Error Budget - METU | Department of Mechanical Engineering
advertisement

Outline – Error Budget
g
•
Error Budget
– Spreadsheets
•
Example
– 2-axis stage
•
•
Coordinate
C
di
S
System S
Selection
l i
Centers
– Center of stiffness
– Center of static friction
– Center of dynamic friction
•
•
•
Effect of Centers
Stiffness Analysis
Examples
p
– Surface grinder machine
– Sensor output analysis
Chapter 3
ME 551
2
Error Budget
g 1
• Any project has finite resources:
– Certain amount of moneyy to be allocated to each
component and process.
– Certain amount of time to complete the project at
each phase of the project.
– Certain amount of error which the machine can have
(i.e. we can tolerate!).
• Individual components and processes can each have only so
much error.
error
Chapter 3
ME 551
3
Error Budget
g ((Cont’d))
• M
Money- and
d titime aspects
t off a project
j t are
dealt with using formal financial and
managerial budgeting tools.
• An error budget is used to allocate errors
to components and processes.
• Unfortunately, error budgeting is often
done on an ad-hoc basis,, or based on the
experience of the chief designer.
Chapter 3
ME 551
4
Error Budget
g ((Cont’d))
• A formal approach to error budgeting can
be beneficial:
– It can help train less experienced designers and
minimize supervisory burdens on more
experienced design engineers.
– It can help speed up the development process
and avoid needless design iterations by
highlighting
g g
gp
problem areas before p
prototypes
yp are
built.
Chapter 3
ME 551
5
Error Budget
g Tools
• Mathematical construction of an error budget is
typically based on
– Rigid body models
– Homogeneous transformation matrices (HTMs)
– Error gain- or sensitivity matrix
• Accuracy is based on
– Underlying Models
– Number of error sources included
– Number
N b off iintermediate
t
di t coordinate
di t fframes
Chapter 3
ME 551
6
EB Tools (Cont’d)
(
)
• Like financial budgets, there are many different
formats.
• They should be dynamic tools used during the
design and manufacturing processes.
• Practice is required to gain proficiency.
• Practice is best obtained by playing what if
scenarios.
• Spreadsheet or math software (MathCad or
Matlab) based error budgets are easy to use but
they are not simple to construct.
Chapter 3
ME 551
7
1
EB Spreadsheets
p
• Spreadsheets provide an easier-to-use
easier to use analysis
tool for initial evaluation of a design's accuracy:
– Cl
Closed
d fform solutions
l ti
are iimpractical.
ti l
– Helps the engineer distribute error allowances
amongst subsystems.
subsystems
– Reminds the engineer to continually evaluate each
and every element in the design
design.
– Engineer can easily develop custom spreadsheets
and merge them far easier than the specific programs
written in C/C++.
Chapter 3
ME 551
8
EB Spreadsheets
p
((Cont’d))
• They help to minimize the cost of the machine.
– Engineering time:
• Quick assessment of technical feasibility
• Evaluate
E l t the
th merit
it off each
h componentt and
d design.
d i
– Rework costs:
• Minimizes the chance that the machine will not meet spec.
spec
which would require redesign or hand finishing.
• Makes error mapping easier should it be required because
machines kinematics would already be modeled.
modeled
• A basic spreadsheet can be constructed and then
customized as needed.
• Dynamic and thermal error modules can be
constructed.
Chapter 3
ME 551
9
Example
p – Stacked Axes1,2
−ε z1
⎡ 1
⎢ε
1
R
⎢ z1
1T=
⎢ −ε y1 ε x1
⎢
0
⎣ 0
−ε z2
⎡ 1
⎢ε
1
1
⎢ z2
2T=
⎢ −ε y2 ε x2
⎢
0
⎣ 0
R
Ptooll (actual ) = R1T ⋅ 12T ⋅ 2 Ptooll = R2T ⋅ [t x
0
ε y2
−ε x2
1
0
⎥
⎦
a2 + δ x2 ⎤
b2 + δ y2 ⎥⎥
c2 + δ z2 ⎥
⎥
1 ⎦
1
⎡ a1 + a2 + t x ⎤
⎢b + b + t ⎥
R
Ptool (ideal ) = ⎢ 1 2 y ⎥
⎢ c1 + c2 + t z ⎥
⎢
⎥
1
⎣
⎦
t z 1]T
ty
ε y1 a1 + δ x1 ⎤
−ε x1 b1 + δ y1 ⎥⎥
c1 + δ z1 ⎥
1
⎡ −t y (ε z1 + ε z 2 ) + t z (ε y1 + ε y 2 ) − b2ε z1 + c2ε y1 + δ x1 + δ x 2 ⎤
⎢ t (ε + ε ) − t (ε + ε ) + a ε − c ε + δ + δ ⎥
z
x1
x2
2 z1
2 x1
y1
y2 ⎥
R
R
Ptool (ideal ) − Ptool (actual ) = ⎢ x z1 z 2
⎢ −t x (ε y1 + ε y 2 ) + t y (ε x1 + ε x 2 ) − a2ε y1 + b2ε x1 + δ z1 + δ z 2 ⎥
⎢
⎥
0
⎣
⎦
Chapter 3
ME 551
10
Example
p ((Cont’d))
⎡δ xt ⎤ ⎡ −t y (ε z1 + ε z 2 ) + t z (ε y1 + ε y 2 ) − b2ε z1 + c2ε y1 + δ x1 + δ x 2 ⎤
⎥
⎢ ⎥ ⎢
⎢δ yyt ⎥ = ⎢ t x (ε z1 + ε z 2 ) − t z (ε x1 + ε x 2 ) + a2ε z1 − c2ε x1 + δ y1 + δ y 2 ⎥
⎢⎣δ zt ⎥⎦ ⎢⎣ −t x (ε y1 + ε y 2 ) + t y (ε x1 + ε x 2 ) − a2ε y1 + b2ε x1 + δ z1 + δ z 2 ⎥⎦
Axis
1
2
Feature
Roll
Yaw
Pit h
Pitch
P-X
S-Y
S-Z
Pitch
Yaw
Roll
S-X
SY
S-Y
P-Z
Allow. Error
Allow
“
μm
εx1
εy1
εz1
δx1
δy1
δz1
εx2
εy2
εz2
δx2
δy2
δz2
Offset (mm)
X
Y
Z
|tz+c2|
|ty+b2|
|tx+a2|
|tz+c2|
|ty+b2| |tx+a
+ 2|
| z|
|t
|tz|
|ty|
|tx|
Measurement
Maximum possible error per axis
Chapter 3
||ty|
|tx|
Error (μm)
X
Y
Z
εx1|tz+c2| εx1|ty+b2|
εy1|tx+a2|
εy1|tz+c2|
εz1|ty+b2| εz1|tx+a
+ 2|
δx1
δy1
δz1
|tz|εx2
|ty|εx2
|tx|εy2
|tz|εy2
|ty|εz2
|tx|εz2
δx2
δy2
δz2
*
*
ME 551
*
*
*
*
11
Numerical Example
p
Axis
Feature
Allow. Error
“
μm
Offset (mm)
X
5
Roll
4
300
Yaw
5
500
1
Pitch
PX
P-X
10 00
10.00
S-Y
12.50
S-Z
20.00
4
Pitch
Roll
4
400
2
Yaw
5
600
S-X
10.00
S-Y
12.50
PZ
P-Z
20 00
20.00
Measurement
Maximum possible error per axis
Y
Z
300
500
500
500
X
6.00
10.00
10 00
10.00
Y
Z
7.50
10.00
10.00
10.00
12.50
400
600
600
600
8.00
8 00
8.00
15.00
10.00
20.00
12.00
12 00
12.00
15.00
12.50
12.00
71.00
δ max = 712 + 65.52 + 962 = 136 [ μm]
Chapter 3
Error (μm)
12.00
65.50
20 00
20.00
12.00
96.00
In this case, δmax < 50 μm is
desired, so keep on trying!
ME 551
12
Notes on Error Budgets
g 1,3
• When dealing
g with error budgets,
g , the worst case
scenario is considered.
– The coordinates ((or parameters)
p
) are changed
g to reflect
various extreme positions of various elements.
• The most challenging
g g p
part is to estimate
(“guesstimate”) the deviations (or motion errors):
– As mentioned before, they depend on many different
factors.
• For traditional designs, angular errors are taken as ±5
arcsec/100 mm.
• For precision designs, they are less than ±3 arcsec/100 mm.
Chapter 3
ME 551
13
Estimation of Angular
g
Errors1
•
•
•
A linear axis consists of the bed,
bearing rails,
rails bearing blocks,
blocks and
carriage.
We presume that each block has a
running
i
parallelism
ll li
error (δ) and
d
that the bearing and its mounting
each has a similar level of
precision.
Errors in the system are then
conservatively modeled assuming
all act at once in multiple directions
about the center of stiffness:
–
–
–
–
Vertical straightness = δ
Horizontal straightness = δ
Roll angle = 2δ/W
Pitch and yaw angles = 2δ/L
Pitch-
Chapter 3
ME 551
14
Coordinate System
y
Selection1
• During the design phase, a coordinate system is typically
located at each bearing interface.
• The origin of this coordinate system is located on the plane
of interface.
– It needs to be located such that an axis is perpendicular to the
plane of bearings
bearings.
– It should also pass through the bearing's center of stiffness:
• It is the pivot point at which no rotation occurs when a force is directly applied
th
through
h that
th t point.
i t
Chapter 3
ME 551
15
Coord. System
y
((Cont’d))
• F
For design,
d i
it is
i customary
t
t place
to
l
th coordinate
the
di t
system at the center of stiffness:
– This choice decreases error accounting oversights and
increases the potential for achieving an accurate model.
– Enables you to design the machine in the stick-figure mode.
– When the required stiffness of an axis is specified, the designer
can select the bearings and their spacing.
• Each coordinate system has 6 stiffness values:
– 3 translational stiffness values: kx, ky, and kz [N/m].
– 3 torsional stiffness values: kθx, kθyy, and kθz [N/rad].
Chapter 3
ME 551
16
Coord. System
y
((Cont’d))
• Once the error budget based on HTMs at the centers of
stiffness has been made, one can do a sensor error
budget:
– An extra coordinate frame can be put at the exterior of the axis
where measurements will be made after the machine is built.
– The sensor error budget accounts for the fact that the sensor may
be registering some of the Abbe offset error.
– The sensor error budget only considers what motions the sensors
measure, and what they are sensitive to.
– The sensors are generally located between the center of stiffness
and the toolpoint.
toolpoint
Chapter 3
ME 551
17
Coord. System
y
((Cont’d))
• F
For metrology
t l
on an existing
i ti
machine,
hi
th coordinate
the
di t
systems are often lumped at the tool tip:
– Errors are measured as if the axes are moved individually.
individually
– Straightness errors are measured along with Abbe errors.
– One can g
go from the design
g HTMs at the centers of stiffness to
the measurement HTMs by a simple HTM.
• This allows the designers to see if there estimates of the errors
were correct.
• Angular errors take place about the axes whose origin is
located at the center of stiffness.
Chapter 3
ME 551
18
Coord. System
y
((Cont’d))
• As the bearings move along the axis, the bearing surface
it lf has
itself
h straightness
t i ht
and
d angular
l errors associated
i t d with
ith
its surface.
– Once the machine is built,
built one would like to measure the errors and
see if they correspond to the predicted ones.
• A straightness
g
error being
g measured is a combination of a
straightness error and an angular error:
– It is often not practical to place a straightness measuring device
i id a machine
inside
hi
componentt (i.e.
(i
att the
th origin
i i off the
th coordinate
di t
system located at the pivot point!).
• HTMs are utilized to determine expected straightness and
angular error at the point on the structure at which the
measurements will be made.
Chapter 3
ME 551
19
Center of Stiffness1
• It is the point at which no angular motion of the structure
occurs when
h a force
f
i applied
is
li d to
t a locked-in-place
l k di l
axis.
i
• It is also the point about which angular motion occurs
when
h forces
f
are applied
li d elsewhere
l
h
on the
th body.
b d
• It can be found using a center-of-mass type of calculation
( is substituted for
(K
f M).
)
– To find the location of the center of stiffness with respect to an arbitrary
coordinate system:
N
x=
∑K x
n n
n =1
N
∑K
n =1
Chapter 3
n
ME 551
20
Center of Static Friction1
• After the center of stiffness is found, the bearing blocks‘
coordinates should be defined from this point.
point
• One can extend the concept of the center of stiffness to
define the centers of friction.
– The center of static friction is the point at which when a force is
applied, no net moment is generated by the resulting static
friction forces.
forces
– To find the location of the center of static friction with respect to
an arbitrary coordinate system:
N
x fs =
∑F
n =1
N
∑F
n =1
Chapter 3
x
s ,n n
ME 551
s ,n
21
Center of Dynamic
y
Friction1
• Can be used to determine the best place for an actuator
on a system with a V and flat arrangement of sliding
contact bearings.
• The center of dynamic friction is the point at which no net
moment is generated by the dynamic friction forces
pp
when a force is applied.
• To find the location of the center of dynamic friction with
respect to an arbitrary coordinate system:
N
x fd =
∑F
n =1
N
∑F
n =1
Chapter 3
x
d ,n n
d ,n
ME 551
22
Centers and Their Effects1
• For a system to be insensitive to actuation
forces:
– If the actuation force acts through the center of mass:
• There is no inertial moment on the body.
• There are no reaction forces on the bearings.
• The center of mass and the center of stiffness do not
necessarily have to be located at the same point.
– However, for stacked multi-axis structures:
• The centers of mass of the axes move.
• It is
i wise
i to
t locate
l
t the
th point
i t off actuation
t ti att the
th nominal
i l center
t
of mass.
Chapter 3
ME 551
23
Centers (Cont’d)
(
)
• If the force is located
between the center of
friction and the center of
stiffness:
– There will be no moment
acting on the system.
– The center of friction and the
center of stiffness do not
necessarily have to be located
at the same point.
Chapter 3
ME 551
24
Stiffness Analysis
y 1
• To analyze the stiffness of the
machine, the kinematic chains of
the machine must be taken into
consideration.
consideration
• Closed kinematic chains are
analyzed to determine motion
errors of an equivalent open-chain
((HTM)) model:
– Carriages supported by bearings
– Closed structural loop
• Bridge-type
• Parallel mechanisms (Hexapod)
Chapter 3
ME 551
25
Stiffness of a Linear Axis
Consider the spatial transform of an (linear/translational) axis. The corresponding
HTM can be written as
−ε zi ε yi ai + δ xi ⎤
⎡ 1
⎢ε
1
−ε xi bi + δ yi ⎥⎥
zi
i-1
⎢
iT=
⎢ −ε yi ε xi
1
ci + δ zi ⎥
⎢
⎥
0
0
1 ⎦
⎣ 0
where ai, bi, ci are the offsets between the coordinate frames. The stiffness of this
axis can be defined as
F = Kδ
⇒ δ = K −1 F = CF
where K ∈ ℜ6×6 is the stiffness matrix; C = K-1 is the compliance matrix
matrix. Note that
F ⎡⎣ Fxi
Fyi
Fzi
M xi
M yi
M zi ⎤⎦
δ ⎡⎣δ xi δ yi δ zi ε xi ε yi ε zi ⎤⎦
T
T
Here, F is the generalized force vector that constitutes the external forces and
moments translated to the origin
g of the coordinate frame {{i}.
}
Chapter 3
ME 551
26
Stiffness1 (Cont’d)
(
)
•
For a symmetrical linear motion axis with all bearing blocks having
equal stiffness, one can often assume that the Center of Stiffness is
located at the geometric center of the bearings.
Chapter 3
ME 551
27
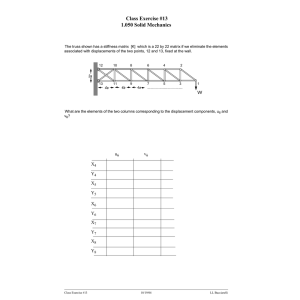
Simplified
p
Carriage
g Model
kT
k
As a starting point, the carriage can
p
as a rigid
g
body
y
be represented
supported on four (linear) bearing
blocks. F is presumed to act on the
center of stiffness. Hence, the
compliance matrix of the carriage
simply boils down to
Transmission
System
k
Y
k
L
k
Z
Travel
Direction
Center of
Stiffness
X
Rigid Carriage
k
⎛ 1 1 1
1
1
1 ⎞
C = diag ⎜ ,
, , 2 , 2 , 2 ⎟
⎝ kT 4k 4k W k L k L k ⎠
k
W
k
k
Bearing
Block
Chapter 3
As the first step, each structural
member transmitting force /
moment is regarded
g
as rigid.
g
Then, the deviations for each axis
is computed via the given model.
ME 551
28
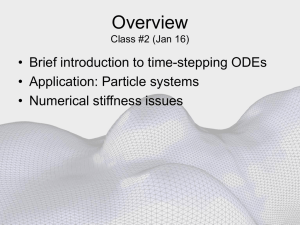
Roller Guide Stiffness4
4 Ball rows
4 Contact
C t t points
i t
4 Roller rows
Li contact
Line
t t
Tensile
D
Deformation
n [ m]
Compressive
4 Ball rows
2 Contact points
Load [kN]
2 Ball rows
4 Contact points
Chapter 3
ME 551
6 Ball rows
2 Contact points
29
Elastic Deformations of Elements
As the next step, all bearings are assumed rigid and the elastic deformation of
each element ((or structural member)) is taken into consideration.
For the sake of simplicity,
p y, one can idealize a stacked-axis as a fixed-end beam.
Recall that the deflection (δ) and the rotation (θ) of its free-end under the action
of singular force (F) and the moment (M) can be given as
FL3 ML2
δ=
+
3EI 2EI
Chapter 3
FL2 ML
θ=
+
2EI EI
ME 551
30
Typical
yp
Deflections in Machining
g
Processes3
Machining Operation
Average force in feed
direction [N]
Acceptable
deformation [μm]
Roughing w/ conventional tools
1500
100
Roughing w/ 100–125 mm. diam. tools
3000
100
Semi-finishing
1000
50
Finishing
200
<10
Chapter 3
ME 551
31
Deformation Analysis of a
Typical Milling Machine4
Chapter 1
ME 551
32
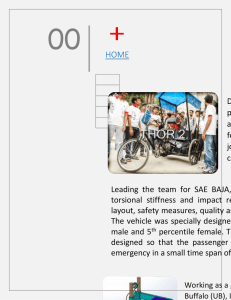
Example
p – Surface Grinder1
Column
ZC
Grinding
i di
Wheel
le
in d
Sp
e
iag
arr
e
iag
arr
YC
Table
Bed
•
•
Consider the design of a CNC surface grinder
grinder.
Let us analyze the motion errors associated with this machine.
– Load induced errors are significant in metal working machinery.
Chapter 3
ME 551
33
Example
p – Coordinate Frames
Chapter 3
ME 551
34
Example
p – Stiffness Analysis
y
t
yt
yt
r
t
zt
xt
Ft
Fr
Fr
⎡δ xt ⎤ ⎡ k xt−1
⎢δ ⎥ ⎢
⎢ yt ⎥ ⎢ 0
⎢δ zt ⎥ ⎢ 0
⎢ ⎥=⎢
⎢ε xt ⎥ ⎢ 0
⎢ε yt ⎥ ⎢ 0
⎢ ⎥ ⎢
⎢⎣ ε zt ⎥⎦ ⎢⎣ 0
⎡ 1 k −1
⎡δ x 5 ⎤ ⎢ 4 5
⎢δ ⎥ ⎢ 0
⎢ y5 ⎥ ⎢
⎢δ z 5 ⎥ ⎢ 0
⎢ ⎥=⎢ 0
⎢ε x5 ⎥ ⎢
⎢ε y 5 ⎥ ⎢ 0
⎢ ⎥ ⎢
⎣⎢ ε z 5 ⎦⎥ ⎢ 0
⎣
Chapter 3
ME 551
0
k yt−1
0
0
0
0
0
0
0
0
k zt−1
0
0
kθ−xt1
0
0
0
0
0
kθ−yt1
0
0
0
0
0
1
4
0
0
0
k
0
0
kT−51
0
0
0
0
0
0
−1
5
1
L25
k5−1
0
0
0
0
0
0
0
1
L25
k
0
−1
5
0 ⎤ ⎡ Ft ⎤
⎥⎢
⎥
0 ⎥ ⎢ Fr ⎥
0 ⎥⎢ 0 ⎥
⎥⎢
⎥
0 ⎥ ⎢ − Fr 2t ⎥
0 ⎥ ⎢ Ft 2t ⎥
⎥⎢
⎥
kθ−zt1 ⎥⎦ ⎢⎣ Ft r ⎥⎦
0 ⎤⎡
⎥⎢
0 ⎥⎢
0 ⎥ ⎢⎢
⎥
0 ⎥ ⎢ − Fr
⎥⎢
0 ⎥ ⎢ Ft
⎥⎢
1
k −1 ⎥ ⎢ F
W52 5 ⎦
⎣ t
⎤
⎥
⎥
⎥
0
⎥
t − L5
2 +L ⎥
⎥
t − L5
⎥
2 +L
⎥
r − H25 ⎥
⎦
Ft
Fr
(
(
(
)
)
35
)
Stiffness Analysis
y
(Cont’d)
(
)
1 −1
⎡δ x 4 ⎤ ⎡⎢ 4 k4
⎢ ⎥
0
⎢δ y 4 ⎥ ⎢⎢
⎢δ z 4 ⎥ ⎢ 0
⎢ ⎥=⎢ 0
⎢ε x 4 ⎥
⎢ε y 4 ⎥ ⎢⎢ 0
⎢ ⎥ ⎢
⎣⎢ ε z 4 ⎦⎥ ⎣⎢ 0
⎡ k −1
⎡δ x 2 ⎤ ⎢ T 2
⎢δ ⎥ ⎢ 0
⎢ y2 ⎥ ⎢
⎢δ z 2 ⎥ ⎢ 0
⎢ ⎥=⎢ 0
⎢ε x 2 ⎥ ⎢
⎢ε y 2 ⎥ ⎢ 0
⎢ ⎥
⎢⎣ ε z 2 ⎥⎦ ⎢ 0
⎣⎢
Chapter 3
0
0
0
0
kT−14
0
0
0
1 −1
k
4 4
0
0
0
1
k −1
L2 4
0
0
0
0
0
0
0
0
0
0
k2−1
0
0
0
0
1 −1
k
4 2
0
0
0
0
0
0
0
4
1
4
1
L2
k4−1
0
0
0
0
1
k −1
W2 2
0
0
0
0
2
1
L22
0 ⎤⎡
Ft
⎥⎢
F
r
⎥⎢
⎥⎢
0
⎥⎢
− Fr ( t +2L + z )
⎥⎢
⎥⎢
Ft ( t +2L + z )
0 ⎥
⎢ H
H 4 + L4
4
1
k −1 ⎥⎥ ⎢⎣ Fr 2 − Ft 2 − r
L24 4 ⎦
)
− Ft
⎤⎡
⎥⎢
−
Fr
⎥⎢
0
⎥⎢
⎥⎢
t −W
⎥ ⎢ Fr 2 2 + z − a
⎥⎢
0 ⎥ ⎢ − F t −W2 + z − a
t
2
−1 ⎥ ⎢
1
2 k2
+
F
x
Ft ( y − r )
⎢
L2
⎦⎥ ⎣ r
⎤
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎥⎦
0
0
0
k2−1
0
(
0
0
0
0
ME 551
(
(
)
)
36
Example
p – Sensor Analysis
y
• Consider a single-stage positioning system with a linear
scale5.
• Let us determine the errors registered by the sensor
reading (output) in this configuration.
Chapter 3
ME 551
37
⎤
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎦
Example
p – Coordinate Frames
Chapter 3
ME 551
38
Example
p ((Cont’d))
The HTMs of the system can be written as
L ⎤
⎡1 0 0
−ε z11 ε y11
x + δ x11 ⎤
⎡ 1
⎢ 0 1 0 −( a + b) ⎥
⎢ε
⎥
1
−ε x1 − a + δ y1 ⎥
R
R
⎢
⎥
⎢ z1
ST=
1T=
⎢0 0 1
⎢ −ε y1 ε x1
c ⎥
1
δ z1 ⎥
⎢
⎥
⎢
⎥
1 ⎦
0
0
1 ⎦
⎣0 0 0
⎣ 0
The global coordinates of the measurement (reference) point become
R
Pm = R1T ⋅ 1Pm = RST ⋅ S Pm
where 1Pm = [0 –b c 1]T . Hence,
S
Pm =
( T)
R
S
−1
T ⋅ 1Pm
R
1
Note that the first element of SPm is essentially the sensor reading (xm):
xm = x − L + bε z1 + cε y1 + δ x1
As can be seen, the sensor output constitutes not only the servo-error but
also some of the Abbe offset errors.
errors
Chapter 3
ME 551
39
References
1. A. H. Slocum, Precision Machine Design, SME Press,
1992.
1992
• A. H. Slocum, ME 2.075 Course Notes, MIT, 2001.
2 Cranfield Unit for Precision Engineering (CUPE),
2.
(CUPE)
Precision Engineering Course Notes, Cranfield Institute
of Technology (UK),
(UK) 1998.
1998
3. L.N. L. deLacalle, A. Lamikiz, Machine Tools for High
g, Springer-Verlag,
p g
g, 2009.
Performance Machining,
4. M. Weck, Werkzeugmachinen (Band 2), SpringerVerlag, 2005.
5. Heidenhain Corp., Linear Encoders Improve the
Machining Accuracy, www.heidenhain.de.
Chapter 3
ME 551
40