Designing Efficient Manufacturing Facilities
advertisement

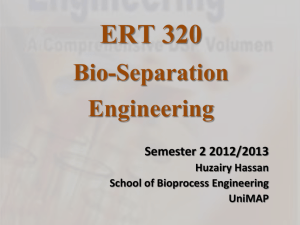
FOCUS ON... FACILITIES Designing Efficient Manufacturing Facilities by Jim Levin D esigning efficient facilities for the manufacture of biotechnology products is an exercise in reality-based creativity. It’s a process of the imagination that’s constrained by the many realities faced by a growing company. We all want to design facilities that meet the many needs of differences in scale, product development, phase of clinical development, and corporate growth. But we’re limited by both budget realities and the need to design for today’s certainties. How can we get the most for our money to meet the challenges of today and tomorrow? WHAT IS AN EFFICIENT MANUFACTURING PLANT? An efficient facility can meet our needs for today, often at pilot or clinical scale, and grow with our company as we approach the rigors of commercial production. We can’t afford to build a plant that is flexible enough to meet all those needs, but we can certainly build in efficiencies to meet many needs of our growing company if we are willing to figure out “Where am I today, where will I be tomorrow, and how will I operate the plant to get there?” What kinds of flexibility are desirable? An efficient 26 BioProcess International MARCH 2004 TURNER CONSTRUCTION (WWW.TCCO.COM) manufacturing plant accommodates growth (increase in scale), different products (multiuse or even multiple technologies), and different phases of development. It can make large quantities of product quickly and will be inexpensive to build and operate. These ideals tend to conflict with one another, and with rare exceptions, few of us ever have the budget to accommodate that tension. Although the ideal plant may never be built, designers and developers can follow the process described here to include cost effective efficiencies that improve the utility of their manufacturing facilities. BALANCING COMPETING PRIORITIES The process of designing an efficient manufacturing facility is much the same as designing a house. We want to build it well, as quickly as we can, and for the fewest possible dollars (good, fast, and cheap). We start by building a solid foundation and build up the house from there. In this case, our foundation is the cGMP regulations. They define a minimum standard of construction and operation for our manufacturing facility. Sitting on our foundation are the design features we wish to include for the fastest operations, which are balanced by the design features we can afford. Figure 1: In a perfect world, both construction and operations would be both fast and cheap. But in the real world, these desires must be balanced atop the quality systems used to maintain compliance with cGMPs. The reality is a little more complicated. Our foundation is really our quality systems, our interpretation of the cGMP regulations and how we intend to implement them. We must also balance “quick” and “cheap” against construction and operations constraints (Figure 1). A decision to commission and qualify a system, instead of fully validating it, may speed up construction time and decrease initial expenses. But it may in fact cost more ultimately when validation needs to be completed after production has begun. Similarly, a decision to install transfer piping may cost more in the construction phase but pay handsome dividends once operations begin. Although it may seem as if we’re balancing a spinning top on an uneven table, the good news is that this is still a paper exercise. The goal is to accept our realities and, using our quality systems, find a way to achieve balance between these conflicting corners. Here are a few points to accept: • No facility is perfect. Balancing design and operations can strengthen your facility. • You can’t anticipate everything. No one can know what tomorrow’s “hot button” quality items will be. • It’s cheaper to make changes on paper than with bricks and mortar. Spend time working out the 28 BioProcess International MARCH 2004 design and then document your assumptions. It is better to work out the problems on paper than to be required to move walls later. • During design, remember Newton’s third law of motion: “For every action, there is an equal and opposite reaction.” Speed costs money, and succumbing to the pressure to get the facility built on time and on budget may hamper both the cost and time of operations later. BUILDING AN EFFICIENT PROCESS How do you design an efficient manufacturing facility? Typically, you start with wishful thinking, go on to conceptual design, and then advance with preliminary and detailed architecture and engineering. Wishful thinking is the email from your boss that asks for your ideas for a new facility or the drawing on the back of an envelope or napkin that lands on your desk one day. It is unconstrained thinking with little or no basis in reality. There are no constraints of budget, time, constructability, or operations. Conceptual design is the beginning of reality-based definition, and it leads to process diagrams, floor plans, building layouts, and estimates of construction time and cost. Often this information is captured in a document called the basis of design. Many times, the basis of design with its embedded estimates is the vehicle used for project approval by management. Preliminary engineering turns the information contained in the basis of design into two-dimensional drawings of the engineering systems needed to run the facility. Those drawings can also be used to obtain cost quotes to build the plant and, along with architectural drawings, form the basis of building permit applications. Finally, engineering drawings are established showing all the details of the equipment, systems, and cleanroom design needed for final construction and cGMP documentation. Clearly, this process requires input from many people. In some ways, the facility being designed is like a diamond. It’s bright and shiny to each of the beholders, and it looks different depending on which facet you’re looking at. Facility design is a team exercise, and the team will grow as the project expands. A successful design requires a diverse team because many legitimate points of view need to be balanced throughout the process (see the Design Team box). Facility design is an iterative process. Many desired features will need to be incorporated. Unfortunately, some desires will conflict with others (the good-fastcheap conflict, for example). The team will need to resolve those conflicts to meet as many needs as possible. Management typically controls the costs, and it will try to cap spending with a budget. Members of the team from quality assurance and control will defend minimum standards that preserve the quality of the operations. However, it’s the operating staff that ultimately has to live with decisions made by the group. It’s important to record assumptions and subsequent decisions along the way so you have a record of how and why the design changed over time. It’s also important from a morale standpoint to reach an acceptable consensus. The efficiencies gained in design can easily be lost in practice if the staff THE DESIGN TEAM Architect(s) Corporate management Facilities engineers Facilities operations specialists Mechanical engineers Process scientists Process engineers Quality specialists Regulatory specialists Validation specialists feels that solutions were dictated to them by others. The team should voice many opinions and allow as many ideas as possible to be part of the ultimate solution rather then being a part of some future problem. Design–Bid–Build or Design–Build? One important decision the team will need to make is whether to perform a traditional design–bid– build job or to go the design–build route. Design–bid–build is a linear process in which facility design is completely separated from the construction phase by the bidding process for the facility construction. It has a higher certainty of design and associated construction costs, but it takes significantly longer to complete the project. It typically costs more to complete because construction companies charge for their “preconstruction service,” and cost will typically increase the longer they have employees associated with the project. Modern construction has now embraced the idea of design–build, which accepts that uncertainties can be managed (as they often are in biotechnology). So foundation and building shell construction can begin while the internal design of clean rooms and associated spaces is being finalized. The parallel processing of design and construction is inherently more efficient. Details are still finalized in sequence but in less time. In many 30 BioProcess International MARCH 2004 ways, it’s “just-in-time” engineering and design. THE BASIS OF DESIGN Perhaps the most important document in the design process is the basis of design. In simple terms, it is a written plan that lists the specifications for the facility design. It contains process diagrams, floor plans, building layouts, and estimates of construction time and cost. It becomes critical for good project quality and cost and schedule control. Many design concepts and efficiencies will be incorporated into it, and if it is followed, it will drive incorporation of the proposed efficiencies into the newly constructed facility. When completed, the basis of design will contain complete descriptions of the process objectives, process data and definitions, and process flow sheets; preliminary functional descriptions of the facilities; and manufacturing site data and requirements. Preparing this document thoroughly and early in the planning life cycle of a manufacturing facility will go a long way toward meeting the goals of the project, including production requirements. A well-written basis of design can serve as the road map for an entire project. It should also force much of the design to a level of detail adequate for building permit and construction drawings. The Basis of Design box provides a checklist of the items that should be clearly covered in a basis of design. Be Detailed: Many issues need to be considered to get to the level of detail adequate for this document. For example, once the project objectives are defined, the manufacturing process should be described with process data and definitions. It should include the process specifications, process flow diagrams, equipment list, utility requirements, and process separation requirements in some detail. Once the process is understood and agreed upon, the details of the facility can begin to be fleshed out. Process, people, and material flows can’t be mapped out until the process itself is laid down. HVAC classifications, zoning, and containment are functions of governmental regulation, the manufacturing process, risk tolerance, and corporate philosophy. The same is true for process containment and separation, the capital equipment list, and the utility list. Although the minimum standards are driven by regulation and industry practice, the extent of the need in each of these areas will be driven by corporate considerations. Remember the Standards: It’s important that all of the engineering standards to be used in the project are written down in careful detail. These standards become important influences on project cost and timelines. Finally, the basis of design should have time and cost estimates for the project and some explanation of construction issues and timing for management to consider. Although design is an iterative function, many assumptions must be made throughout the process. The basis of design becomes a useful document BASIS OF DESIGN CHECKLIST Assessment and auditing questions Contamination control criteria International standards and regulations HVAC and architectural issues Functionality flows Isolation technology Environmental monitoring Process equipment Process support services Process support utilities Commissioning Validation Turn over documents Courtesy of Scott Mackler to record those assumptions. It is often the first real stake in the ground for corporate project approval, and the many assumptions made play a big role in where that stake gets located. Should the scope of the project change, as it most likely will, the basis of design becomes an important record of one point along the way. THE BASIS OF OPERATIONS One difficulty in designing a facility is deciding how to perform many of the operations. In design, form typically follows function. The function is mostly defined by the process and the myriad regulations that apply to cGMP manufacturing. However, even within such a tightly regulated environment, a single goal can be achieved in different ways. For example, you can choose stainless steel tanks or polypropylene bag systems to hold or transport liquids. Or you could use a transfer piping system to move liquids throughout the plant. There are many variables to consider and many pros and cons to every choice. To help simplify our design decisions, we generated a complementary document we called the basis of operations. If form follows function, then form becomes easier to design and more efficient in operation when the function is well defined. We defined the basis of operations to be our detailed description of the manufacturing procedures and quality systems — based on our experiences, corporate culture, and organizational philosophies — that we would use to manufacture our products. If step one is to decide what the plant will produce and step two is to define the process to be used for manufacturing, then we found that step three was to sit down and figure out just how we intended to run our plant. Working within the regulations and our quality systems, we still had many decisions to make before we could consider our facility design. Things to Consider: Our basis of operations covered three main areas: manufacturing process related items, 32 BioProcess International MARCH 2004 process rooms and hallways, and process support matters. Manufacturing process items included media and buffer prep questions such as • Batch size • Frequency • The physical movement of solids and liquids and their preparation and dispensing • The use of disposable liquid systems compared with reusable systems compared with hard piping • Control system and automation philosophies • Desires for performance of open or closed operations • The use of paper or electronic data and document systems The most substantial V A L U E of the basis of operations was that it allowed our basis of design to clearly and easily follow the functions we wanted to perform. • Choices for clothing and gowning • Utility provisions and access • Room and equipment cleaning and sanitization • Containment philosophies • Material distribution into, through, and out of the facility. Process room and hallway decisions focused on • Our process separation philosophies • Our choice of the desired scale of the facility; room size, number, location, and orientation within the facility • Room and equipment layout • Utility access within the rooms • Process storage needs. Process support matters considered such things as • Washing of dirty process equipment • Autoclaving and depyrogenating product-contact items • Storage space for clean or inuse items • Waste disposal • Decontamination support • Raw material handling • Product storage and shipment. Many of these decisions turn out to be “soft” decisions that were made not by construction considerations, but by corporate preference. Nonetheless, such decisions can ultimately have a significant effect on the cost of the program, its success, and the efficiencies that can be achieved during the design process. We found that the best efficiencies were gained when our functional requirements were well defined and we had the luxury of knowing how we wanted the facility to operate. For example, when we fully defined our mammalian cell process, we discovered that we could design our operations to maximize the use of variously sized disposable bioprocess containers for many of our buffers and intermediates. This had a number of repercussions. It lowered our capital budget by eliminating the need for portable stainless steel tanks. It reduced the requirements for labor, space, and cleaning capacity related to those tanks. It also improved our flexibility in regard to running another mammalian cell culture process within our facility. We’ll pay a small cost for the disposable bags over time, but we feel this is greatly offset by the other savings and the process operating flexibility we gain by this decision. The most substantial value of the basis of operations was that it allowed our basis of design to clearly and easily follow the functions we wanted to perform. Continued on p. 74 Many times in our design process, we were confronted with a conflict between construction and operating costs or timing. By going back to our basis of operations, we could first examine what our stated minimal standards were, whether our assumptions about operations were sound, and whether we perceived any flexibility in our operating decisions. By creating this interaction between form and function, we could decide where to invest money, time, or energy to solve problems and eliminate potential conflicts. Last, we had a useful record about our decision process to make sure we understood all the ramifications of our choices and a clear record when we modified assumptions or desires as we moved through the design process. DESIGN CREEP One of the last issues in the design process that affects designing efficient facilities is the budget effect of design creep. Design creep is the process whereby the intent of a project gets corrupted by including well-intentioned suggestions that cause its scope to expand and exceed the budget. It happens on every project. It occurs because the project scope was inadequately developed, the design process was not well controlled, or the intent of the project got lost in the excitement of design. Once design creep occurs, the remedy is usually an exercise called value engineering. That is where the basis of operations and the basis of design begin to demonstrate their value. When design creep sets in, address a few basic questions. First and foremost, decide whether each change is required or simply desired. That helps prioritize what must be added and helps clarify the justification for each change. Next, assign a cost to each element. Then indicate what is to be gained. It might be time, money, quality, 74 BioProcess International MARCH 2004 certainty, or effort. Finally, from the listed information, determine what the return or value of each item is. Value judgments can be difficult to make because they are highly subjective. However, we found that our well-written basis documents gave us the guidance we needed to determine value. Once we viewed each addition as a possible investment with a quantified return, it became relatively easy to decide where money was well spent and where we had poorly justified investments. When we still couldn’t quite meet our budget, and it was clear that staying within budget was a priority, we performed a similar exercise on some of our base assumptions and design features. Again, the two basis documents were invaluable in defining the value proposition, and we uncovered some modifications we could make in our operations and facility design to stay within budget without losing flexibility or efficiency. Designing efficient facilities is a dynamic and iterative process. It is highly creative and at the same time highly challenging. Although often limited by both budget realities and the need to design for today’s certainties, the goal is still to design facilities that meet the many needs of differences in scale, product development, clinical development, and corporate growth. Despite the many unknowns, it remains a manageable process to balance the tensions among doing it “good, fast, and cheap.” When done right, it’s a rewarding exercise in realitybased creativity that delivers efficient facilities to meet the challenges of today and tomorrow. Jim Levin is vice president of manufacturing and development at Unither Pharmaceuticals, a division of United Therapeutics, 15 Walnut Street, Suite 300, Wellesley, MA 02482, 1781-416-1505, fax 1-781-235-7412, jlevin@unither.com.