Composites Science and Technology 70 (2010) 1660–1666
Contents lists available at ScienceDirect
Composites Science and Technology
journal homepage: www.elsevier.com/locate/compscitech
Electrospun nanofibre toughened carbon/epoxy composites: Effects of
polyetherketone cardo (PEK-C) nanofibre diameter and interlayer thickness
Jin Zhang, Tong Lin *, Xungai Wang
Centre for Material and Fibre Innovation, Deakin University, Geelong, VIC 3217, Australia
a r t i c l e
i n f o
Article history:
Received 28 March 2010
Received in revised form 22 May 2010
Accepted 29 June 2010
Available online 22 July 2010
Keywords:
A. Polymer–matrix composites (PMCs)
B. Fracture toughness
C. Crack
D. Polyetherketone cardo (PEK-C)
nanofibres
E. Electrospinning
a b s t r a c t
Polyetherketone cardo (PEK-C) nanofibres were produced by an electrospinning technique and directly
deposited on carbon fabric to improve the interlaminar fracture toughness of carbon/epoxy composites.
The influences of nanofibre diameter and interlayer thickness on the Mode I delamination fracture toughness, flexure property and thermal mechanical properties of the resultant composites were examined.
Considerably enhanced interlaminar fracture toughness has been achieved by interleaving PEK-C nanofibres with the weight loading as low as 0.4% (based on weight of the composite). Finer nanofibres result
in more stable crack propagation and better mechanical performance under flexure loading. Composites
modified by finer nanofibres maintained the glass transition temperature (Tg) of the cured resin. Increasing nanofibre interlayer thickness improved the fracture toughness but compromised the flexure performance. The Tg of the cured resin deteriorated after the thickness increased to a certain extent.
Ó 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Carbon fibre reinforced thermosetting matrix composites have
been widely used as structural materials in aerospace, automotive
and marine industries. The most common failure mode of this high
performance laminated material is delamination as a consequence
of low velocity impact, and/or cyclic loading during manufacturing
or service life [1]. Insufficient fracture toughness and delamination
resistance has been the main issue affecting the long-term reliability of thermosetting matrix composites.
Two main strategies have been developed to toughen the thermosetting matrix composites, by either blending a toughener with
the matrix resin [2–4] or incorporating a discrete tough interlayer
between composite plies [5–7]. The addition of tougheners to the
entire matrix resin could lead to decrease in in-plane mechanical
properties such as compression and shear strengths. The increased
viscosity arising from the addition of tougheners could also dramatically reduce the processing ability of matrix resin. However,
interlayer toughening is less likely to cause those issues, and is
used increasingly in the composite industry as a result. Indeed,
several interlayer toughening methods have been developed, such
as using thermoplastic or thermosetting films [8,9], porous membranes [10], and rubber and/or thermoplastic particles [11,12].
However, these methods suffered problems such as incompatibil* Corresponding author. Tel.: +61 3 52271245; fax: +61 3 52272539.
E-mail address: tong.lin@deakin.edu.au (T. Lin).
0266-3538/$ - see front matter Ó 2010 Elsevier Ltd. All rights reserved.
doi:10.1016/j.compscitech.2010.06.019
ity with liquid moulding processes associated with thermoplastic
films, poor adhesion between the inserted interlayers and composite plies, and inhibition of resin flow during infusion. To avoid these
issues, a highly porous material with an efficient resin infusion, a
large surface area, and minimal extra weight, is highly desired to
improve the fracture toughness.
Polymer nanofibres produced by an electrospinning process have
been shown excellent porous characteristics [13]. In most cases,
electrospun nanofibres are collected in the form of randomly
orientated nonwoven fibre membrane which is highly porous with
excellent pore-interconnectivity and extremely large surfaceto-volume ratio [14,15]. Such a porous characteristic provides
nanofibre membranes with remarkable permeability to facilitate
resin flow, therefore ensuring complete impregnation of reinforcements. Recently, polysulfone (PSF) nanofibres have been used to
enhance the Mode I delamination fracture toughness of composite
prepregs [7]. The nanofibre membranes showed significantly better
improvement in the fracture toughness compared to the dense film
counterpart. However, depositing nanofibres on pre-impregnated
composite prepreg surface could cause incomplete toughening of
the entire resin layer. Toughening layer achieved by depositing
nanofibres directly onto carbon fabrics followed by epoxy addition
should ensure that the nanofibres take up the entire resin layer,
hence complete toughening.
In this study, polyetherketone cardo (PEK-C) nanofibres were
used as interlayers to toughen carbon fibre/epoxy composite.
PEK-C nanofibres were directly electrospun to one side of the dry
J. Zhang et al. / Composites Science and Technology 70 (2010) 1660–1666
carbon fabric. The influences of nanofibre diameter and loading
thickness on the Mode I delamination fracture toughness, flexure
properties and thermal mechanical properties were examined.
O
C
O
C
n
O
O
C
O
Chemical structure of polyetherketone cardo (PEK-C)
1661
was performed under an applied voltage of 15–20 kV with a solution flow rate of 0.7 ml/h. During electrospinning, the nanofibres
were collected onto the carbon fabric mounted on the collector,
while the roller collector was rotating at a constant speed of
100 rpm.
The carbon fabrics with one side deposited with PEK-C nanofibres were laid up with epoxy resin (epoxy/carbon 1:1, wt/wt) applied on the other side. The composite laminates [0/90]4 were
finally cured in a hot press at 175 °C for 3 h. As a control, a composite laminate without electrospun nanofibre interlayers was prepared using the same process.
2.3. Characterisations
2. Experimental
2.1. Materials
Formax multiaxial carbon fibre reinforcements [C12K, 450,
45/+45] were used for preparing carbon/epoxy composite laminates. The stitching thread is polyester and the stitch weight is
7 g/m2 (GSM). The epoxy resin was composed of triglycidyl amino
phenol (TGAP, Araldite MY0510, Hunstman) with epoxy equivalent
95–106 and a 4,40 -diamino diphenyl sulfone (DDS, Aldrich, purity > 97%) cure agent. PEK-C from Xuzhou Engineering Plastics
Co. and N,N-dimethylformamide (DMF) from Aldrich were used
as received.
2.2. Electrospinning and preparation of interlayer toughened
composites
PEK-C powder was vacuum dried at 110 °C overnight and then
dissolved in N,N-dimethylformamide with constant stirring for
approximately 12 h at room temperature. The PEK-C solution
was placed into a 5 ml syringe with a metal syringe needle (23
Gauge) which was connected to a syringe pump (KD scientific).
Single layer carbon fabric mounted on a metal roller at a distance
of 15 cm from the needle tip was used as a substrate to collect
PEK-C nanofibres. A detailed introduction of laboratory-made electrospinning facilities can be found in Ref. [16]. The electrospinning
Mode I delamination fracture toughness was measured by
double cantilever beam (DCB) tests on a LLOYD 30K universal tester
according to the protocol of the European Structural Integrity
Society [17]. A 15 lm thick aluminium foil was treated with a Zyvax
release agent and then inserted between the mid-layers prior to
processing. A crosshead speed of 2 mm/min was used for DCB tests.
The cured thickness of composite laminates was within the range of
1.55–1.75 mm. Correction factors for large displacements and
stiffening by the end blocks were applied for calculating the Mode
I critical strain energy release rate, GIC. Three point bending flexure
tests were conducted according to ASTM D790. The specimen width
was 25 mm, the specimen length was 50 mm and the span length
was 32 mm. Five specimens were tested for calculating the fracture
toughness and flexure properties of each composite laminate.
Dynamic mechanical thermal analysis was performed using a
TA Q800 analyzer at a fixed frequency of 1 Hz with a heating rate
of 3 °C/min. A single cantilever mode was adopted. The microstructure analysis was conducted by using both optical microscope
(Olympus DP70) and scanning electron microscope (SEM) (Zeiss
Supra 55VP). The samples for SEM were coated with carbon prior
to observation. The average diameters of the electrospun fibres
were calculated based on the SEM micrographs using an image
analysis software (Image J). For each PEK-C concentration, 100 fibres were counted and the average diameters were determined
from the histogram graphs of size distribution. The weight
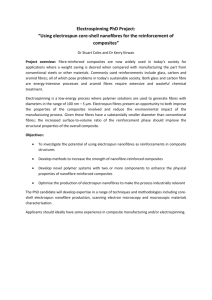
Fig. 1. SEM images of PEK-C nanofibres electrospun from (a) 20 wt.%, (b) 23 wt.%, (c) 25 wt.% and (d) 30 wt.% PEK-C solutions.
1662
J. Zhang et al. / Composites Science and Technology 70 (2010) 1660–1666
of PEK-C solution, a similar trend on the fibre morphology was also
observed. For example, electrospinning of 10 wt.% PEK-C solution
(10 g PEK-C in 100 ml N,N-dimethylformamide) led to beads-onstring fibres. When the PEK-C concentration was larger than
20 wt.%, bead-free uniform nanofibres were produced.
Fig. 1 shows the morphologies of PEK-C nanofibres electrospun
from four different concentrations. The relationship between the
fibre diameter and the PEK-C concentration is given in Fig. 2. With
an increase in the PEK-C concentration from 20 wt.% to 23 wt.%,
25 wt.% and 30 wt.%, the average fibre diameter increased from
275 nm to 450 nm, 750 nm and 950 nm, respectively.
1000
800
600
400
200
22
24
26
28
30
3.2. Mechanical properties and SEM morphology
PEK-C concentration (wt%)
Fig. 2. Dependency of PEK-C nanofibre diameter on the PEK-C concentration.
fractions of PEK-C in the composites were calculated based on the
flow rate of the polymer solution being electrospun, the electrospinning time, polymer concentration and the weight of carbon fabrics and epoxy resin.
3. Results and discussion
3.1. Nanofibre morphologies
Electrospun PEK-C nanofibres were obtained from PEK-C solutions with various PEK-C concentrations. It has been established
that electrospinning a polymer solution could result in individual
beads, beads-on-structure and bead-free fibres [18]. In the case
(a)
(a)
250
500
800
400 elastic modulus0
600
IC
GIC-PROP0
150
200
control
fibre diameter 450 nm
fibre diameter 750 nm
fibre diameter 950 nm
50
0
400
300
200
100
0.05
0.06
0.07
0.08
0.09
0.10
200
GIC-INI0
200
300
400
500
600
700
800
0
900 1000
Fibre diameter (nm)
0.11
(b) 700
Crack length a (m)
flexure strength0
800
600
600
500
500 elastic modulus0
600
2
GIC (J/m )
(b)
1000
flexure strength0
2
GIC(J/m )
300
2
600
400
350
G (J/m )
Electrospun nanofibres were directly electrospun on dry carbon fabrics to form a randomly orientated nanofibre nonwoven
membrane, and they served as an interlayer toughening agent
for preparing carbon/epoxy composite laminates. To investigate
the influence of fibre diameter on the mechanical performance
of interlayer toughened composites, PEK-C nanofibres with average diameters of 450 nm, 750 nm and 950 nm, electrospun
respectively from 23 wt.%, 25 wt.% and 30 wt.% PEK-C solutions,
were used. With an equal weight loading of PEK-C nanofibres
on the carbon fabric, the effects of fibre diameter on the Mode
I delamination fracture toughness and flexure properties were
examined. To achieve approximate 0.44% weight fraction of
PEK-C nanofibres in the composite laminates, the electrospinning
time for different polymer concentrations varied. PEK-C solution
(23 wt.%) needs 60 min of electrospinning time, while for
IC
2
G (J/m )
400
400
400
300
300
200
200 G
IC-INI0
GIC-PROP0
control
interlayer thickness 40 μm
interlayer thickness 70 μm
interlayer thickness 105 μm
100
0
0.05
0.06
0.07
0.08
0.09
0.10
Flexure property
20
0.11
Crack length a (m)
Fig. 3. Delamination fracture toughness of the composite specimens.
100
10
20
200
30
40
50
60
70
80
90 100 110
Flexure property
Fibre diameter (nm)
1200
0
Interlayer thickness (μm)
Fig. 4. Mode I delamination fracture toughness and flexure properties of nanofibremodified composites as a function of (a) nanofibre diameter and (b) interlayer
thickness. –h– GIC-INI; –j– GIC-PROP; –s– elastic modulus (E-1GPa); –d– flexure
strength (MPa). The dotted lines underneath different properties indicate the
corresponding average data for the control composite specimen.
J. Zhang et al. / Composites Science and Technology 70 (2010) 1660–1666
25 wt.% and 30 wt.% PEK-C solutions, the electrospinning time
was 55 and 46 min, respectively. The average interlayer thickness
of the cured composite laminates was 58 lm, 65 lm and 70 lm
for the membranes with fibre diameters of 450 nm, 750 nm and
950 nm, respectively.
Fig. 3a reveals the delamination resistance curves for both the
control and the composite laminates modified by nanofibres with
different diameters. For the control specimen, there existed a considerable scatter in the calculated GIC, which was attributed to the
[0/90]4 carbon fibre orientation and the bonding stitches pre-existed in the carbon fabrics [19,20]. Compared with the control,
the PEK-C nanofibre-modified composite specimens showed increased GIC. The delamination resistance curves showed unstable
crack growth and the stick/slip fracture behaviour. The fluctuation
of the delamination resistance curves became more significant as
the fibre diameter increased.
Visual detection was applied as the criteria to define the initiation of crack propagation. The strain energy release rate for crack
initiation (GIC-INI) and for crack propagation (GIC-PROP) influenced
by nanofibre diameter were compared and included in Fig. 4a.
The average GIC-INI for the control specimen was 151 J/m2, whereas
the GIC-INI value for the nanofibre-modified specimens with average fibre diameters of 450 nm, 750 nm and 950 nm was 249 J/m2,
228 J/m2 and 241 J/m2, respectively, indicating increased GIC-INI value for the nanofibre-modified composite specimens. The presence
of nanofibre interlayer also led to increased average GIC-PROP. It
1663
should be noted that the weight loading of the nanofibres in the
nanofibre-modified specimens was less than 1 wt.% (around
0.4 wt.%). The improvement in GIC-INI and GIC-PROP due to such a
low weight loading is quite significant.
The effect of fibre diameter on the flexure strength and elastic
modulus is also shown in Fig. 4a. By comparison with the control
specimen, the flexure strength of the nanofibre-modified specimens decreased slightly when the average nanofibre diameter increased from 450 nm to 750 nm, however, a noticeable decrease
in the flexure strength was observed in the specimen with a larger
average fibre diameter (950 nm). Similarly, a considerable reduction in the elastic modulus was observed when coarse nanofibres
(e.g. 950 nm) were employed as interlayers. This suggested that
composites modified with finer nanofibres had better improvement in the interlaminar property without compromising the inplane performance of the toughened composites.
Fig. 5a shows the morphology of the delaminated control specimen, and the phase morphologies of delaminated composite specimens toughened by PEK-C nanofibres with average diameters of
450 nm, 750 nm and 950 nm are shown in Fig. 5b, c and e, respectively. In contrast to the control specimen, PEK-C-rich particulate
phases with various sizes were shown on the delamination fracture surface of modified composites. Despite the equal weight
loading of the PEK-C nanofibres, the size of PEK-C-rich phases
and their distance increased with the increase in the fibre
diameter.
Fig. 5. SEM images of delamination fracture surface. (a) Control composite specimen, (b–f) nanofibre-modified composites; (b) fibre diameter: 450 nm, interlayer thickness:
70 lm; (c) fibre diameter: 750 nm, interlayer thickness: 70 lm; (d) diameter: 950 nm, interlayer thickness: 40 lm; (e) fibre diameter: 950 nm, interlayer thickness: 70 lm;
(f) fibre diameter: 950 nm, interlayer thickness: 105 lm. The PEK-C-rich particulate phases have been removed by solvent DMF and are shown as dark holes in the images.
J. Zhang et al. / Composites Science and Technology 70 (2010) 1660–1666
3.3. Dynamic thermal mechanical analysis
Fig. 6 shows the tan d curves for the control and PEK-C nanofibre-modified composite specimens. The control sample displayed a
well-defined relaxation peak at 281 °C, which corresponds to the
glass transition temperature of the epoxy resin. All the PEK-C
nanofibre-modified composites showed two separate glass transitions. The glass transition temperature for PEK-C powder was measured by differential scanning calorimetry (DSC), where Tg was
determined from the midpoint of the slope change of the heat
capacity plot of the second scan. A glass transition at 219 °C was
obtained from the DSC curve. Since the Tg values measured by
DSC are generally 20–30 °C lower than those measured by DMA
at the same compositions, the relaxation peak at lower temperature shown in the tan d curves of modified composites was attributed to the PEK-C-rich phase, which is TgPEK-C. The relaxation peak
at higher temperature displayed in the spectrum is ascribed to the
glass transition of the cured epoxy resin, which is TgER. Fig. 6a displays the tan d curves influenced by the nanofibre diameter. It is
noted that there was almost no reduction or slight increase in TgER
with the addition of PEK-C nanofibres. The peaks centred at 283 °C,
a
0.14
0.12
control
fibre diameter 450 nm
fibre diameter 750 nm
fibre diameter 950 nm
0.10
tan δ
It should be noted that the penetration of epoxy at room temperature did not lead to dissolution or ‘‘deterioration” of nanofibres
and PEK-C nanofibres started dissolving into the epoxy resin as
the curing temperature increased to 70 °C. However, the high viscosity of PEK-C retained the diffusion of dissolved PEK-C into the
epoxy resin, which led to unique phase structure after curing. Coarser nanofibres caused higher local concentration of PEK-C in epoxy
resin, resulting in larger PEK-C-rich particulate phases as revealed
on the delamination fracture surface. The PEK-C-rich phases create
stress concentrations at their equators and also act as sites for
initiating shear bands. When the shear bands created by one toughener-enriched phase interact with another, they may stop propagating and keep the matrix yielding localised [21,22]. Therefore
the cracks were hindered intermittently by the PEK-C-rich phases
and forced to propagate between two unstable jumps. The membrane composed of finer fibre diameters gave rise to reduced distance between the ductile PEK-C-rich phases, which assisted with
maintaining a more stable crack growth during delamination.
Analogous findings were reported where poly(acrylonitrile–butadiene–styrene) particles (ABS) particles were used for interlayer
toughening of glass fibre/vinyl-ester resin composites [1]. By using
particles with a similar size, the stability of crack propagation was
improved by increasing the particle concentration in the interlayer.
The interlayer thickness was adjusted through the electrospinning time. Here nanofibres with the average diameter of 950 nm
were chosen. With an increase in the electrospinning time from
23 min to 46 min and 68 min, the average interlayer thickness of
the cured composite laminates changed from 40 lm to 70 lm
and 105 lm, which led to changes of the GIC-INI from 198 J/m2 to
241 J/m2 and 236 J/m2 and the GIC-PROP from 272 J/m2 to 296 J/m2
and 376 J/m2. In comparison with the control specimens, whose
GIC-INI and GIC-PROP values are 151 J/m2 and 207 J/m2, respectively,
the presence of nanofibre interlayer resulted in higher delamination fracture toughness (Figs. 3b and 4b). It is also noted that the
weight fraction of PEK-C in the cured composites was approximately 0.22%, 0.44% and 0.65% for the laminates with average
interlayer thickness of 40 lm, 70 lm and 105 lm, respectively.
The influence of interlayer thickness on the flexure properties is
also shown in Fig. 4b. Both the flexure strength and the elastic
modulus showed a decreasing trend as the nanofibre interlayer
thickness increased. Fig. 5d–f shows the morphology of delamination fracture surface influenced by nanofibre interlayer thickness.
Larger PEK-C-rich phases were observed to scatter on the fracture
surface of thicker nanofibre interlayer.
0.08
0.06
0.04
0.02
50
100
150
200
250
300
250
300
o
Temperature ( C)
b
0.12
0.10
control
interlayer thickness 40 μm
interlayer thckness 70 μm
interlayer thickness 105 μm
0.08
tan δ
1664
0.06
0.04
0.02
50
100
150
200
o
Temperature( C)
Fig. 6. Tan d traces of both control and nanofibre-modified composites.
280 °C and 285 °C correspond to the TgER for the composites modified by PEK-C nanofibres with average fibre diameter of 450 nm,
750 nm and 950 nm respectively. Similar shifts of relaxation peaks
to higher temperature have been reported in the literature on the
thermal mechanical properties of nanocomposites [23]. Nano-reinforcements have been shown to affect the segmental motions of
polymer matrices when they are well dispersed [24]. The large surface areas of nanofibre membranes provide complete interaction
with the epoxy matrix, which may prohibit the epoxy chains from
moving freely as in the neat resin [25]. No noticeable shifts occurred in the relaxation peaks for the TgPEK-C as the average fibre
diameter changed. It is also noticed from Fig. 6b that both the TgER
and TgPEK-C reduced to lower temperatures as the thickness of PEKC interlayers increased to 105 lm. This result indicates the level of
interaction and compatibility between the PEK-C nanofibres and
the epoxy resin deteriorated after the inclusion of nanofibre membranes increased to a certain extent.
3.4. Phase structure
Fig. 7 presents the phase structure of the interlayer region from
PEK-C nanofibre-modified carbon fibre reinforced TGAP/DDS epoxy
matrix composites. Fig. 7a is an optical micrograph for the cross
section of a modified composite laminate. The bright part is a
pre-inserted aluminium film, which was located in the midplane
of composite laminate. A dark interlayer region composed of both
an epoxy-rich macrophase and PEK-C-rich macrophases was found
to be sited between the top [0] and the bottom [90] carbon fibre
layers. As shown in Fig. 7b–e, cylinder-shaped macrophase structures were observed to be embedded in the continuous epoxy
J. Zhang et al. / Composites Science and Technology 70 (2010) 1660–1666
1665
Fig. 7. Phase structure of interlayer region of a nanofibre-modified composite specimen (average nanofibre diameter: 950 nm, average interlayer thickness: 105 lm). Optical
micrographic (a) and SEM (b) images of interlayer region; (c–f) phase structures of the PEK-C-rich macrophases after etched with DMF; (d and f) are magnified images of the
selected areas in (c and e); (g and h) phase structure of the epoxy-rich macrophase.
resin. Fig. 7d–f are enlarged views of the PEK-C-rich macrophases
showing a fibrous structure inside of the cylinder-shaped macrophase. Since the specimens have been etched with N,N-dimethylformamide, the PEK-C should be removed. These fibrous
structures could come from undissolved PEK-C nanofibres which
were covered by cured epoxy resin. Fig. 7g and h shows the morphology of a detached epoxy-rich macrophase from carbon fibre.
It clearly indicated that the PEK-C-rich microphases (particulate
phases) dispersed in the continuous epoxy-rich matrix. Although
the mechanism of multiple phase changes in PEK-C nanofibres/
epoxy system warrants further research, the separated phases in
the interlayer region supported our findings on toughening of carbon/epoxy composites.
4. Conclusions
Interlayer toughening of carbon/epoxy composites was achieved
by using polyetherketone cardo (PEK-C) nanofibre membranes
electrospun directly onto carbon fabrics. With the same weight
loading of nanofibres, finer nanofibre stabilised the crack propagation during delamination and assisted with maintaining the flexure
property. With the same average fibre diameter (950 nm), increased
nanofibre interlayer thickness led to enhanced Mode I delamination
fracture toughness and reduced flexure strength. Glass transition
temperatures of the cured epoxy did not drop until the interlayer
thickness increased to 105 lm while the nanofibres with an average
diameter of 950 nm were used. The phase structure generated from
1666
J. Zhang et al. / Composites Science and Technology 70 (2010) 1660–1666
phase separation was composed of fibrous PEK-C-rich macrophases
and a continuous epoxy-rich macrophase, both of which consisted of
microphases from secondary phase separation.
Acknowledgements
The authors would like to acknowledge the kind help from
Mr. August Deveth for the fabrication of composite laminates.
Funding support from Deakin University under the Central Research Grant scheme is acknowledged.
References
[1] Stevanovic D, Kalyanasundaram S, Lowe A, Jar PYB. Mode I and mode II
delamination properties of glass/vinyl-ester composite toughened by
particulate modified interlayers. Compos Sci Technol 2003;63:1949–64.
[2] Tsotsis TK. Interlayer toughening of composite materials. Polym Compos
2009;30:70–86.
[3] Quaresimin M, Varley RJ. Understanding the effect of nano-modifier addition
upon the properties of fibre reinforced laminates. Compos Sci Technol
2008;68:718–26.
[4] Lowe A. Matrix dominated tensile behaviour of unidirectional T300/914 and
structural modeling of the material. J Mater Sci 1996;31:983–93.
[5] Arai M, Noro Y, Sugimoto K, Endo M. Mode I and mode II interlaminar fracture
toughness of CFRP laminates toughened by carbon nanofiber interlayer.
Compos Sci Technol 2008;68:516–25.
[6] Hojo M, Matsuda S, Tanaka M, Ochiai S, Murakami A. Mode I delamination
fatigue properties of interlayer-toughened CF/epoxy laminates. Compos Sci
Technol 2006;66:665–75.
[7] Li G, Li P, Zhang C, Yu Y, Liu H, Zhang S, et al. Inhomogeneous toughening of
carbon fiber/epoxy composite using electrospun polysulfone nanofibrous
membranes by in situ phase separation. Compos Sci Technol 2008;68:987–94.
[8] Masters JE. Improved impact and delamination resistance through
interleaving. Key Eng Mater 1989;37:317–48.
[9] Aksoy A, Carlsson LA. Compos Sci Technol 1992;43:55–69.
[10] Tsotsis TK. Highly porous interlayers to toughen liquid-molded fabric-based
composites. US patent no. 20040219855A1; 2004.
[11] Odagiri N, Kishi H, Nakae T. T800H/3900-2 toughened epoxy prepreg system:
toughening concept and mechanism. In: American society for composites sixth
technical conference: composite materials, mechanics, and processing
conference proceedings, Albany, New York; 1991.
[12] Hillermeier RW, Seferis JC. Interlayer toughening of resin transfer molding
composites. Composites Part A 2001;32:721–9.
[13] Ko F, Gogotsi Y, Ali A, Naguib N, Ye H, Yang GL, et al. Electrospinning of
continuous
carbon
nanotube-filled
nanofiber
yarns.
Adv
Mater
2003;15:1161–5.
[14] Burger C, Hsiao BS, Chu B. Nanofibrous materials and their applications. Annu
Rev Mater Res 2006;36:333–68.
[15] Ma Z, Kotaki M, Ramakrishna S. Surface modified nonwoven polysulphone
(PSU) fiber mesh by electrospinning: a novel affinity membrane. J Membr Sci
2006;272:179–87.
[16] Lin T, Wang HX, Wang HM, Wang XG. The charge effect of cationic surfactants
on the elimination of fibre beads in the electrospinning of polystyrene.
Nanotechnology 2003;15:1375–81.
[17] Davies P. Protocols for interlaminar fracture testing of composites. Delft, The
Netherlands: European Structural Integrity Society (ESIS); 1993.
[18] Lin T, Wang XG. Controlling the morphologies of electrospun nanofibres. In:
Brown P, Stevens K, editors. Nanofibre and nanotechnology in
textiles. Cambridge: Woodhead; 2007 [chapter 5].
[19] De Morais AB, De Moura MF, Marques AT, De Castro PT. Mode-I interlaminar
fracture of carbon/epoxy cross-ply composites. Compos Sci Technol
2002;62:679–86.
[20] Rhee KY, Koh SK, Lee JH. Fracture resistance characteristics of graphite/epoxy
laminated composites. Polym Compos 2000;21:155–64.
[21] Garg AC, Mai YW. Failure mechanisms in toughened epoxy resins – a review.
Compos Sci Technol 1988;31:179–223.
[22] Atkins AG, Mai YW. Elastic and plastic fracture – metals, polymers, ceramics,
composites, biological materials. 2nd ed. Ellis Horwood; 1988.
[23] Petersson L, Oksman K. Biopolymer based nanocomposites: comparing layered
silicates and microcrystalline cellulose as nanoreinforcement. Compos Sci
Technol 2006;66:2187–96.
[24] Lin S, Cai Q, Ji JY, Sui G, Yu YH, Yang XP, et al. Electrospun nanofiber reinforced
and toughened composites through in situ nano-interface formation. Compos
Sci Technol 2008;68:3322–9.
[25] Alexandra M, Dubois P. Polymer-layered silicate nanocomposites: preparation,
properties and uses of a new class of materials. Mater Sci Eng Res
2000;28:1–63.
ID
821350
Title
Electrospunnanofibretoughenedcarbon/epoxycomposites:Effectsofpolyetherketonecardo(PEK-C)
nanofibrediameterandinterlayerthickness
http://fulltext.study/journal/796
http://FullText.Study
Pages
7