Curing Information
Dyneon
™
Fluoroelastomers
Curing Fluoroelastomers
General Curing Information
Effects of Cure Systems
Summary of Cure Systems for Fluorocarbon Elastomers
Compounding Acid Acceptors
Calcium Hydroxide Effects on Fluorocarbon Elastomers Cure Rate
Magnesium Oxide Effects on Fluorocarbon Elastomers Cure Rate and Physical Properties
Effects of Contamination on Cure Rheology
Post Curing Fluoroelastomers
General Curing Information
Fluoroelastomers can be initially cured by:
1. Press cure 2. Autoclave cure
Due to the nature of the cure systems used in fluoroelastomers, a combination of temperature, time and pressure must be
utilized. Fluoroelastomers can be press cured by compression, transfer, or injection molding methods. The time/temperature
relationship is the most important. A recommended minimum temperature of 150°C (302°F) is normally utilized; and as the
temperature is increased to a maximum of 210°C (410°F), the molding time is reduced. Typical molding temperatures are
between 175°C – 200°C (347°F – 392°F). The autoclave cure is similarly affected by the time/temperature relationship.
Normal autoclave cure times are 45 to 60 minutes at 138 to 160°C (280 to 320°F). Normally a minimum of 100 psig pressure
(normally utilized in an autoclave) is needed as lower pressures will result in a porous or blistered part. There are many
variables that can affect the time/temperature relationship, and these include:
1. Polymer
2. Cure system
3. Acid acceptor
4. Filler system
5. Part configuration
The basic premise is that the entire thickness/cross section must be cured to an acceptable level. Since fluoroelastomers
are poor conductors of heat, make certain the entire part is cured or blisters may result.
Effects of Cure Systems
Compound recipe:
Diamine Cure
Bisphenol Cure
Peroxide Cure
Peroxide Cure
“+” Base
FC 2260
100
100
100
100
MT Black (N990)
30.0
30.0
38.0
38.0
MgO (Maglite Y)
10.0
-
-
-
-
3.0
-
-
Calcium Hydroxide
-
6.0
-
3.0
Varox DBPH-50 HP
-
-
2.5
2.5
MgO (Elastomag170)
TAIC
-
-
3.0
3.0
2.5
-
-
-
Bisphenol
-
1.8
-
-
Organo-onium
-
0.5
-
-
Zinc Oxide
-
-
5.0
-
Diamine (Diak #3)
Curing Fluoroelastomers
Original Properties
Mooney Scorch MS250 30’
Minimum, Mooney Units, Mu
t3, minutes
t10 minutes
t18 minutes
67
5
8
10
58
>30
>30
>30
49
28
>30
>30
50
29
>30
>30
ODR, 3.0°arc, 12’ @ 177°C (350°F)
Minimum Torque, “ML”, in-lb (Nm)
Maximum Torque, “MH”, in-lb (Nm)
Ts2, minutes
t’50, minutes
t’90, minutes
22.5 (2.54)
84 (9.49)
1.7
6.0
10.5
18 (2.03)
100 (11.30)
2.3
4.6
5.8
18 (2.03)
76 (8.58)
1.4
2.5
5.2
19 (2.15)
83.5 (9.44)
1.3
2.5
5.8
MDR, 0.5°arc, 12’ @ 177°C (350°F)
Minimum Torque, “ML”, in-lb (Nm)
Maximum Torque, “MH”, in-lb (Nm)
Ts2, minutes
t’50, minutes
t’90, minutes
2.7 (0.31)
15.8 (1.78)
1.8
4.6
9.5
2.5 (0.28)
20.4 (2.31)
1.4
2.3
3.9
2.2 (0.25)
12.7 (1.44)
0.9
1.5
3.9
2.3 (0.26)
14.0 (1.58)
0.8
1.4
3.7
Physical Properties, Press cure 15’ @ 177°C (350°F)
Hardness, Shore “A”
72
Tensile, psi (MPa)
1410 (9.7)
Elongation, %
240
100% Modulus, psi (MPa)
560 (3.9)
73
1435 (9.9)
225
770 (5.3)
69
1450 (10.0)
275
425 (2.9)
70
1480 (10.2)
275
465 (3.2)
Physical Properties, Post cure 16 hrs @ 232°C (450°F)
Hardness, Shore “A”
76
Tensile, psi (MPa)
1915 (13.2)
Elongation, %
170
100% Modulus, psi (MPa)
890 (6.1)
75
2055 (14.2)
195
935 (6.4)
73
2230 (15.4)
240
640 (4.4)
72
2135 (14.7)
225
660 (4.6)
16
33
31
Compression Set, ASTM D395
70 hrs @ 200°C, % set
50
Summary of Cure Systems for Fluorocarbon Elastomers
Diamine
Bisphenol/Onium
Peroxide/Coagent
Cure Rheology
Poor
Excellent
Good
Compression Set
Poor
Excellent
Intermediate
Thermal
Excellent
Excellent
Good
Processing
Poor
Excellent
Poor to Good
Other
Good Bonding
Easy to Modify
HAV Curable
Compounding Acid Acceptors
Inorganic divalent metal oxides and/or hydroxides activate the incorporated fluoroelastomer cure system, which typically
consists of an organo-onium and a bisphenol. The initiated fluoroelastomer cure system affects the elimination of hydrofluoric
acid from the polymer backbone and subsequently provides double-bond formation in the polymer. The second function of
the inorganic base is to neutralize the hydrofluoric acid in order to optimize the state of cure/crosslink density.
2HF + M(OH)2 ➔ MF2 + 2H2O
2
Curing Fluoroelastomers
The water formed in the above reaction becomes a secondary cure accelerator for this cure system.
A compounder can vary the vulcanizate properties of a fluoroelastomer by using the following inorganic base or combination
of bases:
MgO/Ca(OH)2 ratio 1:2
This is a typical formulation that provides an excellent balance of properties, physical properties, compression set, processability, fast cure rates, chemical and thermal resistance. Most
product technical data sheets use this ratio of MgO/Ca(OH)2.
MgO/Ca(OH)2 3:1
Similar properties to 1:2 ratio except this compound will have higher tensile strength,
improved green strength, improved adhesion, poorer processability due to higher viscosity.
MgO - 9 phr
Improved heat aging, poorer processing due to higher viscosity, slow rate of cure and lower
state of cure, improved green strength. Typical application - flue ducts.
CaO - 3-6 phr
This low concentration can retard the cure rate, although the balance of physical properties
such as chemical and thermal resistance are typical. Typical application is to decrease shrinkage and improve bondability, and aid in molding thick parts.
PbO - 18 phr
Improved water, steam and acid resistance. Poor high temperature heat aging and higher
compression set may require secondary cure accelerator, dependent on activity of the PbO,
which may be dependent on carbonate formation on PbO surface.
PbHPO3 - 18 phr
Good cure rheology and processability. Typical application is steam and water resistance.
Poorer heat aging.
ZnO
Probably will function as acid acceptor but not basic enough to initiate the cure in a bisphenol
cure system - used typically as a filler when making colored compounds; is good for H2O
resistance.
Calcium Hydroxide Effects on
Fluorocarbon Elastomers Cure Rate
A study was undertaken to determine the effects calcium hydroxide has on the cure rate of fluorocarbon elastomer
compounds. Calcium hydroxide from different suppliers can cause different cure rates when compared in standard
fluorocarbon elastomer compounds.
Four lots of Ca(OH)2 from three different suppliers were evaluated and have been designated here as A, B, C and D.
Analytical Results
The manufacturer’s certificate of analysis listed the following ingredients:
Ingredients
Chloride (Cl), %
Heavy Metals, %
Insoluble in HCl, %
Iron (Fe), %
Mg & Alkali Salts, %
(as sulfates)
SO4, %
Ca(OH)2, %
Lot A
0.010
0.001
0.01
0.05
0.46
Lot B
0.003
0.002
<0.03
0.02
0.5
0.04
not listed
0.03
not listed
Lot C
<0.02
0.003
0.01
0.05
0.06
0.05
98.0
Lot D
Not listed
Not listed
Not listed
Not listed
Not listed
Not listed
96.6
At the time of our analysis, the results were 91.9, 90.3, 89.1, and 91.3 percent Ca(OH)2 in Lot A through D respectively.
Analysis also showed percent of chloride ion in Lots A, B, and C: 0.0018, 0.0044, and 0.0040 respectively.
Free chloride ion has a tendency to slow the bisphenol cure rate of fluorocarbon elastomers, however since lots B and C
have higher amounts of chloride and gave faster cure rates than A, the amounts present are probably not a factor effecting
cure speed.
The particle size and surface area are listed below. The particle size was determined by a HORIBA centrifugal particle size
distribution analyzer using the principle of sedimentation in a light transmission measurement method. The surface area was
determined by a gas absorption technique.
3
Curing Fluoroelastomers
Lot A
7.03
8.6
Average Particle Size in Microns
Surface Area in m2/g
Lot B
5.39
16.0
Lot C
3.00
15.1
Lot D
6.39
17.50
Lot A had the largest average particle size and the smallest surface area. Lot C has the smallest average particle size and a
surface area similar to lots B and D.
Compounding and Cure Rheology Results
A Monsanto Cure Rheometer (ODR) equipped with a macro die and set at 177°C (350°F) was used to compare the cure
rheology of these lots of Ca(OH)2. The following Dyneon™ Fluoroelastomer FC-2174 compound was used to carry out the cure study.
Test Compound
Dyneon FC-2174
Carbon Black (N990)
Ca(OH)2
Lot A
Lot B
Lot C
Lot D
Grams
100
30
Minimum Torque
(in - lb)
14.0
15.0
15.2
14.6
Test Compound
Magnesium Oxide
Calcium Hydroxide
ts2
(min)
4.1
3.7
3.5
4.2
Grams
3
6
t’50
(min)
5.7
5.1
4.8
5.8
t’90
(min)
6.0
5.4
5.1
6.2
Maximum Torque
(in - lb)
103.2
107.0
113.0
112.8
This data and ODR testing at two other locations consistently found lots B and C of Ca(OH)2 to provide about 0.5 minute
faster t’50’s using a macro die.
Two different mill mixes of Ca(OH)2 Lots A and B were prepared to verify that the difference was due to Ca(OH)2 rather than
mixing technique, operator, and/or instrument variability. An ODR equipped with a micro die at 177°C (350°F) was used in
this study. The results below show essentially no difference between mill and mixes.
Ca(OH)2
Mill Mixes
Minimum Torque in-lb (Nm)
ts2 (min.)
t’50 (min.)
t’90 (min.)
Maximum Torque in-lb (Nm)
Lot A
Lot B
#1
#2
#1
#2
14.0 (1.58)
13.8 (1.56)
15.0 (1.70)
15.0 (1.70)
2.0
3.3
3.6
2.0
3.2
3.5
1.8
2.8
3.1
1.8
2.8
3.2
128 (14.46)
128 (14.46)
126 (14.24)
126 (14.24)
Dispersions of Ca(OH)2
Three different commercially available dispersions of Ca(OH)2 were also evaluated in the following FC-2174 compounds.
Compound
Dyneon FC 2174
Carbon Black (N-990)
Magnesium Oxide
Cri-Act-45A
Cri-C-50B
Hallco® CaOPC
Lot A
89
30
Lot B
94
30
3
Lot C
100
30
3
20
12
7.5
A
A 45% active dispersion of a 2/1 ration of Ca(OH)2 and Magnesium Oxide on fluoroelastomer supplied by Cri-Tech a division of IMMIX Technologies LLC.
B
A 50% active dispersion of Ca(OH)2 on fluoroelastomer supplied by Cri-Tech.
C
A 80% active dispersion of Ca(OH)2 on DOP supplied by C.P. Hall.
Cure Results
Compound
A
B
C
Minimum Torque
(in-lb)
14
15
13
ts2
(min)
4.0
3.8
3.8
t’50
(min)
5.5
5.1
5.4
t’90
(min)
5.8
5.3
5.9
Maximum Torque
(in- lb)
112.0
116.2
114.4
Effects of Storage Conditions
When Ca(OH)2 sample “A” was exposed to room humidity and air for 4 days and compared to a control Lot of Ca(OH)2 “A”
stored in a standard manner in a tightly closed container. The control gave a 0.6 minute faster micro die t’50 with the above
Dyneon™ FC 2174 compound.
4
Curing Fluoroelastomers
Conclusion
The data show variability in cure speed obtained with different lots of Ca(OH)2. The variability seems to be caused by
differences in particle size. The smaller the particle size the more active the Ca(OH)2, therefore causing a faster cure rate.
The larger the particle size the slower the cure rate. No correlation between surface area and cure speed could be made.
Although the correlation could not be made in this study, the purity of the Ca(OH)2 may also effect activity.
It was also found that storage conditions of the Ca(OH)2 could have an effect on the reactivity. Masterbatching the Ca(OH)2
with resins or chemicals can also change the activity.
Magnesium Oxide Effects on Fluorocarbon Elastomer Cure Rate
and Physical Properties
As stated previously, inorganic divalent metal oxides and/or hydroxides activate the incorporated fluoroelastomer cure
system. Magnesium Oxide/Calcium Hydroxide in a ratio of 3:6 phr is the most widely used level in formulating Dyneon™
Fluoroelastomer incorporated cure compounds.
The most common magnesium oxide used is “high activity” magnesium oxide. (In diamine cure systems, a “low activity”
magnesium oxide is used). There are several sources of “high activity” magnesium oxide available in the industry. Maglite
D. Elastomag 170, Starmag U, StanMag AG, to name a few.
Analytical testing of different source magnesium oxides show difference in assay, i.e. % MgO, particle size, various types of
impurities. In most cases compound processing and physical properties using different magnesium oxides sources are negligible. However, in some compound recipes, cure rheology and physical property differences can occur.
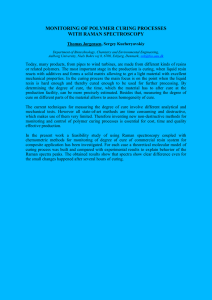
Effects of Contamination on Cure Rheology
Any contaminates can and will markedly detract from the rheological, physical and chemical resistant properties of
fluoroelastomers. The following MDR of FE 5640 chart shows the effect on cure rate of contamination by water or condensation
in a fluoroelastomer compound and the effect on cure rate of contamination by sulfur (or sulfur containing compounds such
as EPDM and neoprene) in a fluoroelastomer compound. An exception to sulfur contamination in incorporated cure products
is Dyneon Fluoroelastomer FG 5630, FG 5661 and FG 5690.
5
Curing Fluoroelastomers
Post Curing Fluoroelastomers
Post curing at elevated temperatures is used to develop maximum tensile strength and compression set resistance in
Dyneon fluoroelastomers. General post cure conditions are 16-24 hours at 232-260°C (450-500°F). Post curing at
temperatures greater than 260°C (500°F) is not recommended because of adverse effects on other physical properties. The
following table shows the effect of post cure on the physical properties of Dyneon FE 5642Q and FE 5640Q. In general,
similar results would be observed with other Dyneon fluoroelastomers.
Effect of Post Cure Conditions on Physical Properties
Effect of Time
Dyneon FE 5642Q
Typical Properties of Vulcanizate (Data not for specification purposes)
Compound
phr
FE 5642Q
100
MT Black (N990)
30
MgO
3
Ca(OH)2
6
6
Curing Fluoroelastomers
Post Cured 232°C (450°F)
Tensile, psi (MPa)
1
0 Hours
2 Hours
4 Hours
6 Hours
8 Hours
16 Hours
1330 (9.2)
1725 (11.9)
1830 (12.6)
1895 (13.1)
2000 (13.8)
2085 (14.4)
Elongation (%)
335
100% Modulus, psi (MPa)
Hardness Shore “A”
Compression Set, %
70 hours @ 200°C (392°F)
2
300
290
285
300
275
480 (3.3)
500 (3.4)
520 (3.6)
525 (3.6)
550 (3.8)
560 (3.9)
70
72
71
71
73
72
42
21
20
21
20
18
Dyneon FE 5640Q
Typical Properties of Vulcanizate(Data not for specification purposes)
Compound
phr
FE 5640Q
100
MT Black (N990)
30
MgO
3
Ca(OH)2
6
Post Cured 232°C (450°F)
0 Hours
2 Hours
4 Hours
6 Hours
8 Hours
16 Hours
Tensile psi (MPa)
1350 (9.3)
1610 (11.1)
1700 (11.7)
1755 (12.1)
1885 (13.0)
1955 (13.5)
Elongations (%)
265
225
225
225
230
225
615 (4.2)
660 (4.6)
700 (4.8)
725 (5.0)
340 (2.3)
Hardness, Shore ”A“
74
76
76
75
76
77
Compression Set, %
70 hours @ 200°C (392°F)
32
18
16
14
15
13
100% Modulus psi (MPa)
2
1
2
Dumbbell test specimens per ASTM D.412
Method “B”, O-Rings per ASTM D395
Effect of Temperature (Time: 2 hours)
Dyneon FE 5640Q
Typical Properties of Vulcanizate(Data not for specification purposes)
Compound
phr
FE 5640Q
100
MT Black (N990)
30
MgO
3
Ca(OH)2
6
Post Cure Temp. °F (C°)
392 (200)
450 (232)
500 (260)
1560 (10.8)
1610 (11.1)
1800 (12.4)
255
225
220
610 (4.2)
660 (4.6)
725 (5.0)
Hardness, Shore “A”
75
76
77
Compression Set, %
70 hours @ 165°C (329°F)
23
18
17
Tensile Strength, psi (MPa)
Elongation, %
100% Modulus, psi (MPa)
7
760 (5.2)
Curing Fluoroelastomers
Post Cure Conditions
“Thin” cross-section parts are defined as up to and including 3/8 inch (9.5 mm), “thick” cross-section as over 3/8 to 1 inch,
and “very thick” cross-sections as over 1 inch (25.4mm). Press cure time and temperature will vary with compound, part
shape and size, and be directly dependent on cure speed and development of properties for demolding. A good indicator of
undercure is a stock that has little rebound after stretching where either the mold time and/or molding temperature must be
increased or additional accelerator/Dynamar™ FX 5166/or CaOH2 must be added.
Thin Parts
Thin cross section parts should not require special consideration.
Thick Parts
Thick cross sections will always require 3 to 5 PHR CaO. In addition, a very thick part may require longer cures at lower temperatures to regulate the amount of water given off during the press cure and insure that the center of the part has seen
cure temperature for a sufficient amount of time. Experiments in the laboratory have shown that an 8 inch x 4 inch diameter
solid cylinder of fluoroelastomer may require 8 hours in the press at 177°C (350°F) before the center of the cylinder reaches
163°C (325°F).
Press curing at too high a temperature 204°C (400°F) may result in exothermic reactions, and/or back rinding of the part due
to thermal expansion. Post curing a thick part has similar restrictions since the part must be uniformly heated and allowed to
thermally expand, although the actual cross linking reactions start to become significant above 143°C (290°F). Imperatively,
another reaction occurs above 232°C (450°F) where improved compression set results. It has also been observed that very
thick parts do not develop the same physical properties/tensile, modulus, elongation in the center of the part as along the
outer side and will not develop these properties even after post cure.
An assumed heating rate of one hour per inch at temperature should be used. If possible very thick parts be post cured, if
necessary, immediately after press curing since the material is thermally expanded and at cure temperature. If a part is
allowed to cool to ambient conditions then a longer step cure may be required. Specifications or field performance requirements will determine whether post cure is necessary.
Although the heat history of fluoroelastomer compound is an additive function, it is customary to remill (refine) compounded
stock several days or weeks after the compound was originally mixed. There may be some advance in the compound
viscosity but there will be a noticeable improvement in some physical properties. This is probably a result of improved filler
dispersion. The refining operation follows basically the same recommended procedure as mill mixing, but the mixing time is
much shorter being 5 to 10 minutes and allowing the compound temperature to be in the 82° to 93°C (180° to 200°F) range.
Very Thick Parts
All compounds cannot be successfully post cured in thick or very thick cross sections. Post curing up to 177°C (350°F)
following the guidelines should be successful, post curing over 204°C (400°F) is not recommended nor should it be attempted.
Guidelines to Step-Post Cure
Thin
Thick
Very Thick
Temperature
–
–
*
*
93°C (200°F)
*
*
121°C (250°F)
–
*
*
149°C (300°F)
–
*
*
163°C (325°F)
–
*
**
177°C (350°F)
–
**
Not Recommended
204°C (400°F)
16-24 Hrs.
Not Recommended
Not Recommended
232°C (450°F)
16-24 Hrs.
Not Recommended
Not Recommended
260°C (500°F)
* Assume 1 hour at temperature per inch of cross section
**16-24 Hrs. at temperature
8
ISO 9001/QS-9000
All Dyneon™ fluoroelastomers are manufactured at ISO 9001 registered facilities.
Dyneon fluoroelastomers produced in North America are manufactured at
QS-9000 registered facilities.
Safety/Toxicology
Follow recommended handling precautions for use of Dyneon™ Fluoroelastomers.
General handling precautions include: (1) Store and use all Dyneon fluoroelastomers only in well ventilated areas. (2) Do not smoke in areas contaminated with
dust from Dyneon fluoroelastomers. (3) Avoid eye contact. (4) After handling
Dyneon fluoroelastomers wash any contacted skin with soap and water.
Potential hazards, including evolution of toxic vapors, do exist during compounding or processing under high temperature conditions. Before processing Dyneon
fluoroelastomers, consult the product MSDS (Material Safety Data Sheet) and
follow all label directions and handling precautions. You should also read and follow all directions from other compound ingredient suppliers. Material Safety Data
Sheets on Dyneon products are available from your Dyneon Sales Representative
or by dialing 651-733-5353.
Technical Information and Test Data
Technical information, test data, and advice provided by Dyneon personnel are based
on information and tests we believe are reliable and are intended for persons with
knowledge and technical skills sufficient to analyze test types and conditions, and to
handle and use raw polymers and related compounding ingredients. No license
under any Dyneon or third party intellectual rights is granted or implied by virtue of
this information.
Important Notice:
Because conditions of product use are
outside Dyneon’s control and vary widely,
user must evaluate and determine whether
a Dyneon product will be suitable for user’s
intended application before using it.
The following is made in lieu of all
express and implied warranties (including warranties of merchantability and
fitness for a particular purpose):
If a Dyneon product is proved to be
defective, Dyneon‘s only obligation,
and user’s only remedy, will be, at
Dyneon‘s option, to replace the quantity
of product shown to be defective
when user received it or to refund
user’s purchase price. In no event will
Dyneon be liable for any direct, indirect,
special, incidental, or consequential
loss or damage, regardless of legal
theory, such as breach of warranty or
contract, negligence, or strict liability.
© Dyneon 2001
Issued: 05/01
Printed in USA
98-0504-1069-9
All Rights Reserved
Dyneon Sales Offices:
Dyneon LLC
6744 33rd Street North
Oakdale, MN 55128
Phone: +1 800 723 9127
+1 651 733 5353
Fax: +1 651 737 7686
Product Information:
+ 1 651 733 5353
+ 1 800 723 9127
Dyneon and Dynamar are trademarks
of Dyneon
Maglite and Hallco are trademarks of
C.P. Hall Company