Exhaust gas recirculation and control
advertisement

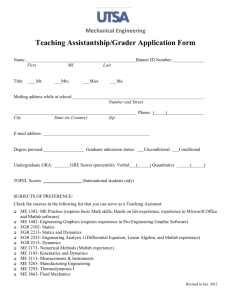
Exhaust gas recirculation and control with Pierburg components pb_kompi_agrV9_EN.indd 1 04.09.13 21:58 Pierburg components for exhaust gas recirculation and exhaust gas control Lowering fuel consumption and reducing pollutant emissions – in conjunction with optimising performance, comfort and safety – is of growing importance in the development of new engine generations. A catalytic converter or a diesel particulate filter used with a combustion engine cannot cope with this task alone. Pierburg GmbH, part of the KSPG Group, is a specialist in the areas of emission control, air supply and throttle valves. Its decades of experience and comprehensive, innovative and renowned expertise when it comes to engines provide ideal foundations for Pierburg in the ongoing development and production of pioneering components, modules and systems. In addition to other concepts, the manufacturer also offers technology for exhaust gas recirculation (EGR) and exhaust gas control: this can be used to meet the current limit values prescribed by legislation and future requirements on national and international markets in an efficient manner. Although raw emissions from engines can be continually reduced with technical measures, the tightening of emission limit values also means that technologies in non-engine measures must be improved. Consistently developed, state-of-the-art EGR concepts also make a valuable contribution to more effective use of fuels. On top of this, they support the engine during the warm-up phase, with flap systems also bringing it to the required operating temperature more quickly. Fig. 1: Compact EGR valve 2 pb_kompi_agrV9_EN.indd 2 04.09.13 21:58 Due to strict emission limit values that are constantly being tightened, the technical requirements for EGR components are also becoming increasingly demanding in terms of control in higher-level engine systems. The resulting high degree of mechanical and electronic integration of function groups leads to “tailor-made” mechatronic EGR components. Pierburg EGR valves and exhaust gas flaps feature excellent responsiveness and control and positioning accuracy at high actuating forces. The use of EGR valves in conjunction with an EGR cooler and exhaust gas flaps for controlling the pressure difference enables a significant reduction in nitrogen oxides. 100 Full load diesel 80 Load [%] With various components and modules, supported by pneumatic or electrical actuators, Pierburg can provide its customers with optimum EGR components for future engine applications too. The engine specialist offers a modular system that can be used to create the ideal customer solution. Full load petrol 60 40 20 0 1000 EGR range diesel 2000 EGR range petrol 3000 4000 5000 6000 Speed [rpm] Fig. 2: EGR ranges of conventional petrol and diesel engines Overall, the intelligent integration of all EGR components such as valves, flaps, bypasses, coolers and lines offers a cost-effective solution with excellent durability that protects the environment. How exhaust gas recirculation works Exhaust gas recirculation reduces nitrogen oxide emissions in both diesel and petrol engines right at the formation phase by lowering the combustion temperature and reducing the oxygen content in the intake air. Exhaust gas recirculation is not only used to minimise nitrogen oxides; it is also used in petrol engines to reduce fuel consumption. Due to the lean operation of diesel engines, these can handle much higher exhaust gas rates than petrol engines. Fig. 3: EGR module 3 pb_kompi_agrV9_EN.indd 3 04.09.13 21:58 Exhaust gas recirculation in petrol engine applications Exhaust gas recirculation in diesel engine applications In petrol engines, exhaust gas recirculation is used to dethrottle the engine in the part-load range. This leads to a reduction in fuel consumption. In diesel engines, oxidation catalytic converters and particulate filters are used to reduce hydrocarbons (HC) and particulate matter (PM). To reduce NOx in diesel engines, exhaust gas recirculation has become established as a wellengineered and cost-effective technical solution alongside measures in the engine such as injection start timing. Depending on the petrol engine concept, the EGR rates can be increased. Petrol engines with direct injection in stratified charge operation have the highest EGR rates (lambda > 1; see Fig. 2). Due to the continual tightening of NOx limit values, urea catalytic converter exhaust gas after-treatment systems (SCR) and NOx storage catalysts are used in addition to EGR. As lean operation of petrol engines with direct injection means that three-way catalytic converters cannot be used, the highest possible EGR rates are required to reduce the raw emissions of nitrogen oxides. With exhaust gas recirculation, the nitrogen oxides in the raw exhaust gas are reduced down to 70 % and the air flow is also reduced significantly. The reduced frequency of DeNOx catalytic converter scavenging due to the lower raw emissions also indirectly benefits fuel consumption. Future concepts may contribute to increased engine efficiency by reducing the engine’s knocking tendency in the high-load range. Country/Year ‚ 00 ‚ 01 EU Euro 2 Euro 3 Hong Kong, China Euro 2 Euro 3 India (petrol) India (diesel) ‚ 02 ‚ 03 ‚ 04 Turkey (petrol) Euro 1 Turkey (diesel) Euro 3 Russia ‚ 06 ‚ 07 ‚ 08 ‚ 09 ‚ 10 ‚ 11 ‚ 12 Euro 5 ‚ 13 ‚ 14 Euro 6 Euro 4 India 2000 / Euro 1 Euro 1 05 Euro 4 Bharat Stage II / Euro 2 PR China (petrol) ‚ By significantly reducing the temperature of the recirculated exhaust gas, EGR cooling makes exhaust gas recirculation more effective and therefore further reduces nitrogen oxides. Bharat Stage II / Euro 2 Bharat Stage III / Euro 3 Bharat Stage III / Euro 3 Bharat Stage IV / Euro 4 Euro 2 Euro 3 Euro 4 Euro 4 Euro 4 Euro 1 CIS States Euro 2 Euro 3 Euro 4 USA Tier 1 Tier 2 Tier 3 Canada Tier 1 Tier 2 Tier 3 Mexico SEMARNAT 2003/Tier1 Tier 2 /Euro 3, 4 equivalent Fig. 4: Emissions legislation (selected areas) for Europe, America and Asia 4 pb_kompi_agrV9_EN.indd 4 04.09.13 21:58 National and international emissions requirements distinctions are made between diesel and petrol engine combustion types and between the vehicle types of cars, trucks and motorcycles. Legislation is continually tightening emissions requirements to limit the environmentally damaging influence of fossil fuel combustion in engines. In addition to the European emission standards (Euro 1 – 6), other national standards also exist, which must be taken into account in the relevant countries. In the USA, various emission standards (Tier 2 EPA limit values, LEV II CARB limit values) have been introduced. The EU and the USA are the driving forces for emission standards. Most countries is Asia and North and South America adopt the EU and US emission standards. Motor vehicle manufacturers must therefore take the various limit values into account at different times. Combustion produces end products such as carbon monoxide (CO), hydrocarbons (HC), nitrogen oxides (NOx), particulate matter (PM), sulphur dioxide (SO2), sulphuric acid (H2SO4) and many more. The first common European emission standards were introduced in the 1970s for cars. The values for carbon monoxide (CO) and hydrocarbons (HC) were restricted. In 1977, nitrogen oxides (NOx) were also restricted. The limit value for soot particulates (PM) was introduced for diesel engines in 1988. Vehicles are assigned to specific emission classes using the limit values. Among other things, these emission classes are used to calculate vehicle tax and in pollutant group classification for low-emission zones. With the limit values, Petrol engine Euro 3 0,05 0,04 Euro 4 0,03 Tier II, Bin 8 0,02 SULEV ULEV Tier II, Bin 2 Tier II, Bin 5 Euro 6 0,01 0 0 0,1 Euro 5 0,2 0,3 HC + NOx (EU) [g/km] / NOx (US+Cal.) [g/mi] Fig. 5: Development of pollutant limitation for vehicles with diesel engines 0,6 HC (EU) [g/km] / HC exception methane (US) [g/mi] Particulate matter (EU) [g/km] / (US) [g/mi] Diesel engine Euro 3 0,2 0,15 Tier II, Bin 8 Euro 5 0,1 Euro 4 LEV 0,05 ULEV Tier II, Bin 2 SULEV 0 0 0,1 0,2 NOx [g/km] / NOx (US+Cal.) [g/mi] Fig. 6: Development of pollutant limitation for vehicles with petrol engines 5 pb_kompi_agrV9_EN.indd 5 04.09.13 21:58 CO2 and climate change In the 1990s, the EU Commission published its strategy for reducing CO2 emissions from cars and lowering the average fuel consumption. On the basis of this, manufacturers committed, on a voluntary basis at first, to reduce CO2 emissions in line with the EU specifications, with the average emission limit being set at 140 g/km. However, when the average CO2 emission per car was around 20 g/km above the target value set for 2009, the EU decided to take statutory measures. As a result, the Commission lowered the limit values for average CO2 emissions per car continually and set a target of 95 g/km for 2020. • • • • • • • • Excellentreliability Durabilityandrobustness Highresistancetocontamination Smallinstallationvolumeandlowweight Hightemperatureresistance Lowlevelsofleaks Diagnosticcapability Lowsystemcosts In terms of design, functionally equivalent electromotive EGR valves are used for intake manifold petrol engines and direct injection (DI) petrol engines. EGR valves for petrol engines are characterised by components with high resistance to thermal loads and to contamination. Larger valve cross sections are also typical in EGR valves for DI petrol engines in lean operation. Petrol EGR concepts EGR valves for applications in high-load high-pressure (HP) and low-pressure (LP) concepts EGR valves for applications in part load • Excellentdynamics • Highcontrolquality/goodmeteringacrossthe flow rate range • Goodmixingofexhaustgasandfreshair thanks to specifically adapted housing • SufficientEGRratesinthedesiredloadrangeand exhaust gas back pressure range Stricter CO2 regulations and the associated requirement to reduce fuel consumption are set to trigger a greater shift of emphasis for exhaust gas recirculation in the direction of high loads. Pierburg provides solutions for high-load EGR systems, which are being increasingly used in petrol engines with supercharging in particular. Petrol engine 100 80 Load [%] Exhaust gas recirculation in part load has become established in engines with manifold injection and is used to some extent for engines with direct injection. Future emission limits such as the limit value of 95 g CO2/km, demand specifically tailored external exhaust gas recirculation systems in modern petrol engines. The function of an exhaust gas recirculation system is determined centrally by the layout of the EGR components. For this reason, EGR components must be designed on an individual basis for the application. Based on its many years of experience with EGR valves, Pierburg has developed electrical EGR valves for petrol engines that excel through the following characteristics: High-load EGR 60 40 WLTP 0 1000 Knock limit Part-load EGR NEDC 20 2000 3000 4000 5000 6000 Speed [rpm] Fig. 7: Petrol HP EGR and LP EGR concepts 6 pb_kompi_agrV9_EN.indd 6 04.09.13 21:58 As can be seen in the schematic depiction of an engine map (see Fig. 7), EGR is used in two ranges. aim is to reduce the knocking tendency at high loading pressures and a simultaneous high compression ratio. In the part-load range, non-cooled EGR is used for dethrottling and therefore produces a reduction in fuel consumption. In contrast to EGR valves, which are used in the highpressure range, butterfly or high-flow valves can be used in the low-pressure range – in a similar manner to in diesel engines. Due to increasing loading pressures in the high-load range, the compression ratio of the engine must also be reduced in order to reduce the knocking tendency of the engine that is caused by these. However, this in turn lowers the efficiency of the engine. To counteract this (i.e. to maintain the compression ratio or even to increase it), cooled LP EGR is used in the highload range at low engine speeds, alongside ignition timing adaptation. The application range of EGR may be expanded in future into the high-load range for higher engine speeds. To do this, LP EGR and HP EGR modules with high cooling performance need to be integrated in the engine design. Here too, the Diesel EGR concepts There are various positions for exhaust gas removal depending on the application. The classic method of removing exhaust gas from the engine upstream of the turbine and feeding it back into the fresh air is known as high-pressure exhaust gas recirculation (HP EGR). With lowpressure exhaust gas recirculation (LP EGR), the exhaust gas is removed downstream of the turbine and fed to the compressor at a low pressure level. The mixing of the exhaust gas and the fresh air via the compressor is at an optimum for the engine. Petrol engine LP EGR Petrol engine HP EGR ETC HP EGR ETC Integrated CA & EGR cooler Integrated CA & EGR cooler EGR valve C C T LP EGR valve Cat T LP EGR Cat Pre-cooler Fig. 8: High-pressure exhaust gas recirculation Fig. 9: Low-pressure exhaust gas recirculation 7 pb_kompi_agrV9_EN.indd 7 04.09.13 21:58 EGR valves for diesel high-pressure concepts In this case, the exhaust gas is removed directly at the exhaust manifold and fed through a tube at a high pressure level to the fresh air side. The exhaust gas and fresh air mix in the intake manifold or boost pressure tube. The recirculated exhaust gas is added to the mix by an exhaust gas recirculation valve located on the engine. The recirculated exhaust gas reaches a temperature of approx. 400 °C to 600 °C. Exhaust gas recirculation valves must be securely sealed against the exhaust gas back pressure and the boost pressure. They must also be resistant to soiling, soot contamination and harmful condensates, which can lead to corrosion. Diesel HP EGR valves generally need to have: • • • • Excellent adjustment dynamics Good metering Defined characteristic curve Resistance to contamination • • • • • Robustness and durability Diagnostic capability Flexible design for the various installation spaces Low weight Low costs HP EGR valves generally have a non-contact stroke sensor. The engine control unit can use this sensor information to adjust the desired valve stroke – and therefore the required exhaust gas recirculation rate – in a closed control loop. If necessary, the sensor information can be used for EGR valve diagnostics. HP EGR poppet valves Electromotive EGR valves, or EM EGR valves, are used in diesel engines. The shut-off component of the EGR valve is a valve poppet, which is opened with or against the direction of flow, depending on the design. A DC electric motor with downstream gearing is used as the drive. The rotary motion is transformed into a linear motion via an eccentric drive. Reversing the direction of rotation of the DC electric motor provides motor support to the closing force. This produces quicker and more reliable closing with low valve seat leakage. EM EGR valves are characterised by excellent adjustment dynamics and at the same time, high actuating forces. Single poppet valves are robust and resistant to contamination. Lower pressure losses and high flow rate can be seen in particular in EM EGR valves that open in the direction of flow. The compact EGR valve provides an especially space-saving model. Both the standard EM EGR valve, which is more consistently modular, and the compact EGR valve are particularly lightweight. Fig. 10: Diesel EGR Gen. II valve 8 pb_kompi_agrV9_EN.indd 8 04.09.13 21:58 EGR valves for diesel low-pressure concepts In order achieve the higher exhaust gas recirculation rates needed to meet the Euro 6 exhaust gas regulation, lowpressure exhaust gas recirculation (LP EGR) will in future be used increasingly in turbocharged engines in addition to the established high-pressure exhaust gas recirculation (HP EGR). In this process, the exhaust gas is rerouted downstream of the diesel particle filter (DPF) and returned upstream of the compressor. The required scavenging gradient is set by supplementary engine throttling. Pierburg offers the required fully electronic individual components for the exhaust gas recirculation section, such as EGR valves, throttle valves and exhaust gas flaps, as well as complete EGR cooler modules for this process. Diesel engine LP concept I HP EGR ETC Integrated CA & EGR cooler EGR valve C T LP EGR valve Oxi-Cat DPF LP EGR system ECV Pre-cooler NOx An LP EGR valve controls the exhaust gas recirculation rates through continual adjustment of the flow cross section. Fig. 11: Combination of EGR valve + exhaust gas flap Pierburg develops appropriately adapted LP EGR valves for this and other desired functions and requirements of our customers operating around the world. LP EGR butterfly valve The Pierburg butterfly valve consists of an aluminium pressure die-cast housing with a central butterfly valve and an integrated actuating drive, made up of a direct current motor and a two-stage spur gear unit. Diesel engine LP concept II HP EGR ETC Integrated CA & EGR cooler The tried-and-tested assembly groups for the LP butterfly valve were developed from existing throttle valves and EGR valve assembly groups, which had already been in series production for many years. This guarantees a perfectly tailored solution for the customer. EGR valve C T LP EGR valve Oxi-Cat DPF LP EGR system Pre-cooler NOx Fig. 12: Combination of EGR valve + throttle valve 9 pb_kompi_agrV9_EN.indd 9 04.09.13 21:58 Fig. 13: Diesel EGR Gen. II valve Max. flow rate Fig. 14: Low-pressure butterfly valve 90 kg/h at Δ 50 hPa Max. flow rate 150 kg/h at Δ 50 hPa Internal leakage, valve seat < 0.5 kg/h at 600 hPa Internal leakage < 3 kg/h at 600 hPa Max. ambient temperature -400C to +1600C Max. ambient temperature -400C to +1500C Typical exhaust gas temperature 4000C to 6000C (with water cooling) Typical exhaust gas temperature 1600C Nominal current consumption 1.1 amp Nominal current consumption 1 amp Permissible vibration acceleration 25 g Permissible vibration acceleration 20 g Weight < 0.7 kg Weight < 0.7 kg Actuation frequency 1 to 5 kHz Actuation frequency 1 to 10 kHz Position feedback Non-contact sensor Position feedback Non-contact sensor Installation position Vertical -850 to +850 Installation position -850 to +850 Specific characteristics • Excellent dynamics • Small installation volume • Low weight • High temperature resistance • Low leakage • Modular construction method Specific characteristics • Corrosion-resistant materials • Low installation weight • High torque at the flap • EGR rate precisely controllable • Flap is pressure balanced Tab. 1: Typical values for an HP poppet valve with 25 mm Ø Tab. 2: Typical values for a butterfly valve with 35 mm Ø 10 pb_kompi_agrV9_EN.indd 10 04.09.13 21:58 Fig. 15: High-flow EGR valve Max. flow rate Fig. 16: Compact EGR valve 200 kg/h at Δ 50 hPa Max. flow rate 150 kg/h at Δ 100 hPa Internal leakage < 0.5 kg/h at 600 hPa Internal leakage, valve seat < 0.5 kg/h at 600 hPa Max. ambient temperature -400C to +1500C Max. ambient temperature -400C to +1600C Typical exhaust gas temperature 1600C Typical exhaust gas temperature 4000C to 6000C (with water cooling) Nominal current consumption 1 amp Nominal current consumption 1.2 amp Permissible vibration acceleration 20 g Permissible vibration acceleration 20 g Weight < 0.85 kg Weight < 0.6 kg Actuation frequency 1 to 10 kHz Actuation frequency 1 to 5 kHz Position feedback Non-contact sensor Position feedback Non-contact sensor Installation position -850 to +850 Installation position Vertical -850 bis +850 Specific characteristics • Corrosion-resistant materials • Low installation weight • High torque at the flap • EGR rate precisely controllable • Low pressure loss • Low leakage Specific characteristics • Excellent dynamics • High EGR rates • Small installation volume • Low weight • Temperature resistance • Low leakage Tab. 3: Typical values for a wastegate EGR valve with 35 mm Ø Tab. 4: Typical values for a compact EGR valve with 25 mm Ø 11 pb_kompi_agrV9_EN.indd 11 04.09.13 21:58 LP EGR high-flow valve The high-flow EGR valve from Pierburg is characterised in particular by the flow cross section that is fully released when open and a design principle resulting from this that is optimised for loss of pressure. Compared to the butterfly valve, this design has considerably less leakage when closed. LP EGR poppet valve The EGR poppet valve from Pierburg is now also used in the low-pressure range. Here, the advantages from the high-pressure range are transferred to the low-pressure range, such as the compact construction method and low leakage for example. Fig. 17: Exhaust gas flap Max. flow rate 450 kg/h at Δ 50 hPa Exhaust gas flap Internal leakage < 50kg/h at 600 hPa If the pressure gradient in the low-pressure system is insufficient to control the required EGR mass flow rate, an electrical Pierburg exhaust gas flap is used to generate ram pressure. Max. ambient temperature -400C to +1500C Typical exhaust gas temperature 6500C Nominal current consumption 1 amp Permissible vibration acceleration 5g Weight < 950 g Actuation frequency 1 to 10 kHz Position feedback Non-contact sensor Installation position -50 to -450 Specific characteristics • Corrosion-resistant • Heat-resistant • Lightweight design • High torque The exhaust gas flap can be adjusted between the “open” and “closed” positions with continuous electromotive adjustment. This enables a defined pressure build-up in the entire adjustment range and as a result, controlled exhaust gas recirculation and pollutant reduction. The flap position response is sent via a non-contact angle sensor; in the case of a de-energised drive, it is automatically set with spring-loading to the “open” emergency running position. Its actuators are designed as a modular system and whilst they have the same range of functions, they vary in terms of flange size, attachment geometry and flap diameter. The electromotive exhaust gas flap can therefore be adjusted to the dimensions required in each case, according to the installation space for various vehicle types and exhaust systems. Tab. 5: Typical values for an exhaust gas flap with 55 mm Ø 12 pb_kompi_agrV9_EN.indd 12 04.09.13 21:58 In 2007, Pierburg developed the first electromotive exhaust gas flap for the NAFTA market with a precision-cast housing. Today, the further-developed exhaust gas flap has a lighter sheet metal design. The use of high-quality materials means that the flap can be operated in even the most challenging environmental conditions. On the one hand, the high resistance to corrosion enables use directly in the exhaust system, which is subject to a particularly high degree of soiling from outside and within due to prolonged exposure to corrosive exhaust gas products. On the other hand, high-strength material ensures seamless function for the electrical flap, even at high exhaust gas temperatures. Fig. 18: Combi valve Pierburg exhaust gas flaps are also used in the area of soundshaping. LP EGR combi valve The combi valve assumes the tasks of the low-pressure EGR valve and the exhaust gas flap. In doing so, it controls the exhaust gas recirculation flow, assists control of the delivered exhaust gas flow and sets the required differential pressure. As a combined component, the LP combi valve is not only more cost-effective, but also offers the benefit of a lower weight. The valve is fitted with a non-contact position sensor for position control. Together with an air mass sensor, this enables precise EGR control in all operating states. The valve is not sensitive to soot or particulate matter and is resistant to condensate. The drive and valve construction is particularly robust. Max. flow rate 200 kg/h at Δ 50 hPa Internal leakage < 3kg/h at 300 hPa Max. ambient temperature -400C to +1500C Typical exhaust gas temperature 1600C Nominal current consumption 1 amp Vibration resistance 5g Weight < 1,200 g Actuation frequency 1 to 10 kHz Position feedback Non-contact sensor Installation position -850 to -850 Specific characteristics • Corrosion-resistant • Lightweight design • Multifunctional Tab. 6: Typical values for a combi valve with 30 mm Ø 13 pb_kompi_agrV9_EN.indd 13 04.09.13 21:58 EGR modules EGR modules for the high-pressure range EGR modules consist of an EGR valve, an EGR cooler to cool the exhaust gases and optionally, a bypass flap. Integrating these functions in one component produces advantages what it comes to size. Component interfaces and the number of sealing points are reduced. As a rule, having multiple individual components increases component costs, whereas a module can make a major contribution to cost reduction. The bypass flap is used to regulate the controlled re-routing of the hot exhaust gas flow past the EGR cooler or, in the cooling position, through the EGR cooler. A pneumatically controlled actuator is used to operate the bypass flap. This means that at a cold start, the engine and catalytic converter reach operating temperature more quickly. The use of a bypass flap means that the typical “diesel knock” at a cold start and the raw emissions of hydrocarbons (HC) in the engine’s warm-up phase can be reduced. With the bypass function, the engine and catalytic converter operating temperatures are achieved more quickly after a cold start. EGR modules for the low-pressure range For an engine design with a low-pressure EGR module, the exhaust gas is rerouted downstream of the diesel particulate filter (DPF) and returned to the intake air system of the engine upstream of the turbocharger compressor impeller. The exhaust gas is also cooled by a special low-pressure EGR cooler. The exhaust gas cooling provides thermal protection for the turbocharger compressor impeller. A typical LP EGR module consists of an LP EGR valve in conjunction with an EGR cooler. + Bypass flap EGR valve + EGR cooler EGR valve + EGR valve + Bypass flap Fig. 19: EGR module versions EGR cooler Fig. 20: Diesel EGR valve with bypass flap and EGR cooler 14 pb_kompi_agrV9_EN.indd 14 04.09.13 21:58 15 pb_kompi_agrV9_EN.indd 15 04.09.13 21:58 Pierburg GmbH · Alfred-Pierburg-Straße 1 · 41460 Neuss · Germany Tel. +49 2131 520-01 · Fax +49 2131 520-645 · www.kspg.com Subject to change. Printed in Germany. © KSPG AG – 09/2013 pb_kompi_agrV9_EN.indd 16 04.09.13 21:58