multi-component injection moulding
advertisement

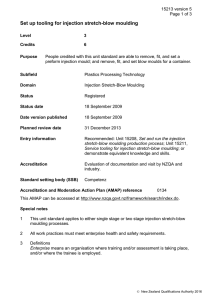
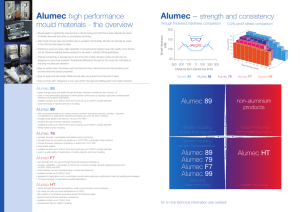
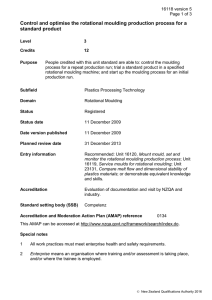
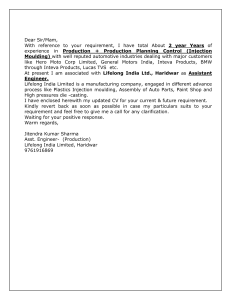
CAE DS – Mould Design Multi‐component injection moulding School of Technology and Management, Polytechnic Institute of Leiria According to Vogel [1], it has been well recognized that man‐made objects are primar‐ Introduction ily made up of relatively rigid materials, while natural objects are made with soft compliant materials, using rigid materials such as bones and teeth only in select places. It has been suggested that this distinct difference occurs from the assembly and production methods for each of the products. The fundamental requirement for natu‐ ral structures is the absence of assembly. The entire system must be grown from a source or cell as a single entity [2]. In addition, absence of assembly in production methods, reduction of weight, and part count found in compliant mechanisms all lead to the reduction of cost to manufacture the product. Several studies have indicated that assembly costs make up 40–50% of the manufacturing costs to produce a product [2]. Therefore any decrease in part count and manufacturing cost, no matter how minimal, will have a drastic effect on the total cost of the product. The use of multiple different materials in products opens up the design space considerably. Layered manufacturing processes, such as stereolithography, selective laser sintering, shape deposition modelling, and 3D printing are utilized for making multi‐material (MM) products [3, 4]. While these processes can create intricate and complex geome‐ tries as well as material distributions, they are not suitable for mass production in most cases. A more suitable technique that has emerged for the manufacturing of multi‐material products is MM moulding. MM moulding creates a part with two or more materials via a multi‐stage mould [3]. Multi‐material objects (MMO’s) are defined as the class of objects consisting of two or more different materials; that is, they are heterogeneous [5]. MMO’s can have either continuously‐varying material compositions or discrete sections of different homoge‐ nous materials. An example of the former type of MMO is “functionally graded materials” or “functionally gradient materials” (FGM’s) [6]. FGM’s are advanced composite structures in which the composition changes gradually over the volume, resulting in corresponding changes in the properties of the structure. An example of the latter type of MMO is any two type of object with distinct interfaces or boundaries separating the various materials. An example of each type of MMO is given in Figure 1 [5]. Figure 1 – a) Two types of multi‐material objects. Discrete materials (left) and FGM (right) [5]. Multi‐component injection moulding ‐ 1 CAE DS – Mould Design As mentioned above, Layered manufacturing techniques can be used to produce FGM’s. Moreover, various polymer moulding techniques can be used to produce MMO’s with discrete material sections. However, this chapter is only focused on manufacturing discrete‐sectioned MMO’s using multi‐material injection moulding processes. Therefore, the term “MMO” will refer only to discrete sectioned heteroge‐ neous objects produced via multi‐material moulding (MMM). MMM is usually accomplished through some form of specialized injection moulding technique. This means that the various polymers composing the different material sections are heated to their melting temperatures, then injected in sequence into a mould or set of moulds. The liquefied polymers then solidify into their desired shapes by taking on the form of the mould cavities in which they reside. Because MMM techniques can be significantly different than traditional single mate‐ rial moulding (SMM), some new terminology has been adopted to better explain these techniques and processes. The term ‘moulding stage’ refers to a single step in the moulding process in which one of the materials is injected into the mould. For exam‐ ple, an object composed of three different material sections has three distinct moulding stages (one for each material). Because most moulding involves injecting or shooting the polymer into the mould cavity, the word ‘shot’ is sometimes used in stead of ‘stage’ [6]. Two more terms that arise frequently in the context of MMM are ‘substrate’ and ‘over‐mould’. The substrate is the material that is injected first in a MMM process, usually forming the base or majority of the final component. The over‐ mould is the subsequent shot which tends to form at least partially over top of the substrate. Unlike single material (SM) components, MM components have a unique feature that is of great importance when designing effective components. Because the materials in MM objects must be somehow mated without the use of traditional fasteners (e.g. screws, welds, etc…), the topic of MM interfaces becomes important; that is, where and how do the separate materials connect to form the desired product. The three major types of interfaces are microscopic, mesoscopic, and macroscopic [5]. Microscopic interface According to [3, 5], Microscopic, or more commonly, “chemical” interfaces, are for‐ med as a result of bonding along the mating surface between two materials. In particular, the driving force is cross‐polymerization of the differing molecules of the two polymers. The extent and strength of the chemical interface is a complex function of many variables, including: molecular properties (e.g. size and weight), material processing temperatures, and viscosities. Figure 2 shows three simple bi‐material bars with different degrees of cross polymerisation. Multi‐material interfaces Figure 2 – Varying amounts of bonding at a microscopic interface. High degree of cross‐ polymerization (left), moderate degree of cross‐polymerization (centre) and low degree of cross‐polymerisation (right) [5]. Multi‐component injection moulding ‐ 2 CAE DS – Mould Design Macroscopic interface Macroscopic, or “interlocking” interfaces, are formed by mechanically locking the two materials together via some form of geometric interface. Such types of interfaces can be used to join two chemically incompatible materials (e.g. ABS and aluminium). Additionally, interlocking interfaces can be used to selectively control the relative movement of the separate materials along various degrees of freedom. Figure 3 shows a schematic of a bar with a macroscopic, T‐shaped interface. This configuration will only allow relative movement of the two materials along the z‐axis. Figure 3 – A macroscopic interface [5]. Mesoscopic interface Mesoscopic interfaces fall right between microscopic and macroscopic interfaces; that is, they possess features with length scales on the order of 1‐1000 nanometres. The mechanism via which mesoscopic interfaces maintain their integrity shares character‐ istics with molecular bonding and interlocking. Mesoscopic bonds can be formed by moulding the first material and then finishing the surface along its shared interface with a bumpy or grooved texture and then moulding the second material around it where it will form along the mesoscopic features [5]. Combination interfaces Some MMM processes allow components to be designed with any combination of the above mentioned interfaces. For example, it is possible to form an interface with molecular bonding along a geometric interlocking surface. According to Bruck et al [7], the combination microscopic/macroscopic interfaces performed much better in tensile loading over flat bonded interfaces, which in turn, performed much better than non‐bonded interlocking interfaces. This suggests that when component strength is an important consideration, combination interfaces should be used whenever physically possible and financially feasible. The next best alternative would be to ensure the materials mate at a non‐interlocking but bonded interface [5]. Plastic interfaces for multi‐component injection moulding According to Maniscalco [9], multi‐component moulding involves two or more injec‐ tion units on the same machine filling cavities in a sequence—when the first set of cavities is filled with the first material, parts are moved or rotated to accept the next (and any future) shot. As the first shot solidifies and cools, the second melt front is introduced. If the materi‐ als are similar in nature and properties, the second material will re‐melt the other for a strong chemical adhesion, as in over‐moulding. Mechanical interlock designs may also be used to bond the two materials. If the two materials have widely different melting Multi‐component injection moulding ‐ 3 CAE DS – Mould Design points or chemical makeups (amorphous and crystalline, for example), they won’t bond. This latter combination can be used for in mould assembly. Selecting the right combination of materials also presents a learning experience, ac‐ cording to [9]. Material compatibility charts are available from machinery manufacturers and resin suppliers (see Figure 4, opposite, for an example), but they are only guidelines. “If you want to ensure bonding, choose similar material families with similar melting points, and then rapid‐shoot the second shot.” Figure 4 – Material compatibility chart [9]. According to Maniscalco [9], mechanical interlocks can be used to improve attachment to the substrate in areas of high stress or abrasion, as illustrated in Figure 5, for exam‐ ple. Figure 5 – Mechanical interlocks designs to improve bondings between first and second shots [9]. Design and characterization of moulded multi‐material interfaces Processing variables. According to Gouker et al [3], there are many variables that have an affect, either direct or indirect, on the MMM process. These parameters can Multi‐component injection moulding ‐ 4 CAE DS – Mould Design be broken down into four main categories: temperature, pressure, time, and distance. A key parameter in MMM is the cooling time between moulding stages, which affects the degree of cross‐polymerization at an interface. Typically, for cross‐polymerization to occur the second mould stage must be performed before the material has com‐ pletely hardened from the first mould stage. However, the material from the first mould stage must be hardened enough so that it can be taken out from the mould. Therefore, the desire to maintain geometrically complex interfacial features directly contradicts the desire to maintain the best cross‐polymerization. Due to the sensitivity of the material at this critical time, it is essential to limit either the manual or robotic manipulations required between mould stages when engineering the interface. It is also necessary to design a moulding schedule that balances the degree of cross‐ polymerization with the desire to maintain the geometrically complex interfacial features. Interfacial strength characterisation. To determine the effects of processing variables on the engineered interface, it is necessary to characterize the strength and deforma‐ tion response of the interface. The interfacial strength will determine the critical loads for MM compliant mechanisms. To characterize the interfacial strength, it is necessary to conduct experiments to determine the critical stresses at which the interface begins to debond. For example, a recent study explored the use of complex geometry to enhance interfacial tension strength by conducting tensile tests on two‐dimensional interfaces. This study found that “geometric complexity can increase the interfacial strength 20–25%.” Among the geometrically complex interfaces that were tested, it was found that circular geometries exhibited approximately 5% greater strength than rectangular geometries [7]. There are many choices for mechanical testing of interfacial strength. However, actu‐ ally conducting these tests on complete assemblies under a variety of loading conditions would be cost prohibitive. In order to circumvent this difficulty, interfacial strength can be simply determined on chemically bonded flat interfaces under four different loading conditions that are locally dominant at different locations in the assembly. The four loading conditions are: tension, shear, peeling, and torsion [7]. According to Gouker’ works [3], shear and tension strength tests can measure how well the chemical interfaces resist uniform shear and normal stresses, respectively. The shear strength tests were conducted on simple lap shear specimens (see [3]). For the tension strength tests, specimens contain flat interfaces with circular cross sections. In both tests, specimens pulled apart under tensile loads, and the strength determined from the critical load and interfacial area. While some may argue that the two physical test specimens discussed above are adequate to completely determine the two materi‐ als’ compatibility, Gouker et al [3] mentioned that can also be necessary to conduct the peel and torsion strength tests in order to determine the chemical interface strength under gradients of normal and shear stress. The peeling test specimen is similar to the shear test specimen, but is loaded with a tensile force perpendicular to the interface (see [3] for more details). The torsion strength tests utilize the same specimen testing configuration as the tensile tests, except specimens are twisted rather than pulled apart. In both cases, the geometry of the interface is used to compute the stress gradi‐ ent in order to determine conditions for failure. Thus, both stress and stress gradients are used to determine interfacial failure. Multi‐component injection moulding ‐ 5 CAE DS – Mould Design From the results presented in [3], it can be seen that both the combination interface and the flat chemical interface have comparable mechanical responses, with the flat interface exhibiting 15% greater strength. However, when there is no chemical bond‐ ing along the interface only the mechanical interface is capable of bearing load with a strength that is 50% of the level that would be experienced with chemical bonding. Therefore, when designing with chemically compatible materials, either type of inter‐ face is suitable. However, only the mechanical interface can be used when the materials are incompatible. Characterising deformation response of interfaces. In addition to interfacial strength, Gouker et al [3] recommend that is also desirable to characterize the deformation response of the interface to sub‐critical loads. To predict interfacial response, analyti‐ cal formulas or finite element analysis (FEA) software, can be used. Multi‐component injection moulding ‐ 6 CAE DS – Mould Design Multi‐material manufacturing is becoming increasingly popular across multiple industries because MMO’s posses many characteristics superior to traditional ho‐ mogenous objects. These beneficial traits justify the manufacture, sale and use of products containing MM components. In fact, entire product assemblies are being replaced by single MM components with similar or better performance and cost characteristics. The majority of MMO’s are produced using a class of manufacturing called multi‐material moulding. Multi‐material products possess several beneficial qualities over traditionally moulded products including: • Multi‐colour appearance; • skin/core configurations; • in‐mould assembly; • selective compliance; • soft touch portions. Multi‐colour appearance According to Robert [8], multi‐material moulding can produce MMO’s that consist of a single, continuous body with sections of different colours and opacities. This allows built‐in features such as clear viewing windows and coloured labels. This can provide significantly better aesthetics over an assembly of different coloured SM components, or just one SM component that is painted different colours on the surface. A multi‐ coloured MMO will not experience paint chipping/flaking and eliminates the need for the costly secondary operations of assembly and/or painting. Figure 6 shows two examples of multi‐colour MMO’s. Advantages of multi‐material technology Figure 6 – Examples of multi‐colour MMO’s. Multi‐colour taillight (left) and various bottles with moulded in labels (right) [5]. Skin/core configurations A component with a skin/core configuration has an outer ‘skin’ covering the inner ‘core’ of the component. Figure 7 shows a skin/core car armrest and a skin/core Fris‐ bee. Figure 7 – Examples of two‐materials MMO’s. Skin/core armrest (left) and skin/core Frisbee (right) [5]. Multi‐component injection moulding ‐ 7 CAE DS – Mould Design Benefits of the skin/core arrangement involves having the core completely insulated from the outside environment by the skin. This allows the core to be purely structural and/or cost‐effective while the skin provides other functions. This arrangement can be exploited in many ways. For one, the skin can serve as a thin coating which completely protects the interior of the component from such harmful agents as corrosive chemicals (e.g. acids, bases, salts, greases, etc…), extreme weather, and radiation. For example, a product that is intended to spend a majority of the time in the sun can be moulded with a UV‐resistant skin covering the structural core (e.g. lawn furniture). Alternatively, the skin can offer visually or tactilely appealing aes‐ thetics, while the less attractive core is completely hidden. For example, a colourful, shiny skin can add visual appeal to a component with an otherwise dull core material (e.g. toilet seat covers); just as a rubber soft‐touch skin can improve the feel of a com‐ ponent with a rough, rigid core [9]. This completely eliminates the need for after moulding operations such as painting or lacquering. Finally, the skin/core arrange‐ ment can simply be economical. The core, forming the bulk of the component, can be composed of off‐grade, recycled, impure, or otherwise inferior (i.e. inexpensive) material while the less voluminous skin is a high‐quality, expensive virgin material. For example, the Frisbee in Figure 5 was made with 33% scrap plastic [10]. Addition‐ ally, this can reduce the overall weight of the component by up to 15%, particularly if the core is composed of a foam‐like material. In‐mould assembly This MMM technology is able to produce fully assembled components ‘in‐mould’. This means that entire assemblies consisting of multiple pieces can be produced by a single set of moulds, thereby eliminating the need for secondary assembly and the use of bolts, welds, glue, or other fasteners. This translates to a reduced part count and negligible assembly costs. Additionally, gaskets or seals can be moulded directly onto parts that need to form tight seals, such as lids, connectors and the like. MMM can produce reliable, cost‐effective seals without secondary operations. Two examples of in‐mould assembly are shown in Figure 8 (left) shows some children’s toys which are all produced using MMM. The 3‐material dolls come out of the moulds completely assembled and have rotating limbs and heads as well as multiple coloured sections. Figure 8 (right) shows a one‐piece syringe with a moulded‐in seal, attached plunger, and a close able integrated lid. Figure 8 – Examples of in‐mould assembled products. Articulated toys (left) and one‐ piece syringe (right) [5]. Multi‐component injection moulding ‐ 8 CAE DS – Mould Design Compliance components Another use of MMM is producing compliant mechanisms, where the compliance of the material is selectively varied at strategic locations in the structure so that large deformations necessary for the structure to function properly, will occur only at those locations. Thus, MM objects can provide local control of mechanical properties of an object, thereby realizing concepts that would otherwise be impractical and/or ex‐ tremely difficult to produce [11]. A simple example of this is shown in Figure 9, which compares a pair of compliant MM clips to a pair of clips manufactured traditionally by assembling three homogenous parts together. The clips in Figure 9 (right) function by means of a compliant hinge composed of a softer plastic that is embedded in a rigid plastic which forms the handles/grips. The familiar clips in Figure 9 (left) utilize a metal spring and two separate halves which all have to be manufactured and assem‐ bled separately. Figure 9 – Comparison of traditional and selective compliance clips. Traditional (left) and multi‐material clips (right) [5]. Additionally, the selective compliance components can allow selective vibration dampening. By discretely varying the material composition in select locations, certain frequencies can be attenuated by material discontinuities along interfaces. Soft touch portions According to Fowler [5], a final advantage of MMM is that allows products to be made with rigid plastic housings and softer rubbery gripping areas. Rigid substrate parts provide the necessary structural integrity, stiffness, and strength, while the soft‐ touch materials provide improved aesthetics, better tactile properties, and enhance the grip of products, while absorbing vibrations and reducing hand fatigue. Adding a soft feel also differentiates products and gives them a high‐end look and feel. The end result is more durable products that are comfortable to use. Figure 10 shows two examples of products using soft‐touch plastics on the grip sections and hard plastic for the housings. Figure 10 – Examples of products with soft‐touch grips. Cordless saw housing (left) and electric toothbrush (right) [5]. Multi‐component injection moulding ‐ 9 CAE DS – Mould Design According to Gouker et al [3], there are two broad manufacturing technologies com‐ monly used to make MM objects: injection moulding and room temperature moulding. Injection moulding is commonly used for large‐scale production processes, while room temperature moulding is primarily used for small production runs. Injec‐ tion moulding involves injecting molten plastic into a mould where it rapidly solidifies and is then ejected as the desired object [5]. Injection moulding is ideal for many applications because it is amenable to a variety of polymeric materials, has a wide range of mould capabilities—including complex structures—and is extremely controllable. Additionally, the parts produced by injection moulding have a very low cycle time. Basically, there are three different types of MM injection moulding processes [3, 6]. Multi‐component moulding is the simplest and most common form of MM injection moulding. It involves the simultaneous (or sometimes sequential) injection of two or more different materials through either the same or different gate locations in a single mould. Multi‐shot moulding (MSM) is the most complex and versatile MM injection moulding process. It involves injecting the different materials into the mould in a specified sequence, where the mould cavity geometry may partially or completely change between sequences. Over‐moulding and insert moulding simply involve moulding a resin around a preformed part, either metal (as in insert moulding) or a previously made injection moulded plastic part (as in over‐moulding). Room temperature moulding utilizes polymers that are liquids at room temperature. Instead of injecting a hot liquid into the mould and then allowing the plastic to cool into a solid, room temperature moulding utilizes reactive compounds that polymerize (i.e., cure) at ambient conditions. This involves mixing two compounds, a resin and a hardener, to activate the polymer, then pouring the mixture into the mould. The material then polymerizes in the shape of the cavity. The hardening time will be considerably longer than that of injection moulded plastics. Because MM objects have geometric features consisting of differing materials, the moulds must be filled in stages. This means that the moulds are assembled in an initial configuration and the first material stage is poured. After a specified hardening time, the moulds are par‐ tially disassembled and some mould pieces are added, removed, or replaced with different ones. The second material stage can then be poured. This process is contin‐ ued until all of the materials have been poured. After a specified hardening time, the moulds are partially disassembled and some mould pieces are added, removed, or replaced with different ones. The second material stage can then be poured. This process is continued until all of the materials have been poured. Each of the three classes of MM moulding processes is unique and can be distin‐ guished using the classification shown in Figure 11. Multi‐Material Moulding Processes Multi‐component injection moulding ‐ 10 CAE DS – Mould Design Multi‐material moulding processes Multi‐component injection moulding Definition Bi‐injection moulding Injection moulding techniques in which two or more material are processed Skin/Core moulding Co‐injection moulding Sandwich moulding Interval moulding Multi‐shot moulding Definition Rotary platen Multi‐shot moulding involves the sequential injection of separate materials into Index plate different locations in a mould Core toggle Insert/Over moulding Definition Insert and over moulding are simple variations of single‐ material moulding. In particular, the only difference is that a preform, either metal or plastic, is placed into the mold before the resin is injected. Once the resin is injected into the mold, it flows over, under, and/or around the preform and hardens, locking the preform inside of it. Figure 11 – A classification for multi‐material moulding processes. Adapted from [5]. Multi‐component injection moulding ‐ 11 CAE DS – Mould Design According to Gouker at al and Fowler [3, 5], multi‐component injection moulding is perhaps the simplest and most common form of MMM. It involves the simultaneous (or sometimes sequential) injection of two or more different materials through either the same or different gate locations in a single mould. Multi‐shot (or “multi‐stage”) moulding is the most complex and versatile of the MMM process. It involves injecting the different materials into the mould in a specified sequence, where the mould cavity geometry may partially or completely change between sequences. Over‐moulding and insert moulding simply involve moulding a resin around a preformed part; either metal (as in insert moulding), or a previously‐made injection‐moulded plastic part (as in over‐moulding). Each of the three classes of MMM are considerably different. Each specific MMM process requires its own set of specialised equipment; however, there are certain equipment requirements that are generally the same for all types of MMM. Multi‐component injection moulding ‐ 12 CAE DS – Mould Design [1] Vogel, S. – Better bent than broken, Discover, Vol. 16, No. 5, 1995, pp. 62–67. [2] Ananthasuresh, G. K., and Kota, S. ‐ Designing compliant mechanisms. ASME References Mech. Eng., Vol. 117, No. 11, 1995, pp. 93–96. [3] Gouker, R . Gupta, S., Bruck, H. and Holzschuh, T. ‐ Manufacturing of multi‐ material compliant mechanisms using multi‐material moulding, Int J Adv Manuf Technol Vol. 30, 2006, pp. 1049–1075. [4] Beaman, J., Bourell, D., Jackson, B., Jepson, L., McAdams, D., Perez, J. and Wood K. ‐ Multi‐material selective laser sintering: empirical studies and hardware development, NSF Design and Manufacturing Grantees Conference, Vancouver, BC, 2000, pp 3‐6. [5] Fowler, G. T. ‐ Cost and performance evaluation models for comparing multi‐shot and traditional injection moulding, MSc Thesis, University of Maryland, 2004. [6] Fessler, J. R., Nickel, A. H., Link, G., Prinz, F. B. and P. Fussell. ‐ Functional Gradient Metallic Prototypes through Shape Deposition Manufacturing. In Proceedings of the Solid Freeform Fabrication Symposium. University of Texas at Austin, Texas, 1997. [7] Bruck, H. A., Fowler, G., Gupta, S. K. and Valentine, T. M. ‐ Using geometric com‐ plexity to enhance the interfacial strength of heterogeneous structures fabricated in a multi‐stage, Multi‐piece moulding process. Experimental Mechanics, Vol. 44, 2004, pp. 261‐271. [8] Robert B. H. ‐ Technical multicolour/component injection moulding to enhance product, reduce cost. Proceedings of Multi‐Shot Injection Moulding (CM97‐210), Chicago, Illinois, 1997. [9] Maniscalco, M. ‐ Basic Elements: Simplifying multi‐component design. IMM Magazine (online version). http://www.immnet.com/articles?article=2343 (accessed: September 2006). [10] Kirkland, C. ‐ Rediscovering, unleashing the value of co‐injection. IMM Magazine (online version). http://www.immnet.com/article_printable.html?article=1766 (accessed: September 2006). [11] Kumar, M. ‐ Automated design of multi‐stage moulds for manufacturing multi‐ material objects. MSc Thesis, University of Maryland, 2001. Multi‐component injection moulding ‐ 13