Surface & Coatings Technology 253 (2014) 8–13
Contents lists available at ScienceDirect
Surface & Coatings Technology
journal homepage: www.elsevier.com/locate/surfcoat
Coating substrate relationship after initial electrolyte contact in the
electrodeposition of zinc on steel
Thomas Greul a,b, Johann Gerdenitsch b, Christian Commenda b, Raffaela Sagl b, Martin Arndt c,
Jiri Duchoslav c, Achim Walter Hassel a,d,⁎
a
Institute for Chemical Technology of Inorganic Materials, Johannes Kepler University Linz, Altenberger Str. 69, 4040 Linz, Austria
Voestalpine Stahl GmbH, Voestalpine-Straße 3, 4020 Linz, Austria
Christian Doppler Laboratory for Microscopic and Spectroscopic Material Characterization, Center for Surface- and Nanoanalytics, Johannes Kepler University Linz, Altenberger Str. 69,
4040 Linz, Austria
d
CEST GmbH, Viktor Kaplan Str. 2, 2700 Wiener Neustadt, Austria
b
c
a r t i c l e
i n f o
Article history:
Received 27 August 2013
Accepted in revised form 29 April 2014
Available online 14 May 2014
Keywords:
Electro deposition
Zinc
Crystal growth
a b s t r a c t
Electron backscatter diffraction (EBSD) measurements show epitaxial electrochemical deposition of zinc on nondeformed and contrariwise random growth on deformed steel grains. Therefore, electrochemical investigations
on the differences of zinc electrodeposition on electropolished respectively on temper rolled low carbon steel
sheet of the same substrate are studied. These measurements show great differences in ECN (electrochemical
noise) investigations and the 1st cycle of a CV (cyclic voltammetry) only. It is found, that the immersion of the
substrate in the electrolyte prior to the measurements causes this behaviour. SEM, EDX, XPS (X-ray photoelectron spectroscopy), SAM (scanning Auger microscopy) and IRRAS (infrared reflection absorption spectroscopy)
measurements are used for surface characterisation and EBSD-measurements for determination of crystallographic orientation to reveal the influence on electrochemical growth. It is proven that zinc precipitates form
on the temper rolled substrate during immersion and cause a nucleation process prior to electrodeposition and
the subsequent change in electrocrystallisation as zinc is deposited on zinc instead of steel. The differences in
the electrochemical measurements are well described by this theory.
© 2014 Elsevier B.V. All rights reserved.
1. Introduction
Electrodeposition of zinc from acidic sulphate electrolytes is an
important industrial process for corrosion protection of steel strips
used in the automotive industry.
Various aspects such as the influence of pH, temperature and current
density on the electrodeposition of zinc from acidic sulphate electrolytes have been studied so far [1–3]. Furthermore deposition parameters like pulse deposition with [4] or without [5] an anodic pulse have
shown a remarkable influence on morphology and crystal size of
electrodeposited zinc. Even an external magnetic field applied to the
deposition cell shows changes in this system due to a micro-magneto
hydrodynamic convection [6].
The effects of inorganic impurities such as Ge [7], Pb [8], Cu, Ni, Co
[9], Sb [10], Sn [11] and Fe [12] and organic additives to acidic sulphate
electrolytes like sodium dodecyl sulphate, dodecyltrimethylammonium
bromide, octylphenolpoly(ethyleneglycolether)n, n = 10 [13] PEG
⁎ Corresponding author at: Institute for Chemical Technology of Inorganic Materials,
Johannes Kepler University Linz, Altenberger Str. 69, 4040 Linz, Austria. Tel.: +43 732
2468 8700; fax: +43 732 2468 8905.
E-mail address: achimwalter.hassel@jku.at (A.W. Hassel).
http://dx.doi.org/10.1016/j.surfcoat.2014.04.065
0257-8972/© 2014 Elsevier B.V. All rights reserved.
20000 [14], sodium lauryl sulphate, arabic gum [15] and tartaric acid
[16], and to chloride containing electrolytes [17–19] on current efficiency or the structure of the zinc layer were investigated thoroughly.
Another important aspect is the preparation of the surface and
therefore the microstructure of the surface to be coated which plays a
crucial role in the electrodeposition of zinc and the morphology and
texture of the deposited zinc layer [20].
Studies have shown that there is a relationship between the texture
of the steel substrate and the deposited zinc layer [21–23]. It was recently shown that zinc grows epitaxially on undeformed steel surfaces
whereas on deformed steel grains random crystal growth was found
[24].
One important influence which hasn't been studied so far is the influence of the initial electrolyte contact of a steel sheet before electrodeposition. In the industrial process the electrochemical potential is
applied simultaneously with the first electrolyte contact. On a laboratory scale on the other hand galvanostatic experiments are usually performed in flow cells with constant electrolyte velocity which results in
an electrolyte contact prior to electrochemical polarisation. In the used
flow cell this contact time is in the range of some seconds. Thus the
aim of this work is to study the influence of the contact of electrolyte
with a steel sample on the electrodeposition of zinc.
T. Greul et al. / Surface & Coatings Technology 253 (2014) 8–13
TRS (C1)
EPS (C1)
TRS (C4)
EPS (C4)
10
100
Fe
100
TRS immersed
EPS immersed
TRS cleaned
EPS cleaned
50
I / mA
20
9
80
0
-1.0
-0.5
0.0
60
0.5
Irel / %
I / mA
-50
-100
-1.5
E / V vs. NHE
0
40
TRS (C1)
EPS (C1)
-10
TRS (C4)
C
20
O
Zn
EPS (C4)
-20
-1.0
TRS immersed
EPS immersed
0
-0.8
-0.6
-0.4
-0.2
0.0
0.5
1.0
E / V vs. SHE
1.5
2.0
2.5
3.0
E / kV
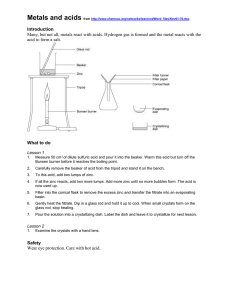
Fig. 1. Comparison between temper rolled substrates (TRSs) and electropolished substrates (EPSs) in the 1st (C1) and 4th (C4) cycles of a cyclic voltammogram in ZnSO4
electrolyte.
Fig. 3. Comparison of temper rolled substrates (TRSs) and electropolished substrates
(EPSs) before and after immersion into Zn-electrolyte; energy dispersive X-ray (EDX)
measurements performed in a SEM.
2. Material and methods
2.1. Chemicals
2.3. Electrochemical measurements
The zinc electrolyte in use was an analytical grade sulphate electrolyte with 90 g L−1 Zn from ZnSO4 ∙ 7 H2O (p.A. from Roth) and 20 g L−1
Na from Na2SO4 (p.A. from Baker) as conducting salt with pH set at
1.55 at 55 °C with H2SO4 (p.A. from Merck).
For the electropolishing of the substrate prior to use Struers A2
(Struers, Ballerup, Denmark) electrolyte (perchloric acid in a mixture
of ethanol, 2-buthoxyethanol and H2O) was used. The substrate used
for the measurements was a low carbon steel sheet produced by
Voestalpine Stahl GmbH.
Electrochemical measurements were performed at room temperature in an EG & G PARC flat cell using an IM6e Potentiostat from
Zahner® electric (Kronach, Germany). A NPROBE CorrElNoise™ —
technology device from Zahner Messtechnik was used to enhance
ECN-measurement quality. Ag|AgCl|KCl (3 M) with a potential of
0.21 V vs. SHE was used as reference electrode. Cyclic voltammetry was
carried out from −1.2 to 0.3 V vs. SHE with a scan rate of 10 mV s−1.
2.2. Sample preparation
Before electroplating the samples were immersed in zinc electrolyte
for 20 s. Immersion was done in a flow cell at an electrolyte temperature
of 55 °C and an electrolyte velocity of 4 m s−1.
Electroplating was performed in the same flow cell. The electrolyte
was kept at the same conditions used during immersion and the current
density was set at 400 mA cm−2 with an EA-PS9036-240 galvanostat
(Elektro-Automatik GmbH & Co. KG Company, VIERSEN, Germany). In
order to simulate the Gravitel® process [25] with 12 cells, the current
Temper rolled steel samples, further called TRSs, were alkaline
cleaned with 10 g L−1 Ridoline C72 (Henkel, Germany) and electrochemically etched with 50 mA cm−2 in 10 g L−1 H2SO4 before further
investigations.
The electropolished samples, further called EPS, were produced from
mechanically polished TRS. Electropolishing was done using a Struers
LECTROPOL 5 unit at 30 V for 30 s. The sample was rinsed with analytical
grade ethanol after electropolishing.
2.4. Electroplating
100
8.5
8.0
75
Irel / %
7.5
I / mA
Fe
Zn
O
Fe
7.0
6.5
50
TRS
25
6.0
O
Zn
EPS
5.5
0
0
5.0
0
10
20
30
40
50
1000
1200
5
10
15
20
25
30
d / nm
t/s
Fig. 2. Electrochemical noise measurement of temper rolled substrates (TRSs) and
electropolished substrates (EPSs) in ZnSO4 electrolyte.
Fig. 4. Glow discharge optical emission spectroscopy (GDOES) depth profiles of temper rolled substrates (TRSs) after immersion into electrolytes with Zn-concentrations of
45 g L−1 (solid line), 25 g L−1 (dashed line) and 0 g L−1 (dotted lines).
10
T. Greul et al. / Surface & Coatings Technology 253 (2014) 8–13
De Nora (Milan, Italy) was used as an anode. The final thickness of the
zinc layer was 7.5 μm.
cleaned surface
etched surface
immersed surface
Zinc layer
Zn
Zn
2.5. Analytics
O
I/1
Zn
O
Zn
O
Zn
Zn
Zn
Fe
Fe
C
Zn
S
1400
1200
1000
800
600
400
S
Zn+Fe
Fe
200
0
BE / eV
electrodeposited-Fe surface
low carbon steel surface
dual phase steel surface
Zn
Zn
O
O
O
Zn
Fe
Fe
I/1
Zn
Zn Zn
Zn
C
S
Zn+Fe
Fe
S Zn
Surface measurements were performed with a Zeiss Supra 35 FEGSEM, an Oxford Channel 5 system for EBSD and an EDAX Smart Insight
system for EDX. Calculations for determination of the misorientation
angle were described in a previous work [24].
XPS (X-ray photo-electron spectroscopy)-measurements were
performed with a Theta Probe from ThermoFisher.
SAM (scanning Auger microscopy) was done using a JAMP-9500F
field emission Auger microprobe.
For AAS-measurements a HITACHI Z-8230 polarised Zeeman was
used downstream from a scanning droplet cell microscope (SDCM) [26].
GDOES (glow discharge optical emission spectroscopy)measurements were conducted on a GDA750 from SPECTRUMA
Analytic GmbH.
IRRAS (infrared reflection absorption spectroscopy) was done with a
FTIR-spectrometer tensor 27 from Bruker. An A513/3 grazing angle unit
was used to enhance the surface sensibility of the measurements.
3. Results
3.1. Cyclic voltammetry
1400
1200
1000
800
600
400
200
0
BE / eV
Fig. 5. XPS-measurements of steel surfaces after the different steps during electrodeposition (top) and comparison of different steel grades after immersion into electrolyte
(bottom).
was interrupted with 24 pulses (duty cycle: 1.7 s on, 1.0 s off). The temperature was kept at 55 °C using a Lauda PROLine RP855 thermostat. A
DSA (dimensionally stable anode) made from Ti coated with IrO2 from
Previous EBSD-measurements showed differences in the
electrocrystallisation of zinc between EPSs and TRSs made of low carbon
steel. Therefore cyclic voltammetry was performed on these two substrates to determine their electrochemical behaviour (Fig. 1). Measurements of the 1st cycle of both substrates show a typical behaviour with
upd (underpotential deposition) of zinc from − 0.4 to −0.8 V vs. SHE
and slight differences of 10 mV in the starting potential of zinc bulk
deposition. Furthermore a crossover potential can be observed on TRS
whereas on EPS none was found.
Cyclic voltammetry was carried out till the dissolution of the steel
substrate, so that a fresh surface was generated in each cycle. Comparing later cycles of the different substrates most differences between
the two substrates disappear. There is a slightly higher limiting current
on the TRS in the upd regime compared to the EPS. But there is no indication why epitaxial growth occurs on EPS but not on TRS.
Fig. 6. Grazing angle infrared-reflection–absorption difference spectrum of an immersed and etched temper rolled substrate; the assignment to discussed substances is given in the inset.
T. Greul et al. / Surface & Coatings Technology 253 (2014) 8–13
3.2. Electrochemical noise (ECN) measurements
Due to the fact that the CV's have shown large differences between
the 1st and the following cycles and the fact that the samples were in
contact with the electrolyte at about 10–30 s prior to these measurements, it was concluded that the surface reactivity changes as a result
of the electrolyte contact. Therefore ECN in a Zn-electrolyte was
measured from first electrolyte contact on (Fig. 2).
On EPS a peak can be observed after 3 s, followed by a sharp drop to a
constant current. In comparison to EPS this peak can't be found on TRS.
A slightly higher dissolution current due to the surface roughness was
observed.
11
(Zn5(CO3)2(OH)6), or oxides and hydroxides of zinc. Both are typical corrosion products found on electrogalvanized steel sheets [27].
Quantification of the zinc precipitations with a flat flow cell with
downstream analytics to an AAS-system gives an amount of 5 mg m−2
3.3. Surface characterisation
In addition to the electrochemical measurements surface characterisation with SEM, EDX, XPS, SAM and GDOES was carried out to investigate the changes of surface chemistry/composition during electrolyte
contact.
Comparing the EDX spectra of the TRS with EPS taken after the
cleaning and etching procedures no differences can be found (Fig. 3).
Both substrates show C, O and Fe-peaks only, a typical result for low carbon steel sheets.
After immersion into the electrolyte the TRS shows a clear peak at
about 1 kV. After double-checking with the Kα-peak of zinc which can
be found at higher energies this peak can be assigned as the Zn-Lαpeak. That's a major difference compared to EPS, where no zinc peak
appears.
To discern whether or not the measured zinc signal is just an artefact
and to be sure that there is no superimposed Na-signal in the EDX
measurements, GDOES was performed on substrates immersed into
Zn-electrolytes with different Zn-concentrations (Fig. 4). To make sure
that the measured signal is not affected by the initiation of the plasma,
carbon was sputtered onto the samples before measurement.
The GDOES-measurements from Fig. 4 indicate a precipitation of
zinc on the TRS surface. Moreover the dependency of the amount of
Zn found on the substrates on the zinc concentration of the electrolyte
used is found. This means that the lower the zinc concentration in the
electrolyte is the lower is the signal found in the GDOES measurement.
This clearly indicates a reaction of the electrolyte with the surface and a
dependency of the reaction on the concentration of zinc.
XPS-measurements on TRS were performed to discern whether
or not the Zn-signal stems from residual ZnSO4. In Fig. 5 the XPSmeasurement on top shows the comparison of a cleaned, and etched
surface and a surface immersed into electrolyte. In addition a 7.5 μm
thick zinc layer produced from the same electrolyte used for immersion
was added to the graph. Cleaned and etched surfaces were measured to
form a reference for the interpretation of the immersed samples. Both
show neither impurities nor zinc contamination on the surface. Fe, C
and O were found on the cleaned surface whereas after etching small
amounts of sulphur are present on the surface due to the fact, that etching was performed in sulphuric acid. After immersion of TRS in electrolyte, Zn could be found besides Fe, C, O and small amounts of S. The
concentration of S found is too low to correspond to Zn being present
on the surface solely as ZnSO4. The fact that an Fe-signal was detected
indicates that the Zn-precipitate is either thinner than a few nm or
grows in islands.
Comparison between the precipitated layer and an electrodeposited
zinc with XPS shows that no metallic zinc can be found on the immersed
substrate. High-resolution measurements indicate that the Zn found on
the surface is either a carbonate or an oxide.
This is in good accordance to the IRRAS measurements done with a
grazing angle unit to achieve high surface sensitivity. The differences between the spectra of an etched and an immersed TRS surface (Fig. 6) indicate that the Zn found on the immersed surface is either hydrozincite
Fig. 7. Scanning Auger microscopy-mapping of a local deformation on an electropolished
surface; Zn-signal (upper) and S-signal (middle); and SEM-image (bottom).
12
T. Greul et al. / Surface & Coatings Technology 253 (2014) 8–13
Zinc
Steel
Fig. 8. IPF (inverse pole figure) map of a cross-section of a temper rolled substrate and corresponding zinc layer electrodeposited after immersion into zinc electrolyte.
of zinc, which refers to a zinc layer thickness of ~1 nm assuming a homogeneous film thickness.
It is assumed that although the transfer time of the freshly immersed
sample was kept at a minimum such a small layer would be readily
oxidised by the contact with air. This fact might explain why metallic
zinc can't be found on the immersed samples.
Currentless deposition of zinc on pure iron is thermodynamically
unfavourable; therefore immersion experiments with different steel
substrates and electrodeposited iron – representing the case of pure
iron – should reveal the influence of alloying elements on the precipitation of zinc.
XPS-measurements of these samples (Fig. 5 bottom) showed a
dependence of the amount of precipitated zinc on the steel grade. The
highest concentration of zinc was found on pure iron represented by
the electrodeposited iron surface. The concentration of zinc decreased
with increasing alloying additions of Cr and Mn so that the least zinc
was found on dual-phase steel surfaces. This indicates that the precipitation is not due to alloying additions but in the course of iron
dissolution.
The fact that there is no Zn precipitate on EPS but on TRS leads to the
assumption that deformation on the steel grains favours the precipitation of Zn on steel. To prove this assumption a local deformation was
produced on an EPS. The sample was thereafter immersed in the electrolyte and used for an Auger-mapping.
The mapping in Fig. 7 shows that more zinc is found in the deformed
area than that on the electropolished area. The sulphur signal in the
Auger-mapping is preferentially located on the electropolished area.
Therefore the zinc found in this area is most likely ZnSO4. It was concluded that the large amount of S and O found in this area is probably
a result of insufficient cleaning. The line with high sulphur concentration at the edge of the deformation is explained by drying of a droplet.
In the deformed area S can't be detected besides Zn.
3.4. Effect of immersion on electrodeposition
Fig. 8 shows the EBSD mapping of the cross-section of a zinc layer deposited on a TRS after immersion into electrolyte prior to electrodeposition. Determination of the misorientation angles between electroplated
zinc and iron of a steel sample after immersion into zinc electrolyte before electroplating gave an overall angle of 42° ± 4°. It can be seen that
only on highly deformed TRS grains the relation between zinc and steel
doesn't follow Burger's orientation relation. Comparing the relations of
the different zinc grains on one such deformed steel grain leads to a maximum standard deviation of 2.5° thus epitaxial growth can be assumed
anyway.
On steel grains with slight deformation zinc grows epitaxially
following Burger's orientation relation. Disregarding the steel grains
with high deformation leads to a misorientation angle of 43° ± 2°
which is the same as that previously detected on EPS [24]. The same
substrate without electrolyte pre-treatment shows a misorientation
angle of 34° ± 10°, thus random crystal growth.
4. Discussion
Electrochemical measurements show that there is an influence of the
immersion of a temper rolled substrate into the zinc electrolyte prior to
the measurements. During this time zinc precipitates on TRS whereas
on an electropolished substrate no such reaction occurs. This leads to differences in cyclovoltammetric scans. The absence of the current peak in
ECN measurements on the temper rolled substrate in combination
with the fact that zinc can be found on the surface, indicates that zinccementation is the precipitation reaction. Furthermore the difference in
charge between the temper rolled substrate and the electropolished substrate from the ECN measurements calculated by the missing peak can
explain the thickness of the Zn-layer determined by the AAS investigations. Although no metallic Zinc could be found on the steel surface by
XPS-measurements it is postulated that there is a cementation of zinc
on the deformed steel grains. It is shown by XPS measurements that
the zinc deposit doesn't consist of ZnSO4. The fact that there is about
5 mg m2 of zinc on the surface explains why after exposure to air only
corrosion products of zinc were detected.
The fact that this cementation happens even on electrodeposited
iron layers indicates that there is an anti-galvanic reduction similar to
the reduction of silver on a gold nanosystem [28]. No zinc precipitation
occurs on the electropolished surface but on electrodeposited and deformed surfaces as was shown with SAM-measurements. This indicates
that crystal deformation is necessary for this reaction.
It can be assumed that due to the deformation of the steel grains the
dissolution potential of the deformed grains is shifted to more cathodic
values than the potential of undeformed or electropolished grains. This
shift might be sufficient to reach a potential where underpotential deposition of zinc is possible. The fact that there might be a formation of
a Zn/Fe alloy, similar to the system Zn/Cu, involved can't be excluded
by the present results.
The resulting Zn deposit leads to a change in electrocrystallisation
and furthermore to a change in the electrochemical crystal growth.
Zinc is, after immersion of the TRS, deposited on a thin layer of zinc
instead of steel. This change in surface chemistry changes the electrochemical crystal growth of zinc from random to epitaxial growth mostly
following Burger's orientation relation, which is proven by the EBSD
measurements.
5. Conclusion
In the course of immersion of a temper rolled substrate into zincelectrolyte, the surface properties change. Zinc is deposited on iron in
T. Greul et al. / Surface & Coatings Technology 253 (2014) 8–13
an anti-galvanic reaction. This reaction is possible only on deformed steel
grains. Consequently this reaction is not observed on an electropolished
substrate. Such small amounts of zinc act as crystallisation seeds, and
lead to a complete change in the electrocrystallisation mechanism from
random to epitaxial since the zinc is deposited on zinc instead of iron.
Conflict of interest
There is no conflict of interest.
Acknowledgments
The financial support by the Austrian Federal Ministry of Economy,
Family and Youth (Christian Doppler Laboratory for Combinatorial
Oxide Chemistry COMBOX) and the National Foundation for Research,
Technology and Development (COMET K1 Center CEST) is gratefully
acknowledged.
References
[1] I. Zouari, F. Lapicque, Electrochim. Acta 37 (1992) 439–446.
[2] P. Guillaume, N. Leclerc, C. Boulanger, J. Lecuire, F. Lapicque, J. Appl. Electrochem. 37
(2007) 1237–1243.
[3] R.C. Salles, G.C. de Oliveira, S.L. Díaz, O.E. Barcia, O.R. Mattos, Electrochim. Acta 56
(2011) 7931–7939.
[4] T. Frade, V. Bouzon, A. Gomes, M. da Silva Pereira, Surf. Coat. Technol. 204 (2010)
3592–3598.
[5] D. Wang, Y. Wu, X. Zhong, W. Zhang, M. Li, J. Shen, Russ. J. Electrochem. 54 (2009)
291–295.
13
[6] M. Uhlemann, K. Tschulik, A. Gebert, G. Mutschke, J. Fröhlich, A. Bund, X.G. Yang, K.
Eckert, Eur. Phys. J. Spec. Top. 220 (2013) 287–302.
[7] D. Mackinnon, P. Fenn, J. Appl. Electrochem. 14 (1984) 467–474.
[8] R. Ichino, C. Cachet, R. Wiart, Electrochim. Acta 41 (1996) 1031–1039.
[9] M.M. Jakšić, Surf. Coat. Technol. 28 (1986) 113–127.
[10] D.J. Mackinnon, J.M. Brannen, J. Appl. Electrochem. 7 (1977) 451–459.
[11] T. Greul, J. Gerdenitsch, A.W. Hassel, Mater. Corros. 65 (2014) 410–415, http://dx.
doi.org/10.1002/maco.201307556.
[12] H. Nakano, S. Oue, S. Hisano, S. Kobayashi, H. Fukushima, ISIJ Int. 47 (2007)
1029–1033.
[13] A. Gomes, M. da Solva Pereira, Electrochim. Acta 52 (2006) 863–871.
[14] J. Ballesteros, P. Díaz-Arista, Y. Meas, R. Ortega, G. Trejo, Electrochim. Acta 52 (2007)
3686–3696.
[15] A. Recéndiz, I. González, J. Nava, Electrochim. Acta 52 (2007) 6880–6887.
[16] O. Aaboubi, J. Douglade, X. Abenaqui, R. Boumedmed, J. VonHoff, Electrochim. Acta
56 (2011) 7885–7889.
[17] M. Mouanga, L. Ricq, G. Douglade, J. Douglade, P. Berçot, Surf. Coat. Technol. 201
(2006) 762–767.
[18] M. Mouanga, L. Ricq, L. Ismaili, B. Refouvelet, P. Berçot, Surf. Coat. Technol. 201
(2007) 7143–7148.
[19] L. Morón, A. Méndez, F. Castañeda, J. Flores, L. Ortiz-Frade, Y. Meas, G. Trejo, Surf.
Coat. Technol. 205 (2011) 4985–4992.
[20] K. Raeissi, A. Saatchi, M. Golozar, J. Szpunar, Surf. Coat. Technol. 197 (2005)
229–237.
[21] K. Raeissi, M. Bateni, A. Saatchi, M. Golozar, J. Szpunar, Surf. Coat. Technol. 201
(2006) 3116–3122.
[22] H. Nakano, Trans. Nonferrous Met. Soc. China 19 (2009) 835–841.
[23] K. Raeissi, A. Saatchi, M. Golozar, J. Appl. Electrochem. 33 (2003) 635–642.
[24] T. Greul, C. Commenda, K. Preis, J. Gerdenitsch, R. Sagl, A.W. Hassel, Electrochim.
Acta 113 (2013) 797–802.
[25] M. Mascheck, K. Kösters, Galvanotechnik 80 (1989) 3790–3798.
[26] M. Voith, G. Luckeneder, A.W. Hassel, J. Solid State Electrochem. 16 (2012)
3473–3478.
[27] R. Autengruber, G. Luckeneder, A.W. Hassel, Corros. Sci. 63 (2012) 12–19.
[28] Z. Wu, Angew. Chem. 124 (2012) 2988–2992.