“Molded Underfill (MUF) Technology for Flip Chip Packages in
advertisement
 Technology for Flip Chip Packages in")
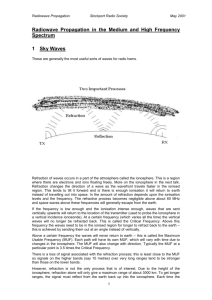
“Molded Underfill (MUF) Technology for Flip Chip Packages in Mobile Applications” By Joshi M., Pendse R., Pandey V., Lee T.K., Yoon I.S., Yun J.S., Kim Y.C., Lee H.R. STATS ChipPAC Inc. Copyright © 2010. Reprinted from 2010 Electronic Components and Technology Conference (ECTC) Proceedings. The material is posted here by permission of the IEEE. Such permission of the IEEE does not in any way imply IEEE endorsement of any STATS ChipPAC Ltd’s products or services. Internal or personal use of this material is permitted, however, permission to reprint/republish this material for advertising or promotional purposes or for creating new collective works for resale or distribution must be obtained from the IEEE by writing to pubs-permission@ieee.org. By choosing to view this document, you agree to all provisions of the copyright laws protecting it. Molded Underfill (MUF) Technology for Flip Chip Packages in Mobile Applications Joshi M., Pendse R., Pandey V., Lee T.K., Yoon I.S., Yun J.S., Kim Y.C., Lee H.R., STATS ChipPAC Inc. Abstract Increased functionality requirements coupled with progressively reducing package size have necessitated the integration of flip chip packages into various baseband and application processor products in mobile platforms. Such products use flip chip technology using traditional capillary underfill (CUF) process on a strip based package which is subsequently over molded to finish the end-product assembly. The growing pricing pressures and competitive landscape in mobile-packaging has made it imperative for assembly subcontractors to drive the flip chip assembly cost down. To achieve this without compromising product reliability requires a fundamental shift in the way these packages are assembled. Molded underfill (MUF) approach offers such unique solution with promising advantages over CUF; such as lower material cost, higher through put and excellent reliability to meet the overall product needs of today’s evolving mobile market; and is discussed in this paper. Capillary Underfill (CUF) has been the cornerstone of today’s flip chip technology in both flip chip BGA and flip chip CSP format. Several advancements in CUF materials and dispense technologies made over years has made CUF the underfill technology of choice for various flip chip applications. However as the need for reducing package assembly cost has grown simultaneously; CUF material and underfill process comes under scrutiny due to higher material cost and slow through put process in the flip chip assembly flow. MUF was explored and found to be a viable lower cost alternative for mobile products by virtue of lower material cost and faster throughput due to batch process operation in strip format. The cost benefit is further complemented by the capability of MUF to enable finer spacing between die-to-die and die-to-passives; as well as smaller keep-out zones to enable reduced die-to-package edge clearance or effectively shrink the overall package size than that with CUF. Use of vacuum assisted molding was also found to be capable to fill very small gap between die and substrate of the order of 50um without voiding concerns. This paper outlines the multidisciplinary effort undertaken to design, develop, and qualify flip chip package with MUF technology for mobile application; which was successfully introduced in high volume production with yields and reliability at parity with an equivalent CUF package. MUF material with fine filler size was chosen from a material screening DOE; and was used in series of test vehicles (TVs) with different package configurations including single die and multi-die flip chip CSP packages. Process and material margin studies were conducted to establish process window for MUF technology with eutectic and Pb-free bump assemblies. Finally MUF technology was intercepted on mobile application processor product with fcTFBGA-12x12 mm sq. package and 7.5X7.5 mm2 die towards a successful introduction into high volume production. MUF challenges as 978-1-4244-6411-1/10/$26.00 ©2010 IEEE well as known-limitations are also described along with future plan. Further studies are being conducted to characterize and qualify MUF on larger die sizes and/or with finer bump pitches and to establish the process and reliability margins of MUF with the same. 1. Introduction MUF is inherently conducive process for mobile products as they are often made in CSP format using strip type substrates which can be molded using traditional mold systems. Conventional flip chip CSP used in mobile products use 2 step approach; first using capillary underfill process to underfill the gap between die and package substrate using underfill material; and second using standard mold compound to over mold the package. Mold Underfill (MUF) assembly concept uses a single step approach to both underfill and over mold the die during the same mold shot thus making the process lot simpler and faster than that with CUF. The schematic exemplifying this primary process difference between the two is shown in Figure 1.1 below. CUF 2 step process (Underfill + Mold) MUF Single Step Process (Mold Underfill) Figure 1.1 Comparative Package Schematic Illustration of Capillary Underfill and Mold Underfill. Despite continued improvements in both the material properties as well as dispensing systems and mechanisms; underfill process still remains as one of the slowest processes in flip chip assembly flow. This is primarily due to the fact that it is not a batch process and needs to be done in a unit-byunit manner with typically up to two dispense heads used in tandem to complete underfilling of multiple units on a boat or in a strip. Secondly; capillary flow of underfill being surface tension driven flow; is also slow being dependent on multiple factors; including the solder mask and die passivation material types; die size, bump count and pitch, etc.; which adds to the total underfilling time. MUF on the other hand can be done as a batch process molding the entire strip with much faster throughput. Using vacuum assisted mold system with fine fillers MUF materials; very small gaps under the die or passives; as well as narrow spaces between the two die or passives on the package can be filled without concerns of voids. Usually highly filled mold materials with relatively finer filler sizes than those used in over mold compounds are used for MUF materials. Higher filler loading helps with lowering the CTE of the material; required to minimize the CTE mismatch between Silicon die-MUF material-and package substrate. Figure 1.2 shows the filler distribution of MUF mold compound filling gap under the flip chip die. 1250 2010 Electronic Components and Technology Conference Fill A B UF dispensing side C C B A Figure 1.2 Cross-sectional View of flip Chip with MUF By choosing material with finer filler size and optimizing vacuum mold process for the same; very small gaps of the order of 50um can also be filled without trapping any mold void as shown in Figure 1.3. Figure 2.1 Package Design Rules with Clearance Requirements for flip chip SiP with CUF. C A B Figure 2.2 Package Design Rules with Clearance Requirements for flip chip SiP with MUF. Design Rules A Pkg edge to die edge CUF MUF 0.4mm - 1.3 mm 0.1mm -0.2mm B Clearance btw dies C Bump standoff height 0.8mm -1.0 mm 0.3mm -0.4mm 30um-50um 45um-60um Table 2.1 Package Design Rules Comparison Between CUF and MUF. Figure 1.3 Cross-sectional View of Chip Capacitor with ~50um gap Filled with MUF Material. 2. Package Design Consideration with MUF MUF poses some key advantages over CUF when it comes to designing a flip chip package for a mobile product. CUF approach; using capillary dispense method forms fillets around the die along all four sides. The underfill fillet at the dispense side usually has the largest width. Hence the package designers are required to keep minimum clearances between die edge to package edge as well as between two die or die and a neighboring passive component in case of a SiP to fit in the underfill fillet. MUF; due to it’s unique vacuum mold process unlike the CUF; does not require underfill fillets; allowing the designers to keep the die and/or the components much closer to each other; thus offering the following benefits – i) Allowing package designers to keep smaller keep-outs and enabling a smaller package size with lower package / substrate cost; ii) Save real estate on PCB with smaller resulting packages with MUF; iii) Improved electrical performance with lower inductance path between a capacitor and power bumps on the die. Figure 2.1, Figure 2.2, and Table 2.1 illustrate production compatible package design rules comparison for flip chip CSP using MUF vs. CUF. Evolving requirements for mobile products demanding smaller, faster and cheaper packages have put the overall manufacturing of the packages under scrutiny and the design benefits offered by MUF have caught the eyes of product designers and package assemblers alike. 3. MUF Materials Mold materials used as over mold compounds in wire bonded or flip chip CSP devices are ubiquitous in mobile packages of today. Their manufacturability as well as reliability has been proven through field applications over several years. However the mold materials intended for use as MUF have not been as common to date; as they are subjected to more stringent requirements than typical over mold materials. MUF materials need to flow under flip chip die in small stand off heights and in between hundreds to thousands of bumps with a range of bump pitches. Generally flip chip bump gap with substrates using Solder on Pad (SOP) is <80 um; and with Non-SOP (nSOP) assemblies could go down to <50um range. Bump pitches for mobile products tend to be with-in a range of 150um to 180u as of today; but shrinking rapidly for majority of the products. Hence MUF material needs to be capable to fill in such fine gaps without trapping voids under the flip chip die which otherwise could result in assembly yield loss or worse; a latent failure during board assembly or in the field. Other key requirement posed on MUF material is its coefficient of thermal expansion (CTE); which needs to be lowered to similar levels as capillary underfill to be able to minimize CTE mismatch between silicon and substrate. Hence MUF materials are very highly filled; which helps to reduce the CTE but makes the mold flow more difficult. To fulfill these two contradictory requirements posed on MUF; a 1251 2010 Electronic Components and Technology Conference finer filler size is chosen along with vacuum assisted molding to help with the mold flow yet keeping the higher filler loading to maintain the low CTE. Figure 3.1 shows material property chart showing a generic range of mold material properties which MUF material is selected from. The range of filler % content and Tg used to choose MUF materials from is shown with a rectangular box. MUF Range Figure 3.1 MUF Material Properties. Effect of filler size in MUF on voiding performance was tested using fcVFBGA-SS3 (3-die side-by-side), 9.0 X 9.0mm Test vehicle with 200u minimum bump pitch and using four separate MUF materials with range of different filler sizes from high to low. Impact of stand-off height was also studied using substrates w/ Cu-OSP (no –SOP) finish and with SOP finish. Only the MUF materials with finer (medium-to-Low) resulted into void-free assembly with both substrate types as shown in Table 3.1 MUF Void Sources MUF Matl. Filler size T-SAM Max. Substrate Leg# Leg 1 M1 High 29/35 Leg 2 M2 Medium 0/35 Leg 3 M3 Low 0/35 M4 Low 0/35 Leg 4 S1 Leg 5 M1 High 28/35 Leg 6 M2 Medium 0/35 Leg 7 M3 Low 0/35 M4 Low 0/35 Leg 8 S2 M4-Filler size - High M4-Filler size - Low Figure 3.2 X-Section Analysis of Unit Assembled with M1 and M4 MUF materials. Another consideration when choosing the MUF materials is its working temperature range. Typically very high mold temperatures are required to allow good mold flow of MUF materials. Which could be in the close vicinity of the melting temperature of eutectic bump (~183 °C). Hence it is preferred to use a material with wide working temperature range and that can be molded at as much lower temperature than 183 °C as possible to avoid melting the bump during mold process which could otherwise could cause the device chip to de-wet from the package substrate during molding process. A controlled experiment was run to find a safe working temperature range of the chosen MUF material for subsequent studies. A temperature-viscosity characteristic chart provided by the MUF material supplier as shown in Figure 3.3 was used to define the working range of chosen MUF materials for evaluation purpose. Working Range. Figure 3.3 Viscosity vs. Mold Temperature Characteristic of MUF material. Table 3.1 MUF Filler Size Impact DOE Results. Severe mold voids were encountered with material M1 with High filler sizes with both substrate sources. X-section analysis revealed that mold flow with High filler sized MUF material (M1) under small gap causes uneven filler distribution; which might have caused the mold voids to form. Figure 3.2 shows the filler distribution comparison between units assembled using M1 (High filler size) vs. M4 (Low filler size) MUF materials – The experiment was run using fcVFBGA 12x12 mm2 packages with single flip chip die using eutectic bumps. DOE with 7 different legs with mold temperatures ranging from high to low were run. Through scan after mold was used as response variable to judge the molding process robustness w.r.t. mold temperatures. All mold temperatures except High temperature showed no particular issues with mold flow, or mold voids. However severe chip-flying accompanied by mold delamination (from substrate) was observed at high mold temperature as shown in Figure 3.4. The phenomenon was found to be caused due to mold temperatures during MUF process reaching close to eutectic melting point. 1252 2010 Electronic Components and Technology Conference (High) (Medium – Low ) Mold Temperature Figure 4.1 MUF Process Flow for Flip Chip CSP. Figure 3.4 Flip Chip Solder De-wetting at High Mold Temperature. Based on those results, a medium molding temperature condition with adequate temperature tolerance on either ends was established as optimal mold temperature range for flip chip assemblies with eutectic bump using the chosen MUF material. Another key material property of MUF material is its ‘Spiral Flow’ property which represents flowability of mold material under controlled conditions of pressure and temperature, along a spiral runner of constant cross section. It’s measured in terms of distance units that mold materials travels. The mold material of choice needs to be tested for its flow over the specification range of spiral flow due to possible variations from different material batches. A controlled study was run to check the spiral flow specification range of the chosen MUF material through assembly and temperature-humidity testing. Table 3.2 summarizes the results of the Spiral flow study experiment conducted using the MUF material of choice showing no voids or reliability concerns within the specification range. EMC Property Results Leg# Spiral Flow MUF void 85 C/85 RH 85 C/85 RH 8 Hrs 4 Hrs (T-SAM) 1 USL Spiral Flow: 0/120 0/40 0/40 2 Nominal Spiral Flow 0/120 0/40 0/40 3 LSL Spiral Flow: 0/120 0/40 0/40 Table 3.2 Spiral Flow Study Results. MUF material batches with target-Nominal spiral flow as well as those towards upper (USL) and lower (LSL) end of the specification were tested and found to be robust in terms of mold flow under the die confirming no voids; as well as reliability through temperature-humidity testing. 4. Assembly Process for MUF MUF package assembly process flow is much simpler than the conventional - (underfill + over mold) process flow as MUF material accomplishes underfilling and over molding functions in single step; thus eliminating pre-underfill plasma, underfill, and underfill cure processes; making the overall assembly process time much faster. Figure 4.1 shows process flow used for MUF assembly of flip chip CSP. However optimizing the process parameters for MUF is a non-trivial task requiring extensive characterization of each critical assembly process step; to ensure robustness across the process window. A comprehensive effort was undertaken to check the robustness of the selected MUF material before high volume production ramp. Mold parameters, and process window times were studied as the key factors of MUF process; besides the MUF material properties as described in Section 3 of this paper. MUF Process Parameter Study A ‘Process FMEA’ (pFMEA) was conducted to identify key processes to study to establish a robust operating window for each. Amongst the mold parameters; mold transfer pressure, mold transfer time and preheat time were chosen to check the robustness of the chosen MUF material within the operating window of each key parameter. MUF voids using through scan (T SAM) and temperature-humidity testing were used as response variables to ensure no voids and mold delamination respectively. Effect of Pre-Bake Window Time Pre-bake step is done as a default before molding process to ensure moisture is removed; but the process window time between pre-bake-out to mold process needs to be controlled as well to ensure effectiveness of the pre-bake process. Hence studies to establish process window margin were run with different window times in a separate study. Impact of these process window times (i.e. moisture absorbed during pre-bake and mold) on MUF void performance was checked. Table 4.1 summarizes the results obtained with process window study run to assess impact of window times within a range of 24hrs to 60hrs along with different deflux conditions (with (A) and without (B) saponifier) as below. Results Process window time Window MUF void Deflux Leg # Condition Pre-Bake Time (Hrs) (T-SAM) 1 A C 24 0/120 2 A C 48 0/120 3 A C 60 1/120 4 B C 24 0/120 Table 4.1 Pre-Bake-Mold Window Time Study. As seen from the results; 24hrs and 48hrs window time showed no mold void, however 60hrs window time leg resulted in a mold void on one unit. Figure 4-2 shows the 1253 2010 Electronic Components and Technology Conference TSAM image of mold void trapped near the center of the die; and parallel-lap analysis reveled the void without presence of any contaminant indicating potential moisture induced void due to extended prebake window time of 60hrs. T-SAM of Mold Void P-Lap of Mold Void Figure 4.2 TSAM and P-Lap of Mold void. Package Warpage with MUF Package warpage is another major consideration for mobile packages to allow card attach assembly with very fine BGA pitches of the order of 0.4mm. Warpage over the reflow range is also critical to manage stress of silicon inner layers and low-k as well as on substrate features. Hence it’s imperative to assess impact of MUF on package warpage to ensure compliance with maximum warpage criteria set by the end-product user. Package coplanarity analysis using RVSI technique was conducted on flip chip FBGA with MUF using 12x12 mm2package size with 65N-low K fab node Silicon die of 7.5 X 7.5 mm2 size with eutectic bump. Figure 4.3 shows 3D warpage plot and warpage readings obtained ensuring compliance to the end-customer’s warpage specification of max. (80u). S/S Criteria Min Max. 80 units 80um 32.7um Max Avg St.Dev. 67.3um 48.1um 6um X-Scale #1 #2 #3 #4 #5 MUF -Package Warpage Over Reflow Range 150'C 220'C 260'C 220'C 150'C 2 3 4 5 6 20 39 51 41 22 19 40 48 42 21 22 43 53 46 25 24 43 57 52 30 18 37 45 40 23 Reliability Results: Figure 5.1 shows flip chip Land Grid Array (fcLGA) test vehicle (TV1) with two die side-by-side with passive components using MUF. JEDEC standard reliability tests were conducted and passed with no failures. More stringent temperature cycle condition “C” was used; although passed successfully along with other reliability tests. The reliability results for TV1 are summarized in Table 5.1. Test Mode & Condition 30'C/60% 192hr + 3x Reflow @ 260 130'C/85%RH With Precon-L3, u/HAST (Hrs) Condition "C"(-65'C~150'C) With Temp. Cycle Precon-L3 , (# cycles) 150'C With Precon-L3 (Hrs) HTST MRT-L3 Shadow Moiré analysis was also conducted to check warpage behavior change over the reflow temperature range to sight any abnormal change in warpage with MUF and was confirmed to be a non-issue. Figure 4.4 shows Shadow Moiré warpage plots over the reflow temperature range; showing no abnormal readings. 25'C 1 -48 -41 -41 -45 -48 Reliability Testing with MUF Reliability of CUF has been proven through extensive reliability testing through years of development and qualification as well as field use. On the contrary; there is limited reliability data and field experience with flip chip using MUF; and hence ensuring its reliability performance parity with CUF is of utmost importance to material suppliers and assembly subcontractors as much as to the end-product users. A series of reliability testing was conducted with flip chip devices using various different package configurations typically used in mobile applications. Robustness of MUF with both eutectic and pb-free bump was checked to ensure compliance to ROHS and fully “green” requirements. Effect of different die passivation materials including Silicon Nitride and Polyimide and that of substrate solder resists on MUF reliability was also checked to find MUF’s compatibility with a variety of die passivation & substrate solder mask materials being used in the industry. Open–short testing, as well as through scan (TSCAN) was done after every read-point to check for any failures. Upon completion or reliability testing; cross-section analysis was done on sample units from each test to specifically check for any anomaly like bump cracks or silicon –low-K damage etc.; but none was found. Figure 5.1 Schematic of TV1 using MUF Figure 4.3 Room Temperature Warpage Analysis for Flip Chip Package with MUF. UNIT 5. 30'C 7 -51 -48 -42 -47 -50 Figure 4.4 Shadow Moiré Warpage Readings for Flip Chip Package with MUF. MRT-L3 0/537 192 N/A 1000x N/A 0/180 0/180 NA 0/178 N/A 0/178 0/179 N/A 0/179 Table 5.1 Reliability Results with TV1 using MUF. An extensive development effort was undertaken to qualify MUF technology for TV2 (12x12 mm2-fcVFBGA with 65N-low K fab node Silicon die – 7.5 X 7.5 mm2 with eutectic bump) for an application processor product. Series of DOEs followed by reliability testing was conducted to generate assembly and reliability data prior to a successful qualification. Figure 5.2 shows package schematic of TV2 which was qualified and introduced in high volume production environment successfully with excellent field performance. 1254 2010 Electronic Components and Technology Conference Figure 5.2 Package Schematic of TV3 (fcFBGA with Large Die; Eutectic Bump with 180u Bump Pitch) Reliability margin testing was also conducted to check MUF package robustness with more stringent test conditions than those used during qualification. Much harsher moisture preconditioning test (MSL2aA), temperature shock testing condition “C” and Multi-reflow test with 270 °C was run as part of the reliability margin testing. Specific improvements to substrate solder mask, chip-attach flux, and deflux process condition were made to meet more stringent MSL2aA condition with MUF. Table 5.2 summarizes reliability margin test results for TV2; which passed without any issues. Test Mode & Condition 20X MRT-L2aA 60 °C/60% 192hr + 3x Reflow @ 260 °C 20x Reflow, Peak Temp.- 270 °C 0/45 Multi-Reflow 130'C/85%RH With Precon-L3, u/HAST (Hrs) Condition "C"(-65°C~150 °C) With Temp. Cycle Precon-L3 , (# cycles) Condition "C"(-65°C~150 °C) With Temp. Shock Precon-L3 , (# cycles) 150 °C HTST MSL 0/50 N/A 192 1000 N/A 0/50 N/A N/A 0/45 0/45 N/A 0/45 N/A 0/45 0/45 N/A 0/45 N/A N/A 0/45 Table 5.2 Reliability Results of TV2 Subsequent development effort was undertaken using TV3 (11X11 mm2 fcVFBGA with 65N-low K fab node with Eutectic bump) to extend MUF capability to a relatively larger die large die (9.3X 9.3 mm2) and finer bump pitch(180u). Similar JEDEC standard reliability conditions were used to evaluate the robustness of this large die flip chip TV3. Moisture preconditioning level “MSL3” was applied before subsequent reliability testing. The qualification was completed with passing all the tests as summarized in Table 5.3 below. Test Mode & Condition 30'C/60% 192hr + 3x Reflow @ 260 130'C/85%RH With Precon-L3, u/HAST (Hrs) Condition "B"(-55'C~150'C) With Temp. Cycle Precon-L3 , (# cycles) 150'C With Precon-L3 (Hrs) HTST MRT-L3 MRT-L3 0/68 192 N/A 1000 N/A 0/22 0/22 NA 0/23 N/A 0/23 0/22 N/A 0/22 temperature cycle condition “C” to induce failures; however were found to pass the same without any failures thus further substantiating the MUF package integrity with pb-free bump. The reliability results of TV4 study are summarized in Table 5.4 below. MUF Substrate MRT uHAST TC "B" TC "C" HTS Leg # Supplier MSL2aA MSL3 192 Hrs 1000x 500 x (Extn) 1000 Hrs 1 S1 0/78 0/156 0/78 0/78 78 0/78 2 S2 0/78 0/156 0/78 0/78 78 0/78 Table 5.4 Reliability Results of TV4 with MUF & Pb-Free Bump. Independent studies have been completed to check the MUF compatibility with finer bump pitches (up to 150u Bump pitch) and with Cu-column bump structure using pbfree solder cap. Other flip chip CSP test vehicles with 45N fab node devices using Ultra Low K die-electric and Cucolumn bump at 150u bump pitch have been successfully tested through assembly and reliability with excellent results. [1], [2]. Board Level Reliability TV2 (12x12 mm2-fcVFBGA with 65N-low K fab node Silicon die – 7.5 X 7.5 mm2 with eutectic bump) was also subjected to drop test to assess any significant impact of MUF on board level reliability. Two separate solder ball alloy compositions were used in the test; to choose the superior one for adopting into end product. Assembled components of TV2 were then mounted on test boards for drop test and failures were measured using event detector unit up to total 300 drops. Table 5.5 shows drop test results summary for TV2 with MUF with two solder ball alloy compositions. TV De tails MUF Le g 1 MUF Le g 2 Substrate Finish Cu-OSP Cu-OSP Solde r Ball (0.5mm Pitch) / Alloy A B 0/30 0/30 Drop Te st Re sults 1-30 drops 1-300 drops # Drops for 1st failure 4/30 (13%) 5/30 (16%) 196 66 Table 5.5 Drop test Results with TV2 using MUF. Table 5.3 Reliability Results of TV3 (fcFBGA with Large Die; Eutectic Bump with 180u Bump Pitch) Reliability robustness of MUF with Pb-Free Bumped flip chip was checked using TV4 (fcVFBGA 7X7 mm2, pb-free bump composition -Sn2.5%Ag; with 180u bump Pitch). Same mold compound that was previously qualified with eutectic bump was applied although making necessary assembly process changes to cater to pb-free bump reflow and deflux requirements. The parts were assembled using substrates from two different suppliers with pb-free SOP (SAC305 alloy). JEDEC standard reliability testing was done to check the reliability results. Upon passing 1000x Temperature cycle B; the parts were subjected to additional 500 cycles of Both the legs met the success criteria of ‘No failure within min. 30 drops’ and showed low failure rate upto 300 drops confirming no adverse impact of MUF on drop test reliability. Alloy A; being more compatible with Cu-OSP substrate finish showed later onset of failure as compared to alloy B; and hence was chosen for the end-product. 6. MUF Challenges and Limitations Molding process is quite mature and established over years of experience in use with wire bonded and flip chip over molded packages. However MUF materials having unique material properties catered towards substituting underfill in a flip chip package pose unique challenges and hence require special controls during high volume manufacturing. Waxing frequency control for MUF and mold flash control were particularly addressed during production mode to improve overall assembly yield with MUF process. 1255 2010 Electronic Components and Technology Conference Waxing process done to clean the mold chase cavity before the mold shot is quite typical for any molding process. However the frequency of waxing needs to be established for specific mold material including that for MUF. Insufficient and/or infrequent waxing could lead to difficulties in the release function of the molded strip from the mold cavity surface thus posing risk of damaging the device or package itself. Similarly; the mold flash needs to be controlled by proper mold design; and substrate strip design. More uniform flow is achieved if the mold underfill suction holes are kept along the entire length of the cavity bar. Figure 6.1 shows a photo of molded strip with mold flash at the air vent area caused due to non-optimized top cavity tool design. Top cavity design was modified adjusting the air vent depth and width to improve the mold flash issues. nature of CUF materials requiring more expensive ingredients like base resin chemicals and hardeners and more complex manufacturing process itself. Finer filer versions of MUF materials do tend to be more expensive than the standard filler sized versions; yet beating the capillary underfill cost by a good margin. However one needs to take into account the total volume of MUF material used is much higher than that of CUF for the same package and die size as MUF material is also used to over mold the package unlike the CUF material. Hence specific cost savings only due to MUF materials is dependent on die size, package size, mold cavity and most importantly properties of specific MUF and CUF materials under consideration. As described in section 2.-‘Package Design Considerations’; MUF enables a smaller keep outs between die and die-and passives and die-package clearance requirements as compared to conventional CUF. This allows designers to design a flip chip CSP or SiP with a reduced package size than with MUF; which indirectly helps in saving package cost. This also helps in consuming lesser real estate on the PCB card. Higher cost savings can be realized with SiP or CSP with multiple die which would allow higher package size reduction using MUF. Figure 7.1 shows the cost comparison of the MUF and CUF process for different flip chip packages sizes. Limitation of MUF technology lies in its relatively narrow scope to encompass a wide range of die and package sizes as compared to CUF. MUF has not been widely used for very large die sizes in mobile applications nor does extensive reliability data exist to justify MUF viability for the same. Its use in 3D applications with stacked die or with PiP/PoP formats also remains limited; although prior work has shown some promising results in other studies. [3]. Lastly; although MUF using finer filler size mold materials and vacuum assisted molding can fill small gaps; it still can not reach parity with CUF owing to significantly small filler sizes used in CUF materials. Hence very fine pitch, high bump density applications with extremely small gap heights still require use of CUF approach. Hence further development work is needed to expand the scope of MUF to larger die sizes, finer bump pitches and 3D packages to cater to a wider spectrum of flip chip offerings in mobile packages. 7. Cost Benefits with MUF The molding system for MUF uses a vacuum mold to ensure void free filling with distributed gate/vent design and using mold compound with fine filler sizes. As explained earlier; MUF can provide significant cost savings in the assembly especially for over molded packages as it achieves both underfill and over molding in a single batch process unlike the convention CUF which is done in a unit-by-unit manner even on a strip. Thus MUF makes the overall assembly process faster with higher UPH than with CUF; and thus helping with the process cost. MUF materials tend to be lower in cost as compared to CUF materials in general; due to inherently more complex Assembly Cost (Normalized) Figure 6.1 Mold Flash Issue at Air vent Area. MUF CUF <20% 20-25% >25% 7x7 Body Size (mm) 12x12 15x15 Figure 7.1 Relative cost comparison between MUF and CUF for a single die flip chip CSP. MUF offers significant assembly cost savings over CUF as confirmed with a range of mobile products with different package body sizes. However, the cost benefits of MUF reduce with increasing package sizes due to strip size and resulting strip utilization with specific package sizes. Higher savings are achieved with smaller packages with more number of units per strip thus increasing potential savings with MUF. Nevertheless MUF cost benefits over CUF across the overall range of mobile products remain promising. 8. Summary & Conclusions This paper provides a holistic view of Molded Underfill (MUF) technology to the readers and package end-users interested in adopting MUF for mobile applications. MUF offers very promising packaging solution for mobile products of today with several advantages over CUF; such as lower material cost, higher process through put and excellent reliability. A number of design, process and reliability 1256 2010 Electronic Components and Technology Conference considerations with MUF; as well as its challenges and limitations were discussed in this paper. A material screening DOE was run to short-list workable MUF materials to make a void-free and reliable MUF packages. MUF materials with finer filler sizes using vacuum assisted molding process were found to be robust in meeting both assembly and reliability needs of the end-product. A series of systematic experiments spanning different package structures; die & package sizes; substrate and assembly materials; as well as bump metallurgies were run to establish substantiating assembly and reliability data with MUF. Extensive reliability testing using JEDEC standard test conditions was done thus confirming reliability robustness of MUF with single-tier flip chip packages. In certain cases; reliability testing was extended beyond the minimum qualification requirements to ensue adequate reliability margin with MUF. Board level drop testing was also performed and excellent drop test performance was confirmed. All the learning gained through assembly development and process and materials characterizations of MUF were applied to the targeted mobile product in production. Design and process improvements were made continuously to establish a robust process for high volume manufacturing. Assembly yield of >99.9% was achieved in production scenario thus confirming the production readiness of MUF technology. Finally the design and cost benefits with MUF were weighed against its technology limitations to establish best-fit package scope for MUF and to define future work. Acknowledgments The authors would like to thank Mr. Young Whan Kim, Sungji Trading Co. Ltd., for helping to provide material property study details of the MUF material used during the development of MUF technology. References [1] “Low Cost Flip Chip (LCFC): An Innovative Approach for Breakthrough Reduction in Flip Chip Package Cost”; Pendse R., et al, Stats ChipPAC Inc., ECTC 2010 Conference Paper. (to be published) [2] “Innovative Approaches in Flip Chip Packaging for Mobile Applications”; Pendse R; et al, Stats ChipPAC Inc., ECTC 2009 Conference Paper. [3] “Molded Underfill Development for FlipStack CSP” Lee J.Y., et al, Amkor Technologies Ltd., ECTC 2009 Conference Paper. 1257 2010 Electronic Components and Technology Conference