JEDEC
STANDARD
Mark Legibility
JESD22B114
MARCH 2008
JEDEC SOLID STATE TECHNOLOGY ASSOCIATION
NOTICE
JEDEC standards and publications contain material that has been prepared, reviewed, and
approved through the JEDEC Board of Directors level and subsequently reviewed and approved
by the JEDEC legal counsel.
JEDEC standards and publications are designed to serve the public interest through eliminating
misunderstandings between manufacturers and purchasers, facilitating interchangeability and
improvement of products, and assisting the purchaser in selecting and obtaining with minimum
delay the proper product for use by those other than JEDEC members, whether the standard is to
be used either domestically or internationally.
JEDEC standards and publications are adopted without regard to whether or not their adoption
may involve patents or articles, materials, or processes. By such action JEDEC does not assume
any liability to any patent owner, nor does it assume any obligation whatever to parties adopting
the JEDEC standards or publications.
The information included in JEDEC standards and publications represents a sound approach to
product specification and application, principally from the solid state device manufacturer
viewpoint. Within the JEDEC organization there are procedures whereby a JEDEC standard or
publication may be further processed and ultimately become an ANSI standard.
No claims to be in conformance with this standard may be made unless all requirements stated in
the standard are met.
Inquiries, comments, and suggestions relative to the content of this JEDEC standard or
publication should be addressed to JEDEC at the address below, or call (703) 907-7559 or
www.jedec.org
Published by
©JEDEC Solid State Technology Association 2008
2500 Wilson Boulevard
Arlington, VA 22201-3834
This document may be downloaded free of charge; however JEDEC retains the
copyright on this material. By downloading this file the individual agrees not to
charge for or resell the resulting material.
PRICE: Please refer to the current
Catalog of JEDEC Engineering Standards and Publications online at
http://www.jedec.org/Catalog/catalog.cfm
Printed in the U.S.A.
All rights reserved
PLEASE!
DON’T VIOLATE
THE
LAW!
This document is copyrighted by JEDEC and may not be
reproduced without permission.
Organizations may obtain permission to reproduce a limited number of copies
through entering into a license agreement. For information, contact:
JEDEC Solid State Technology Association
2500 Wilson Boulevard
Arlington, Virginia 22201-3834
or call (703) 907-7559
JEDEC Standard No. 22B114
TEST METHOD B114: MARK LEGIBILITY
Foreword
This standard is intended for manufacturers and users of solid state devices that incorporate laser or ink
based markings.
Introduction
For conventional ink marking of solid state devices, permanency is the primary concern, and is covered
by JESD22-B107. Laser based markings have no permanency issues, thus JESD22-B107 does not apply.
However, there has been a lot of variability in the readability and legibility of laser based markings,
which has highlighted the need for mark legibility requirements.
-i-
JEDEC Standard No. 22B114
-ii-
JEDEC Standard No. 22B114
Page 1
TEST METHOD B114: MARK LEGIBILITY
(From JEDEC Board Ballot JCB-08-07, formulated under the cognizance of the JC-14.3 Subcommittee
on Silicon Devices Reliability Qualification and Monitoring.)
1
Scope
This standard describes a nondestructive test to assess solid state device mark legibility. The specification
applies only to solid state devices that contain markings, regardless of the marking method. It does not
define what devices must be marked or the method in which the device is marked, i.e., ink, laser, etc. The
standard is limited in scope to the legibility requirements of solid state devices, and does not replace
related reference documents listed in this standard.
2
Normative references
The following normative documents contain provisions that, through reference in this text, constitute
provisions of this standard. The latest editions of the normative documents listed below apply to this
standard.
ANSI INCITS 182-1990, Bar Code Print Quality Guideline
ISO/IEC 15415, Bar Code Print Quality Test Specification
ISO/IEC 16022, Data Matrix Bar Code Symbology Specification
3
Informative references
The following informative documents contain relevant mark legibility discussions that provide helpful
supplemental references.
CEA-706, Component Marking Standard
MIL-STD-130, Identification Marking of U.S. Military Property
SAE AS9132, Data Matrix Quality Requirements for Parts Marking
4
Terms and definitions
For the purposes of this standard, the terms and definitions listed below apply:
bar code symbol: A symbol that gives information in a code consisting of parallel bars and spaces, each
of various specific widths.
contrast: The difference in luminance (“brightness”) between the mark and the surrounding device
surface.
NOTE
Contrast is typically quantified by comparison of minimum and maximum reflectance values.
Test method B114
JEDEC Standard No. 22B114
Page 2
4
Terms and definitions (cont’d)
data matrix: A two-dimensional bar code matrix symbol.
ink mark: A mark, on a device, created using applied ink, paint, or other pigment.
laser mark: A mark, on a device, created by using a laser to ablate or melt the device surface, to bond a
contrasting labeling material, or to activate a pigmented coating.
legibility: The ability of a character or symbol to be read or deciphered.
mark (on a device): One or more symbols and/or characters intended to provide information and located
on a surface of a device.
NOTE A mark can give information on such items as terminal location, country of origin, manufacturer, date
code, lot number, and device identification, e.g., a part number.
overall symbol grade: The overall quality measure of a two-dimensional bar code symbol determined
by machine scanning equipment per guidelines of ISO/IEC 15415 or ANSI INCITS 182-1990.
NOTE The grades range from 0 (low) to 4 (high) for ISO/IEC 15415 and from F (low) to A (high) for ANSI
INCITS 182-1990.
readability: A subjective measure of the ease with which a character or text may be read.
reflectance: The ratio of luminous flux reflected from a surface to the luminous flux incident on that
surface.
5
Test method
5.1
Sample size
Mark legibility is a non-destructive test. The test may be appropriate for 100% final visual inspection, or
it may be deployed on a sample basis, particularly for machine inspection of 2D matrix legibility.
Recommended minimum sample basis is 3 lots, 10 samples per lot; a “lot” is a group of devices with the
same materials and construction marked within a single manufacturing run, using the same marking
equipment. Sample size and test frequency will typically be determined by supplier/customer agreement.
5.2
Sample preparation
Samples shall be representative of production devices in an as-shipped condition and shall not be
subjected to any cleaning or surface treatment process prior to mark legibility inspection.
Normal board-assembly manufacturing processes, or field operating conditions, may degrade mark
legibility; examples include permanent conditions, such as epoxy or conformal coating, and temporary
conditions, such as flux residue, that can be removed by cleaning. If mark legibility inspection is to be
conducted following board assembly, removal of non-permanent coatings may first be required.
Test method B114
JEDEC Standard No. 22B114
Page 3
5
Test method (cont’d)
5.3
Rework
Reworked markings shall meet the same legibility requirements as non-reworked markings. Although a
solid state device that is ink marked may be reworked following legibility inspection, a laser marked
device is typically scrapped if it fails legibility requirements. Specific mark rework restrictions, however,
are defined by supplier/customer agreement.
5.4
Apparatus
Depending on the specific mark type, and whether bar code symbols are used, the test apparatus needed to
assess mark legibility can vary. Legibility evaluation by human visual inspection may require only a light
source, or may also include a microscope or other optical aid. Legibility assessment by machine typically
requires a light source, bar code reader, and quality grading software.
5.4.1
Light source
The light source should be matched to the intended inspection method: unaided human inspection, aided
visual inspection, or machine scanning equipment. Light sources may have a peak light wavelength, e.g.,
laser, LED, etc., or a broad wavelength spectrum, e.g., incandescent lamp, fluorescent lamp, halogen
lamp, etc. Lighting source selection guidance listed in Annex of ISO/IEC 15415 is intended for use with
machine scanning equipment, but may also provide helpful background for lighting selection by human
visual inspection.
The default angle of incidence for the light source is 45°, but it may be adjusted to improve apparent
contrast between the mark and the surrounding device surface using the selected inspection method.
5.4.2
Unaided (no optical assistance) human visual inspection
The mark shall be viewed at a maximum distance of 30 cm. A dedicated work area light source at a 45°
nominal incidence angle is recommended, but normal room lighting conditions (200-600 lux, typ.) may
prove adequate.
5.4.3
Aided human visual inspection
Using a stereo microscope (or other optical device), the mark shall be viewed at a maximum distance of
18 cm, and a maximum magnification of 3X. Minimum inspection distance will typically be determined
by the focal distance of the optical device. A dedicated light source is recommended. The sample should
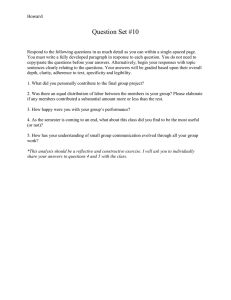
be positioned such that the viewing angle is less than 15°, relative to the device surface perpendicular, to
maintain a uniform focal plane across the mark surface; however, the viewing angle may be adjusted (see
Figure 1) to improve apparent contrast between the mark and the surrounding device surface if the
lighting source’s angle of incidence (45° typ.) is otherwise fixed.
Test method B114
JEDEC Standard No. 22B114
Page 4
5.4
Apparatus (cont’d)
5.4.3
Aided human visual inspection (cont’d)
Figure 1 — Viewing angle adjustment
5.4.4
Bar code reader
The bar code reader shall comply with the aperture and quality grading requirements of ISO/IEC 15415 or
ANSI INCITS 182-1990.
6
Legibility requirements
6.1
Human visual inspection (Unaided and Aided)
All identifying characters and symbols of the mark shall be legible by operator assessment using the
appropriate Section 5 test method. A character or digit is unacceptable if inspection leaves a doubt as to
its identity. The quality of the assessment depends on the operator fitness. This standard assumes the
operator is appropriately trained to make the inspection, has normal, corrected visual acuity (20/20), and
is free of fatigue or other physical effects which could diminish judgment capability. Documentation of
inspection distance, magnification and lighting conditions may be required per supplier/customer
agreement.
6.1.1
Character size
The minimum character size for a particular device mark will typically dictate whether human visual
inspection requires the use of an optical aid such as a microscope. This standard does not specify what
character set (OCR-A, OCR-B, etc.) or minimum font size (2, 5, etc.) should be used, or whether a mark
is required at all; it defines only the legibility requirements.
Test method B114
JEDEC Standard No. 22B114
Page 5
6.1
Human visual inspection (Unaided and Aided) (cont’d)
6.1.2
Surface finish
Although the surface texture, surface composition and color may significantly affect the contrast between
the mark and the surrounding device surface, this standard does not specify what means shall be
employed to enhance the legibility of the mark. Generally, a dark, matte finish will minimize reflectance,
and a light, polished surface will increase reflectance; the difference in reflectance between these surface
types will enhance contrast and mark legibility.
6.1.3
Mark defects
Any of the following mark defects which render the marking illegible or unreadable shall be cause for
rejection; some of these defects may not apply to all mark types.
Bridging: A portion of the character is bridged by excess ink, yielding an unintended character, e.g., a
“5” or “G” appearing as a “6” due to ink bridging within the character elements.
Distorted mark: A character or symbol appears wavy, or undulating.
Double mark: A marking appears twice on the same device in close proximity to the
original mark.
Faded mark: Fading of an ink mark, or insufficient etch of an ablative laser mark.
Incomplete/missing mark: Part or all of the mark text is missing, when compared to the specification
requirement.
Misaligned mark: Part or all of the mark text is misaligned, when compared to the specification
requirement.
Scratches: Scratches that alter the form and intended legibility of the mark.
Smearing/blurring: A character or symbol appears out of focus.
6.2
Machine inspection
In addition to character and general symbol elements, a bar code may also be included in the device mark.
The bar code is typically a two-dimensional (2D) matrix, following Error Correction Code 200 (ECC 200)
requirements, but other 2D error correction codes, or a one-dimensional bar code, may alternatively be
used. Typically, human visual inspection is used for the character and general symbol elements, and a bar
code reader is used for legibility inspection of the 2D matrix.
The 2D matrix shall meet a minimum overall symbol grade of 1.5 or C, per the bar code print quality
specification of ISO/IEC 15415 or ANSI INCITS 182-1990, respectively. Typically, the lowest cost
scanning equipment works effectively when the overall symbol grade is high; hence, effort should be
made to exceed the minimum overall symbol grade requirements of this specification, wherever feasible.
Factors affecting the overall 2D matrix symbol grade include symbol contrast, decodability, pattern
defects, edge determination, reflectance uniformity in the light/dark regions, pattern non-uniformity, etc.
Annex C of ISO/IEC 15415 provides an extensive list of possible causes for a low symbol grade.
Test method B114
JEDEC Standard No. 22B114
Page 6
6.2
Machine inspection (cont’d)
Specific inspection distance, equipment capability, lighting source, light incidence angle, aperture,
software, etc., can also affect the overall symbol grade and should be documented. ISO/IEC 15415
provides a specific reporting format of the overall symbol grade, including aperture, light and angle.
ANSI INCITS 182-1990 overall symbol grade reporting requirements include aperture and light.
6.2.1
2D Matrix
The 2D matrix may be a dark symbol on a light background, or a light symbol on a dark background. The
data matrix symbols formats are defined in ISO/IEC 16022.
6.2.2
OCR
In some applications, Optical Character Recognition (OCR) by machine scanning equipment may be used
to read the mark characters. OCR legibility requirements are defined by supplier/customer agreement, and
are outside the scope of this standard.
7
Corrective Measures
7.1
Ink mark
If an ink mark is rejected due to legibility requirements, numerous corrective measures may be needed to
ensure compliance. These measures might include modification of ink, alteration of character size,
printing equipment adjustment, change of maintenance procedure, etc.; however, specific corrective
action guidance is outside the scope of this standard.
7.2
Laser mark
If a laser-based mark is rejected due to legibility requirements, modification of the laser equipment and/or
the solid state device may be necessary to ensure compliance. These measures might include modification
of the device surface finish and composition, replacement of the laser source, adjustment of laser power,
modification of marking speed, cleaning of equipment filter, etc.; however, specific corrective action
guidance is outside the scope of this standard.
Test method B114
STANDARD IMPROVEMENT FORM
JEDEC JESD22-B114
The purpose of this form is to provide the Technical Committees of JEDEC with input from the
industry regarding usage of the subject standard. Individuals or companies are invited to submit
comments to JEDEC. All comments will be collected and dispersed to the appropriate
committee(s).
If you can provide input, please complete this form and return to:
JEDEC
Attn: Publications Department
2500 Wilson Blvd. Suite 220
Arlington, VA 22201-3834
Fax: 703.907.7583
1. I recommend changes to the following:
Requirement, clause number
Test method number
Clause number
The referenced clause number has proven to be:
Unclear
Too Rigid
In Error
Other
2. Recommendations for correction:
3. Other suggestions for document improvement:
Submitted by
Name:
Phone:
Company:
E-mail:
Address:
City/State/Zip:
Date: