
voluntary best practices.
The cyber threat is only growing larger
making the need for a consensus
approach by industry and the U.S.
government even more urgent. ei
Jim Creevy, Director of Government
Relations | jim.creevy@nema.org
ŰŰPresident Signs Energy Efficiency Bill into Law
On December 18, President Obama
signed into law a handful of NEMAendorsed energy efficiency provisions.
Ed Whitfield (R-KY) were influential
in keeping the discussion of energy
efficiency front and center.
The American Energy Manufacturing
Technical Corrections Act (HR 6582)
is the legislative vehicle for provisions
promoting advanced metering in the
federal government; a greater focus at
the Department of Energy (DOE) on
deployment of existing manufacturing
technologies; improved energy efficiency
within federal facilities; and a study on
barriers to industrial deployment of
electric motors, demand response, and
combined heat and power technologies.
Often credited as something everyone can
agree on, energy efficiency proposals were
still met with significant headwinds and
the ultimate outcome remained unclear
until the very end of the Congress.
NEMA and like-minded members of
Congress worked toward enacting energy
efficiency legislation throughout the
112th Congress. Senators Jeanne Shaheen
(D-NH), Rob Portman (R-OH), Jeff
Bingaman (D-NM), and Lisa Murkowski
(R-AK), and Representatives Charlie
Bass (R-NH), Jim Matheson (D-UT), and
Numerous proposals were in play
throughout the legislative session,
and HR 6582 is evidence that energy
efficiency is an issue that can find
bipartisan and bicameral agreement.
This provides a great deal of hope that
further efficiency measures can be
successful in 2013 and beyond. Indeed,
NEMA is already engaging key offices on
strategies for developing and gathering
support for new energy efficiency
legislation in the coming 113th Congress.
Specifically, HR 6582 requires the DOE
to develop and issue an annual bestpractices report on advanced metering
of energy use in federal facilities;
establish collaborative research and
development partnerships with other
programs to support the use of innovative
manufacturing processes and to
support applied research, development,
demonstration, and commercialization
of new technologies and processes to
improve industrial efficiency; and conduct
a study, in conjunction with the industrial
sector, of the barriers to deployment of
industrial efficiency technologies.
The bill also compels certain federal
facilities to use a web-based tracking
system to publish energy and water
consumption data on an individual
facility basis and ensures certain
technical corrections to lighting
efficiency and electric motor provisions
in the Energy Independence and Security
Act of 2007. ei
Jim Creevy, Director of Government
Relations | jim.creevy@nema.org
ŰŰNEMA Welcomes Vote to Normalize U.S.-Russia Trade Relations
Recent bipartisan approval to grant
permanent normal trade relations
status to Russia clears the way for U.S.
businesses to access benefits associated
with the world’s ninth largest economy’s
entry into the rules-based international
trading system.
Significant potential for growth in U.S.
electroindustry exports to Russia is
obvious, given the size of the markets,
infrastructure needs, the permanent
lowering of trade barriers, and greater
transparency of regulation and
protection of intellectual property
rights required under World Trade
Organization disciplines.
Read more at www.nema.org/RussiaTrade-Relations-Vote. ei
Craig Updyke, Manager of Trade
and Commercial Affairs |
cra_updyke@nema.org
NEMA electroindustry • January 2013 7 Government Relations Update
ŰŰOSHA Revised Hazard Communication Standard Comes Online
All U.S. employers that use hazardous
chemicals in their workplaces have until
December 1, 2013, to train employees
on new label and Safety Data Sheet
(SDS) formats required under the
U.S. Occupational Safety and Health
Administration’s (OSHA) revised Hazard
Communication Standard (HCS). OSHA
issued the revised HCS in March 2012
to harmonize the classification and
communication of workplace hazards with
the U.N. Globally Harmonized System for
Classification and Labeling of Chemicals.
The new HCS standardizes labels and
SDS formats used to warn users of
chemicals of their physical properties
and dangers. While implementation of
the revised HCS is staged over a number
of years, the rule impacts chemical
manufacturers and importers, chemical
distributors, and end users differently.
Any NEMA members that produce
Safety Data Sheets will be required to
use a new 16-point standardized format
and evaluate the hazards reported
therein. All members that use chemicals
must continue to warn employees of
appropriate measures to protect from
risks and train them on the appropriate
handling of chemicals.
For more information on the changes to
the HCS and the various implementation
deadlines, please visit www.osha.gov/dsg/
hazcom/index.html. Additional resources
on the revised HCS are available on the
NEMA Intelligence Portal. ei
ŰŰCPSC, Industry Prepare for 2013 Activities
Speaking to the National Association
of Manufacturers (NAM), Consumer
Product Safety Commission (CPSC)
Chair Inez Moore Tenenbaum
highlighted the agency’s work in 2012
and shared her expectations for 2013. She
spoke briefly of CPSC’s completion of
several rules mandated by the Consumer
Product Safety Improvement Act of
2008 (CPSIA; Public Law 110-314) and
recent work on high-powered magnets,
revisions to guidelines for public
announcements of recalls, and CPSC’s
increased use of social media.
CPSC will focus on three areas in
2013: import surveillance; continued
implementation of and modifications to
the SaferProducts.gov public database;
and safety standards, including those
for children’s play yards, portable
gas generators, all-terrain vehicles,
off-road vehicles, table saws, and
upholstered furniture. Ms. Tenenbaum
also expressed a desire for greater
collaboration between industry and the
agency in public safety campaigns.
Recently, other developments have
focused industry’s attention on CPSC.
At a Safety Academy event in September,
CPSC general counsel staff announced
the agency is modifying the way it
interprets its authority under Section
8 NEMA electroindustry • January 2013
6(b) of the Consumer Product Safety Act
with respect to publication of companyidentifiable information. Rather than
adhering to current policy and waiting to
disclose information relating to pending
agency investigations until a resolution
is reached, the new policy would
allow CPSC to disclose preliminary,
confidential information identifying the
manufacturer of a consumer product
“under investigation” in response to
inquiries or if CPSC feels disclosure
would serve consumers’ interests.
NEMA joined other members of the
NAM CPSC Coalition in sending a letter
to Ms. Tenenbaum expressing concerns
about the proposed change. It could
discourage companies from voluntarily
reporting potential product defects and
working cooperatively with CPSC to
address them out of fear of publicity and
potential reputational harm resulting
from such disclosure.
Industry leaders also have noted the
significant impact a recent court ruling
could have on how manufacturers
interact with the SaferProducts.gov
database. In October, the District Court
for the District of Maryland published
its ruling in favor of an unnamed
company in its effort to stop CPSC from
publishing on the database a report
of harm (ROH) containing materially
inaccurate information (MII). The court
found that CPSC’s decision to publish the
ROH containing known MII was a “final
regulatory action” and CPSC violated
the Administrative Procedure Act by
acting in an “arbitrary and capricious”
manner and “abusing its discretion.”
The court determined that the ROH
did not “relate to” use of the company’s
product as required by CPSIA or CPSC’s
implementing regulations. The case is
expected to be appealed.
Going into 2013, CPSC will have
three commissioners, split 2–1 along
party lines. The two vacancies on the
commission likely will not be filled until
later in the year. President Obama has
nominated Marietta S. Robinson to fill
the seat vacated by former Commissioner
Thomas Moore in 2011, but has not
yet announced a nominee to take the
seat of Commissioner Anne Northup,
whose term expired in October 2012.
Commissioner Robert Adler’s term
expires in October 2014.
NEMA will continue to focus on CPSC’s
activities in the areas of product safety,
electrical safety, and life safety in 2013
and advocate on the industry’s behalf. ei
Sarah Owen, Government Relations Manager | sarah.owen@nema.org
Industrial Automation, Controls, Systems
Setting the Stage for
Smart Manufacturing
Bruce M. Quinn, Vice President for Global Government Affairs,
Rockwell Automation, and 1IS Government Affairs and Trade Committee Chair
I
n the near future, the global manufacturing sector will look nothing
like it does today.
Advanced manufacturing technology is rapidly transforming
the global competitive landscape. The companies—and
nations—that act now to seize its promise will thrive in the 21st
century. Those who are devoted to incremental change and fail
to engage in smart manufacturing will rapidly fall behind.
The NEMA Industrial Automation Control Products and
Systems Section (1IS) endorses an initiative to define a roadmap
for the implementation of advanced process manufacturing
technology—or smart manufacturing—in the U.S. The section
represents the relay and industrial control industry with
its 32,873 full- and part-time employees of manufacturing
establishments within the U.S. during 2010 with total shipments
of $8 billion1. The section’s primary objective is to maintain and
improve national, regional, and global market access for the
products and services of its members.
Smart manufacturing marries information, automation
technology, and human ingenuity to bring about a rapid
revolution in the development and application of manufacturing
intelligence to every aspect of business. It will fundamentally
change how products are invented, manufactured, shipped, and
sold. It will improve worker safety and protect the environment
by making zero emissions, zero-incident manufacturing
possible. It will help keep jobs in this country by keeping
manufacturers competitive in the global marketplace despite the
substantially higher cost of doing business in the U.S.
In the 1980s and ‘90s, manufacturers took steps to address those
higher costs by reducing waste and improving their operations
through “lean manufacturing” practices. Those efforts, while
ongoing, are producing diminishing incremental returns and
businesses cannot cut their way to prosperity—innovation is
the path to growth. It is time for a new, bold strategy for U.S.
competitiveness that will capitalize on smart manufacturing as
a strategic asset for growth.
Investments in a smart manufacturing infrastructure are
essential to securing America’s industrial future and economic
well-being of its citizens. Smart manufacturing will increase
the flexibility of our plants, reduce the use of energy, improve
environmental sustainability, lower the cost of products, and
enable us to develop innovative products using next-generation
materials.
We must act together to make that future a reality. Here are four
crucial first steps:
• Industrial/Manufacturing Competitiveness. Investment in
U.S. industry, its supply chain, and technologies will make it
more efficient, sustainable, and globally competitive.
• Research and Development. R&D tax credits for innovative
manufacturing processes and applied research on the factory
floors go beyond basic science and new product research in
corporate labs.
• Manufacturing Workforce Development. Provide
the educational and training infrastructure American
manufacturing needs to compete successfully in the
global market.
• National Manufacturing Strategy. Prepare the country for
the market-altering leaps in manufacturing productivity and
efficiency that smart manufacturing will bring about.
The section will be discussing specific policy positions and
start crafting specific legislative language that might prove
helpful. Our focus will be on the 113th Congress, working with
the House and Senate manufacturing caucuses and others, as
well as the administration to development meaningful policy in
support of U.S. manufacturers.
We invite your participation in our effort.
ei
As Rockwell Automation’s senior executive in Washington
D.C., Mr. Quinn (bmquinn@ra.rockwell.com) is responsible
for government affairs, communication, and strategic business
development at state, federal, and global levels.
U.S. Census Bureau’s 2010 Annual Survey of Manufacturers
1
NEMA electroindustry • January 2013 9 Take the Pain out of System Design and
Startup with Drives Configuration Software
Greg Mears, Product Manager, Drives Software, Rockwell Automation
I
nverters, drives, variable frequency drives, motor drives—whatever you
call them, engineers understand and accept their performance-enhancing,
energy-saving, and motor-protection benefits.
That acceptance has led to a proliferation of drives offerings,
with much of the hardware based on similar technology
resulting in excellent or enhanced quality across leading
brands. Engineers considering drives options may want to
focus on the ease-of-use tools and features provided by the
configuration software as much as the actual hardware.
By examining the whole drives package, especially the
configuration software, engineers can make a more informed
decision that saves them time and labor during configuration,
commissioning, and startup.
Like all software, drives configuration software is experiencing
rapid evolution making it easier to use and more powerful.
The most profound advancements involve integrating the
controller and drive. For networked drives, integration
capabilities help lower programming, installation, and overall
ownership costs by minimizing the software tools required. This
helps users gain faster startups, improved accuracy, and easier
drive-system maintenance.
…say goodbye to the complicated world of drivecontroller integration.
Traditionally, adding a drive to a control system meant learning
to work with a new software tool and managing separate
drive configuration files. By using programming software
that integrates the drives and the controller, users have less of
a learning curve and can more easily manage the drive and
the control system since there is only one software package to
purchase and learn.
Reduce Chance of Mismatch I/O
When installing drives, a major complexity is configuring the
settings to synch up between two programming environments.
For example, a conflict in the I/O configuration setting can
arise when the controller and drive are configured at different
times with different tools. In other words, the controller expects
one size of I/O while the drive is configured for a different size.
This mismatch creates an I/O connection error in the program
10 NEMA electroindustry • January 2013
and can become a nuisance for programmers, typically during
system start-up when time can be limited.
In the past, the first phone call to tech support involved
troubleshooting to remedy these communication gaps. With
integrated drives configuration, users can now configure both
sides of the network connection at the same time with one
tool, reducing the potential for errors. This capability can be
especially beneficial in applications involving a large number of
drives, where managing the various configurations can consume
an inordinate amount of engineering time and resources.
Streamline Drives Configuration Data
To ease maintenance and improve access to information, some
software saves drive configuration data as part of the controller’s
project file and also stores it in the controller. As a result, there
is no need to store and maintain multiple files—users only need
one file for the controller and all drive configurations.
In the event of a failure, replacement and restoration of the
original drive configuration is a much easier process. In
some cases, the controller can automatically download the
configuration to a replacement drive, further reducing
down-time.
Remove Cryptic Parameter Descriptors
Individually programming parameters and tags when
configuring drives can be a major challenge. Many controllers
store drive information in memory as a contiguous block, where
each drive parameter is represented by a physical address or
number rather than a descriptive name. Typical tags might read
“.data3” or “.data4,” forcing users to constantly refer back to user
manuals to interpret and document the control program. This
tedious task is time-consuming and often must be repeated for
each drive in a system.
Engineers installing drives should look for programming
software in which a device-specific data structure is created
automatically. These data structures can now be represented
with descriptive names rather than generic numeric-based
parameters addressing schemes used in the past. The data
structures also use the proper data types—integer, real, Boolean,
etc.—for each parameter, so no manual data type conversion is
required by the programmer.
Engineers also should seek software options that provide
network I/O drop-down boxes containing all the parameter
Industrial Automation, Controls, Systems
Rockwell Software RSLogix 5000 v20 software from Rockwell Automation delivers the high
performance of an integrated control system for manufacturers and machine builders requiring a
smaller control system, integrating motion capabilities on the EtherNet/IP™ network with the
Allen-Bradley CompactLogix controller family.
The PowerFlex 755 AC Drive Add-On Profile, opened in Rockwell Software RSLogix 5000 v20
software from Rockwell Automation, illustrates drive configuration integrated in the controller’s
programming environment. Images courtesy of Rockwell Automation
names. This minimizes the potential for errors when defining
various network I/O. Tags can then be created in the control
development environment and accessed via HMI (humanmachine interface), reducing set-up and configuration time.
A copy-and-paste programming feature can quickly create
additional duplicate drives.
reducing drive startup and commissioning time, wizards can
improve set-up accuracy by significantly reducing manual
configuration with the end device.
Simplify Coding
A common problem in many drives installation projects is that
multiple engineers are developing different versions of the same
code. With numerous code variations, installation and startup
become more tedious and complex. That’s because engineers
must check and verify each version—and the specific set of
errors used with each code—to confirm a smooth installation.
Programming software capabilities, such as user-defined add-on
instruction, encapsulate drive-specific operations into a reusable
module of code. This reduces the development and validation
effort, and promotes consistency among projects since there’s no
need to constantly reinvent commonly used control algorithms.
Some software packages further simplify the programming
of networked drives with tag generator tools. Users no longer
have to worry about I/O mapping and correlating the I/O image
with device user manuals. Tag generating tools help save users a
significant amount of programming time per device, depending
on the complexity of the device.
Startup wizards for drive commissioning are another key
advancement in drives configuration software. Instead of using
a linear list editor to navigate through hundreds of parameters,
startup wizards provide a simple step-by-step process.
Graphs, images, and descriptive text assist the user through
the remaining commissioning process. Besides dramatically
Engineers also can enjoy the benefits that device configuration
software can offer to simple, hardwired, or stand-alone
applications. Drives are just one of many components in a
system. For these applications, device configuration software
can take what once required several different software
configuration tools and wrap it into a single software package
with a simple catalogue of devices available at the engineer’s
fingertips.
Combining a controller with a full suite of compatible
components and application development tools—application
profile, quick starts, wiring diagrams, and pre-developed
HMI screens—can provide engineers with a simplified way to
implement common control tasks as part of the machine design.
This dramatically improves end user experience and reduces
the risk of potential engineering programming, training, and
maintenance nightmares.
Clearly, it’s not just about hardware anymore. With simplified
programming software, engineers can say goodbye to the
complicated world of drive-controller integration and hours
of grueling tagging and coding validation. Advancements
in programming software capabilities are just the start of
integration and interconnectivity capabilities to come. ei
Mr. Mears serves as product manager for Low Voltage Drives,
Control Products & Solutions, at Rockwell Automation, and
is responsible for drive configuration software, embedded logic
control, safety, and integration activities with other Rockwell
Automation products.
NEMA electroindustry • January 2013 11 A robotic arm can pick up four 55-pound buckets at one time. Photo courtesy of ABB
Innovative Robotic Palletizing System Highlights
Manufacturing and Distribution Center
Rick Tallian, Consumer Products Segment Manager, ABB Robotics, North America
D
unn-Edwards, a leading manufacturer and supplier of paints and
painting supplies, serves professionals and consumers throughout the
Southwest. Established in 1925, the company sells most of its paint through
its own 109-store network. It faced a challenge in 2010 when it consolidated
all manufacturing and distribution operations into a new, fully automated
facility in Phoenix.
In designing the palletizing system, the requirement was to
palletize the five-gallon buckets of paint at a rate up to 48
buckets per minute, building two pallets every 90 seconds (36
buckets/pallet).
An integral part of the automation portfolio is an innovative,
high-performing robotic palletizing system, which was designed
and installed by Systems Automated of Sylmar, California.
The system utilizes a single ABB IRB 660 articulated arm robot
and a vacuum gripper that can pick up four 55-pound buckets at
a time. The current speed of incoming lines requires a speed of
44 buckets per minute, with excess cycle time capacity available
when necessary.
Because the system is able to achieve such high speeds, DunnEdwards is able to serve two incoming conveyors and build two
pallets at a time. The ABB IRB 660 robot sits between the two
conveyors and picks buckets from the left conveyor and puts
them on a left pallet or from the right conveyor for placement
12 NEMA electroindustry • January 2013
on the right. If needed, the buckets from line A can be placed on
pallet B, or from B to A.
The vacuum gripper is strong enough to pick up the buckets but
sensitive enough not to remove the tint plugs that are attached
to the top of each pail.
The system is unique for several reasons including its use of a
single robot, its speed and flexibility, the weight of the load that
is being palletized, and the dexterity of the gripper.
“The biggest consideration for us was the cycle time,” said Clay
Fenstermaker, director of engineering at Dunn-Edwards. “We
first considered an overheard gantry robot system, but Systems
Automated came up with a simulation that showed that the
fixed position, ABB robot could deliver the rate we needed.”
“This could well be the most sophisticated five-gallon paint
bucket packaging line in the world,” said Mr. Fenstermaker.
The system was launched in January 2011. The Phoenix plant has
been designed to accommodate future growth of the company
for years to come. ei
Mr. Tallian has more than 20 years’ experience in the
development of robotic material handling and packaging systems
for a wide variety of industry segments, specializing in robotic
assembly, picking, packing, and palletizing applications.
Industrial Automation, Controls, Systems
Recent Evolution in Industrial Manufacturing
Leads to Improved Quality, Better Output
Tom Fowler, Staff Product Specialist, Motor Control Business, Schneider Electric
I
ndustrial manufacturing has been evolving over the last 20 years. Everyone
knows about jobs that have moved offshore or the pressures to improve
profits and productivity, but not everyone is aware of the new businesses
and products that have developed as a result of the recent evolution in
industrial manufacturing.
Competitive pressures have never been greater in
manufacturing, and as a result a large number of companies
either greatly scaled back or totally eliminated their industrial
engineering and maintenance departments. While realizing
short-term profit improvements, the need for this skill to keep
factories running at peak efficiencies gave way to the birth of a
thriving business in manufacturing plant services.
A large number of manufacturing facilities now rely on outside
service companies with special expertise to keep their electrical
distribution, control, automation, and infrastructure running
at peak efficiency levels. Industrial service companies are also
providing their customers with new product solutions from
NEMA member companies. Automation systems that increase
productivity or products, such as NEMA Premium® efficiency
motors coupled with variable speed drives, reduce energy
consumption, which will also help achieve LEED certification,
reduce a manufacturer’s carbon footprint, and improve our
environment.
New products from NEMA industrial automation member
companies are also contributing to productivity and
profitability improvements on the factory floor. NEMA
industrial automation products have long been known to
provide the safe distribution and control of electrical power on
the factory floor, but now they are adding intelligence to these
basic electrical products.
Products such as electrical circuit breakers and electric motor
starters provide control and protection as well as provide
predictive maintenance and self-diagnostic information when
a problem occurs. The ability to communicate the information
over an industrial communication network or even over the
internet to remote locations results in minimal down time on
the factory floor.
New proximity and photo sensors keep track of products during
the manufacturing, assembly, and packaging processes with
higher scan rates for productivity improvements. They improve
product quality with better output consistency. Even such
basic control products as a start-stop pushbutton are available
for wireless control operation or connection to an industrial
communication network for simplified connection with less
wiring than older conventional solutions.
The programmable logic controller or PLC has also evolved in
the last 20 years. Long known as “the brains” of an industrial
automation system, they can now perform more sophisticated
tasks, but with the simplicity of many of popular “point and
click” computer systems.
Products and services from the NEMA industrial automation
companies have long been the backbone for the manufacturing
floor, but now they are taking a lead position in the evolution of
manufacturing in the world today. ei
Mr. Fowler is a staff product specialist for low voltage power
and control products at Schneider Electric. He has held several
product management and marketing assignments during his
36-year career in the industrial control and automation industry
and is past chairman of the NEMA 1IS Business Committee.
The NEMA Premium® program covers single-speed, polyphase, 1–500 hp,
2, 4, 6, and 8 pole, squirrel cage induction motors.
Learn more at www.nema.org/NEMA-Premium-Motors
Contact NEMA for the current version of ANSI/NEMA MG 1.
NEMA electroindustry • January 2013 13 Protect Your Home and Family
with Backup Power Supplied
through a Transfer Switch
Neil A. Czarnecki, Vice President, Engineering,
Reliance Controls Corporation
Daniel G. Scheffer. PE, Vice President Engineering and Technology—ASCO
Power Switching and Controls, Emerson Network Power
Automatic or Not—Making the Switch
S
torms like the recent Hurricane Sandy left more than eight million
customers without power. Many of the residential customers either
owned a standby generator or quickly acquired one to protect their homes
and families. While such generators provide the opportunity to power
essential appliances such as refrigerators, freezers, heating systems, pumps,
water heaters and the like, the ability to do so safely requires the use of a
transfer switch.
The proper application of transfer switches avoids dangerous
practices such as backfeeding electrical panels or dryer outlets,
which can inadvertently energize power lines and endanger
electrical utility workers and neighbors; mitigates fire, shock,
and appliance damage hazards in the home from makeshift
wiring practices; and protects the occupants from exposure to
toxic levels of carbon monoxide.
Optional standby transfer switches are safety devices that are
required by the National Electrical Code® (NEC). Article 702.6
states, “Transfer equipment shall be required for all standby
systems subject to the provisions of this article and for which an
electric-utility supply is either the normal or standby source.”
The use of transfer switches provides protection from
inadvertent interconnection of the normal and alternate
supplies, a condition that occurs when a standby generator is
connected to residence wiring supplying power through the
de-energized utility wiring to neighbors’ homes or to the utility
transformer. Obviously, inadvertently electrifying circuits that
other people believe to be “dead” pose significant safety hazards.
Utility workers and neighbors have been electrocuted by making
contact with these backward fed circuits.
14 NEMA electroindustry • January 2013
Residential transfer switches fall into three general categories—
automatic, non-automatic ( e.g., pushbutton operated), and
manual. An automatic transfer switch is one that transfers from
the normal to the backup source of power upon detection of
loss of power and without human intervention. Non-automatic
and manual transfer switches require a human operator to do
something to make the transfer occur. There are three primary
kinds of manual transfer switches for residential applications.
Whole house transfer switches consist of a transfer switching
system installed between the utility meter and the main
loadcenter, (an example would be a double-pole doublethrow safety switch) or between the main breaker and the
branch circuit breakers (an example would be a transfer-rated
panelboard).
Subpanel transfer equipment uses a small loadcenter that
contains only the branch circuits to be powered by the generator
or alternate power source. A transfer switch powers this
subpanel alternately from the main panel or the standby source,
wired in accordance with the provisions of the NEC.
Load-side transfer switches use multiple transfer switching
devices connected after the branch circuit breaker, one for each
circuit to be powered from the generator.
Choices, Choices, Choices
There is a wide variety of selection criteria to be considered
when choosing a residential transfer switch.
Safety
The point cannot be overstressed that the only safe means of
connecting standby generator power to a residence is by using
a transfer switch. “Jury-rigged” methods are dangerous and
violate the NEC and most local building codes. Always use
transfer switches to connect power to the circuits
of a residence.
Industrial Automation, Controls, Systems
Local Codes and Permits
The local codes and permits at the site of installation may
restrict some types of installations. Always determine local code
and permit restrictions before choosing a system.
Agency Certification
Transfer switches will be marked for the intended use and certified
to the appropriate product standard(s). Homeowners should verify
that the transfer switch is suitable for the intended use by checking
the product for a mark from a nationally recognized testing
laboratory (UL, CSA, ETL, MET Labs, Wyle, etc.) and the words
“suitable for use under Article 702 of the NEC.”
“Do-it-yourself” vs. Professionally Installed
It is recommended that transfer switches be professionally
installed, but they can be simple enough to be installed by a
capable homeowner. When in doubt, however, a professional
should do the work. Before buying a transfer switch, decide
whether you can or want to install it yourself.
Fully Installed Automatic/ Non-Automatic vs.
Portable/Manual
There is no question that a fully installed automatic transfer
switching system is the ultimate in convenience and ease of
operation, requiring virtually no operator intervention. There
is a cost for all this convenience. Automatic and permanently
installed non-automatic systems are generally more expensive
than manual systems, generally require professional installation,
and sometimes use a larger generator that may require its own
foundation and/or shelter.
In contrast, manual transfer switches require significant work
by the homeowner to start and connect the generator and
engage the desired circuits, often during bad weather conditions.
These systems are generally smaller, simpler, less expensive, and
easier to install.
The selection of automatic versus manual should take into
consideration factors such as:
•• In an emergency situation, can I buy the system and get it
installed in time to prevent damage to my home?
•• Is the homeowner willing and/or capable of doing the
tasks required by a manual system?
•• Are there frequent power outages, wherein the
convenience of an automatic would offset the increased
cost, or are outages so rare that an automatic would be a
waste of money?
•• Are there features to the home such that every power
outage must be handled immediately, whether the
homeowner is present or not?
Continued on page 16
Alternative
Backups Sources
on the Rise
W
hen severe weather blows into town, there’s a chance that you
or your neighbors may lose power. Although we can’t prevent
these outages, there are ways to prepare for them. Having a backup
power source is a good place to start.
One alternative backup power is the battery. Batteries—
a form of energy storage—are available in several
applications that range from charging small appliances,
like a cell phone or laptop computer, to larger products,
like wheelchairs, electric vehicles, or energy systems (e.g.,
wind, solar, or emergency lighting).
Several NEMA member companies are involved in these
portable energy technologies and offer products for
residential and commercial use.
Duracell offers the Powerpack 600, a standalone form of
portable power for ac, dc, and USB-powered electronics.
With its 600W capacity, it could power a portable light,
cell phone, laptop, portable cooler, or small TV. You could
also connect it to jumper cables to give your vehicle a
little juice.
For batteries strong enough to power emergency
lighting, wheelchairs, telecommunications networks,
and uninterruptible power sources, Panasonic offers a
valve-regulated lead-acid (VRLA) rechargeable battery. Its
predecessor, the classic lead-acid battery or flooded battery,
is open to the atmosphere so gases escape the battery rather
than being recombined back into water.
With these types of batteries, water must be added back.
Virtually all the gases created inside a VRLA battery
are recombined back into water, so no water addition
is required. This feature is why they are called
maintenance-free.
Continued on page 16
NEMA electroindustry • January 2013 15 Whole House vs. Partial
A whole house transfer switch has the distinct advantage of
being able to run any of the loads in the home. Partial transfer
switches, whether automatic, non-automatic, or manual, power
only those critical circuits predefined by the homeowner. Thus,
they require less attention, but are more restrictive in that
they cannot power any loads other than the predefined critical
circuits. Whole house systems usually require professional
installation, as their installation generally affects the incoming
utility power. Where a whole house transfer system is installed
ahead of the existing service disconnect, the transfer equipment
must be verified as marked “suitable for use as service
equipment.” Partial transfer systems can sometimes be “do-ityourself” installations.
Subpanel vs. Load Side
A subpanel style transfer installation generally uses a small
loadcenter that is powered by either the main loadcenter or the
generator through a single transfer switch. It is a simpler system,
but requires that the circuit conductors be moved from the main
loadcenter into the subpanel. This can be a daunting challenge
in some installations. Load-side transfer equipment is more
complicated, involving a transfer switch for each individual
load. However, they install after the branch circuit breaker,
making installation much easier and less expensive.
Separately Derived vs. Non-Separately Derived
A separately derived system requires that all current-carrying
conductors be switched (including the neutral). This requires
the use of a three-pole (line 1, line 2, neutral) transfer
equipment solution. (Ground conductors are not switched.)
A non-separately derived system requires that both neutrals
be solidly connected, not switched. This allows for the use of
two-pole (line 1, line 2) transfer equipment. NEC allows either
configuration. For additional information, see NEMA ICS 10,
Part 1, Annex B1.
Stay Safe
With safety maintained as a top consideration, standby
generators can be an effective means of protecting home and
family from the ravages of Mother Nature. Transfer switches
provide the only safe interconnection method.
Be safe—always use a transfer switch.
ei
Mr. Czarnecki is a member of 1IS and 5LVDE committees on
transfer equipment, the NEMA primary representative to NEC
Code Making Panel 13, chair of the CANENA committee on
transfer switch standards, and other bodies. Mr. Scheffer is a
member of NEMA 1IS, SCAC, and C&S Committee.
Backing Up Renewable Energy
Another feature of the VRLA battery is that it has a
one-way valve that releases a buildup of gases in the
event of abnormal or incorrect charging. Because
a classic lead-acid battery does not have a valve, a
buildup of gases could cause the battery to leak, blow
out, or lose electrolytes.
SAFT America, Inc., provides two different types of
batteries: Sunica.plus nickel-cadmium (Ni-Cd) and
nickel-metal hydride (Ni-Mh).
The Sunica.plus Ni-Cd batteries are specifically designed
for renewable energy systems such as wind, solar, or a
hybrid of both. These batteries can withstand extreme
temperatures and have long lifecycles. They can also
be used for bigger backup power systems including
telecommunication networks and signaling systems.
The technology behind Ni-MH batteries is similar to
Ni-Cd batteries in that both chemistries use nickel
oxyhydroxide in the positive electrode. However,
Ni-MH batteries use a hydrogen absorbing alloy in place
of cadmium in the negative electrode. Ni-MH batteries
have a variety of uses ranging from powering personal
mobility devices and small appliances to larger scale
systems such as photovoltaic (PV), renewable energy,
and emergency lighting. They can also be used for radio
communication and tracking. Another useful application
from a consumer’s perspective is that this technology can
be used for electric and hybrid vehicles.
SAFT also offers portable energy applications including
a PV module, mobility module, and Smart VH module.
The PV module, as you may have guessed, is well-suited
for small, off-grid PV applications. The mobility module
is designed for personal mobility applications including
electric wheelchairs, scooters, and bikes. The Smart VH
module is similar to the mobility module, but what makes
it a little different is that it allows several batteries to be
connected to it, giving it increased capacity.
If these technologies seem a bit daunting, start small.
Even an LED flashlight could help get you out of a
darkened situation. ei
Chrissy L. S. George, Assistant Editor/Writer |
chrissy.skudera@nema.org
Find a manufacturer at www.nema.org/mfgs
Much of the information in this article was adapted from NEMA ICS 10 Part 3 Safety Bulletin: NEMA
Safety Considerations for Residential Transfer Equipment and Residential Transfer Switches, which
can be downloaded at www.nema.org/Transfer-Switches.
1
16 NEMA electroindustry • January 2013
Industrial Automation, Controls, Systems
Three-Part Safety Portfolio Reduces Arc-Flash Risk
Incorporating motor control centers with remote monitoring,
arc-resistant devices, and closed-door power-removal
Paul Krause, Development Manager for Low-Voltage MCCs, Rockwell Automation
A robust arc-flash option provides:
Helping protect employees working on or
near energized electrical equipment requires
mitigating risks associated with high levels of
incident energy, especially when the potential
hazard is an uncontained arc flash of current
that can reach 35,000 ºF. Extreme temperatures
can cause clothes to ignite or even burn skin
directly. Molten metal and shrapnel can
explode into the air from a motor control
center (MCC).
• a pressure relief system that redirects gases
through the top of the enclosure
• arc-containment door latches resistant to high
internal blast pressures
• insulated power bus closing plates at the ends of
each MCC lineup
Using a lower horizontal bus rating (maximum
1,200 ampere bus) and smaller main disconnects
reduces electrical hazard further by minimizing
let-through energy within the MCC.
Standards set forth by the National
Fire Protection Association and other
organizations have begun to address arcflash danger. Portions of OSHA and IEEE
codes, as well as the National Electrical Code®
relate to standards for personal protective
equipment and “limits of approach” focused
on withstanding an arc flash. Other guidelines
that take a proactive perspective include
equipment design standards aimed at
containing arc flash in the first place.
Three-Pronged Approach
The optimal approach to MCC arc-flash safety
combines proactive, preventative methods
with systems, designs, and features that protect
employees from electrical hazards.
Closed-door Technology
Closed-door power removal technology allows
an operator to disengage an MCC unit from the
power source without opening the enclosure
door. Removing the unit stabs from the power
bus before opening the door to troubleshoot
or perform maintenance minimizes personnel
exposure to the main bus and hazardous voltage.
After withdrawing and disconnecting the stabs
from the power bus, an employee can open
the door and remove the unit. Using a remote
operation tool to disconnect and connect stabs
places the operator safely outside the arc flash
boundary. Premium closed-door technology uses
a multipoint validation system to provide power
removal confirmation, notifying the operator when the power
stabs are entirely withdrawn from the vertical bus. Closeddoor power removal also helps companies put processes back
online faster by reducing the need to obtain hot-work permits to
service equipment.
Improving arc resistance and adding closeddoor capabilities in Rockwell Automation
CENTERLINE MCCs resulted from customer input
and feedback critical to addressing the growing
concern of electrical safety. Photo courtesy of
Rockwell Automation
Remote Monitoring
Extending IT infrastructure to control equipment and
applications adds a risk management capability critical to
avoiding arc-flash exposure. MCCs integrated with DeviceNet™
and EtherNet/IP™ (trademarks of the Open DeviceNet
Vendor Association) networks enable personnel to monitor,
troubleshoot, and diagnose the MCC remotely without exposure
to dangerous conditions and power equipment. In addition,
real-time remote data monitoring, without opening an MCC
door, increases the ability to identify potential problems before a
safety event occurs.
Arc-Resistant Devices
IEEE C37.20.7-compliant arc-resistant control devices and
enclosures help protect personnel by minimizing arc initiation
and increasing MCC structural containment properties.
Safety First
Rockwell Automation was the first NEMA MCC manufacturer
to combine CENTERLINE ArcShield arc resistance and
SecureConnect closed-door power removal technologies.
Improved safety—with a focus on improved productivity
and cost management—is an automatic, integral element in
emerging MCC technology. ei
Mr. Krause serves as engineering development manager for Low
Voltage Motor Control Centers, Control Products & Solutions, at
Rockwell Automation.
NEMA electroindustry • January 2013 17 Optimize Maintenance
and Energy Efficiency—
Monitoring Motor
Operation Yields
Significant Savings
Kevin Trimmer, Product Manager, Eaton Corporation.
A
small percentage of motors and motor loads in the U.S. are equipped
with traditional condition-based monitoring systems, which are
usually reserved for the most critical and expensive equipment. That leaves
the majority of motors without monitoring systems—and a tremendous
potential to save energy and reduce downtime due to unexpected conditions
that are caused by a lack of data. Today, advanced relays provide a costeffective way to monitor parameters that can help organizations improve the
energy efficiency of their systems.
Condition monitoring systems (CMSs) consist of hardwired vibration sensors, pressure transducers, and resistance
temperature detectors connected to a data acquisition system.
Qualified personnel then analyze the data from sensor outputs
and take appropriate action. The lack of adoption stems from
the costs, time, and complexity associated with conventional
condition-based monitoring systems.
Advanced motor overload and monitoring relays can help
fill the gap. They monitor parameters to gain more precise
and real-time perspective of performance. Although relays
do not monitor the exact same parameters as a conditioning
monitoring system, they provide critical information that can
reduce costs, save energy, and improve maintenance.
Monitoring All Systems Optimizes Uptime
Electric motor-driven systems used in industrial processes
consume an estimated 23 percent of electricity in the U.S.
Conventional field-wired sensors and CMSs have helped to
dramatically reduce energy use by large motors—those more than
200 hp—through advanced monitoring and diagnostic systems
that help facilitate maintenance and improve system uptime.
There are a high percentage of critical loads at low horsepower
where condition monitoring is not being utilized. Deploying
similar monitoring systems on smaller motors, however,
could reduce motor energy use by another 18 percent. The
18 NEMA electroindustry • January 2013
Advanced relays help Sheboygan Regional Wastewater Facility identify and resolve situations before
they lead to energy inefficiencies or downtime. Photos courtesy of Eaton Corporation
conventional wiring approach would not be cost-effective
on these smaller motors, so the potential energy savings and
optimized preventative maintenance would be negated.
Yet, without critical power data, the resulting unscheduled
downtime and inefficient operation of equipment translates into:
• reduced throughput
• environmental fines
• energy waste
• higher maintenance costs
• increased capital expenditure
• reduced profitability
Today, solid-state motor overload and monitoring relays can
provide real-time line, load and motor protection, and control.
In addition to monitoring electric motor health, the technology
provides line conditioning for improved motor reliability and
reduced maintenance downtime. These electronic relays help
reduce installation and infrastructure costs by up to 84 percent
compared with conventionally wired systems. Further, all
motors need a relay anyway.
Users can configure the system locally or with a variety of
standard industrial communication protocols, allowing for
integration into supervisory control and data acquisition
(SCADA), programmable logic control, and distributed
control systems. Motor protection relays equipped with
fieldbus protocols enable maintenance and operations teams
to monitor key failure indicators on motors in real time. As
Industrial Automation, Controls, Systems
system performance problems are addressed, energy waste is
avoided resulting in savings and improving system reliability
simultaneously.
Advanced relay control circuits and registers allow the data to
initiate action locally or at system level. Instantaneous power
consumption and motor efficiency monitoring enables real
time optimization of energy usage required for the motor load
condition. The technology is easily retrofitted and provides
flexibility and expandability to accommodate plant complexity.
With real-time, continuous information, maintenance teams
can find potential issues before they cause downtime or waste
energy. Instead of performing spot checks, personnel can detect
variations from a centralized location. This speed of information
helps personnel be proactive to avoid downtime.
Real-World Example
Sheybogyan Regional Wastewater Treatment Facility
serves 68,000 people in Sheboygan, Wisconsin. Average
daily flow is about 11 million gallons, and if there is a rain
event or substantial snowmelt, peak flow can reach 64 million
gallons. It is essential that all pumps operate effectively to
ensure that increased flow levels can be managed properly and
adverse sewer problems avoided.
Problem
At its Indiana lift station, Sheboygan had three 75 hp motors
with a full load current of 96 amperes. It was using three
bi-metallic overload relays to protect the motors and flow
meters on the output of the pump to ensure
proper flow from the pumps. Flow data
was communicated to its headquarters and
logged in a SCADA system. However, they
had no means of monitoring anything else
related to the motor or pump.
After retrofitting advanced overload and
monitoring relays in place of the bi-metallic
overload relays, the maintenance supervisor
later noticed one of the three motors was
drawing more power (75kW), while the other
two were drawing only 50kW. Yet, all three
flow meters for each pump reported the same
flow reading. This increase, if left undetected,
is equivalent to an additional $10,900 in
annual energy costs, assuming a 50-percent
duty cycle.
Solution
The installation of the new motor protection relays (equipped
with fieldbus communications) provided the plant with
real-time monitoring of its motors and pumps at remote
lift stations.
Advanced relays provide a cost-effective way to
monitor parameters that can help organizations
improve the energy efficiency of their systems, while
reducing downtime
Previously, the extra power draw would have gone on for an
extended time without being detected, leading to large energy
losses and extra mechanical and electrical stress on the pump
and motor.
Using the data from motor overload and monitoring relays,
a service technician was immediately dispatched. He removed
a foreign object that was wrapped around the impeller,
which had resulted in a decrease in the power draw back to
the normal level.
Results
The advanced relays provide added monitoring and are helping
Sheboygan identify and resolve situations before they lead to
energy inefficiencies or downtime. With the ability to monitor
motors and pumps in hard-to-access areas, Sheboygan now can
trend real-time motor and pump conditions
that could have gone unnoticed for days
or weeks when using traditional bi-metal
protection and flow meters. Additionally, a
full suite of protection is provided, including a
low power feature that protects pumps against
starved or dead-headed conditions. ei
Mr. Trimmer is the product manager for
advanced motor protection with Eaton
Corporation. His experience includes sales,
marketing, and application experience in the
electrical industry.
An advanced overload relay’s user interface combines
protection, operation and monitoring values into a
single display.
NEMA electroindustry • January 2013 19 MIT Study Creates Electroindustry-based
Method for Mapping Products to Energy Use
and GHG Emission
Robert Boteler, Government Relations, Nidec Motor Corporation
N
EMA’s Motor and Generator Section (1MG) recently
participated in a Massachusetts Institute of
Technology (MIT) research project designed to increase
NEMA members’ understanding of and ability to
Use, 99.778%
Materials, 0.115%
influence the environmental impact of their products,
specifically with regard to energy and greenhouse gas
(GHG) emissions.
Manufacturing, 0.094%
Characterizing the “carbon footprint” of a
product generally requires a comprehensive
lifecycle analysis that considers the
environmental impacts of a product from raw
material extraction and transportation to manufacturing (or
service provision), distribution, consumer use, and end-of-life
disposal. MIT has developed a streamlined approach, which
focuses on the identification of the principal “drivers” of carbon
impact within a product and the characterization of the effect of
changes in those factors.
Transport, 0.007%
Assembly, 0.00025%
End--of--Life, 0.006%
The project leveraged existing data and input from NEMA
member firms to create an electroindustry-based method for
mapping product characteristics to potential energy use and GHG
emissions. One valuable benefit of this effort is insight into the
risks and opportunities for carbon mitigation within the industry.
Measuring Efficiency
The project also represents the initial phase of a broader
exploration into this important issue. The methodology is
scalable and expected to be applicable to a wide variety of
NEMA products and divisions. Motors were selected as an
initial test product because of their impact—electric motors
are responsible for 40 percent of global electricity usage, most
significantly from driving pumps, fans, compressors, and many
other mechanical traction equipment.
The International Energy Agency (IEA) estimates seven percent
of global electricity demand could be saved through the use of
higher energy efficiency motors (IEA, 2006). To date, limited
research has been reported on the carbon footprint quantification
and methodology development for these products specifically.
20 NEMA electroindustry • January 2013
Figure 1. Overall lifecycle impact, expressed as global warming potential, of a typical 25 hp NEMA
Premium electric motor, operated for 5,000 hours/year over 20-year lifetime powered by an average
U.S. electricity grid mix. This is based on a general purpose, 6-pole, cast iron, premium efficiency, and
total fan-cooled enclosure.
The study shows that, under typical use conditions for motors
1 hp and larger, the use phase dominates other lifecycle stages
in terms of energy consumption, and the associated GHG
emissions related to energy consumption are variable depending
on dominant energy sources in the region in which the item
is used (e.g., GHG emissions in a coal-dominated energy grid
would be higher than in a hydroelectric-dominated energy grid).
When a motor is fully employed during its entire service
lifetime (5,000 hours/year for 20 years), the use stage makes
up more than 99.8 percent of the impact in terms of lifecycle
energy. If a motor is used at the same intensity for just one
year, the use stage impact remains highly dominant, making
up 98.6 percent of the lifecycle energy impact. However, there
may be exceptions for motors that are not frequently in use.
For motors that are used for 50 hours or less during their
lifetime, the impact of materials and manufacturing stages is
greater than that of the use stage. Under most use scenarios
powered by the average U.S. electricity grid mix, the materials
and manufacturing combined are responsible for less than
0.5 percent of total lifecycle carbon emissions, where the
manufacturing burden is a bit lower than the materials burden.
The MIT study evaluated three sample polyphase categories.
NEMA members provided specific information detailing
Industrial Automation, Controls, Systems
the materials used as well as the manufacturing processes
used for the production of each selected motor. The total
masses of several types of motor products were obtained
through the extensive review of product catalogues from 12
motor companies. Researchers at MIT used several statistical
tools, including Monte Carlo simulation, to identify the top
GHG contributors and their impact given the uncertainty in
background data and contextual conditions.
The total mass for a cast iron ac motor product (general
purpose, three-phase NEMA ac motor) is closely related to
frame size. There is a relationship between horsepower and
frame size, as shown in Figure 2. The MIT study found variation
in the data due to the number of poles, enclosure type, and
efficiency class, as well as individual manufacturer differences.
While there are differences in the mass fraction and materials
for each component across a set of motor attributes, the study
assumed that motors ranging from 1 hp to 100 hp have largely
the same set of components, as well as the same mass fraction of
these components. As a result, this analysis was used to quantify
the GHG emissions in materials and manufacturing phases
for an undefined motor between 1 hp and 100 hp, shown as a
function of frame size.
Motor-Driven Solutions
The determination that greater than 1 hp electric motors likely
have more than 99.8 percent of global warming potential (GWP)
in the use stage confirms the need to improve and manage
the application, design, and selection of motor-driven systems
as a leading method of reducing GHG in the industrial and
commercial market segments.
NEMA is proud to have taken part in this important study that
will help members and non-members better understand and
evaluate their products’ GWP.
1MG introduced NEMA Premium® high performance motor
standards in 2001 as a clear way for end users and original
equipment manufacturers to quickly identify polyphase motors
having efficiency levels at or above nominal energy efficiency
levels contained in ANSI/NEMA MG 1-2011 Motors and
Generators, Table 12-12 or 12-131.
The Motors and Generators Section continues to support
motor-driven solutions that include the expansion of
regulations that broaden motor types and categories covered
by efficiency standards while maintaining performance and
assuring interchangeability and retrofit capability for motor
users in the U.S. ei
Mr. Boteler received NEMA’s Kite and Key award in 2007 for his
work advancing efficient motors. He has spent more than 25 years
promoting and developing motor efficiency programs including
the NEMA Premium motors program and the electrical motors
section of the Energy Independence and Security Act.
Contact NEMA for the current version of ANSI/NEMA MG 1.
1
Figure 2. There is a fixed relationship between horsepower and frame size. For an ac motor with given horsepower, frame size is variable, ranging from 2 poles, 4 poles, 6 poles, and 8 poles.
Operated for 5,000 hours/year over a 20-year lifetime with an average US electricity grid mix.
NEMA electroindustry • January 2013 21 Applying the Law of Conservation of Energy
Ken Fonstad, HVAC Application Engineering Manager, ABB
W
hen input and output current measurements are made on a modern
variable frequency drive (VFD), the current at the output of the VFD
may exceed the input current to the VFD. This seems to violate the law of
conservation of energy. Are the measurements and/or the reporting actually
correct? If so, how can this happen?
In order to understand what these measurements show, let’s
look at an example in detail and consider the way in which an ac
induction motor draws current.
Example
The rms (root mean square) voltage and current below was
reported on a start-up report for a VFD: input 22A at 476V;
output 28A at 480V.
Voltage Boost
One question raised by this data dealt with the slight increase in
rms output voltage compared to the applied input voltage. While
this could be the result of a test meter that doesn’t properly
measure the voltage of pulse-width modulation (PWM), the
meter’s measurement is most likely accurate.
To understand this slight boost, it helps to know how a PWM
VFD operates. The incoming ac voltage is rectified to produce
a dc bus voltage, which is then inverted back to a controlled ac
output voltage by the VFD’s output stage. It is possible to provide
a slight boost in the rms voltage supplied to the motor in each of
these stages of the drive. On the other hand, the current drawn
by the motor is significantly higher than the current drawn
by the VFD. This is generally the greater cause of confusion. It
appears that the VFD is making current from nothing.
What is happening? First, the VFD does not really control
the current drawn by the motor. It simply provides voltage to
the motor and the motor draws the current that it needs. The
amount of current that the motor draws depends on the load
applied to the motor, the design of the motor, and the frequency
and voltage of the ac that the motor receives.
Example of Resistive Load
To understand the relationship between voltage, current, and
power, start with a simple example. Assume that 3-phase,
480V rms ac voltage is applied to a 3-phase bank of resistors and
the current drawn by each leg is 28A rms.
The total power delivered to the bank of resistors can be
calculated as:
P=√(3 ) V I
where: V = 480V = 0.48kV; I = 28A; P = 23.3kW
22 NEMA electroindustry • January 2013
Because this is an ac circuit, it is useful to look at the ac waves.
Voltage (V)
800
600
400
200
0
-200
-400
-600
-800
Current (A)
50
40
30
20
10
0
-10
-20
-30
-40
-50
50
This is a resistive load; voltage and current are in phase with
each other, i.e., voltage and current rise and fall at the same
time and pass through zero at the same time. To calculate the
power delivered to the bank of resistors, simply calculate the
instantaneous 3-phase power at each point of the curves by
using the same formula as above.
Power (kW)
50
45
40
35
30
25
20
15
10
5
0
When the voltage is positive the current is positive, and when the
voltage is negative the current is negative; thus, the product of
the two is always positive. The horizontal line shows the average
power, which is the same 23.3kW that was calculated above.
Industrial Automation, Controls, Systems
Example of Motor Load
The above example is straight forward when the load on an ac
circuit is a bank of resistors. However, when a motor is the load,
things change. The problem is the coils in the motor. The coils
have an electrical property called inductive reactance that tends
to shift the phase of the current so that it lags behind the applied
voltage. The data for this example was measured for a motor
that was at about 60 percent of full load. The phase shift angle
between the voltage and the current would likely be around 45°.
Voltage, current, and power graphs for the motor would look
like this:
Voltage (V)
Voltage (V)
800
800
600
600
200
400
-200
200
-600
0
400
Voltage (V)
Current (A)
50
40
400
30
200
20
-400
10
0
0
-600
-10
-200
-20
-400
-800
-50
50
Current (A)
-40
-50
50
Power (kW)
45
40
-30
Current (A)
50
50
-20
Real Power=Power Factor × Apparent Power
-40
-800
-10
50
40
40
30
30
20
20
10
10
0
0
Many meters measure apparent and real power. They must
measure voltage and current at the same time. It is possible
to calculate real power if apparent power and power factor
are known.
-30
-600
0
Power Factor = 16.5kW/23.3kVA=0.707
-800
-200
10
The concept of “power factor” is often used in such calculations. It
is the ratio of real power to apparent power. Since real power can’t
be greater than the apparent power, power factor is always less
than or equal to 1. In the example above, the power factor is 0.707.
Power Factor = (Real Power)/(Apparent Power)
0
800
20
One way to calculate real power is by calculating the average of
the instantaneous power. The heavy horizontal line in the power
graph shows this. The value of the average power is 16.5kW.
-400
600
30
kW. Apparent power is important even though it isn’t the same
as real power. For example, the rating of a transformer is based
on the total current that passes through its windings, both the
current supplied from the power source and the current that is
recirculated by the load. Because of this, transformers are sized
in kVA.
35
25
15
5
Power (kW)
In-10each of the highlighted regions, the polarities of the voltage
-20 the current are opposite. The power in these regions is
and
-30
negative.
Negative power means that this current isn’t delivering
-40
energy
from the VFD to the motor. Instead, it is delivering
-50
50
energy back to the VFD. This “reactive” or “recirculating”
current is measured by the ammeter between the VFD and the
motor. A power calculation
using (kW)
the ammeter reading will be
Power
too high.
50
45
40
35
30
25
20
15
10
5
0
50
45
Using
the data above and √(3 ) V I gives the following values:
40
input
22A
at 476V and output 28A at 480V.
35
30
√(3)
V I= √(3) ×22 A × 0.476kV=18.1kVA
25
20
√(3)
15 V I= √(3) ×28 A × 0.480kV=23.3kVA
10
It looks
like the drive is delivering more power than it is
5
drawing
from the power line!
0
Apparently It’s Power
In ac circuits, this is called apparent power, because it only
appears to be power. Apparent power is measured in kVA to
distinguish it from active or real power, which is measured in
In the example above, the power factor of the lightly loaded
motor was 0.707. The real power that the motor was drawing was:
Real Power into the motor = 0.707 × √3 × 480 V × 28 A =
16.5kW
How does this compare to input power drawn by the VFD? The
power factor of the input of a modern VFD is generally high—in
this case, around 0.955. A similar calculation for input power gives:
Real Power into the drive = 0.955 × √3 × 476 V × 22 A =17.3kW
A comparison of apparent power drawn by the drive (18.1kVA)
and apparent power drawn by the motor (23.3kVA) make it
appear that the law of conservation of energy is being broken
and the VFD is acting like a perpetual motion machine. The
real power supplied to the drive was 17.3kW and the real power
drawn by the motor was 16.5kW.
Utilities often charge a power factor penalty to customers whose
buildings have a low power factor because the extra current
required to serve a building with a low power factor requires the
utility to invest in larger distribution transformers and power
lines. Because VFDs generally have a high power factor, they
help buildings meet utility power factor requirements without
the need to add power factor correction equipment. ei
A teacher, Mr. Fonstad has also served as chair of the Engineering
Committee of the Variable Frequency Drives Product Section of
the Air Conditioning and Refrigeration Institute.
NEMA electroindustry • January 2013 23 Fire Pump Motor Controllers—
At the Heart of Life Safety
William Buckson, NEMA Program Manager
W
hen it comes to Industrial Control Section products, perhaps none
can be deemed more important or necessary to life safety than the
fire pump motor controller. Forgotten or possibly relegated by some as
the proverbial redheaded step child of motor controllers, not one building
constructed higher than what municipal water pressure can provide—
whether it be for commercial, high rise residential, industrial, healthcare, or
educational purposes—can be legally occupied without one.
Sprinkler systems in such buildings require these controllers to
operate the motors that drive the pumps which in turn provide
the required water pressure necessary to extinguish a fire in the
event of an emergency.
fire pump controls primarily based on technical data provided
by NEMA 1IS SC10.
Because the fire pump controller is required to be activated
in emergencies when the usual power supply may become
interrupted and or unavailable, transfer switches—whether
integral to the controller or provided upstream—are another
1IS product and component in the life safety system made up of
the controller, motor, pump, and sprinkler arrangement. In fact,
the inclusion and allowance of upstream transfer switches being
located within the pump room in the 2013 edition of NFPA 20
are a result of a collaborative effort between the NEMA 1IS SC10
and 1IS SC 16 (transfer switch equipment) members.
NEMA’s 1IS Technical Subcommittee 10 (SC10), which
comprises 99.9 percent of North American manufacturers of
fire pump motor controllers, is charged with the responsibility
for the technical oversight of these products, and is proactively
engaged in UL, CSA, FM, CANENA, IEC, and most notably
in NPFA 20 Standard for the Installation of Stationary Pumps
for Fire Protection technical activities, where the heart and
regulatory pulse of fire controller safety resides.
This critical piece of equipment is typically isolated within its
own protected environment in what is termed the pump room.
The Workings of the Fire Pump Room
The 2013 edition of NFPA 20 is the 30th revision since its
origination in 1896. NEMA is expertly represented on the NFPA
20 panel by SC10 Chairman Richard Schneider, Joslyn Clark
Controls, and SC10 Vice Chairman Bill Stelter, Master
Control Systems.
SC10 members pride themselves in the development of drafting
numerous proposals as extract material for inclusion and
reference into NFPA 70 National Electrical Code® (NEC), under
Article 695 Fire Pumps.
Similar to other types of motor controllers, fire pump
controller designs have evolved over the years as the result
of advances in technology as well as the upgrading of many
building code requirements.
For example, sprinkler system pressure is typically sensed by
transducers rather than environmentally unfriendly pressure
switches that contain mercury. Furthermore, NFPA 20
recognizes variable speed electric as well as variable speed diesel
24 NEMA electroindustry • January 2013
Harmonization Efforts
SC10 member companies were rewarded in 2006 for their
technical harmonization efforts with the publication of the first
tri-national fire pump controller standard (UL 218) developed
under CANENA. Chairman Douglas Stephens, ASCO, is
currently leading members in the development of the first
revision of that standard, which will encompass the latest
NFPA 20 edition changes.
From an international perspective, SC10 members were
instrumental in developing one of the few successful adoptions
of a U.S.-based standard for international use, namely the IEC
62091, which when published in 2006, relied heavily on NFPA 20
philosophies. When the IEC 62091 re-surfaces for its maintenance
cycle sometime during 2016, SC10 members and their expertise
will again be central in its review and enhanced revision.
Industrial Automation, Controls, Systems
product will provide an acceptable performance
level deemed necessary in minimizing the
potential for property loss that might be
incurred in the event of a fire.
There is no question that NEMA 1IS SC10
member products, though perhaps not
considered as sexy as some, are instrumental
components in the fire safety system confidence
we have all come to expect from our sprinklered
buildings not only here, but across the globe.
Images courtesy of Firetrol Products
A unique and additional component of fire pump controller
discipline is its mandatory compliance to factory global (FM)
requirements if installed in premises insured by an FM-affiliated
insurance carrier. FM 1331/1323 certifies that a compliant
Mr. Buckson (bil_buckson@nema.org) is the
technical program manager for NEMA’s Motor,
Industrial Control, and Fuse Sections. In
addition to working as a CSA project manager
for lighting products, he was also an electronic
technician with the U.S. Navy and spent 33 years
with Hubbell Inc. in Wiring Device and Lighting
Industries, as a testing, certification, and
standards engineer.
1IS IEC Participation Grows
T
here is a significant commitment by the Industrial Automation Control
Products and Systems Section (1IS) to actively participate in relevant
parts of the International Electrotechnical Commission (IEC).
In IEC SC65B Measurement and Control Devices, staff
and 1IS SC22 members have a strong presence developing
requirements specifically for programmable controllers.
Recent efforts by China, however, have forced the development
of a new document under TC65 Industrial-Process
Measurement, Control and Automation, as part of the
61010 series Safety requirements for electrical equipment for
measurement, control and laboratory use.
The section also supports work in TC44 Safety of Machinery;
TC109 Low Voltage Insulation Coordination; TC70 Degrees
of Protection Provided by Enclosures; SC17A and SC17C High
Voltage Switchgear and Controlgear and their assemblies,
respectively; and TC77 Electromagnetic Compatibility,
particularly for its impact on functional safety.
Through 1IS SC7, the section has strong involvement in
SC22G Adjustable Speed Drives. The U.S. is secretariat for
the committee and NEMA members are active working
group members.
While NEMA has been well represented in relevant IEC
SC17B Low Voltage Switchgear and Controlgear activities,
more members are needed in IEC TC64 Electrical
Installations of Buildings activities. Participation can
affect installation requirements for member equipment.
Members are urged to join USNC TAGs and review draft
documents to ensure that U.S. concerns are addressed and
U.S. products are not subjected to market access restrictions.
There is continuing evidence that LVDC circuits will support
an expanding number of applications, particularly the output
of renewable energy resources and data centers, where there
seems to be a focus on 390V dc systems. This seems to be an
opportunity for new products, especially for control functions
in dc circuits.
Another significant activity for 1IS membership is the IEEE
effort to create documents harmonized for North America to
counter the European bias of IEC 61000-3-2 and 61000-3-12. ei
Ken Gettman, Director of International Standards |
ken.gettman@nema.org
NEMA electroindustry • January 2013 25 Energy Efficiency Improvement with Permanent
Magnet Motors and Variable-Frequency Drives
Jun Kang, PhD, Manager of R&D and Applications Engineering, Yaskawa America Inc.
A
bout two-thirds of electricity is consumed by electric motors used in
industrial facilities. According to the U.S. Department of Energy, motor
systems are responsible for 63 percent of all electricity consumed by U.S.
industry and the electric bill represents more than 97 percent of total motor
operating costs.
In the induction motor, slip frequency (i.e., the frequency
difference between stator rotating flux and mechanical rotating
speed) induces current in the rotor windings. The interaction
between rotating magnetic field and induced rotor current
produces a driving force, but the rotor current causes copper
loss (calculated as I2R) that decreases motor efficiency.
Permanent magnet (PM) motors are more efficient than
induction motors because there is no I2R loss in the rotor, and
motor current is lower than in the induction motor. PM motors
have many other advantages that include compact size, light
weight, and high torque. A position feedback sensor has been
one of the main obstacles that reduces the widespread use of
PM motor for general-purpose applications. However, lowcost high-performance CPUs and establishment of the speedsensorless control theory in variable-frequency drives (VFDs)
enables the introduction of reasonably-priced, highly efficient,
variable frequency PM control drives.
Speed-sensorless control theory
in variable-frequency drives has
led to reasonably-priced, highly
efficient, variable frequency PM
control drives.
Figure 1 shows the energy saving effect of PM motors in HVAC
application. One hundred VFDs are driving 3.7kW fan motors
for ventilation for 24/7, 365 days a year at 75 percent speed.
When induction motors are used, annual power consumption
is about 1,810MWH while PM motors consume 1,670MWH.
Permanent magnet motors are more efficient than induction
motors. Photos courtesy of Yaskawa America Inc.
Saved energy is 140MWH and annual reduction in CO2 is
approximately 58.8 tons. It corresponds to the CO2 absorption
of 4,200 50-year-old cedar trees. Utility cost saving is about
$16,800, assuming 12 cents per kWH. ei
Figure 1. Efficiency of induction and PM motors controlled by VFD. Illustration courtesy of
Yaskawa America
26 NEMA electroindustry • January 2013
Dr. Kang is oversees technology innovation for power electronics
and drive business at Yaskawa America Inc.
Electroindustry News
ŰŰ2012 Motor Summit Convenes in Zurich
The 2012 Motor Summit was held in
December in Zurich, Switzerland. It is
held in alternating years that EEMODS
(Energy Efficiency in Motor Driven
Systems) is not scheduled. These are the
two international conferences that bring
together the motor industry. Organizer
Conrad U. Brunner reported that 180
participants from 23 countries attended.
is engaged with Motor Coalition partners
and the U.S. Department of Energy. Mr.
Hoyt wrote and presented another paper
on the evolution of the NEMA Premium®
program for motors with a focus on the
verification testing that was incorporated
in 2010.
U.S., Europe, Asia, and Australia.
Other topics at the Motor Summit
included new motor systems efficiency
policy for China,
experiences with
PM motors, Motor
Policy Guide, and
extended product
approach for fan and
pump systems. These
are just a sample of
• Motors—Strategy
Rob Boteler co-authored a paper on NEMA regulatory activity.
Photos by Thomas Burla
The motor industry has become
increasingly international, placing greater
efforts at harmonizing and accepting test
methods and performance standards.
Three U.S. participants made important
contributions to the summit:
William Hoyt presented a paper he wrote on the evolution of
the NEMA Premium program.
• Rob Boteler, Nidec Motor Corporation
and NEMA 1MG Energy Management
Committee Chairman
papers and presentations delivered by
academia, policy experts, and motor
manufacturers.
• Dan Delaney, Regal-Beloit Corporation
and NEMA/IECEE1 Global Motor
Labeling Program (GMLP) Co-Chair
• William Hoyt, NEMA Industry
Director
Mr. Boteler and Mr. Hoyt co-authored
and presented a paper on NEMA
regulatory activity in which the industry
IEC System for Conformity Testing and Certification of
Electrotechnical Equipment and Components
1
Next Steps on Labeling
After two organizational meetings prior
to Zurich, NEMA and IECEE met on
the last day of the summit for the first
meeting of what is now the IECEE GMLP.
It formalized the structure of the working
groups and established building blocks
for the program. Mr. Delaney is co-chair
with IECEE Executive Secretary Pierre
de Ruvo. The meeting was called to order
with representatives present from the
The meeting began with Mr. Delaney and
Mr. de Ruvo outlining the basis of the
proposed program. Two working groups
were formalized, per previous meetings
and discussions:
• Motors—Technical
Professor Martin Dopplebauer, KIT
Germany, and Professor Bernd Ponick,
University Hannover Germany, agreed
to co-chair Motors—Technical. Mr.
Delaney and Mr. de Ruvo will continue
with Motors—Strategy. Participants
representing NEMA are Mr. Boteler
and Mr. Hoyt (Strategy); and Bill Finley,
Siemens; and Manny Gonzalez, GE
(Technical).
Provisional terms of reference for the
project were discussed. These included
determining the Conformity Assessment
System (ISO/IEC) most appropriate for
GMLP. The parties agreed that ISO
Type 5 was the goal. The NEMA
Premium motor testing and verification
detailed in Appendix G and Appendix H
of the NEMA Premium license will
serve as the model for the planned testing
and verification protocols. The meeting
also included a review of existing IEC
rules, additional requirements and
operational procedures, label design,
and business plan.
The timeline for the GMLP is an
aggressive 12 to 18 months, with an
introduction planned for EEMODS 2013,
which will be held October 28-30 in Rio
de Janiero. ei
William Hoyt, Industry Director |
bill.hoyt@nema.org
Download copies of presentations at
www.motorsummit.ch
NEMA electroindustry • January 2013 27 Electroindustry News
ŰŰMedical Imaging Industry’s Leadership to Protect Patients from Unnecessary Radiation
The medical imaging industry has
revolutionized the ability to diagnose
and treat patients with technologies that
have enhanced the quality of healthcare
and ushered in a new era of medical
diagnostics. With some modalities,
these images are generated using x-rays,
and through the Medical Imaging &
Technology Alliance (MITA), a division
of the National Electrical Manufacturers
Association (NEMA), manufacturers
have collaborated to develop industrywide standards to reduce patient
exposure to unnecessary radiation.
This year, NEMA published two control
standards to enhance the safety of
medical imaging technologies without
compromising their quality. XR 262012 Access Controls for Computed
Tomography (CT): Identification,
Interlocks, and Logs requires that specific
permission is assigned for selected uses
beyond those needed for daily routine
scanning. By limiting access to alter
protocols and permitting manual locking
of the user interface, unauthorized users
cannot access system controls. With these
new safeguards in place, only authorized
users can perform or change protocols,
thereby minimizing the patient’s risk of
exposure to undue radiation.
Similarly, XR 27-2012 X-ray Equipment
for Interventional Procedures User Quality
Control Mode helps imaging facilities
conduct quality testing and monitor x-ray
equipment by providing an essential set
of equipment controls and quality tools.
Quality control user interfaces provide
controlled access for x-ray dose-related
constancy testing, access to and export of
imaging data, electronic documentation
of dose-related parameters in exam
protocols, and direct access to radiation
dose structured reports.
These new standards build on MITA’s
longstanding commitment to ensure
28 NEMA electroindustry • January 2013
safe and effective patient care without
compromising access to the most
advanced, high-quality medical
technologies available.
For example, XR 25-2010 CT Dose
Check, published in 2010, introduced
two new features that assist medical
practitioners in providing better care:
dose notifications and dose alerts. The
initiative allows manufacturers to reduce
cumulative dose and medical errors
by deploying additional notifications
and dose alerts, and recording dose
information.
With these new safeguards and
standards in place, physicians are
better equipped to use medical imaging
technologies to diagnose disease,
monitor treatment, and save lives, as
evidenced by recent peer-reviewed
research studies.
Case Studies
For instance, research conducted at
the Memorial Sloan-Kettering Cancer
Center and published in the Journal of the
American Medical Association (JAMA)
in May 2012 indicates that low-dose
computed tomography (LDCT) screening
of individuals at increased risk for lung
cancer results in significantly fewer
lung cancer deaths (356 vs. 443 deaths;
lung cancer−specific mortality, 274 vs.
309 events per 100,000 person-years for
LDCT and control groups, respectively).
A study published in the April
2012 issue of JAMA affirmed that
advanced screening methods beyond
mammography are enhancing breast
cancer diagnosis for women in higher risk
groups. Specifically, the use of ultrasound
or MRI as an adjunct to mammography
to detect cancer in women with dense
breasts and other risk factors.
As demonstrated by these and other
recent studies, medical imaging is an
increasingly critical component to
early disease detection. Despite the
numerous benefits provided by medical
imaging technologies, medical imaging
manufacturers recognize the importance
of mitigating the risks posed by ionizing
radiation. The industry is committed
to developing new products, system
innovations, and patient care initiatives
that optimize radiation dose while
continually improving the ability of
these technologies to aid physicians to
diagnose disease and stage treatment.
For example, in June 2012 MITA received
the U.S. Food and Drug Administration’s
Leveraging/Collaboration Award for
developing a cooperative network
aimed at reducing unnecessary medical
radiation exposure to pediatric patients.
MITA has also partnered with the
Alliance for Radiation Safety in
Pediatric Imaging and its “Image
Gently” campaign to educate medical
professionals and parents about imaging
protocols that can reduce imagingrelated dose for children.
MITA companies also champion and
implement ALARA, the “as low as
reasonably achievable” principle, a
universal guideline of radiation dose
management and optimization that is
incorporated into the development of all
imaging procedures and technologies.
Advancement of medical imaging
technologies requires technological
innovation to enhance image quality as
well as minimize exposure to radiation.
With the introduction of new standards
and ongoing radiation safety initiatives,
medical imaging manufacturers are
undeniably leading the charge. ei
Gail M. Rodriguez, PhD,
Executive Director of MITA |
grodriguez@medicalimaging.org
ŰŰESFI Recognizes Electrical Safety Leaders
The Electrical Safety Foundation
International (ESFI) has announced the
recipients of its two annual awards that
recognize leaders in electrical safety.
John M. Grau received the foundation’s
annual Outstanding Service Award in
Honor of Harold Leviton, which was
formally established in 2008 as a tribute
to Mr. Leviton’s impressive legacy and
dedication to improving electrical safety.
During his tenure on ESFI’s Board of
Directors (1996–2010), Mr. Grau served
as treasurer, chair of the development
committee, and vice chair of ESFI’s
endowment campaign. As a board
member during the foundation’s infancy,
he was integral in establishing the solid
framework that allowed the foundation
to grow steadily. Currently the CEO
for the National Electrical Contractors
Association (NECA), he has been raising
the bar for safety standards among
Schneider Electric is an industry leader in
anti-counterfeiting initiatives that has kept
more than 250,000 potentially hazardous
counterfeit goods out of the marketplace
and filed 13 civil lawsuits against 40
companies involved in the manufacture,
importation, and distribution of
counterfeit electrical products.
Chris Curtis accepted the SAFE award on behalf of Schneider
Electric at Illuminations Weekend. Photo by Eric Sorenson
electrical contractors since he began his
career at NECA in 1976 as a field associate.
Schneider Electric received the 2012
Safety Award for Excellence (SAFE)
for outstanding efforts in fighting
counterfeit electrical products.
Chris Curtis, CEO, Schneider North
American, accepted the honor on behalf
of Schneider during NEMA’s 2012
Illuminations Weekend dinner.
In December 2011, Schneider Electric
launched the first report and reward
program of its kind in the electrical
industry. It conducts international
investigations and raids, monitors
the internet to identify counterfeiters
and remove their listings, sponsors
international anti-counterfeiting
conferences, and works with federal
authorities on criminal investigations.
ei
Julie Chavanne, Communications
Manager, ESFI |
julie.chavanne@esfi.org
ŰŰMagnet Wire Section Elects David Reed Section Chair
J. David Reed,
Executive Vice
President, Essex Group
North America, has
been elected as Section
Chairperson of the
Magnet Wire Section
(6MW).
Over the past 25 years, Mr. Reed has
worked for U.S. Gypsum, Newell
Rubbermaid, and Superior Essex in
various engineering, operations, and
executive management roles. He served
as president of Anchor Hocking Glass
and Little Tikes while with Newell
Rubbermaid.
Since 2007, Mr. Reed has served as
president of Essex Group, Inc. and
executive vice president of Superior
Essex, Inc. He is responsible for the
North American magnet wire, Essex
Brownell distribution, and copper rod
business segments. ei
ŰŰNEMA Board Approves New Members
Full Membership
Bluffton Motor Works
www.blufftonmotorworks.com
Motor & Generator Section (01MG)
Brook Crompton North America
www.brookcromptonna.com
Motor & Generator Section (01MG)
OttLite Technologies Inc.
www.ottlite.com
Lamp Section (02LL)
Piramal Imaging
imaging.piramalhealthcare.com
Molecular Imaging Section (09MO)
Spectrum Dynamics
www.spectrum-dynamics.com
Molecular Imaging Section (09MO)
Ultrasave Lighting Ltd.
www.ultrasave.ca
Ballast Section (02BL)
US Radiopharmaceuticals
www.usradiopharm.com
Molecular Imaging Section (09MO)
USI Electric
www.usielectric.com
Signaling Protection & Communication
Section (03SB)
ASSOCIATE MEMBERSHIP
Cobham Technical Services—Vector
Field Software
www.cobham.com
EV Connect
evconnect.com/#1
Electric Vehicle Supply Equipment/
Systems Section (05EV)
HD Supply Power Solutions
www.hdsupply.com/powersolutions
ei
NEMA electroindustry • January 2013 29 Electroindustry News
ŰŰInnovation Incentive: How to Engage Suppliers and Drive Innovation
Today, it’s not simply enough to say
that you are an innovative company;
you must be able to continuously
demonstrate your capability and capacity
to innovate. The challenge is that there
is not much new under the sun, and
unless you are blessed (or burdened)
with a significant structure and budget
to support continuous research and
development, driving innovation can
very quickly become an uphill battle.
Fortunately, all hope is not lost.
Innovation in its less than pure form
can be invoked if we set aside the idea
of continuously investing in and testing
new ideas and concepts, and shift our
focus to determining how we might better
utilize existing resources to drive new and
innovative change.
The answer to this somewhat challenging
question lies outside our very door,
literally. Innovation can and should be
driven through supplier engagement and
incentives.
Several years ago, I was asked to
negotiate a contract resolution between
an electronic component supplier and
its customer. The customer had, over
a period of 12 months, requested and
purchased dozens of components in an
attempt to complete a ballooning and
fragmented project. The plight to develop
an innovative solution to a longstanding
problem had resulted in several
misguided investments, none of which
was able to resolve the problem.
The customers’ unwillingness to
engage their supplier in developing
an innovative solution resulted in
unnecessary material costs and
significant delays, the results of which
had tarnished the buyer-supplier
relationship to the point that mediation
was required. But who was at fault?
30 NEMA electroindustry • January 2013
It was apparent that the customer
had failed to consider two very basic
tenants of the circumstances at hand.
First, what was the root cause of the
problem? Second, who might be most
qualified to address the root cause(s)?
The electronic component supplier had
never been engaged in the problem, only
used as a resource to provide material.
The component supplier in turn failed
to ask its customer about the reasons
behind the excessive and somewhat
erratic purchases, thereby missing the
opportunity to engage sub-tier suppliers
to determine if more innovative and less
costly solutions existed.
To be innovative is to offer solutions to
customers that resolve issues that either
do not yet exist or have not escalated to
the point that resolution is deemed to
be necessary. This type of innovation
requires engagement at all levels of
the supply chain, including sub-tier
suppliers. Casemore and Compay has
identified several steps to creating such
innovation.
Here are the top three:
1. Convey intent. Today the buyersupplier relationship is still
adversarial to a large extent.
Customers identify problems, outline
possible solutions, and then ask
suppliers for products or services that
will deliver intended solutions. There
is very little dialogue—just one-way
communication. Intentions between
buyer and supplier must be clear.
Using supplier portals (e.g., Grainger’s
Gateway) or investing in supplier
conferences (e.g., Kicker Audio) are
great ways to initiate dialogue with
suppliers to outline your intent to
collect, analyze, test, or engage in
developing new solutions. If you
don’t communicate your intent, don’t
expect results.
2. Collaborate. Beyond the everyday
sales transactions are opportunities
to identify new choices, test options,
and develop robust solutions that are
both unique and innovative. Proctor
and Gamble (P&G) makes a concerted
effort to reach out to its supply base
and collaborate on solutions. As a
result, P&G has made the claim that it
expects more than half of its innovation
to be generated outside of R&D in
2012, making collaboration a strategic
component of its innovation formula.
3. What’s in it for me? Despite
collecting revenue, what would
engage a supplier to invest in new
opportunities? The theory behind
Pavlov’s dog still applies today.
Suppliers must have incentive
to invest time and resources in
innovation. Incentives can vary
depending on the complexity of the
innovation and the organization,
but using supplier rewards and
recognition, or sharing in the profits
and progress of innovative ideas are
great examples of how to encourage
suppliers to participate.
Innovation is not something that can
be achieved alone, nor is it an elusive
new concept that must be first proven
in R&D. The most innovative ideas are
often those that evolve as a collaborative
concept. Engage your suppliers to provide
incentives to drive innovation and watch
your competitive advantage soar. ei
Shawn Casemore, Founder
and President, Casemore and
Company, Inc. |
shawn@casemoreandco.com
Code Actions/Standardization Trends
ŰŰANSI C12 Electricity Metering and Smart Meter Updates
ANSI C12 is the accredited standards
committee that develops and maintains
standards for electricity metering.
As secretariat, NEMA administers
the C12 main committee and various
subcommittees and working groups that
champion the work of C12 projects.
ANSI C12 SC1
C12 SC1 subcommittee is primarily
focused on revision of ANSI C12.1 and
ANSI C12.10 standards.
• ANSI C12.1 American National
Standard for Electric Meters—Code
for Electricity Metering establishes
acceptable performance criteria for
new types of ac watthour meters,
demand meters, demand registers,
pulse devices, and auxiliary devices.
• ANSI C12.10 American National
Standard for Physical Aspects of
Watthour Meters—Safety Standard was
revised and published in June 2011.
• ANSI C12.11-2006 (R2007) Instrument
Transformers for Revenue Metering, 10
kV BIL through 350 kV BIL (0.6 kV NSV
through 69 kV NSV)
C12 SC15 also reviews and provides
input to the development and
maintenance of ANSI/UL 414 Standard
for Meter Sockets.
ŰŰNEMA Smart
Meter Package
contains all parts of ANSI C12 and NEMA SG-AMI 1
Purchase the Smart Meter Package or learn more at
www.nema.org/Smart-Meter-Package
ANSI C12 SC17
C12 Subcommittee 17 and working
groups 1, 2, 3, and 4 met in October
to address development, revisions,
and other technical issues regarding
data communication electricity
metering protocols.
• ANSI C12.21 Protocol Specification for
Telephone Modem Communication
Standards under the purview of C12
SC17 are:
For more information on ANSI C12 or to
participate on the committee to develop
these standards, contact paul.orr@nema.
org, 703-841-3227. ei
• ANSI C12.18 Protocol Specification for
ANSI Type 2 Optical Port
• ANSI C12.19 Utility Industry End
Device Data Tables
• ANSI C12.22 Protocol Specification for
Interfacing to Data Communication
Networks
• ANSI C12.23 (Draft) AMR Device
Compliance Test Standards
Paul Orr, Program Manager |
paul.orr@nema.org
C12 SC1 met in October in conjunction
with Edison Electric Institute
Transmission and Distribution meetings.
A service switch document is in final
review and will be balloted soon.
Subcommittee members are discussing
several safety tests. The work on inservice performance is also in the review
process. The subcommittee is looking
at the effects of harmonic frequencies
and is making several changes to what
will become the new version of C12.1,
expected in 2013.
ANSI C12 SC15
C12 Subcommittee 15 covers meter
sockets and test blocks. Some of the
standards in review to be balloted for
reaffirmation or revision are:
• ANSI C12.7-1993 (R2005)
Requirements for Watthour
Meter Sockets
• ANSI C12.9-1993 (R2005) Test
Switches for Transformer-Rated Meters
Charticle courtesy of Zpryme Smart Grid Insights
NEMA electroindustry • January 2013 31 International Roundup
ŰŰNEMA Launches Latin America Initiative
Building on the very successful
“Promotion of U.S. Electrical Product
Exports to Central America, Dominican
Republic, and the Andean Region,” a
four-year program funded in part by
the Department of Commerce Market
Development Cooperator Program,
NEMA launched a new initiative funded
entirely by its sections.
The new program focuses on the Latin
American countries having free trade
agreements with the U.S.—Chile,
Colombia, Costa Rica, Dominican
Republic, El Salvador, Guatemala,
Honduras, Nicaragua, Panama, and Peru.
NEMA staff developed strong working
relationships with the key organizations
in each country responsible for codes
and standards that impact members’
products. Moving beyond these successes,
the program has the following objectives:
• formal adoption of electrical
installation codes that are based on
the National Electrical Code® in all the
target countries
• formal adoption of product standards
harmonized with those used in North
America by all the target countries
• formal adoption of energy codes and
green building standards that are
consistent with the latest versions
available in the U.S.
• increased awareness and
understanding by the governments
and electrical communities in the
target countries about the need for
conformity assessment and inspection
to ensure safe electrical installations
• heightened awareness about the
proliferation of counterfeit products
by the electrical community and local
customs officials
• proactive encouragement of energy
efficiency regulations that are consistent
with North American requirements
32 NEMA electroindustry • January 2013
A very specific list of activities has
been defined for the program,
including regular meetings between
NEMA staff and key officials in each
of the target countries, to discuss and
advance all the subjects included in the
list of objectives.
Organizations slated for meetings
include standards development
organizations; conformity assessment
authorities; government officials,
particularly commerce and energy;
customs officials to discuss intellectual
property rights, counterfeit products,
and action plans; leading electrical
distributors; member company
representatives in each country; and
U.S. embassy officials.
In addition to regular networking and
intelligence-gathering meetings, NEMA
will organize and conduct technical
seminars/workshops on specific product
systems to address electrical distribution
and utilization issues such as overcurrent
protection, bonding and grounding, etc.
This differs from previous workshops
conducted on more general topics—
electrical installation code; product
standards; and testing, certification,
and inspection.
The new program will focus particularly
on the products from the sections
providing funding. Plans include three
or four such workshops in different
countries each year, resulting in at least
one such workshop in all of the countries
by the end of the three-year project.
Latin America continues to be a
region that attracts electrical product
manufacturers from the European Union
and more recently from China. These
global competitors look upon the region
as a growth market and strive to either
displace U.S. technology or to eliminate
any codes and standards, allowing
for low-cost and unsafe products to
proliferate in the market. ei
Gene Eckhart, Senior Director
for International Operations |
gene.eckhart@nema.org
More
Coming in
Learn
• NEMA’s Industrial Automation
Division includes Industrial
Automation Control Products and
Systems Section (1IS) as well as
motors and generators, arc welding,
carbon/manufactured graphite,
and power electronics. For a list of
1IS standards, visit www.nema.org/
Industrial-Automation-Standards
• The NEMA Premium® program
covers single-speed, polyphase,
1–500 hp, 2, 4, 6, and 8 pole, squirrel
cage induction motors. Contact
NEMA for the current version of
ANSI/NEMA MG 1.
www.nema.org/
NEMA-Premium-Motors
Stock art Credits:
Cover, 1 & 9 ©iStockphoto.com/mennovandijk
February
• The Medical Imaging & Technology
Alliance (MITA), a division of
NEMA, is the leading organization
and collective voice of medical
imaging equipment, radiation
therapy and radiopharmaceutical
manufacturers, innovators, and
product developers. MITA standards
enhance the safety of medical
imaging without compromising
quality. XR 25 allows manufacturers
to reduce cumulative dose and
medical errors by deploying
notifications and dose alerts. XR 26
safeguards protocols and system
controls. XR 27 helps imaging
facilities conduct quality testing and
monitor equipment. More at
www.www.medicalimaging.org
13 ©iStockphoto.com/Kativ
13 ©iStockphoto.com/fotomy
Lights up on lighting systems.
Energy savings from lighting
can no longer be achieved
simply by using an appliance/
component approach. It can be
achieved, however, when lamps,
ballasts, drivers, luminaires,
and controls work together in a
systems approach.
Next month’s issue of ei explores
lighting controls, LEDs, and
other new technologies; updates
from the Department of Energy
and enlighten America; and
the second annual members’
Product Showcase.
13 ©iStockphoto.com/IPGalanternikD.U.
13 ©iStockphoto.com/Lenorlux
14 ©iStockphoto.com/geopaul
32 © Maximus256/Shutterstock.com
Economic Spotlight
ŰŰEBCI Gauges Business Confidence
The Electroindustry Business Confidence
Index (EBCI) indices gauge the business
confidence of the electroindustry in
Asia, Europe, North America, and Latin
America. The most recent EBCI for
current North American conditions can
be found at www.nema.org/Dec12-EBCI.
Motors Shipments Fall Sharply
Demand for motors declined for first
time this year during the 2012Q3. This
backslide follows on the heels of a 5.4
percent gain posted in the second quarter
and a 5.9 percent gain recorded in the
first quarter of this year. More at
www.nema.org/MotorShipmentsFall
Shipments of Industrial
Control Equipment Weaken
NEMA’s Primary Industrial Controls
Index decreased 1.6 percent on a quarterto-quarter basis during the third quarter
of 2012. The index stands 1.2 percent
below its year-ago level but 45 percent
above the cyclical trough observed in
mid-2009. More at www.nema.org/
ShipmentsOfIndustrialControl
Lighting Equipment
Demand Dwindles
NEMA’s Lighting Systems Index declined
in the third quarter of 2012 after a
positive performance in the first half of
2012, falling 3.3 percent on a quarterto-quarter basis. On a year-over-year
(y/y) basis, the index decreased by 1.1
percent. Lighting equipment demand
has struggled to gain traction since the
recovery began and remains well below
the levels observed during the previous
economic expansion. More at www.
nema.org/LightingEquipmentDwindles
HID Lamp Shipment Indexes
Continue to Decline
Indexes for high intensity discharge
(HID) lamp shipments declined for
the second consecutive quarter in
2012Q3. More at www.nema.org/
LampShipmentsDecline
T12 Fluorescent Lamp
Index Tumbles
The T12 lamp shipment index tumbled
to 37.5 a decline of nearly 40 percent on
a y/y basis during Q3—the first quarter
following the implementation of the new
efficiency standards for general service
fluorescent lamps. More at www.nema.org/
FluorescentLampTumbles ei
One Testing
Program.
Less Time.
Lower Cost.
We Make ENERGY STAR® and Safety Testing
a Single, Seamlessly Efficient Process
Third-party certification and verification are now
ENERGY STAR requirements. CSA Group has earned
EPA recognition as an ENERGY STAR Testing Facility and
Certification Body. That means today we can meet all of
your product safety and energy efficiency testing needs
with a single, seamlessly efficient testing program that
saves you time and money.
Look to CSA Group to meet ENERGY STAR requirements
for a wide range of products including:
• Household Appliances
• Fuel Burning and Electrical Appliances
• Commercial Food Equipment
• Information Technology
• Consumer Electronics
• Lighting Products
• HVAC Equipment
• Much More!
If you prefer to perform testing using your own testing
laboratory, we can qualify your lab facilities under our
EPA accepted, Witnessed or Supervised Manufacturers’
Testing Laboratory programs, then verify your test results
and submit them to the EPA.
Contact us today and learn how much time and
money a combined safety and energy efficiency
testing program with CSA Group can save you.
1-866-463-1785 cert.sales@csagroup.org
www.csagroup.org
NORTH AMERICA • EUROPE • ASIA
Lighting products • Gas & electric appliances • Motors & generators • Solar energy equipment • Electronics & electrical equipment