Chemical Engineering and Processing 43 (2004) 1211–1222
Mixing of complex fluids with flat-bladed impellers: effect of impeller
geometry and highly shear-thinning behavior
Rajeev K. Thakur, Ch. Vial1 , G. Djelveh∗ , M. Labbafi
Laboratoire de Génie Chimique et Biochimique, Université Blaise Pascal, 24 Avenue des Landais, BP 206, F-63174 Aubiere Cedex, France
Received 25 June 2003; received in revised form 14 November 2003; accepted 14 November 2003
Available online 13 January 2004
Abstract
Mixing of rheological complex fluids was investigated using flat-bladed impellers as close-clearance agitators in the laminar regime. Two
Newtonian and six highly shear-thinning fluids were used. The non-Newtonian fluids were adequately described by a power-law model with a
flow index n between 0.1 and 0.4. Power draw analysis was used to explore the combined influence of pseudoplasticity and impeller geometry.
Geometry was studied first by varying the column-to-impeller diameter ratio, and then by combining several similar mixing elements on the
same shaft. For pseudoplastic fluid, the Rieger–Novak and the power curve methods as well as an original Couette analogy were used for
estimating the effective shear rate and the proportionality constant KS . A good agreement was obtained between these three methods. KS
was shown to be nearly independent of n: the Metzner–Otto assumption was shown to be valid for all the geometries studied. A generalized
dimensionless power draw curve which took pseudoplasticity into account was obtained by shifting the non-Newtonian results to the Newtonian
curve. The effectiveness of flat-bladed impellers for dispersive mixing in complex fluids proved in previous works was explained by the fact
that the effective shear rate remained high even when power consumption dramatically decreased with n.
© 2003 Elsevier B.V. All rights reserved.
Keywords: Non-Newtonian mixing; Effective shear rate; Flat-bladed impeller; Power consumption; Shear-thinning fluids
1. Introduction
Mechanically stirred vessels are commonly used in the
process industries to fulfill a large variety of tasks, including the classical mixing of miscible fluids in single-phase
flows (distributive mixing), but also powder dispersion or
solid blending, dispersion of an immiscible liquid phase for
mass transfer or emulsification, gas dispersion into a continuous liquid phase for mass transfer or sometimes in order
to form foams in food industries. Mixing operations involving several phases are generally referred to as dispersive
mixing. Chemical engineers and food processors often deal
with complex fluids in the laminar regime which are usually highly viscous and shear-thinning, sometimes exhibiting a highly viscoelastic behavior. It is clear that both vessel
shape and impeller design have to be adapted to take these
∗ Corresponding author. Tel.: +33-473-405-055;
fax: +33-473-407-829.
E-mail addresses: christophe.vial@univ-bpclermont.fr (Ch. Vial),
djelveh@gecbio.univ-bpclermont.fr (G. Djelveh).
1 Tel.: +33-473-405-266; fax: +33-473-407-829.
0255-2701/$ – see front matter © 2003 Elsevier B.V. All rights reserved.
doi:10.1016/j.cep.2003.11.005
properties into account, for distributive as well as for dispersive mixing. Generally, close-clearance impellers such as
anchors, helical screws or helical ribbons, are recommended
for mixing highly viscous non-Newtonian fluids as the most
effective mixers. However, such impellers, for example helical ribbons, are sensitive to highly shear-thinning behavior
which reduces their mixing effectiveness [1]. Similarly, for
gas dispersion in such fluids, their effectiveness remains unfortunately low. As an illustration, for foaming process in
food industries, an ideal mixer should promote gas dispersion and at the same time mix the fluid efficiently to favor
a rapid mixing and diffusion of proteins and surfactants to
the gas–liquid interfaces. Up to now, there is no definitive
answer to the problem of gas dispersion in highly viscous
fluids. Although combinations of conventional geometries
have been suggested a priori as potential solutions, e.g. by
combining a helical ribbon and a Rushton turbine [2], gas
dispersion in highly viscous fluids remains an open question.
This is the reason why, in the process industries, gas dispersion in complex fluids is generally carried out in mixing
units that not necessarily the most adequate, but are generally more effective than conventional mixing tanks equipped
1212
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
with ribbons or anchors. These units can be divided into two
groups. The first group consists of rotor–stator units using
a large solid rotor generally equipped with pins, as well as
a narrow gap between rotor and stator, the size of which
is around a few millimeters or may be lower. These rotors
are driven at high rotational speed, generally between 1000
and 10,000 rpm [3]. The second group is characterized by
scraping agitators and corresponds to scraped surface heat
exchangers. Such mixing units can be operated using either
large solid or small open (i.e. small volume) rotors, both
equipped with scraping blades [4,5], but rotational speed is
generally lower than 1000 rpm for practical applications.
Even though both groups of mixing units are widely used in
the industry, they present a high power consumption level
and were not originally designed for gas dispersion.
Recently, Thakur et al. [6] proved that open non-scraping
impellers favor gas dispersion even at low rotational speed,
requiring a fairly low level of energy consumption to make
food foams, as compared to solid rotors. The characteristics
of impellers that have to be preferred for gas dispersion
non-Newtonian viscous fluids are therefore:
• a small gap between blades and wall (close-clearance);
• a small volume (open) rotor that favors backmixing, increasing bubble residence time;
• blades without holes that enforce the fluid to move through
the gap.
Their results proved that large rotors and high-speed rotating impellers are not necessary to form small bubbles,
while scraping devices are needed only when heat transfer at the wall is the limiting step, for example, for freezing in ice cream manufacturing. In other cases, the authors
recommended flat-bladed impellers that fulfill all the conditions mentioned above. Flat-bladed impellers have been
already used for a wide range of industrial processes, for
example, for mixing of powders [7], but generally not as
close-clearance agitators. They constitute one of the simplest
types of mixing elements. However, even for such simple
systems, the literature contains only sketchy information at
best, both in single-phase and multiphase flows.
The goal of this paper is to analyze the mixing processes
in terms of power consumption in laminar mixing region.
This approach affords an estimation of shear rate as a function of geometry of impeller, rotation speed and fluid properties that can be used for scale-up purpose. Geometry is
investigated using both the combination of several similar
mixing elements and the column-to-impeller diameter ratio on the basis of power consumption measurements. Experiments are also used to gain insight into the role played
by pseudoplasticity and viscoelasticity, especially to estimate the deviations from the Newtonian power input when
highly shear-thinning fluids are involved. The influence of
pseudoplasticity is analyzed using the classical approaches
found in the literature, such as Metzner–Otto concept [8],
Rieger–Novak method [9] and a Couette analogy developed
in this work.
Le
ne=2
(a)
D
DC
ne=3
(b)
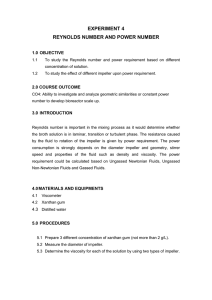
Fig. 1. Description of mixing unit (a) and impeller geometry (b).
2. Materials and methods
2.1. Experimental set-up
The mechanically stirred column used in this work is similar to that in [6] for their experimental study. The inner
column diameter DC is 35 mm for a total column length
of 440 mm. Rotational speed N of impeller can be varied from 100 to 1500 rpm using a speed-controlled engine
(IK LaborTechnik RE-16 from Ikavisk, Germany). A stress
gauge torquemeter (IK MR-D1 from Ikavisk) enables the
measurement of the torque (T) on the shaft of the impeller up
to 1 N m with an accuracy of 0.5% full scale. Torque measurements have been validated using concentric cylinders of
25, 30 and 33 mm diameter respectively. Column temperature can be controlled to maintain constant rheological properties using a water circulation in the jacket around the column. All experiments have been conducted at 25 ◦ C. Mixing has been carried out using flat-bladed elements formed
by four right-angle paddles, the diameters (D) were 22, 28
and 33 mm, which corresponds column-to-impeller distance
of 6.5, 3.5 and 1.0 mm respectively. Element length (Le ) is
always 65 mm. The agitators used in this work were formed
either with ne = 2 or 3 consecutive identical elements, as
shown in Fig. 1. This figure summarizes the geometrical
characteristics of an element and shows how they are located
in the column. The detailed specifications of the impellers
used in this work are reported in Table 1. As preliminary
Table 1
Description of the impellers used in this work
Abbreviation
FB-33-3
FB-28-3
FB-28-2
FB-22-3
FB-22-2
Geometrical characteristics of the impellers
D (m)
D/DC
Le (m)
ne
0.033
0.028
0.028
0.022
0.022
0.94
0.80
0.80
0.63
0.63
0.065
0.065
0.065
0.065
0.065
3
3
2
3
2
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
experiments had proved that there was no difference between
torque measurements in the batch and the continuous mode,
measurements were conducted only in the batch mode. This
was probably due to the low flow rate values generally used
in such units, with a mean residence time usually between
5 and 10 min.
2.2. Fluids and rheology
Two Newtonian fluids and six highly shear-thinning fluids have been prepared for this work. Steady shear viscosity
as well as primary normal stress difference were measured
using a stress-controlled rheometer (SR-5 from Rheometric ScientificTM , USA) equipped with a Peltier circulator
for temperature control. Newtonian fluids include pure and
aqueous solutions of glycerol denoted GLY (Acros Organics, USA), as well as a solution of polyalkylene glycol polymers (Emkarox HV45 from Uniquema, The Netherlands)
denoted HV45. For non-Newtonian fluids, the study focuses
on highly shear-thinning fluids that can be adequately fitted
using a power-law model with a flow index n between 0.10
and 0.40. In this case, shear stress τ can be related to shear
rate γ̇ using the following equation where k is the consistency factor:
τ = kγ̇ n
(1)
Emulsions denoted E1, E2 and E3 are three model food
emulsions. They have similar components as the model
emulsion used in a previous work [6], but the amount of
fats and starch differs between E1, E2 and E3 to modify
their rheological properties. The three other shear-thinning
fluids are a 2% xanthan aqueous solution (XAN), a 2% guar
aqueous solution (GUA) and a polyacrylamide aqueous
solution (PAA).
Fluid properties have been measured at the temperature
used for mixing experiments, i.e. 25 ◦ C. At this temperature, all fluids can be adequately described by a two
parameter power-law model in the range of shear rate studied in this work. However, non-Newtonian fluids can be
divided into two classes depending on either they exhibit a
measurable primary normal stress difference N1 or only a
1213
shear-dependent viscosity. In this study, only PAA presents
non-negligible viscoelastic properties when the shear rate is
higher than 100 s−1 . In this case, the primary normal stress
difference has been fitted using a power-law model too:
N1 = pγ̇ q
(2)
Finally, the resulting values obtained by linear regression of
power-law parameters for shear viscosity, primary normal
difference as well as Newtonian viscosity are reported in
Table 2.
3. Results and discussion
3.1. Newtonian power input
Power consumption for Newtonian fluids is usually expressed by the dimensionless power number NP as a function of the rotational Reynolds number Re when no vortex is
present. This procedure provides a single master curve that
depends only on impeller geometry and can be used to predict power requirements for any given fluid properties (density ρ and viscosity µ), impeller dimensions and rotational
speed. In the laminar regime, the quantity KP is defined as
follows:
NP Re = KP
(3)
KP should be only a function of impeller geometry for
any Newtonian fluid. A significant deviation from Eq. (3)
may be used to detect the end of the laminar mixing
region.
In this work, torque data obtained with GLY and HV45
as Newtonian fluids have been transformed into power input
using the classical dimensionless form of NP for all the impellers (see e.g. [10,11]). The results have been expressed as
a function of Re in order to obtain the master curve NP versus
Re. For each impeller, KP has been estimated by performing
a regression analysis on the power curve data. Experimental results confirm that the laminar regime prevails inside
the column up to about Re ≈ 30 according to Eq. (3). As
expected, power consumption increases both with impeller
Table 2
Description of the fluids used in this work
Abbreviation
GLY
HV45
PAA
E1
E2
E3
XAN
GUA
Rheological properties of the fluids
k (Pa sn )
n
Shear rate (s−1 )
p (Pa sq )
q
Shear rate (s−1 )
0.78
3.78
52.7
110
130
152
11.2
124
1
1
0.4
0.26
0.27
0.31
0.18
0.12
0.1–1000
0.1–1000
10–1000
0.1–1000
0.1–1000
0.1–1000
0.1–1000
1–500
–
–
94.8
–
–
–
–
–
–
–
0.62
–
–
–
–
–
–
–
100–1000
–
–
–
–
–
1214
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
Power number NP
10000
1000
100
10
HV45
GLY
Eq. (4)
1
0.1
1
10
100
Re
Fig. 2. Example of power data for Newtonian fluids (FB-28-3).
diameter D and element number ne . KP is shown to be nearly
proportional to the number of elements, which proves that
there is no significant interaction between them. For all the
impeller geometries used in this work, a regression analysis
on KP data provides the following correlation in the laminar
regime:
ne Le
DC − D −0.42
KP = 164.8
(4)
D
D
Fig. 2 illustrates the typical Newtonian power consumption
behavior depicted by Eq. (3) for impeller FB-28-3 and also
includes the calculated NP versus Re curve obtained using
the estimation of KP from Eq. (4). As can be seen, there is a
good agreement between predictions and experimental data.
As indicated above for scale-up purpose it is usual to represent the mixing efficiency of any impeller by postulating
a relationship between an effective shear rate γ̇a around the
impeller and rotational speed [1]:
γ̇a = KS N
(5)
KS is the proportionality constant and is a priori a function
of fluid properties. For example, it may depend on the flow
index and be expressed as KS (n). But ideally, KS is a constant that should be insensitive to the rheological properties
of the fluids in the laminar regime for any given impeller
geometry. This assumption is the basis of the Metzner–Otto
concept [8] which is still extensively used for scale-up purpose in the process industry when engineers have to deal
with non-Newtonian media [12]. As an illustration, most
conventional viscosimetry techniques used for chemical, biological or food media result directly from the application
of this concept [13,14]. The conventional methods for KS
determination that have been developed in the literature are
summarized in [14], but are also described in Section 3.2.
With these methods, KS cannot be found using only Newtonian fluids, but its estimation generally requires duplicate
power consumption measurements using both Newtonian
and non-Newtonian fluids in order to modify n. KS values
obtained for non-Newtonian fluids may depend on n and
must be noted KS (n), while the Newtonian fluids are generally used as a reference. Conversely, we propose here to
develop a specific method in order to estimate KS using only
Newtonian fluids. Such values will be noted KS (n = 1). As
this method is original, one of the objectives of this paper
will also be to check whether there is a compatibility between KS (n = 1) and KS (n) values obtained by conventional
methods.
The classical Couette analogy consists in determining the
equivalent diameter D∗ of a cylinder that exhibits a power
consumption equal to that of the impeller as a function of
rotational speed [15]. However, D∗ is a function of fluid
properties: for power-law fluids, it is a function of flow
index D∗ (n). Carreau and coworkers [15] showed that D∗
varies only slightly with n for helical ribbon impellers, which
should correspond to a KS value nearly independent of n
[1]. However, this method still requires torque measurements using both Newtonian and non-Newtonian fluids. In
the modified method that is suggested here, one looks for a
two-parameter model using only the Newtonian power input data: the first one is D∗ = D∗ (n = 1), while the second
is a radial coordinate ro in the Couette geometry for which
the shear rate depends slightly on n.
For any power-law fluid, the shear rate in a Couette geometry of internal diameter D∗ and external diameter DC can
be estimated as a function of n, N and the radial coordinate
r using:
∗ 2/n −1
4πN D∗ 2/n
D
(6)
γ̇(r, n) =
1−
n
2r
DC
A relation between D∗ and DC can be deduced by evaluating
shear rate from Eq. (6) when r = DC /2, injecting Eq. (1)
and using the torque balance in a Couette geometry. Details
of the calculations are reported in Appendix A. The result
corresponds to Eq. (7):
−n/2
2 1/n
πkn
L
D
4πN
e e C
D∗ = DC 1 +
(7)
n
2T
As a first approximation, D∗ can be considered to be independent of n and can be estimated using power input data
obtained with the Newtonian fluids only. Using the Newtonian and non-Newtonian test fluids as well as Eq. (7), Table 3
confirms that D∗ is experimentally a weak function of n for
flat-bladed impellers. Experimental results also show that
D∗ is always close to D, as D∗ /D remains between 0.94
and 0.98 in this work. Furthermore, D∗ appears to tend to
D when the ratio D/DC decreases. Using again Eq. (6), it is
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
Fluid
D∗ (m)
GLY
HV45
PAA
E1
E2
E3
XAN
GUA
0.031
0.031
0.030
0.031
0.032
0.032
0.031
0.031
possible to show that there is a radial coordinate for which
γ̇/N is nearly independent of n:
n = 0.1
n = 0.2
n = 0.4
n = 0.6
n = 0.8
n = 1.0
1200
800
400
(8)
The existence of ro needs that the following condition is
fulfilled:
D∗ ≤ 2ro ≤ DC
1600
0
0.031
0.032
0.033
(9)
Note that a roughly similar method was used recently by
Chavez-Montes et al. [16] for other impeller geometries in
order to measure the apparent viscosity. However, their analysis needs to collect torque data on the external cylinder
of their tank, which limits the applicability of their results
to batch units based on the principle of a strain-controlled
rheometer. By contrast, the model developed here correspond to the most common situation when torque data are
collected on the shaft of the impeller, which enables their
application to any impeller-driven system equipped with a
torquemeter, regardless of its dimension and location, either
in the batch or the continuous mode.
The parameter ro of Eq. (8) can be found by minimizing
the function f(r) defined by Eq. (10) using a least-square
Levenberg–Marquardt algorithm for n between 0.1 and 1,
which corresponds to the flow index of the fluids used in
this work:
1 f(r) =
[γ̇(r, i) − γ̇(r, 1)]2
(10)
N
0.034
2⋅r (m)
Fig. 3. Radial evolution of shear rate in the Couette geometry as a
function of fluid properties for impeller FB-33-3 between D∗ = 0.031 m
and DC = 0.035 m.
γ̇(ro , n) and γ̇(ro , 1) is less than ±2% for FB-33-3 and less
than ±4% for FB-28-2 and FB-28-3, but it is a around ±7%
for FB-22-2 and FB-22-3: as expected, shear rate deviates
from the Couette model when clearance increases. The good
agreement obtained with FB-33-3 is illustrated by Fig. 4
γ⋅ (r0 ,n
600
500
+3%
400
-3%
0.1≤i≤1
300
n=0.8
n=0.6
n=0.4
200
n=0.2
n=0.1
100
0
0
100
200
300
γ⋅ (ro ,1
400
500
600
(
The optimization procedure shows that ro always exists for
any flat-bladed impeller used here. As an illustration, calculated γ̇(r, n) values are presented in Fig. 3 at a given rotational speed as a function of r and n for impeller FB-33-3.
This figure confirms graphically the existence of a unique radial coordinate ro between D∗ /2 and DC /2 (around 0.0162 m)
for which γ̇ is nearly independent of n for this impeller.
Results from the optimization procedure show that ro increases when D increases. Similarly, the ratio 2ro /D tends to
1 when D increases. The difference in ro observed respectively between FB-28-2 and FB-28-3, as well as between
FB-22-2 and FB-22-3 are less than 1%, which proves that
ro is clearly insensitive to ne . The relative deviation between
0.035
(
∀N,
γ̇(ro , n)
γ̇(ro )
γ̇(ro , 1)
≈
=
N
N
N
γ⋅(r ,n
(
Table 3
Estimation of the equivalent diameter D∗ of a virtual Couette geometry
from experimental data (Eq. (7)) for impeller FB-33-3 as a function of
fluid properties
1215
Fig. 4. Comparison of γ̇(ro , n) and γ̇(ro , 1) values for FB-33-3 at the
same rotational speed.
1216
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
Table 4
Comparison of Couette analogy, slope and power curve method for KS
estimation
KS values
Couette (Eq. (11))
Slope method
PAA∗
E1∗
E2∗
E3∗
XAN∗
GUA∗
FB-33-3
FB-28-3
FB-28-2
FB-22-3
FB-22-2
51.9
51.6
71.0
49.2
43.5
52.3
59.5
51.6
27.3
30.4
28.5
30.3
27.8
×
30.0
42.8
27.2
29.7
×
29.0
×
29.3
–
28.2
16.0
19.0
–
18.5
18.9
17.8
–
–
16.0
18.3
×
–
–
17.4
–
–
(*) From the power curve method (Eq. (13)); (×) not in the experimental
design; (–) accurate estimation of KS not possible.
which plots γ̇(ro , n) as a function of γ̇(ro , 1) at the same
rotational speed. When ro has been found, a linear relation
between γ̇(ro ) and N can be obtained. Using Eq. (6), this
relation is valid for any n value between 0.1 and 1:
∗ 2 ∗ 2 −1
D
D
γ̇(ro ) = 4π
1−
N = KS N
(11)
2r0
DC
A comparison with Eq. (5) shows that if the Metzner–Otto
concept is valid for the impeller used here, the KS values
obtained from Eq. (11) should be at least proportional to
that of Metzner–Otto. In term of compatibility between both
methods, the ideal situation should be that both would be
equal.
KS values obtained using the Couette analogy have been
reported in Table 4. The data show that the number of elements is of little influence on KS , while KS increases drastically as clearance decreases. These results were expected:
with flat-bladed impellers, shear rate is mainly controlled
by the gap size as far as the ratio Le /DC is high enough to
overshadow the end effects, which is the case here. As a
result, the only key parameter is the ratio D/DC . The steep
increase in KS with D/DC could not be fitted using a simple
power-law relation, but the following expression has been
found:
D
KS (n = 1) = exp 3.25
+ 0.69
(12)
DC
Note that Eq. (12) has been obtained using only torque
data of Newtonian fluids. As a conclusion, flat-bladed impellers behave nearly as ideal impellers with Newtonian fluids: power consumption is proportional to impeller length
when ne Le D and KS depends only on clearance.
3.2. Influence of shear-thinning behavior
The influence of pseudoplasticty on power consumption
can be analyzed using the Metzner–Otto concept. As already
mentioned, this approach is based on Eq. (5) as an empirical assumption. Although Metzner–Otto assumed that KS
was a proportionality constant independent of the rheolog-
ical properties of the fluid, many authors have doubted as
to whether this is true for highly shear-thinning fluids. Despite a recent contribution based on CFD that attended to
give a theoretical support and to highlight the limitations of
Metzner–Otto concept for anchor impellers [17], its applicability still remains questionable for many mixing devices, as
KS often appears to be a function of flow index for power-law
fluids. As an illustrations, several authors [1,18] reported a
strong dependence of KS on n for highly shear-thinning fluids using helical ribbons. This trend was confirmed for other
types of impellers: for example, a strong evolution of KS
with n at very low rotational speed (<10 rpm) was observed
with flag impellers [19]. Nevertheless, empirical KS values
are extensively tabulated for various mixers in the literature
and Metzner–Otto method is still recommended as a standard procedure for mixing analysis with close-clearance impellers in the laminar regime [12]. In this work, we will consider that the proportionality constant can be written KS (n)
and depends a priori on n.
The procedures used in the literature for KS (n) estimation, known as viscosity matching techniques, have been
summarized in [14], such as the power curve and the torque
curve method. The power curve method corresponds to
the most classical technique used in the literature. For any
non-Newtonian fluid, the average shear rate is calculated
from torque data using the following expression:
1/n−1
1
2πT
γ̇a =
= KS (n)N
(13)
k NKP D3
This expression can be deduced from Eq. (3) using the definitions of NP , Re and the fact that power on the shaft is
equal to the product 2πNT. The slope of the average shear
rate values versus N obtained by regression analysis gives
access to KS (n).
An alternative procedure, denoted sometimes as the slope
method, was also suggested by Rieger and Novak [9]. This
consists in plotting power number NP as a function of a
modified Reynolds number Rem defined as follows:
Rem =
ρN 2−n D2
k
(14)
Power consumption data can be used to estimate KP (n) values obtained from Eq. (14):
NP Rem =
2πT
= KP (n)
kNn D3
(15)
Considering γ̇a = (k/µ)1/n−1 , KS is deduced by combining
Eqs. (3), (5) and (15):
KP (n) 1/n−1
(16)
KS (n) =
KP
where KP is defined by Eq. (3) for Newtonian fluids. If KS
does not depend on n, the proportionality constant can be
obtained directly from the slope of the straight line resulting
from the plot of log(KP ) versus (1 − n). This justifies the
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
.
γ a s −1
( )
500
PAA
XAN
Couette
400
300
200
100
0
0
5
10
N (s-1)
15
20
Fig. 5. Typical KS determination from the power curve method and
comparison with the predicted curve using the KS value from the Couette
analogy (impeller FB-28-3).
name of “slope method”. Note that this method, unlike the
power curve method, assumes that the Metzner–Otto concept
is valid. To circumvent this limitation, it is possible to apply
directly Eq. (16) for estimating KS (n) when the applicability
of Eq. (5) is doubtful. This method will be referred to as the
direct calculation of KS (n).
KS was first determined for each non-Newtonian fluid using the power curve method (Eq. (13)). A typical plot for
KS determination on impeller FB-28-3 is reported in Fig. 5
for the 2% xanthan solution XAN and the polyacrylamide
solution PAA. This figure illustrates the results obtained for
all impellers: γ̇a is generally proportional to N for a certain
range of N values. In Fig. 5, the plot is nearly linear for
PAA up to N equal to 20 s−1 , but it deviates for XAN when
N is higher than 8 s−1 , which corresponds to the end of the
laminar region. This figure also shows the good agreement
between the values obtained from the power curve method
and the modified Couette analogy respectively for impeller
FB-28-3. KS (n) values for each impeller have been determined in this way for all the shear-thinning fluids. The results are reported in Table 4 and compared to those of the
Couette analogy. In this table, the symbol (–) represents the
experiments for which an accurate estimation of KS (n) could
not be obtained because the linear region was too short. This
may correspond either to the end of the laminar region or to
the limits of the power-law region, especially for PAA that
presents a Newtonian region when shear rate is lower than
1 s−1 followed by a transition region between 1 and 10 s−1 .
The results in Table 4 also show that KS (n) depends only
slightly on the element number ne and on the flow index
n, even for highly shear-thinning fluids. By contrast, the
dependence on D/DC appears to be strong for flat-bladed
1217
impellers, as expected. These results tend to prove that
the Metzner–Otto concept may be valid and that the slope
method could be applied. This also differs from recent
studies cited previously on helical ribbon impellers that
report a strong dependence on n for highly shear-thinning
fluids. There are however some punctual deviations. The
largest discrepancies are observed for PAA with impeller
FB-33-3 and for GUA with impeller FB-28-3. These will
be discussed later when both the slope method and the direct calculation of KS (n) will be compared. In Table 4, one
should also note that KS (n) values from the power curve
method are very close to that of the Couette analogy. These
results are in agreement with those presented in Fig. 5.
However, it appears that the power curve method generally
provides KS (n) values a bit higher, especially when clearance increases. The agreement between both methods can
however be considered as satisfactory if we consider that
the Couette analogy is based on power input data using only
Newtonian fluids, while the power curve method requires
additional experiments with non-Newtonian test fluids.
From experimental data, power number NP was plotted
versus Rem for all impellers. Results are reported in Fig. 6
for impeller FB-28-3. KP (n) values can be easily deduced
from these plots (Eq. (15)). As expected, the results show
that KP (n), and consequently power consumption, dramatically decrease when n decreases at a given Rem value. A
typical application of the slope method is reported in Fig. 7
for impeller FB-28-3: KP (n) has been plotted as a function of n − 1 using the data from both the Newtonian and
the non-Newtonian fluids. This figure proves that the slope
method can be applied for flat-bladed impellers and that
KS (n) is only slightly affected by flow index, even for highly
NP
10000
1000
100
10
0.01
GUA
PAA
E1
E2
GLY & HV45
0.1
1
10
Rem
Fig. 6. Power consumption curves: comparison of shear-thinning and
Newtonian fluids for impeller FB-28-3.
1218
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
KP(n)
10000
ln K P(n) = 2127 exp[3.42(n-1)]
R 2 = 0.999
1000
100
10
1
-1
-0.8
-0.6
-0.4
-0.2
0
n-1
Fig. 7. Typical application of the slope method for impeller FB-33-3.
shear-thinning fluids. This result is valid for the five geometrical configurations used in this work.
KS (n) estimations using the direct calculation (Eq. (16))
as well as the slope method have been reported in Table 5, in
which they are compared to the results of the Couette analogy. Using Eq. (15), the largest deviation is reported for PAA
and impeller FB-33-3. One should note that KS (n) values
for GUA are in agreement with other fluids, contrary to that
had been observed previously for the power curve method,
which tends to prove that either Eq. (16) or slope method
give more accurate results than the power curve method. It
is also true that the highest deviations from the straight line
of the slope method or from the direct estimation (Table 5)
appear for the FB-33-3 agitator. However, this may be explained because measurements are particularly difficult with
this impeller, as the gap is only 1 mm: vibrations at high
rotational speed can drastically affect power consumption
measurements, while they are of little influence when the
gap is larger (for 3.5 and 6.5 mm). The results remain how-
Table 5
Comparison of Couette analogy, slope and direct calculation methods for
KS estimation
KS values
Couette (Eq. (11))
Slope method
PAA∗
E1∗
E2∗
E3∗
XAN∗
GUA∗
FB-33-3
FB-28-3
FB-28-2
FB-22-3
FB-22-2
51.9
51.6
67.4
52.6
47.6
52.9
63.7
52.9
27.3
30.4
30.8
32.0
30.5
×
30.9
29.6
27.2
29.7
×
32.1
×
30.3
–
28.5
16.0
19.0
–
20.5
19.0
18.5
–
–
16.0
18.3
×
–
–
18.0
–
–
(*) From the direct calculation (Eq. (16)); (×) not in the experimental
design; (–) accurate estimation of KS not possible.
ever quite satisfactory, even for this impeller. The high KS (n)
value observed with PAA and impeller FB-33-3 cannot be
attributed to viscoelastic forces because these are known to
decrease KS (n) [12,15]. For flat-bladed impellers driven under high-speed conditions, it seems that the effect of viscoelasticity is overshadowed by shear-thinning, which is in
agreement with the conclusions of Doraiswamy et al. [12].
This result is particularly important for gas dispersion, as
bubbles introduced in non-Newtonian media tend to increase
their viscoelastic character [6].
The influence of impeller geometry on KP (n) and KS (n)
can be analyzed as a function of element number and diameter. Even for non-Newtonian fluids, KP (n) seems to be
nearly proportional to ne , which is in agreement with the
results obtained for KP with Newtonian fluids (Eq. (4)). As
shown in Fig. 6, KP (n) values exhibit a strong dependence
on n and decrease significantly with n. By contrast, the influence of the gap size on KP (n) decreases as shear-thinning
behavior increases. As already seen for Newtonian fluids,
KS (n) depends only slightly on ne . Power curve method,
slope method as well as the direct method are in good agreement and show that KS (n) is nearly independent of n between 0.1 and 1. As a conclusion, the Metzner–Otto concept
seems to be valid for flat-bladed impellers. KS (n) depends
therefore only on the gap size. Using the direct calculation,
KS (n) can be fitted using the following expression:
D
KS (n) = KS = exp 3.41
+ 0.86
(17)
DC
Note that this relation only slightly differs from Eq. (12)
which had been obtained using only Newtonian fluids.
Eq. (17), as well as KS (n) values reported in Tables 4 and 5,
show that the slope method and the direct approach generally lead to slightly higher values than the Couette method.
The results are however quite close if we consider that they
stem from different fluids and experiments. As a conclusion, it appears that KS values from the modified Couette
analogy and other techniques can be considered as equal for
flat-bladed impellers and that there is a good compatibility
between the Couette analogy developed in this work and
more conventional methods.
Finally, KP (n) can therefore be predicted by combining
Eqs. (4), (16) and (17):
ne Le
DC − D −0.42
KP (n) = 164.8
D
D
n−1
D
× exp 3.41
+ 0.86
DC
(18)
Eq. (18) allows the calculation of a unique generalized dimensionless power curve for any flat-bladed impeller. This
requires the definition of an apparent Reynolds number Rea
expressed as
Rea =
ρN 2−n D2
kKn−1
S
(19)
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
NP
10000
1000
100
GUA
PAA
E1
E2
GLY & HV45
Eq. (18)
10
0.1
1
10
100
Rea
Fig. 8. Generalized dimensionless power consumption curve for impeller
FB-28-3.
Fig. 8 illustrates the plot of NP versus Rea for impeller
FB-28-3: all power draw data are brought together into a
single dimensionless curve, regardless of flow index n. This
figure can also be compared to the set of original power
draw curves (Fig. 6). Similar plots are obtained with other
impeller geometries.
3.3. Relative mixing effectiveness
For homogenization or distributive mixing, the mixer effectiveness depends on two main factors: power consumption and mixing time. However, defining mixing effectiveness is a difficult task and it is generally easier to define
an effectiveness parameter relative to a reference or a parameter which compares the performance of two impellers
[20]. For dispersive mixing, the aim of which is to decrease
the characteristic size (d) of the dispersed phase, it is generally admitted that the mean bubble or droplet size formed
by mechanical stirring in the laminar regime is adequately
described by the dimensionless laminar Weber number We
defined as follows:
τd
k (KS N)n d
We =
=
(20)
σ
σ
where σ is the surface tension for bubbles and the interfacial tension for droplets. The key parameter for dispersive
mixing in Eq. (20) is therefore the effective shear stress applied to the dispersed phase. As previous works have shown
that flat-bladed impellers are efficient for gas dispersion in
non-Newtonian fluids [6], it may be interesting to compare
the stress level applied by flat-bladed impellers as a function
1219
of n to that applied by other more conventional agitators.
This comparison can be conducted as a function of rotational speed, but it seems preferable to consider power consumption rather than rotational speed. A good impeller for
dispersive mixing should indeed provide a high KS values
at the lowest power consumption. The following paragraph
is devoted to the definition of an indicator able to take both
kinds of parameters into account.
In order to compare the mixing characteristics of
flat-bladed impellers to more conventional agitators, two
conventional impellers denoted as reference systems were
selected. The first one is a cylinder which corresponds to
a classical Couette device. The main advantage is that this
particular configuration can be described analytically. The
second reference impeller is an helical ribbon impeller that
has been studied in many works summarized in reference
[1]. The authors report both experimental data and correlations able to predict KP as a function of the geometrical
ratios of these impellers. A power ratio RP (n) based on
power consumption can therefore be defined as the ratio of
the power constant KP (n) of a standard reference impeller
to the power constant of a standard flat-bladed element estimated for the same fluid at the same rotational speed. The
standard geometry that has been retained to compare these
impellers are ne Le = D and D/DC = 0.88. As a result,
RP (n) can be expressed as follows:
RP (n) =
KP (reference; ne Le = D; D/DC = 0.88; n)
KP (flat-bladed; Le = D; D/DC = 0.88; n)
(21)
RP decreases when additional power is required by the
flat-bladed impeller as compared to the reference agitator.
Similarly, one can define a ratio based on effective shear
stress RS (n) that represents the difference in effective shear
stress between two impellers for the same fluid at the same
rotational speed:
KS (flat-bladed; ne Le = D; D/DC = 0.88; n) n
RS (n) =
KS (reference; Le = D; D/DC = 0.88; n)
(22)
The power n in Eq. (22) stems from Eq. (20). Arbitrarily,
one suggests to define the relative effectiveness parameter
Eff(n) which takes both power consumption and stress level
into account as follows:
Eff(n) = RaS × R1−a
P
(23)
The exponent a (0 < a < 1) used to weight each factor is
chosen arbitrarily: when a is higher than 0.5, Eq. (23) tends
to emphasize the influence of the effective shear rate as a
key parameter, while a similar effect is observed for power
requirements when a is lower than 0.5. For practical applications, Eff evaluates the expense of a difference in effective
shear stress between two impellers in terms of power consumption. High values of Eff at a given n value are therefore
an indicator of an impeller adequate for dispersive mixing.
1220
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
1.5
1.25
1
0.75
0.5
0.25
0
0
0.2
0.4
0.6
0.8
1
n
Fig. 9. Evolution of RP , RS and Eff with concentric cylinders as a reference.
For dispersive mixing, a must be chosen higher than 0.5: it
is usually 1 (Eff = RS ) in biological and food applications
for which the only key parameter is the characteristic size of
the dispersed phase. As an illustration, the results presented
below use a = 0.75.
Eq. (4) gives KP = 380.5 for the standard flat-bladed impeller (ne Le = D; D/DC = 0.88). RP and RS values can
be estimated using the relations provided by the literature
for helical ribbon impellers [1] and the analytical solution
of the Couette flow for concentric cylinders. As a result, Eff
values can be evaluated. RP , RS and Eff for a = 0.75 are
reported, respectively in Fig. 9 for concentric cylinders and
in Fig. 10 for the helical ribbon as a reference. Fig. 9 shows
that RS decreases slightly when n increases, while RP rises
slightly with n when the Couette geometry is the reference.
Actually, the effective shear rate produced by flat-bladed
impellers is always around 80% of that of concentric cylinders. RS tends to 1 when n tends to 0.1, which proves that
1.5
1.25
1
0.75
0.5
RP
RS
Eff
0.25
0
0
0.2
0.4
0.6
0.8
1
n
Fig. 10. Evolution of RP , RS and Eff with helical ribbon as a reference.
flat-bladed impellers tend to behave as concentric cylinders
when pseudoplasticity increases. Consequently, Eff is nearly
independent of n in the range 0.1–1 and remains close to
1 (Fig. 9). As a conclusion, the indicator Eff shows that
flat-bladed impellers and Couette device are equivalent in
terms of dispersive mixing effectiveness for a = 0.75.
Conversely, when the helical ribbon impeller is taken as
a reference (Fig. 10), RP presents a steep increase when n
decreases below 0.4. RP becomes even higher than 1 when
n is lower than 0.18. As the effective shear rate is higher for
flat-bladed impellers, apparent viscosity remains lower and
power consumption dramatically decreases for flat-bladed
impellers as compared to helical ribbons when n is low. RS
also appears to increase when n decreases (Fig. 10), but
only slightly due to the exponent n that is used for the calculation of the effective shear stress (Eq. (22)). RS remains
however always higher than 1. Finally, Eff increases when
n decreases and is far higher than 1 when n is lower than
0.3. As expected, flat-bladed impellers have to be preferred
for dispersive mixing in highly shear-thinning fluids. Note
that this is important for chemical and food applications involving complex media. For example, most food emulsions
prepared based on milk or meat present a flow index value
between 0.25 and 0.3.
Finally, the results provided by the indicators RS and Eff
for both reference impellers are found to be in agreement
with the literature. First, helical ribbon are known to be
poorly effective for gas dispersion in highly shear-thinning
fluids, which is confirmed by the high Eff and RS values
obtained in Fig. 10. Conversely, flat-bladed impellers have
been proved to form bubbles with a characteristic size similar
to that of solid rotors in food emulsions, between 40 and
50 m [6]. This is in agreement with RS and Eff value around
1 in Fig. 9.
4. Summary and conclusions
In this work, flat-bladed impellers have been described
quantitatively in terms of power consumption and effective
shear rate as a function of impeller geometry and pseudoplasticity of the fluid in the laminar mixing region. The
influence of highly shear-thinning behavior has been highlighted. Power constant KP can be predicted as a function of
impeller length and clearance. KP (n), as well as the proportionality constant KS (n) for effective shear rate estimation
have been determined. KS values found using the modified
Couette analogy, the power curve method, the direct calculation as well as Rieger and Novak’s approach are in good
agreement and support the hypothesis that KS is nearly independent on flow index n even for highly shear-thinning
fluids and depends only on the gap dimension. As a result, the Metzner–Otto concept is valid for all the geometries studied here, regardless of impeller length and clearance. A unique dimensionless power draw curve has been
obtained for each impeller geometry. The indicators Eff and
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
RS defined for estimating the ability of impellers to apply
high shear stress at low power requirements both confirm
that flat-bladed impellers could be valuable tools for dispersive mixing in highly shear-thinning fluids, as they maintain
a high shear rate level, regardless of pseudoplasticity. This
agrees with the results of gas dispersion experiments using
flat-bladed impellers [6]. Viscous effects seem to be predominant over elasticity, which is also favorable to gas dispersion processes, as a gas phase in form of bubbles can add
a non-negligible elastic component to a non-Newtonian viscous fluid. Flat-bladed impellers can also be recommended
for use in mixer viscosimetry techniques, especially for rheologically evolving systems. Owing to the applicability of
the modified Couette analogy, the simultaneous estimation
of the effective shear rate and the apparent viscosity is now
possible, even when the rheological properties of the fluid
are unknown. This opens new perspectives for the analysis
of batch and continuous dispersion processes.
Appendix A
In a Couette system, torque is known to be independent
of the radial coordinate r. As a result, torque balance on a
Couette system can be written as
∀r,
T = 2πr 2 ne Lτ(r)
(A.1)
Injecting Eq. (1) gives
T = 2πr2 ne Le k[γ̇(r, n)]n
When r = DC /2, one obtains
n
2
2T = πDC
ne Le k γ̇(DC /2, n)
(A.2)
which finally gives Eq. (A.6), identical to Eq. (7).
−n/2
2 1/n
πkn
L
D
4πN
e
e
C
D∗ = DC 1 +
n
2T
Appendix B. Nomenclature
a
d
weighting parameter (Eq. (23))
diameter of gas bubble or droplet (m)
DC
Eff
f(r)
k
KP
KP (n)
KS
KS (n)
Le
n
ne
N
N1
NP
p
q
r
ro
RP (n)
RS (n)
R2
Re
Rea
Rem
T
We
(A.3)
diameter of impeller or cylinder (m)
equivalent impeller diameter in a Couette
geometry (m)
diameter of the column or shell (m)
effectiveness factor (Eq. (23))
objective function (Eq. (10))
consistency factor (Eq. (1)) (Pa sn )
power constant (Eq. (3))
generalized power constant (Eq. (15))
shear rate proportionality constant (Eq. (5))
generalized shear rate proportionality
constant (Eq. (16))
length of a mixing element (m)
flow index (Eq. (1))
number of mixing elements
rotational speed (s−1 )
primary normal stress difference (Eq. (2)) (Pa)
power number or Newton number
viscoelasticity factor (Eq. (2)) (Pa sq )
viscoelasticity index (Eq. (2))
radial coordinate (m)
fitted parameter of Couette analogy (m)
power constant ratio (Eq. (21))
effective shear rate ratio (Eq. (22))
correlation coefficient
rotational Reynolds number
apparent Reynolds number (Eq. (19))
modified Reynolds number (Eq. (14))
torque measured on the shaft of the
impeller (N m)
laminar Weber number (Eq. (20))
(A.4)
Greek letters
γ̇
shear rate (s−1 )
γ̇a
effective shear rate (Eq. (5)) (s−1 )
µ
fluid viscosity (Pa s)
ρ
fluid density (kg m−3 )
σ
surface/interfacial tension (N m−1 )
τ
shear stress (Pa)
(A.5)
References
Combining Eq. (A.3) and Eq. (6) provides
∗ 2/n −1 n
∗ 2/n D
4πN
D
2
1−
ne Le k
2T = πDC
n
DC
DC
Eq. (A.5) can also be expressed as
2 n L k 1/n
4πN πDC
DC 2/n
e e
−1=
D∗
n
2T
D
D∗
(A.6)
1221
[1] E. Brito-De La Fuente, L. Choplin, P.A. Tanguy, Mixing with helical ribbon impellers: effect of highly shear thinning behaviour and
impeller geometry, Trans. Inst. Chem. Eng. 75A (1997) 45–52.
[2] T. Espinosa-Solares, E. Brito-De La Fuente, A. Tecante, L.
Medina-Torres, P.A. Tanguy, Mixing time in rheologically evolving
fluids by hybrid dual mixing systems, Trans. Inst. Chem. Eng. 80A
(2002) 822.
[3] W. Hanselmann, E. Windhab, Foam generation in a continuous
rotor–stator mixer, in: G.M. Campbell, C. Webb, S.S. Pandiella, K.
Niranjan (Eds.), Bubbles in Food, Eagan Press, MN, USA, 1999.
[4] D.R.G. Cox, A.J. Gerrard, L. Wix, Power consumption and backmixing in horizontal scraped surface heat exchangers, Trans. Inst.
Chem. Eng. 71C (1993) 187–193.
1222
R.K. Thakur et al. / Chemical Engineering and Processing 43 (2004) 1211–1222
[5] A.B. Russell, S.S.H. Burmester, P.J. Winch, Characterisation of
shear-thinning flow within a scraped surface heat exchanger, Trans.
Inst. Chem. Eng. 76C (1997) 191–197.
[6] R.K. Thakur, C. Vial, G. Djelveh, Influence of operating conditions
and impeller design on the continuous manufacturing of food foams,
J. Food Eng. 60 (2003) 9–20.
[7] R.L. Stewart, J. Bridgwater, D.J. Parker, Granular flow over a
flat-bladed stirrer, Chem. Eng. Sci. 56 (2001) 4257–4271.
[8] A.B. Metzner, R.E. Otto, Agitation of non-Newtonian fluids, Am.
Inst. Chem. Eng. J. 3 (1957) 3–9.
[9] F. Rieger, V. Novak, Power consumption of agitators in highly viscous
non-Newtonian liquids, Trans. Inst. Chem. Eng. 51 (1973) 105–111.
[10] N. Harnby, M.F. Edwards, Nienow, Mixing in the Process Industries,
second ed., Butterworths-Heinemann, Oxford, UK, 1992.
[11] S. Nagata, Mixing—Principles and Applications, Kodansha, Tokyo,
Japan, 1975.
[12] D. Doraiswamy, R.K. Grenville, A.W. Etchells, Two-score years of
the Metzner–Otto correlation, Ind. Eng. Chem. Res. 33 (1994) 2253–
2258.
[13] M.A. Rao, H.J. Cooley, Determination of effective shear rates in
rotational viscosimeters with complex geometries, J. Text. Stud. 15
(1984) 327–335.
[14] M.E. Castell-Perez, J.F. Steffe, Evaluating shear rates for power law
fluids in mixer viscosimetry, J. Text. Stud. 21 (1990) 439–453.
[15] P.J. Carreau, R.P. Chabra, J. Cheng, Effect of rheological properties
on power consumption with helical ribbon agitators, Am. Inst. Chem.
Eng. J. 39 (1993) 1421–1430.
[16] E. Chavez-Montes, L. Choplin, E. Schaer, Etude du foisonnement
et de la congélation dans un rhéo-réacteur: application aux crèmes
glacées, in: Proceedings of the 8th Congrès Francophone de Génie
des Procédés, Nancy, France, 17–19 October 2001.
[17] S.M. Shekhar, S. Jayanti, Mixing of power-law fluids using anchors:
Metzner–Otto concept revisited, Am. Inst. Chem. Eng. J. 49 (2003)
30–40.
[18] J.J. Ulbrecht, P.J. Carreau, Mixing of viscous non-Newtonian liquids, in: J.J. Ulbrecht, G.R. Patterson (Eds.), Mixing of Liquids by
Mechanical Agitation, vol. 1, Gordon and Beach, New York, USA,
1985, pp. 93–137.
[19] K.L. Mackey, R.G. Morgan, J.F. Steffe, Effects of shear-thinning
behavior on mixer viscosimetry techniques, J. Text. Stud. 18 (1987)
231–340.
[20] N.I. Patterson, P.J. Carreau, C.Y. Yap, Mixing with helical-ribbon
agitators. II. Newtonian fluids, Am. Inst. Chem. Eng. J. 25 (1979)
508–515.