Statistical Tolerancing
Fritz Scholz
Mathematics & Computing Technology
MS: 7L-22, Phone 425-865-3623
e-mail: fritz.scholz@boeing.com
http://www.rt.cs.boeing.com/MEA/stat/tolerance.html
http://www.rt.cs.boeing.com/MEA/stat/
Statistical Tolerancing—11-11-99–1
Why Tolerancing?
• Perfect/nominal parts
=⇒
perfect assembly.
• Perfect parts = interchangeable parts
=⇒ mass production, low cost.
• Nothing is ever perfekt, manufacturing variation is inevitable.
May have almost perfect parts.
How “almost” can it be? When do “several” almost perfect parts
cause problems at assembly? =⇒ tolerances
• What is not designed with proper tolerancing
will have to be custom fixed at assembly.
Costly, not interchangeable, not acceptable.
Statistical Tolerancing—11-11-99–2
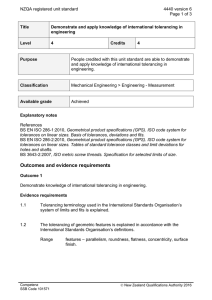
Tolerance Chain for Crank Case
L1
L2
L3
L5
L4
L6
G
Linear clearance criterion C = L1 − L2 − L3 − L4 − L5 − L6 > 0
Statistical Tolerancing—11-11-99–3
General Smooth Functions: Linearization
detail parts
variation propagation box
assembly fit
criterion
actual, nominal
(X1, ν1)
✲
Y = f (X1, . . . , Xn)
actual, nominal
✲
(Xn, νn)
✲
(Y, ν)
ν = f (ν1, . . . , νn)
ai
∂f (ν1, . . . , νn)
Y = f (X1, . . . , Xn) ≈ f (ν1, . . . , νn) + (Xi − νi)
i=1
∂νi
n
Y ≈ a0 + a1X1 + . . . + anXn , a0 = f (ν1, . . . , νn) − (a1ν1 + . . . + anνn)
ν = f (ν1, . . . , νn) ≈ a0 + a1ν1 + . . . + anνn
Statistical Tolerancing—11-11-99–4
Tolerancing and Goalpost Mentality
nominal−tol
nominal+tol
nominal
✛
Xi
•
νi − Ti
tol
✲
❄
νi
νi + Ti
Statistical Tolerancing—11-11-99–5
Worst Case or Arithmetic Tolerancing
• Xi within [νi − Ti, νi + Ti],
νi = nominal dimension,
• νA = a0 + a1ν1 + . . . + anνn
Xi = realized detail part dimension,
Ti = tolerance.
nominal assembly fit criterion,
ai = ±1 or other known coefficients
• YA = a0 + a1X1 + . . . + anXn
realized assembly fit criterion
• YA within [νA − TA, νA + TA] assembly fit criterion variation range.
TA = |a1|T1 + . . . + |an|Tn
• arithmetic stacking or worst case tolerancing
Statistical Tolerancing—11-11-99–6
Statistical Tolerancing
• No goalpost mentality, aim for the middle
• View part to part variation as random, manufacturing variation
• Normal distribution is often a sufficiently reasonable choice
• Other distributions are possible (uniform, triangular, . . .)
• Distributions typically span tolerance range.
• The fit criterion YA = a0 + a1X1 + . . . + anXn
≈ normal
Central Limit Theorem (CLT).
• Take advantage of variation cancellation
Statistical Tolerancing—11-11-99–7
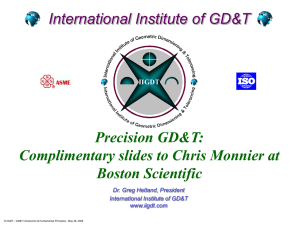
Normal Variation over Tolerance Interval
ν i-T i
νi
ν i + Ti
Statistical Tolerancing—11-11-99–8
RSS Method: Normal Distribution
• 99.73% of all realized assembly fit criteria YA fall within
[νA − RSS, νA + RSS]
where
RSS = a21T12 + . . . + a2nTn2
whence Root Sum of Squares or RSS.
• Basic advantage over arithmetic tolerancing (|ai| = 1,
a21T12
+ ... +
a2nTn2
Ti = T )
√
= n × T , whereas |a1|T1 +. . .+|an|Tn = n × T.
• =⇒ tighter assembly tolerance RSS or relaxed part tolerances Ti.
Statistical Tolerancing—11-11-99–9
RSS Method: Basic Assumptions
• Each part dimension Xi varies according to a normal distribution.
• The distribution is centered over the range νi ± Ti.
• Ti = 3σi, with σi = standard deviation of Xi,
i.e., 99.73% of all Xi fall within νi ± Ti.
• The part variations are independent from dimension to dimension.
Statistical Tolerancing—11-11-99–10
Current Problems in Statistical Tolerancing
• RSS may be too optimistic =⇒ c a21T12 + . . . + a2nTn2
• the inflation factor c can be motivated by
– different distributions
– mean shifts from nominal center (ATA patent)
– other ad hoc rationales (Benderizing)
• Not all tolerance stacks are (approximately) linear
Then RSS won’t work, not addressed much in literature
757 cargo door hinge line, 747 keel beam, coordination hole pinning,
etc.
• Simulations (e.g. VSA, or other tools) provide flexible solutions, but
they are of black box type (sensitivities?)
Statistical Tolerancing—11-11-99–11
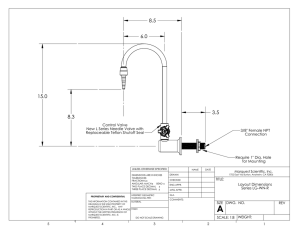
Various Distributions over Tolerance Range
c=1
c = 1.732
uniform density
normal density
c = 1.225
triangular density
c = 1.369
trapezoidal density: a = .5
c = 1.5
elliptical density
c = 1.306
half cosine wave density
c = 2.023
c = 1.134
beta density: a = .6, b = .6
beta density: a = 3, b = 3
c = 1.342
beta density: a = 2, b = 2 (parabolic)
c = 1.512
DIN - histogram density: p = .7, f = .4
Statistical Tolerancing—11-11-99–12
RSS Method for Nonnormal Variation
Assumptions
distributions symmetric and centered on νi
distributions span tolerance range
independence of part to part variation
=⇒
RSS(c) = c
n
i=1
a2i Ti2
where the factor c varies from distribution to distribution.
More generally
RSS(c1, . . . , cn) =
n
i=1
c2i a2i Ti2
if the distributions change from part to part dimension.
Statistical Tolerancing—11-11-99–13
Why Mean Shifts And Why Bound Them?
• Mean shifts from nominal are a fact of life.
A manufacturing process unable to hit the nominal
will also be unable to center the process on nominal.
The center of the process distribution only becomes known
well into production. Corrections may only increase variation.
• Mean shifts all the way to the goalposts νi ± Ti, while Cpk ≥ 1,
lead back to worst case tolerancing.
Statistical Tolerancing—11-11-99–14
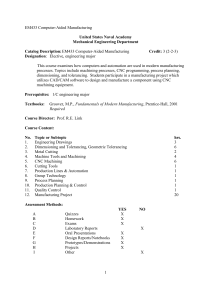
Normal Variation with Mean Shift
Statistical Tolerancing—11-11-99–15
Mean Shifts From Nominal Center
• Focus on normal part variation that is not centered on nominal,
but still mostly within the tolerance range.
• The mean shift from center is controlled by
|∆i| = |µi − νi| = ηi Ti ≤ η0 Ti ,
where
0 ≤ ηi ≤ 1 .
Here µi is the mean of Xi with mean shift ∆i = µi − νi.
• The variation mostly within the tolerance range is controlled by
the capability index
Cpk
Ti − |∆i|
=
,
3σi
e.g., Cpk ≥ 1 .
Statistical Tolerancing—11-11-99–16
RSS Stacking With Mean Shifts
• Stack mean shifts arithmetically
η1 |a1|T1 + . . . + ηn|an|Tn
• Stack reduced part to part variation statistically
reduced variation
Ti − ηiTi = (1 − ηi)Ti ≥ 3σi
if Cpk ≥ 1 .
statistical stack
a21T12(1 − η1 )2 + . . . + a2nTn2(1 − ηn )2
• Combine the two stacks in worst case fashion.
η1 |a1|T1 + . . . + ηn|an|Tn + a21T12(1 − η1)2 + . . . + a2nTn2(1 − ηn)2
Statistical Tolerancing—11-11-99–17
Tolerance Stack with Mean Shift
part dimension 1
X1
part dimension 2
X2
part dimension 3
X3
assembly criterion
Y
Statistical Tolerancing—11-11-99–18
Some Comments
• This hybrid worst case mean shift stack and RSS stack for
remaining part variation was introduced by Mansoor (1963)
and studied by Greenwood and Chase (1987) as a compromise
between worst case and statistical tolerancing.
• The assembly tolerance of this hybrid method grows like O(n),
reduced by the ηi factors.
• The above hybrid tolerance stacking formula is increasing in the ηi
thus we can replace the ηi by the bounds (η0) placed on them.
Statistical Tolerancing—11-11-99–19
Mean Shifts And Other Part Distributions
• The remaining part variation can also be described or modeled
by other than normal distributions.
• This then leads to the following hybrid tolerance stacking formula
η1|a1|T1 + . . . + ηn |an|Tn + c21a21T12(1 − η1)2 + . . . + c2na2nTn2(1 − ηn )2
• This is no longer increasing in the ηi.
Statistical Tolerancing—11-11-99–20
Correlated or Dependent Variation
• A crucial assumption for the RSS method is independence or zero
correlation for detail dimensions
• Method can be generalized using the general variance formula
var(a0+a1X1+. . .+anXn) = a21var(X1)+. . .+a2nvar(Xn)
+
i=j ai aj var(Xi ) var(Xj )ρij
where ρij is the correlation between Xi and Xj , −1 ≤ ρij ≤ 1.
• This generalizes the RSS formula to
RSSρ =
a2i Ti2
+
i=j ai aj ρij Ti Tj
• By proper combination of the signs of ρij and the signs of the
sensitivity coefficients ai one could have
RSSρ < RSS =
a2i Ti2
Statistical Tolerancing—11-11-99–21
Historical Perspective
• The RSS method is based on the CLT and the long known fact that
variance of a sum of independent random variables
= sum of the variances of these variables
• It is difficult to trace the roots of statistical tolerancing.
• Boeing’s (1990) proprietary Tolerancing-Design Guide attributes
the RSS method to Backhaus and Fielden via Wade’s (1967) book
which points to an in-house IBM article (not able to trace).
Statistical Tolerancing—11-11-99–22
Some Early References
• W.B. Rice (1944) argues (without RSS) that chances are small
for jointly extreme dimensions (by multiplying probabilities).
• C.A. Gladman (1945) employs the same reasoning (no RSS).
J. Gilson (discussion to Gladman) points in the same direction.
However, in Gilson’s (1951) book we find the RSS formula
plus a lot of muddled stuff without proof.
• E.E. Bates (1947/1949) appears to use the RSS method,
refers to it as statistics, keeps specifics hidden (trade secret?)
Statistical Tolerancing—11-11-99–23
The Earliest Reference (so far)
• W. A. Shewhart (1931)
Economic Control of Quality of Manufactured Product
long out of print, reprinted 1980 as
50th Anniversary Commemorative Reissue by ASQC
Chapter XVII: Design Limits on Variability
discusses statistical tolerancing, but not RSS by name.
does not pretend to be new, but no references
statistics was in its infancy at that time
Statistical Tolerancing—11-11-99–24
What Do The Standards Say?
Not Much!
• ANSI Y14.5M-1994 just introduced a statistical tolerancing symbol.
It still needs meaning (mean shifts, distributions, process control).
How should/can it be used in tolerance stacking?
• DIN 7186 Part 1 and Part 2 (Draft) took a stab at it
(DIN = Deutsche Industrie Norm)
That was more than 20 years ago, results in German only.
Statistical Tolerancing—11-11-99–25
Grode’s Comments on German Tolerancing Effort
• Effort failed, because industry felt that contents
were too difficult to be understood by designers
who generally do not like statistical applications
but try to avoid it.
• Meanwhile all the old famous experts have died.
• A company which uses statistical tolerancing can save a lot of money.
Statistical Tolerancing—11-11-99–26
 0
0