0.64mm Generation Y Lever")
Surface Mount Technology (SMT) 0.64mm
Generation Y
(LAC),
Hand Mate,
Application Specification
114-13230
(GET),
and USCAR-Approved Header Assemblies
07 MAY 09
Rev A
USCAR is the United States Council for Automotive Research
NOTE
i
All numerical values are in metric units [with U.S. customary units in brackets]. Dimensions are in millimeters [and
inches]. Unless otherwise specified, dimensions have a tolerance of +0.13 [+.005] and angles have a tolerance of +2 .
Figures and illustrations are for identification only and are not drawn to scale.
_
1. INTRODUCTION
This specification covers the requirements for application of SMT 0.64mm Generation Y LAC, Hand Mate,
GET, and USCAR–approved header assemblies. The header assemblies are available in vertical, right–angle,
and hybrid configurations. All configurations (except the hybrid) contain 0.64 [.025] surface mount pin contacts;
the hybrid contains 0.64mm and 1.5mm surface mount pin contacts. These header assemblies are available
with 6, 18, 20, 26, and 30 positions having in–row contact spacing on 2.54 [1.0] centerlines and row–to–row
contact spacing on 1.27 [.050] centerlines.
When corresponding with personnel, use the terminology provided in this specification to facilitate your
inquiries for information. Basic terms and features of this product are provided in Figure 1.
18-Way and 26-Way (Shown) Vertical LAC
H
Header Assembly
Key
Mating Face
Mating Face
Housing
Strain Relief Rib
(2 Places)
Contacts
Cavity No. 1 Indicator
Solder Clip
(4 Places)
(Embossed Dot)
(2 Places)
Top View
Epoxy Pad
Bottom View
26-Position Right-Angle LAC
Header Assembly
Mating Face
Vacuum
Pad
Orientation Post
(2 Places)
Cavity Identification
(Molded Number)
Housing
H
Solder Clip
Key
(2 Places)
Contacts
H
Quantity and Position Varies
Mating Face
Restriction of Hazardous Substances
(RoHS) Compliant
E
2009 Tyco Electronics Corporation, Harrisburg, PA
All International Rights Reserved
Figure 1 (Cont’d)
TOOLING ASSISTANCE CENTER 1-800-722-1111
This controlled document is subject to change.
PRODUCT INFORMATION 1-800-522-6752
For latest revision and Regional Customer Service,
TE logo and Tyco Electronics are trademarks.
*Trademark. Other products, logos, and company names used are the property of their respective owners.
visit our website at www.tycoelectronics.com
1 of 10
LOC B
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
18- and 26-Position (Shown) Vertical Hand Mate
30-Position Vertical Hybrid Hand Mate
Header Assembly
Header Assembly
H
H
Key
Key
Mating Face
Mating Face
Housing
Housing
Strain Relief Rib
Strain Relief Rib
(2 Places)
(2 Places)
Contacts
Contacts
Cavity No. 1 Indicator
Solder Clip
Solder Clip
(Embossed Dot)
(2 Places)
(2 Places)
1
H
20-Position Vertical USCAR-Approved
6 Right-Angle GET
Header Assembly
Header Assembly
Key
H
Key
Cavity No. 1 Indicator
Mating Face
(Molded Number)
Mating Face
Housing
Housing
Strain Relief Rib
Contacts
(2 Places)
Strain Relief Rib
(2 Places)
Solder Clip
(2 Places)
H Quantity and Position Varies
Contacts
Orientation
Solder Clip
Post (2 Places)
(2 Places)
Figure 1 (End)
These header assemblies are available with features that provide proper orientation and strain relief.
Orientation features include a cavity No. 1 indicator (embossed dot) or cavity identification (molded numbers)
and/or orientation posts. For header assemblies without an orientation feature, silkscreen can be used to mark
the silhouette of the header assembly on the pc board to aid in proper orientation during hand placement.
After the header assembly is soldered on the pc board, the solder clips prevent any undue stress from being
transferred onto the contact solder tails. In addition, the header assemblies are designed to accept a
customer–supplied module (cover) to protect the contact solder tails from outside stress. The strain relief ribs
are provided as support points for the module.
The header assemblies can be placed on the pc board by hand or using an automatic machine. The
right–angle LAC header assembly features a vacuum pad for pick–and–place applications. Any of the header
assemblies can be held in place during the soldering process (for example, when using two–sided pc board
application or the pc board is held upside down) by using the epoxy pads. The epoxy pads are designed to
contact epoxy applied to the pc board without compromising the coplanarity of the header assembly.
All of these header assemblies (except the hybrid) mate with cable plug assemblies having 0.64mm terminals;
the hybrid mates with cable plug assemblies having 0.64mm and 1.5mm terminals. The header assemblies are
designed with keys to match the correct mating cable plug assembly and ensure proper orientation during
mating. The cored area on the surface of the housing varies depending on the key. Some keys also have a
color code.
2
of 10
Tyco Electronics Corporation
Rev A
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
2. REFERENCE MATERIAL
2.1. Revision Summary
S Initial release of application specification
2.2. Customer Assistance
Reference Product Base Part Number 1488956 and Product Code K806 are representative of SMT 0.64mm
Generation Y LAC, Hand Mate, GET, and USCAR–approved header assemblies. Use of these numbers will
identify the product line and expedite your inquiries through a service network established to help you obtain
product and tooling information. Such information can be obtained through a local Representative or, after
purchase, by calling PRODUCT INFORMATION at the number at the bottom of page 1.
2.3. Drawings
Customer Drawings for product part numbers are available from the service network. If there is a conflict
between the information contained in the Customer Drawings and this specification or with any other technical
documentation supplied, call PRODUCT INFORMATION at the number at the bottom of page 1.
2.4. Manuals
Manual 402–40 can be used as a guide to soldering. This manual provides information on various flux types
and characteristics with the commercial designation and flux removal procedures. A checklist is included in the
manual as a guide for information on soldering problems.
2.5. Specifications
Product Specification (108–series) provides product performance and test information. There are no
documents available that pertain to this product.
2.6. Instructional Material
Instruction Sheets (408–series) provide product assembly instructions or tooling setup and operation
procedures. There are no documents available that pertain to this product.
2.7. Standards and Publications
Standards and publications developed by the Institute for Interconnecting and Packaging Electronic Circuits
(IPC) provide industry test and performance requirements. Documents available which pertain to this product
are:
IPC–A–610, “Acceptability of Electronic Assemblies”
3. REQUIREMENTS
3.1. Safety
Do not stack product shipping containers so high that the containers buckle or deform.
3.2. Storage
A. Ultraviolet Light
Prolonged exposure to ultraviolet light may deteriorate the chemical composition used in the header
assembly material.
B. Shelf Life
The header assemblies should remain in the shipping containers until ready for use to prevent deformation
to the contacts. The header assemblies should be used on a first in, first out basis to avoid storage
contamination that could adversely affect performance.
C. Chemical Exposure
Do not store header assemblies near any chemical listed below as they may cause stress corrosion
cracking in the contacts.
Alkalies
Amines
Rev A
Ammonia
Carbonates
Citrates
Nitrites
Phosphates Citrates
Sulfur Nitrites
Tyco Electronics Corporation
Sulfur Compounds
Tartrates
3
of 10
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
3.3. PC Board
A. Material and Thickness
The pc board material shall be glass epoxy (FR–4 or G–10). There is no required thickness for the pc
board.
B. Coplanarity of Contact Solder Tails
The respective customer drawing gives the maximum coplanarity of the contact solder tails.
C. Allowable Bow of PC Board
Maximum allowable bow of the pc board over the length of the header assembly is dependent on the
solder paste thickness, coplanarity of the pc board solder pads, and coplanarity of the contact solder tails.
For example, if:
solder paste thickness is 0.20 [.008]
coplanarity of the contact solder tails is 0.13 [.005]
coplanarity of the solder pads is 0.03 [.001]
then: maximum allowable bow of the pc board over the length of the header assembly is 0.04 [.0015]
(0.20 [.008] – 0.13 [.005] – 0.03 [.001] = 0.04 [.0015])
NOTE
Contact must be maintained between the contact solder tails and the solder paste during reflow.
i
D. Solder Pads
The pc board solder pads and solder clip pads must be solderable in accordance with Test Specification
109–11. Maximum allowable coplanarity of the solder pads to the pc board is dependent upon the solder
paste thickness, coplanarity of the contact solder tails, and the bow of the pc board over the length of the
header assembly.
For example, if:
solder paste thickness is 0.20 [.008]
coplanarity of the contact solder tails is 0.13 [.005]
maximum allowable bow of the pc board over the length of the header assembly is 0.04 [.0015]
then: coplanarity of the solder pads is 0.03 [.001]
(0.20 [.008] – 0.13 [.005] – 0.04 [.0015] = 0.03 [.001])
NOTE
Contact must be maintained between the contact solder tails and the solder paste during reflow.
i
E. Holes
The holes for orientation posts must be drilled through to specific dimensions to prevent stubbing during
placement of the header assemblies on the pc board. Hole diameters are provided in the pc board layout
on the customer drawing for the specific header assembly.
F.
Layout
The pads and, if applicable, holes in the pc board must be precisely located to ensure proper placement
and optimum performance of the header assembly. The pc board layout must be designed using the
dimensions provided on the customer drawing for the specific header assembly. A sample of
recommended pc board layouts are shown in Figure 2.
If the epoxy pads are used, a dot of epoxy (for each epoxy pad) must be applied to the pc board before
the header assembly is placed on the pc board. Size and height of epoxy dot is epoxy specific. PC board
location of epoxy dots are provided upon request.
If a silkscreen profile or text is used, space must be allowed for over–printing on the pc board.
4
of 10
Tyco Electronics Corporation
Rev A
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
Sample Recommended PC Board Layout
26-Position Right-Angle LAC
Header Assembly
4X 4.45
0.15
0.1
26X 0.90
0.15
0.05
0.05
X Y
X
25X 1.27
POSN NO REF
5
13 12 11 10 9 8
26X 5.945
0.05
X Y
X
7 6 5 4
5
26X 5.95
26X 5.20
0.15
0.05
3 2 1
0.05
X Y
X
2X 5.47
26 25 24 23 22 21 20 19 18 17 16 15 14
2X 11.33
1.85
0.15
0.1
2X
2X 16.98
4
-X-
4X 8.50
0.15
0.1
0.90
4
-Y-
B
4.855
4
XXX
0.05
X Y
X
0.05
X Y
X
36.055
20-Position Vertical USCAR-Approved
Header Assembly
2X 31.98
4
XXX
2X 4.56
20X
20X
4.35
0.15
0.05
0.05
X Y
X
1.27
0.15
0.05
0.05
X Y
X
-Y-
4.90
55 TYP
4
0.60
TYP
4X 6.00
2X 10.55
XXX
4X 5.00
0.15
0.1
0.05
X Y
X
4
4
-X-
2.54
TYP
5
5
4X 3.00
4X 2.50
0.15
0.1
0.05
X Y
X
4 Datums and Basic Dimensions Established by Customer
5 Allow for Over-Printing on PC Board
Figure 2
Rev A
Tyco Electronics Corporation
5
of 10
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
3.4. Soldering
A. Solder Paste Thickness
The recommended minimum lead or lead–free solder paste thickness is 0.15 when considering coplanarity
of the header assembly only. The thickness can be greater depending on the design of the pc board,
warpage, and solder pad coplanarity.
B. Solder Paste Characteristics
— Alloy type shall be 63 Sn/37 Pb, 60 Sn/40 Pb, or 62 Sn/36 Pb/2 Ag
— Flux incorporated in the paste shall be rosin, mildly active (RMA) type.
— Paste shall be at least 80% solids by volume.
C. Process
The header assembly is compatible with the soldering technique, temperature, and time specified in
Figure 3.
SOLDERING PROCESS
TEMPERATURE (Max)
Non-Focused Infrared (IR) Reflow
Forced Convection Only
_
_
260 C [500 F]
TIME (Max)
30 Seconds
Figure 3
3.5. Silkscreen
Properties of the silkscreen must be customer determined.
3.6. Epoxy
Type and thickness of epoxy and method of application must be customer determined.
3.7. Header Assembly Spacing
Care must be used to avoid interference between adjacent header assemblies and other components to
ensure proper mating. If robotic equipment is used, other space allowances will be required for the grippers.
3.8. Header Assembly Placement
A. Position
It is imperative that the contact solder tines and contact surface of the solder clips are sufficiently pressed
into the solder paste. Optimally, the contact solder tine should be centered on the solder pads; however,
misalignments are permissible as shown in Figure 4. The same requirements apply to the surface of the
solder clips.
PC Board
Contact Solder Tine Centered
on Solder Pad is Optimal
Misalignments of Contact Solder Tine
Permissible Within Limitations Stated in
IPC-A-610
Note: Same Requirements Apply to Contact Surface of Solder Clips
Figure 4
6 of 10
Tyco Electronics Corporation
Rev A
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
3.9. Checking Installed Header Assembly
The installed header assembly must conform to the following (refer to Figure 5):
— the housing must not be bottomed on the pc board
— solder fillets are evenly formed around each contact solder tine and contact surface of the solder clip
— for header assemblies with orientation posts, each orientation post must enter the pc board (amount of
protrusion from the other side of the board depends on the thickness of the board)
— if used, the header assembly epoxy pads must contact the epoxy dot
(epoxy pads must not touch the pc board)
Placement and Inspection
Vertical Header Assemblies
Detail A
Housing Not Bottomed
ÏÏÏÏ
ÏÏÏÏ
on PC Board
ÏÏÏÏ
See Detail C
Contact
See Detail A
Solder Fillet Evenly Formed
With No Visible Cracks
Right-Angle Header Assemblies
Detail B
Housing Not Bottomed
See Detail C
on PC Board
ÏÏ
ÏÏ
See Detail B
ÏÏÏÏ
Contact
Orientation Post (2 Places)
Solder Fillet Evenly Formed
(Shown Through PC Board; Protrusion
With No Visible Cracks
Depends on Thickness of Board)
Detail C
ÏÏÏ
ÏÏÏ
ÏÏÏ ÏÏÏ
ÏÏÏÏÏÏ
Solder Clip
(2 Places)
Solder Fillet Evenly Formed
With No Visible Cracks
Figure 5
Rev A
Tyco Electronics Corporation
7
of 10
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
3.10. Special Assembly Consideration
The header assemblies MUST NOT support the weight of the pc board.
Where applicable, a customer–supplied module (cover) should be installed over the header assemblies. When
installed, the module should contact the header assembly housing and strain relief ribs. Refer to the customer
drawing of the specific header assembly for position and height of the strain relief ribs.
3.11. Keying
Description of keying codes and coordinating housing colors are shown on the customer drawing for the
specific header assembly. Available keying codes and coordinating housing colors are given and samples of
keying codes are shown in Figure 6.
Sample Keying Codes
26-Way Vertical LAC Header Assembly
1
(Ref)
6 Right-Angle GET Header Assembly
(Ref)
A
AE
Keyed Area
Keyed Area
Keyed Area
B
Keyed Area
BE
Keyed Area
Keyed Area
Keyed Area
C
Keyed Area
Keyed Area
BF
Keyed Area
Keyed Area
D
Keyed Area
Keyed Area
Keyed Area
KEYING CODE
COLOR
HEADER ASSEMBLY
AE
Black
BE
Gray or Natural
BF
Blue, Natural, or Purple
CE
Green
CF
Black
A, B, C, D
Black
USCAR-Approved, Hybrid Hand Mate, GET
E, F
Black
USCAR-Approved
LAC, Hand Mate
Vertical LAC
Figure 6
8 of 10
Tyco Electronics Corporation
Rev A
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
3.12. Repair
Defective or damaged header assemblies MUST NOT be used. These header assemblies are not repairable.
The header assembly may be removed from the pc board by standard de–soldering methods and replaced.
4. QUALIFICATION
These header assemblies do not require agency approval.
5. TOOLING
No tooling is required for manual placement of the header assemblies. For automatic machine placement, the
robotic equipment must have a true position accuracy to properly locate the header assemblies. This includes
gripper and fixture tolerances as well as equipment repeatability. It must use the datum surfaces detailed on
the customer drawing to ensure reliable placement.
Rev A
Tyco Electronics Corporation
9
of 10
SMT 0.64mm Generation Y LAC, Hand Mate, GET, and USCAR-Approved Header Assemblies
114-13230
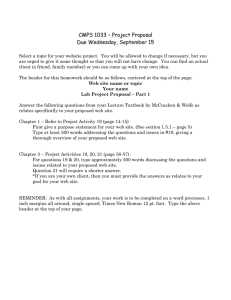
6. VISUAL AID
The illustration below shows a typical application of SMT 0.64mm Generation Y LAC, Hand Mate, GET, and
USCAR–approved header assemblies. This illustration should be used by production personnel to ensure a
correctly applied product. Applications which DO NOT appear correct should be inspected using the
information in the preceding pages of this specification and in the instructional material shipped with the
product or tooling.
VERTICAL HAND MATE
HEADER ASSEMBLY
SHOWN
HOUSING MUST NOT
BE DEFORMED OR
DAMAGED IN ANY WAY
HOUSING MUST NOT BE
BOTTOMED ON PC BOARD
CONTACT SOLDER TINE
MUST NOT BE DEFORMED
SOLDER FILLET FOR SOLDER
CLIPS MUST BE EVENLY FORMED
WITH NO VISIBLE CRACKS
EACH CONTACT SOLDER TINE
MUST BE CENTERED ON PC
CONTACT SURFACE OF
BOARD PAD OR MISALIGNED
SOLDER CLIPS MUST
WITHIN LIMITATIONS STATED
BE ON PC BOARD PAD
IN IPC-A-610
SOLDER FILLET MUST BE EVENLY
RIGHT-ANGLE LAC
HEADER ASSEMBLY
SHOWN
FORMED WITH NO VISIBLE CRACKS
CONTACTS MUST
NOT BE DEFORMED
ORIENTATION POSTS MUST ENTER
PC BOARD (PROTRUSION DEPENDS
ON THICKNESS OF BOARD)
FIGURE 7. VISUAL AID
10
of 10
Tyco Electronics Corporation
Rev A
 0.64mm Generation Y Lever")