Bearing Nuts / Toothed Lock Washers for Bearings Hard Locking
advertisement

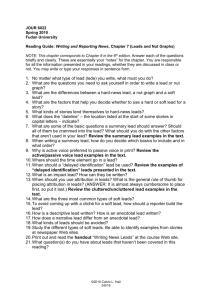
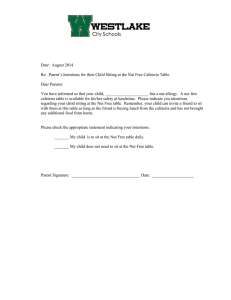
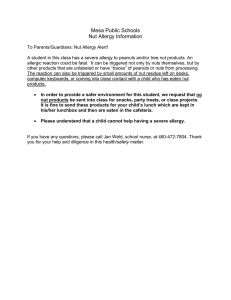
For Pricing and Days to Ship,Please Configure Online. Hard Locking Bearing Nuts / Fine U Nuts EA set of a nut and a special washer, the standard components to secure bearings. Stainless Steel JLNSK JLNS Low Carbon Steel No.10~20 303 Stainless Steel No.25~50 304 Stainless Steel HLB HLBM HLBC 304 Stainless Steel - HHardness 1018 Carbon Steel Parker - D1 Electroless Nickel Plating 1045 Carbon Steel 22~28HRC Thermal Refined HLBU 2 S Parker 304 Stainless Steel HLBS *Designed Offset (a) is provided between No. 2 Nut boss. 1 b - e e1 B l B' EFor Thin Type (HLBU), mount the second nut (upper nut) first, followed by the first one. Part Number Type 2Tooth Lock Washer for Bearing B 25° S1 T 30˚ <Thin> HLBU(M25~50) D1 V 44 50 56 61 11 12 13 14 8 9 10 11 Part Number 4.2 4.2 Screw Accuracy: JIS B0211 6H (Class 2) 1+2Set (Steel) JLNK (Stainless Steel) JLNSK 1Only (Stainless Steel) JLNS No. 10 12 15 17 20 25 30 35 40 45 50 d1 10 12 15 17 20 25 30 35 40 45 50 4 5 6 7 8 9 10 11 d 14 18 21 24 28 34 41 48 53 60 65 Reference Mass (g) S T 3 4 2 5 6 2.5 2Tooth Lock Washer for Bearing k S1 S2 t V D3 8.5 21 3 3 2 10.5 25 13.5 28 1.0 15.5 4 4 32 18.5 36 23 42 5 2.5 27.5 5 49 32.5 57 1.2 37.5 62 6 6 42.5 69 47.5 74 Part Number 1+2Set JLNK 1Only JLN Configure Online 1 -917 13 17 21 24 26 32 38 44 50 56 61 B - 3 8 4 5.5 10 7 11 9 10 11 8 9 10 11 4 6 3 4.0 7 5 6 7 4 5 6 7 4.0 9.5 - 4.5 2.0 5 6 per Set (1+2) per 1 pc. (1Only) JLNK JLNSK JLN JLNS 5.0 5.3 3.7 4.1 8.3 8.2 6.4 6.6 12.5 12.7 10 10.3 15.5 16.3 12.4 13 21.5 22.8 19 19.5 31.4 36.6 25 31.2 47.8 48.3 40 41.1 63.4 73.7 53 64.3 97.3 97.7 85 86.5 134.2 135 119 121 162.5 161.5 146.5 147 2.5 QStructure and Function of Hard Locking Baring Nut Number of Teeth 9 13 15 17 Configure Online Slot Width a Slot Depth b 4 5 JLN JLNS (1Only) Unit Price Unit Price HLBM HLBC HLBS - HLB 10 12 15 17 20 25 30 35 40 45 50 13.5 14.5 16.0 17.5 10 18.0 17.0 19.0 21.0 12 14 16 18 19.5 18.5 20.5 22.5 QComparison with Conventional Products Strong wedge effect occurs in this part. 2nd Nut Boss Eccentric Center HLBU P1 a a b 1 Fig. -2 Wedge action does not change even when nuts are installed upside E down of the figure on the left. P1 Fig.-1 Unlike standard bearing nut sets, no keyway machining is required for toothed washers and shafts. 2 - P3 P2 Fig.-2 W hen upper nut is tightened, stress is automatically applied in P1 arrow direction. Horizontal stress continues to increase with tightening until upper nut closely contacts lower nut as shown in Fig.-2. The nuts are fully locked by the wedge effect. After nuts are tightened, internal stress remains distributed as composite stress of P1 + P2 + P3 to resist external impact. 0 QFine U Nut® Type d -0.5 S ±0.2 MMaterial Main Body Friction Ring FUNT 440C Stainless Steel Equivalent FUNTC 1045 Carbon Steel Thermal Refined (22~28HRC) FUNTS 304 Stainless Steel 301 Stainless Steel H h Clamp Friction Ring M 30° 2 Part Number Type a FUNT FUNTC FUNTS 2.5 7 - Fig. -1 Screw Center of Bolt and Nut Dim. of Tooth Lock Washer Mounting Groove (Reference) D4 13 17 21 24 26 32 38 44 50 56 61 10.5 11.5 12.5 QPrecautions for Use Machine chamfering (C=1 pitch equivalent) on the tip of male thread, whose precision grade is JIS 6g (Class 2). 0 .5 -0 JLN D2 2.5 D (Steel) No. MxPitch D1 (Fine) 10 10x0.75 18 12 12x1.0 22 15 15x1.0 25 17 17x1.0 28 20 20x1.0 32 25 25x1.5 38 30 30x1.5 45 35 35x1.5 52 40 40x1.5 58 45 45x1.5 65 50 50x1.5 70 JLNK JLNSK (1+2Set) M b Type 1Bearing Nut 3.5 - 7 Mass per Set (g) Standard Thin 15 17 23 29 43 0.05 72 45 11.5 103 63 13.5 150 100 15.5 170 140 17.5 240 201 19.5 285 250 Perpendicularity of End Face (Max.) t Configure Online Part Number 6 Configure Online HLB35 D3 d1 D4 k M D2 S2 52 58 65 70 18 22 25 28 32 38 45 52 58 65 70 Common to No. 1 and 2 Setting HeightL 2No. 2 Nut (Upper Nut) B´ e1 b Standard Thin S T Standard Thin Standard Thin Standard Thin Min Max Min Max 0 S 10x0.75 12x1.0 15x1.0 17x1.0 20x1.0 25x1.5 30x1.5 35x1.5 40x1.5 45x1.5 50x1.5 D1 D1 -0.5 d 10 12 15 17 20 25 30 35 40 45 50 <Standard> HLB (M10~50) HLBM(M12~50) HLBC(M10~50) HLBS (M12~50) 1No. 1 Nut (Lower Nut) B e D2 Standard Thin Standard Thin 18 13 6 22 17 25 21 2.7 7 28 24 32 26 8 38 32 10 7 3.7 45 38 MxPitch (Fine) D1 Screw Accuracy: JIS B0211 6H (Class 2) T 1Bearing Nut M 21 a* 1018 Carbon Steel MMaterial M JLN Type Standard Thin Type D2 D1 1Only JLNK S QHard Locking Bearing Nuts a* 1+2Set Steel 2Tooth Lock Washer for Bearing MMaterial D1 Type 1Bearing Nut MMaterial T Type M Bearing Nuts / Toothed Lock Washers for Bearings 3 QBearing Nuts and Toothed Lock Washers · These 2 items are common parts for securing bearings. ·N ut loosening can be prevented by machining a vertical groove (Keyway) on the thread of a rotary shaft, and by tightening the nut and the shaft with the tooth lock washer. [Mounting Procedure] (1)Assemble a bearing onto a rotary shaft. (2)Fit the tooth lock washer tab (S2) in the groove of the rotary shaft (a). (3)Tighten the bearing nut. (4)Fold the tooth lock washer tab (S1) to fit the groove of the baring nut (S). M 8 10 12 15 17 20 25 30 35 40 45 50 MxPitch (Fine) 8x0.75 10x0.75 12x1.0 15x1.0 17x1.0 20x1.0 25x1.5 30x1.5 35x1.5 40x1.5 45x1.5 50x1.5 Part Number FUNT10 QHard Lock Structure As shown in the figure, stress P is caused by the spring effect when Friction Ring contacts the thread. The reaction force P' together with P presses hard upon the P´ threads, which creates friction torque (prevailing torque) to prevent any free P motion. EFine U Nut® is a registered trademark of FUJISEIMITSU CO., LTD. D D1 d T 16 18 22 25 28 32 38 45 52 58 65 70 12 13.5 17 21 24 26 32 38 44 50 56 61 13 14.4 18.4 21.4 24.2 28.4 34 41 48 53 60 65 1.5 S 3 1.8 1.9 1.8 4 2 5 2.5 6 Configure Online H 5.3 5.2 5.4 6.5 6.4 7.7 9.1 9.1 10.2 11.2 12.5 13.5 h Perpendicularity of End Face (Max.) Screw Accuracy: JIS 6H (Class 2) FUNT 4.3 ±0.3 Unit Price FUNTC FUNTS - 4 5 ±0.5 6 0.05 7 ±0.8 ±1.0 8 9 10 11 Configure Online QPrecautions for Use · Machine chamfering (C=1 pitch equivalent) on the tip of male thread, whose precision grade is JIS 6g (Class 2). · Use lubricant when threading in and out. (Use extra high performance lubricant when shaft hardness is low.) · For optimal performance, ensure that the complete thread portion is to extrude by 2 pitches or more from friction ring side. · The perpendicularity of the plane end in the above table is effective only when tightened with twice or more than prevailing torque. · Not usable with high speed impact wrenches. · Not usable on machined thread portion of shafts (keyway, etc.). · Screwing in from the friction ring side is impossible. · Do not use when the deflection of friction rings or clamp part occurs. 1 -918