GROUP 5 REAR AXLE ASSEMBLY - The Old Car Manual Project
advertisement

(171)
REAR AXLE ASSEMBLY
SPECIFICATIONS
5-1
GROUP 5
REAR AXLE ASSEMBLY
SECTIONS IN GROUP 5
Section
5-A
5-B
Page
Subject
Rear .Axle Specifications and Descript.ion .. . .. .. . . . . . . . . . . . . . . .
Diagnosis of Rear Axle Noise . . . .
Section
5-C
5-D
5-1
5-5
Page
Sublect
Rear Axle Repairs Procedures . . . 5-9
Repairs Requiring Removal of
Rear Axle Assembly . ... . . . . ... . 5-26
SECTION 5-A
REAR AXLE SPECIFICATIONS AND DESCRIPTION
CONTENTS OF SECTION 5-A
"aragraph
5-1
Sublect
Rear Axle Specifications . . . . . . . . .
Page
Paragraph
5-1
5-2
Subject
"age
Description 6f Rear Axle .
5-4
SERVICE BULLETIN REFERENCE
Bulletin No.
Page No.
SUBJECT
5-1 REAR AXLE SPECIFICATIONS
a. Tightening Specifications
Use a reliable torque wrench to tighten the
parts listed, to insure proper tightness without
Location
"art
Nut
Screw
Nut
Bolt
Bolt
Bolt
Bolt
Bolt
Nut
Nut
Nut
Bolt
Bolt
Nut
Nut
Nut
Nut
Nut
Stud
Bolt
straining or distorting parts. These specifications are for clean and lightly lubricated
threads only,. dry or dirty threads produce
increased friction which prevents accurate
measurement of tightness.
Pinion Bearing Lock
Pinion Bearing Lock Sleeve Lock . . . . . . .
Bearing Lock Sleeve Lock Screw
Differential Carrier Bearing Cap
Cover to Axle Housing
Differential Carrier to Axle Housing
Torque Tube to Differential Carrier
Torque Tube to Torque Ball
Strut Rod U-Bolt
Strut Rod to Bracket Bolt
Strut Rod to Bracket or Spacer
Chassis Spring Lower End to Spring Seat
'
Chassis Spring Upper End to Frame
Radius .R od Pin Support to Axle . ' ,
Radius Rod Pin t o Axle
Radius Rod Front and Rear Su p por t t o Spr ing Seat
Rear Shock Absorber Link S t u d to Arm
Rear Brake Assembly to Axle Housing
Wheel Pilot to Axle Shaft
,
,
Wheel to Rear Axle Shaft ,
,
,,
' .. ,
,
.
.
.
.
.
.
.
.
.
.
.
.
, . . , . . , ..
,
.
.
.
.
.
,
.
Thread
Size
Torque-
E {6-16
150 min.
35-40
15-20
65-70
10-15
20-25
45-50
20-25
65-70
60-65
30-35
55-60
15-20
35-40
20-25
20-25
20-25
35-40
10-15
70-75
72-20
72-2 0
% -12
%-24
%-24
%-14
%-16
%-18
72-20
%-16
72-20
72- 20
72-20
%-24
%-24
%-24
~6-20
% -18
% -18
Ft. Lb••
b. General Specifications
Item.
Serle. 40-50
Serle. 70
Rear Axle Type . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. -+--Semi-Floating, Hypoid----+Drive and Torque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -+--Through Torque Tube----+-
5-2
SPECIFICATIONS
REAR AXLE ASSEMBLY
Ilems
R .A . Gear R atios, with Syncro-Mesh
.
Gea r and Pinion Teeth -Standard
.
Gear Ratio-Standard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..
Gear and Pinion Teeth-Optional.
.
Gear Ratio-Optional
.
R.A. G ea r Ratios, with Dynaflow Drive
.
Gear and Pinion Teeth , 1st. 1948
.
Gear Ratio, 1st . 1948
.
Gea r and Pinion Teeth , Last 1948
Seri es 70 a nd 1949 Series 50-70
.
Gear Ratio, Last 1948 Series 70 and 1949 Series 50-70
.
Ring and Pinion Gear Set-Type
.
How Serviced .. . . . .. ... ...... . .. ... ... . .... ... .... . .. •. .. . . .. . . . . . ..
R ing Gear Atta ched t o Case
.
R.in.g Gear Sidewise Adjustment
.
Pinion T ype
.
Pinion Adjustment-Fore and Aft
.
Differential Side Gears and Pinions-Number
.
Type
.
Rear Axle Oil Capacity
.
Rear Axle Oil Specifications
.
:"u brica n t Drain
.
Pr o peller Shaft-Type
.
Location
.
Number of S plines - F ro n t end . . . . . .. . . .. . . . . ... . . . . . .. . . . . . . . . .. . . .• .
\xle Shaft-No. of Splines
.
( 172)
Ser ies 40-50
Series 70
49- 11
4.45 to 1
41-10
4.1 to 1
41-10
4.1 to 1
51-14
3 .6 to 1
'
51-13
3.9 to 1
49-11
41-10
4.4 5 t o 1
4.1 t o 1
Hypoid
Hypoid
+ - - -M a t ched Sets Only-~
+-- -1 2 C old -H ea de d Rivets--++ - - -2 Threaded Ad just ers------.+S t em
S tem
Sh ims
Shims
+-- - -2 Gea rs- 2 Pinions:----I~~
+Revacycle'- - - - - +
4 pts.
4 pts .
+-- - See Paragraph 1-9 - - --+
+--Housing Cover L ower B olts-+Tubular
Tubular
+--Enclo sed in T orque Tube---+16
16
12
12
c. Dimensi ons of Parts
\xle Housing-O .D. Minimum
O.D . at Gear H ousing
l'orq ue Tube-O.D. at Front End
O .D. at Middle
>ropeller Shaft-O.D . at Cen ter
O .D . at Front S plines
\xle Shafts-O.D. at Splines . .
.
O .D. at Wheel Bearing
~ing Gear Diameter-Pitch
iide Pinion Shaft-Diameter
Ung Gear Rivets-Diameter
.
.
.
.
.
.
.
+-- +-- ~
.
.
.
3 0/16"
11 %"
2"
3% "
11 7,,(6"
2"
3 1 ~"
3 1 ~"
2W
2W
-1.167" to 1. 168" - - --+
-1.295 " to 1.300 "- - --+
1.531 6 " t o 1.5321"- - -+
9. 375 "
9 .375"
W
.
'YI'6"
W
%"
d. Limits for Fitting a nd Adjustment of Parts
NOTE: Limits on fit of parts are for new parts only. "T" means tight and "L" means loose.
vxle Shaft End Play . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . +-- ~acklash ,
Ring Gear-Desired. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..
Min. and Max. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
~acklash , S ide and Pinion Gears . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..
;Iea rance, S ide Gear to Axle Shaft
Jiffer ent.ial Bearing Preload, Notches Tight on Adjuster, from "Free" Position . .
)ifferential Case F la n ge Run-Out, Maximum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
)ifferential Side Bearin g - In C arr ier . . . . . . . .
................
On Case . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
'inion Bearing Lock S leeve- In Car ri er . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
'inion Shaft Front Bearing- In Carrier
On Pinion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
' inion Shaft Rear Bearing-In Carrie r . . . . . . . . . . . . . .
'inion Shaft Rear Bearing C lea rance on P in ion . . . . . . . . . . . . . . . . . . .
Desired, After Assembl y .
..............
Maximum, After Ass embly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
'inion Setting, Mi crometer Reading-with Gauge . . . . . . . . . . . . . . . . . . . . . . . . . . .
Allowable Variation . .. . . . ... . .. .. . . . . . .. . . . . .. . . . .. . . . . ... .. . . ... . . . .
'inion Shaft Spline in Propeller S haft
'ropeller Shaft and Pinion Assembly, Allowable Run-Out
ting Gear Run-Out, Maximum, When Installed on Ca se . . . . . . . . . . . . . . . . . . . . .
Vheel Bearing-In Housing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vheel Bearing on Axle Shaft, Bearing Pressed Into Housing
-.000 " to .008 "- - - - +
- - .008 " to .010"
-+
- -.008 " to .012"
-+
- -.000 " to .008 "- - - --+
-.0035 "L to .0005"T - - - -+
- - - - 2 Yz to 3
-+
.002"
.002"
+-- - - .0003 "L to .0019 "L--- -+
+-- - -.0012"T to .002 7"T
~
+- - - - .002"L to .01 7"L
~
+ - -- .0006"T to .0005"L- - --+
+-- - - -.000 " to .001"T - - - - -+
+-- - - .000" t o .0011 "T - - --+
+-- - - - Selected F it
~
.0005 "
.00 05 "
.0014 "
.00 14"
+-- -See fig. 5-26 or 5-2 7
~
%.00 1"
%.00 1"
+-- - -.0016 "T t o .0009 "L
~
+-- - - - See Fi g. 5-2 1
~
.003 "
.003"
+-- - - .0008 "T t o .0013 "L-~
+-- - - .000 " to .0031"L
~
+-+-+-+-+--
-
....
""'
~
w
<:»
;:IIl:I
m
»
;:iCI
THIRD
MEMBER
HOUSING
....m~
»
'"
m
'"
~
PIN
D'
~
BACKING PLATE
I~ LOCK SCREW
STRUT ROD
AND NUT
SLEEVE
4f=2i::=::: BEARING
~
'\
-PINION
....~
< --CARRIER
___ _ _ ......
SHAfT
-
c: -
)
~
SIDE
PINION
SIDE
GEAR
C
m
ADJUSTER
BEARING
LOCK
CASE
RING
LOCK SCREW
SHAFT
LOCK WASHER
n
'"
;:iCI
~
sz
U'I
I
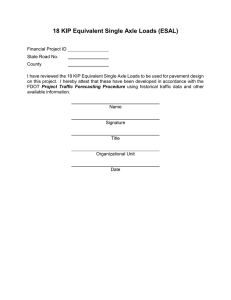
Figur e 5-1 -Rear Axle Assembly
W
5-4
DESCRIPTION
5-2 DESCRIPTION OF REAR AXLE
The rear axle assembly is the semi-floating
type in which the load is carried on the axle
shafts through bearings enclosed in the axle
housing. See figure '5-1. It has a torque tube
drive and a Hypoid type spiral bevel ring gear
and pinion set in which the centerline of the
pinion is below the centerline of the ring gear.
See figure 5-18.
The torque tube is joined to the differential
carrier to form a unit assembly called the third
member housing; the torque tube and carrier
are not serviced separately. This is because a
straightening operation is necessary to line up
the pinion bearing holes with front flange pilot
on torque tube. The third member housing is
bolted to the banjo type rear axle housing. Two
rear axle strut rods form braces between the
front end of the third member housing and the
outer ends of the axle housing to hold third
member square with axle housing. The torque
tube encloses the propeller shaft which is rigidly connected to the pinion through a splined
joint and a pin. See figure 5-1.
The pinion is supported in the differential
carrier by one or two Hyatt roller bearings
(rear) and a New Departure double-row radialthrust ball bearing (front) which is secured to
the shaft by a large lock nut staked in place.
One roller bearing was used during most of the
1948 model production. The last 1948 models
and all 1949 models have two pinion roller
bearings. 1948 model rear axles having two
roller bearings are identified by letters "BB"
REAR AXLE ASSEMBLY
(174)
stamped on bottom center of the rear axle
housing.
The pinion and bearing assembly is held in
position by 'a pinion bearing lock sleeve and
three cone-pointed lock screws which clamp the
double-row ball bearing against a shoulder in
the carrier. Shims placed between the bearing
and the shoulder provide correct relation of the
pinion with ring gear. See figure 5-1.
The ring gear is riveted to the differential
case which is supported in the differential carrier with two differential side bearings.
Threaded adjusters bearing against the outer
races of the side bearings provide means of
adjusting ring gear lash. The differential case
also houses two differential bevel side gears in
mesh with two differential bevel side pinions
mounted on a shaft which is anchored in the
case by a lock screw. See figure 5-1.
The splined inner ends of the axle shafts are
supported by the differential side gears. "Horseshoe" washers retain the axle shafts in the side
gears; washers are held in recesses in side
gears when differential pinion -spacer is installed. The pinion spacer is located between
the inner ends of the shafts and controls end
play of axle shafts. The outer ends of the axle
shafts are supported in the axle housing by
Hyatt roller bearings. Seals are provided on
both sides of each roller bearing to exclude dirt
and to prevent leakage of oil upon the brakes.
Rear axles used with Syncro-Mesh transmissions are equipped with either standard or optional gear ratios. See paragraph 5-1. The rear
axle ratio is indicated by numbers stamped on
the underside of axle housing.
(175)
REAR AXLE ASSEMBLY
NOISE DIAGNOSIS
5-5
SECTION 5-8
DIAGNOSIS
OF REAR AXLE NOISE
CONTENTS OF SECTION 5-B
Paragraph
5-3
5-4
Subiect
Elimination of External Noises . .
Rear Axle Noises . . . . . . . . . . . . . . .
Page
Paragraph
5-5
5-6
5-5
5-6
Sublecr
Checks for Cause of Rear Axle
Noise . . . . . . . . . . . . . . . . . . . . . . . . .
Checking Gear Tooth C on tact . . .
P"ge
5-6
5-7
SERVICE BULLETIN REFERENCE
Bulletin No.
Page No.
5-3 ELIMINATION OF EXTERNAL
NOISES
When a rear axle is suspected of being noisy
it is advisable to make a thorough test to determine whether the noise originates in the tires,
road surface, front wheel bearings, engine,
transmission, or rear axle assembly. Noise
which originates in other places cannot be corrected by adjustment or replacement of parts
in the rear axle assembly.
a. Road Noise
Some road surfaces, such as brick or rough
surfaced concrete, cause noise which may be
mistaken for tire or rear axle noise. Driving on
a different type of road, such as smooth asphalt
or dirt, will quickly show whether the road
surface is the cause of noise.
b. Tire Noise
Tire noise may easily be mistaken for rear
axle noise even though the noisy tires may be
located on the front wheels. Tires worn unevenly or which have the surfaces of the nonskid divisions worn in saw-tooth fashion are
usually noisy, and may produce vibrations
which seem to originate elsewhere in the
vehicle. This is pa rticular ly true wi t h low tire
pressure. Some designs of non-skid treads may
be more noisy than others, even when tires
are new.
c. Test for Tire Noise
Tire noise changes with different road surfaces but rear axle noise does not. Inflating all
SUBJECT
tires to approximately 60 pounds pressure, for
test purposes only, will materially alter noise
caused by tires, but will not affect noise caused
by the rear axle. Rear axle noise usually ceases
when coasting with transmission in neutral at
speeds under 30 miles per hour; however, tire
noise continues but with lower tone as car
speed is reduced. Rear axle noise always
.
"11"
pu
an d" coa st" ,
changes when comparmg
but tire noise remains about the same.
d. Front Wheel Bearing Noise
Loose or rough front wheel bearings will
cause noise which may be confused with rear
axle noise; however, front wheel bearing noise
does not change when comparing "pull" and
"coast". Front wheel bearings may be easily
checked for noise by jacking up the wheels and
spinning them, also by shaking wheels to determine if bearings are loose.
e. Engine and Transmission Noises
Sometimes a noise which seems to originate
in the rear axle is actually caused by the engine
or transmission. To determine which unit is
actually causing noise, observe approximate car
speeds and condit ions under wh ich the noise is
most pr onounced, then stop car in a quiet place
t o avoid inter fe ri ng noises. With transmission
in neutral and clutch engaged, run engine slowly
up and down through engine speeds corresponding to car speeds at which the noise was
most pronounced. If a similar noise is produced
with car standing it is caused by the engine or
transmission, and not the rear axle. With trans-
5-6
NOISE DIAGNOSIS
rmssion still in neutral, run engine through
speeds while slowly disengaging and engaging
clutch. If noise disappears with clutch disengaged, it is caused by transmission. If noise"
continues regardless of clutch position, it is
caused by the engine.
5-4 REAR AXLE N OISES
If a careful test of the car shows that the
noise is not caused by external items as described in paragraph 5-3 above, it is then
reasonable to assume that the noise is caused
by the rear axle assembly.
a. Testing Rear Axle
The rear axle should be tested on smooth
road to avoid road noise. It is never advisable
to test rear axle for noise by running engine
with transmission in high gear with rear
wheels jacked up. Without normal loading to
take up allowable clearances of parts and the
cushioning afforded by the tires, the rear axle
will be quite noisy when operated by power
while resting on car stands.
b. Rear Wheel Bearing Noise
Noises in the rear axle assembly may be
caused by faulty rear wheel bearings, faulty
differential or pinion shaft bearings, differential side gears and pinions worn, or by a mismatched, improperly adjusted or scored ring
and pinion gear set.
A rough rear wheel bearing produces a vibration or growl which continues with car coasting with transmission in neutral. A brinnelled
rear wheel bearing causes a knock or click
approximately every two revolutions of rear
wheel since the bearing rollers do not travel
at the same speed as the rear axle and wheel.
c. Pinion Bearing Noise
Rough or brinnelled pinion bearings p r oduce
a continuous whine starting at a relatively low
speed. The noise is most pronounced on lig ht
load drive between 18 and 25 miles per hour.
d. Different ia l Side Gea r and Pinion Noise
Differential side gears and pinions seldom
cause noise since their movement is relatively
slight on straight ahead driving. Noise produced by these gears will be most pronounced
on turns.
e. Ring a nd Pinion Gear Noise
Noise produced by the ring and pinion gear
REAR AXLE ASSEMBLY
(176)
set generally shows up as drive noise, coast
noise, or float noise.
1. Drive noise is most pronounced on constant acceleration through the speed range of
15 to 45 miles per hour.
2. Coast nois e is most pronounced when car is
allowed to coast through the speed range from
45 to 15 miles per hour, with clutch engaged
and throttle closed.
3. Float noise is most pronounced while holding the car speed constant at intervals between
15 and 45 miles per hour.
4. Drive, coast, and float noises will be very
rough and irregular if the differential or pinion
shaft bearings are rough, worn, or loose.
5 -5 CHECKS FOR CAUSE OF REAR
AXLE N OISE
If there is any doubt about the cause of
noise in the rear axle assembly, the following
progressive checking procedure will assist in
determining the cause. The paragraph numbers given in the checks refer to paragraph in
which repair procedure is given.
1. Place car stands solidly under rear axle
housing so that wheels are clear of floor.
2. Spin rear wheels by hand while listening
at hubs for evidence of rough or brinnelled
wheel bearing. Care must be used to avoid mistaking differential gear noise for bearing noise.
If in doubt, remove rear axle shafts and bearings for examination (par. 5-8, 5-9, 5-12) .
3. If rear wheel bearings are not noisy, or
t hey are not responsible for all rear axle noise,
drain rear axle housing by removing lower
cover bolts, then reinstall bolts. Thoroughly
flush rear axle housing with SAE 10-W or
flushing oil. When flushing, put transmission
in h igh gear and run rear axle slowly for one
or two minutes. CAUTION: Do not suddenly
accelerate or "gun" the engine and do not exceed a speed of 25 MPH. Do not use gasoline,
kerosene, or steam for flushing (see par. 5-12).
Drain h ousing , remove cover and wipe out
housing wi th clea n cloths.
4. Check matching n umber s on ring and pinion gears to make sure that they are matched
set (par. 5-19).
5. Examine ge ar teeth for chips or scores
and for proper gear tooth contact (par. 5-6 &
fig . 5-2). Check ring gear lash with dial indicator (par. 5-23).
6. Check differential side bearings for proper
pr eloa d as follows. Loosen all bearing cap bolts
one f ull turn, tighten to 20 ft. lbs. torque, then
(177)
REAR AXLE ASSEMBLY
NOISE DIAGNOSIS
back off all 4 bolts 14 turn. Remove bearing
adjuster lock on one side and mark adjuster in
line with lock slot in bearing cap. Slowly back
off adjuster until bearing outer race stops turning, noting number of notches required to reach
the breaking point. The number of notches,
or bearing preload should be 2% to 3. If bearing does not turn as adjuster is back off, tighten
adjuster until bearing starts to turn, noting
number of notches required to just start bearing turning. This will indicate the number of
notches that bearing was loose. Bearings should •
be given preload of 2lj2 to 3 notches, using'
procedure given in paragraph 5-23.
7. If gear set is not mismatched, worn, or
scored, and checks made in steps 5 and 6 above
do not show cause for noise, remove differential ring gear and case assembly (par. 5-10).
Inspect differential side bearings (par. 1-13 &
1-14).
5-7
8. Test for pinion shaft bearing wear as
described in paragraph 5-1 step 2, and check
pinion setting (par. 5-21).
9. If pinion shaft bearings are worn or of
doubtful condition or pinion is not properly
set, remove pinion and propeller shaft assembly
(par. 5-11). NOTE: On Dynafiow cars, rear
axle assembly must be removed to install propeller shait spline oil seal. Replace bearings or
reset pinion as required.
5-6 CHECKING GEAR TOOTH CONTACT
The procedure described below may be used
before disassembly to check gear tooth contact
existing between ring and pinion gears, to
determine whether improper adjustment is
cause of noisy gear operation.
The procedure also may be used to check
adjustment following installation of gear set
when the specified tools are not available; how-
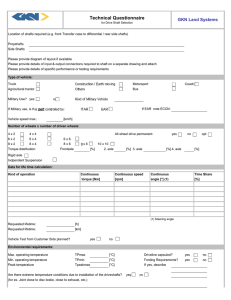
A SHOWS CORRECT CONTACT.
GEARS SET UP THIS WAY GIVE BEST RESULTS FOR NOISE AND WEAR.
B SHOWS HEAVY CONTACT ON HEEL OF
TOOTH .
GEARS SET UP THIS WAY WILL EVENTUALLY
BREAK OFF AT THE HEEL. TO CORRECT,
MOVE RING GEAR TOWARD PINION BUT
MAKE SURE THE:~E IS BACK LASH AS GEARS
CAN NOT RUN TIGHT.
C SHOWS HEAVY CONTACT ON TOE OF
TOOTH.
GEARS SET UP THIS WAY WILL EVENTUALLY
BREAK OFF AT THE TOE. TO CORRECT,
MOVE RING GEAR AWAY FROM PINION.
D SHOWS HEAVY CONTACT ON FLANK OF
GEAR TOOTH.
G EARS SET UP THIS WAY A RE NOISY. TO
CO RR ECT, M O VE PINIO N O UT UN TIL CONTACT COMES TO THE FULL W ORKIN G DEPTH
OF GEAR TOOTH WITHOUT LEAVING LOWEST POINT OF CONTACT. SEE A
E SHOWS HEAVY CONTACT ON FACE OF
GEAR TOOTH.
GEARS SET UP THIS WAY ARE ALSO NOISY .
TO CORRECT, MOVE PINION IN UNTIL CONTACT REACHES LOWEST POINT ON GEAR
TOOTH . SEE A
Figure 5-2-Gear Tooth Contact Corrections
THE HEELOF GEAR TOOTH IS THE
LARGE END AND THE TOE IS THE
SMALL END
WO RKING DEPTH
CLEARANCE
5-8
NOISE DIAGNOSIS
ever, it is not recommended as a regular substitute for these tools . The use of the pinion setting gauge and dial indicator as prescribed in
installation instructions will provide a more
accurate adjustment of ring and pinion gears
and will save considerable time.
1. Place car stands solidly under rear axle
housing 'so that wheels are clear of floor.
2. Clean rear end of chassis, bottom of body,
and axle housing, r emoving as much dirt as
possible. DO NOT TAKE CHANCES OF GETTING ABRASIVE SUBSTANCES INTO
AXLE HOUSING OR BEARINGS.
3. Drain rear axle housing by removing
lower cover bolts, then reinstall bolts. Thoroughly flush rear axle housing with SAE 10-W
or flushing oil. When flushing, put transmission
in high gear and run rear axle slowly for one
or two minutes. CAUTION: Do not suddenly
accelerate or "gun" the engine and do not exceed a speed of 25 MPH. Do not us e gasoline,
kero sene, or steam for flushing (see par. 5-12) .
Drain housing, remove cover, and wipe out
housing with clean cloths.
4. Wipe ring and pinion gear teeth dry with
clean cloth. Paint ring gear teeth lightly and
evenly with red lead or white lead of suitable
consistency.
.
5. Lightly apply the brakes so that rear
wheels have a one-hand drag, then run the engin e slowl y with transmission in first gear,
then in r everse, for just a few seconds.
6. Compare marks produced on gear teeth
with marks shown in views A through E in
figure 5-2. Marks should be as shown in view
A. If marks are as shown in views B, C, D, or
REAR AXLE ASSEMBLY
(178)
E, the gears are not correctly adjusted and
may be noisy in operation.
7. Gears marked as shown in views B, C, D,
or E should be adjusted as indicated opposite
these views in figure 5-2. Adjustment will be
satisfactory in most cases where gears are
comparatively new and not improperly worn
or scored. If gears have been run long enough
to wear the teeth appreciably, however, it is
unlikely that adjustment will produce quiet
operation.
8. Procedure for sidewise adjustment of
ring gear is given in paragraph 5-23. If adjustment of pinion is required it will be necessary
to remove pinion and propeller shaft and
change total thickness of pinion bearing shim,
as described in paragraph 5-22.
9. After making the adjustment indicated,
re-paint ring gear teeth and run gears aga in
as described in step 5, above. Final marking
should be as shown-in view A, figure 5-2. Wh en
proper tooth contact is obtained, wipe lead
from gears and ca r r ier with cloth moistened
with clean gasoline or kerosene. Wipe out
housing with clean cloths.
10. Pour a liberal quantity of rear axle lubricant on gears and bearings, and turn rear
wheels to work lubricant into all surfaces.
11. Install housing cover, using a new gasket
and coating bolt threads with white lead to
avoid oil leaks. Align filler plug with first bolt
hole to right of lower center bolt hole in
housing. This change from straight down position increases oil level to 4 pints.
12. Remove car stands so that car is level,
and fill housing to filler plug opening with
approved rear axle lubricant. See paragraph 1-9.
(179)
REPAIRS
REAR AXLE ASSEMBLY
5-9
SECTION 5-C
REAR AXLE REPAIR PROCEDURES
CONTENTS OF SECTION 5-C
Paragraph
5-7
5-8
5-9
5-10
5-11
5-12
5-13
5-14
5-15
5-16
Sublect
Introduction . . . . . . . . . . . . . . . . . .
Removal of Axle Shafts
Removal of Wheel Bearings and
Oil Seals
Removal of Differential Ring
Gear and Case Assembly
Removal and Disassembly of Propeller Shaft and Pinion Assembly
Cleaning and Inspection of Parts
Replacement of Differential Bearings (If necessary)
Replacement of Ring Gear (If
necessary) . . . . . . . . . . . . . . . . . . ..
Assembly of Pinion, Bearings and
Propeller Shaft
Straightening Pinion and Propeller Shaft Assembly, using Fixture
Page
Paragraph
5-9
5-10
5-17
5-10
5-11
5-11
5-12
5-13
5-14
5-15
5-16
Sublect
Straightening Pinion and Propeller Shaft Assembly, using V-Blocks
5-18 Installation of Pinion and Propeller Shaft Assembly
5-19 Installation Marks on Matched
Ring and Pinion Gear Sets
5-20 Pinion Setting Gauges J-681A and
J-2197
5-21 Checking Pinion Settings with
Gauge
5-22 Adjustment of Pinion Gear . . . . .
5-23 Installation of Differential Ring
Gear and Case Assembly . . . . . . . .
5-24 Installation of Rear Wheel Bearings and Oil Seals . . . . . . . . . . . . . .
5-25 Installation of Axle Shafts
Page
5-16
5-17
5-18
5-19
5-22
5-22
5-23
5-24
5-24
SERVICE BULLETIN REFERENCE
Bullelln No.
Page No.
5-7 INTRODUCTION
a. Arrangement and Use of This Section
This section contains procedures for repair
or replacement of all internal components of
the rear axle assembly except the brakes. The
procedures are arranged inthe progressive order that should be followed for a complete
overhaul of the rear axle.
The procedures should be followed in the
order given, to the extent required to accomplish removal, inspection, installation, and adjustment of only those parts that are to be
repaired or replaced. Individual procedures are
given in separate numbered paragraphs to aid
in selecting the particular procedures required
when less than a complete overhaul is being
performed.
All procedures in this section will be required
for replacement of a ring and pinion gear set.
These parts are furnished in matched sets
only; individual gears are not available. The
matched sets are furnished separately and also
with the ring gear riveted to a differential case.
Sublect
b. When to Remove Rear Axle Assembly
On cars equipped with Syncro-Mesh transmissions, it is not necessary to remove the rear
axle assembly for any of the repairs outlined
in this section; however, these procedures can
be used as outlined if the assembly is removed
from the car.
The rear axle assembly should be removed
from the car before overhaul (par. 5-26) if
there is external indication of damage to rear
axle or third member housings or strut rods,
or if oil is leaking at torque ball or third member flanged joints. These conditions cannot be
corrected with the rear axle assembly under
the car.
On cars equipped with Dynaflow Drive, it is
necessary to remove the rear axle assembly
from car whenever the propeller shaft must be
r emoved. The propeller shaft spline oil seal
located on front end of propeller shaft (fig.
5-33) cannot be properly installed with third
member housing connected to the torque ball.
c. Identification of Removed Parts
When a number of similar parts are removed
5-10
REPAIRS
that are to be re-installed make certain that
they ar e marked, tagged, or kept separated so
that th ey will be installed in their original positions. Th is is particularly im portant in the case
of bearings and rac es, side gears and pinions,
th eir'thrust washer, bearing caps and adjusters.
REAR AXLE ASSEMBLY
(180)
LOCK WASH ER
d. Special Tools
Many rear axle parts returned to the factory
for credit are damaged as the result of improper methods of removal, indicating that the
required special tools were not used. It is
reasonable to assume, therefore, that the required special tools are not being used for
installation and adjustment of new parts in
many cases, with the result that new parts are
damaged during installation and for this reason
fail to give satisfactory service.
The special tools specified in the procedures
covered in this bulletin are absolutely essential
to the proper performance of these procedures.
They are designed to save time and, of even
greater importance, to avoid damage to parts
and to insure proper assembly. These special
tools should be available to all mechanics who
perform rear axle work, and they should be
used by the mechanics as specified in the following procedures.
e. Break- In W it h New Gears
When new gears a re installed in a rear axle
assembly by the dealer, the car owner must be
cautioned to operate the car in the same manner as he would a new car, for a reasonable
length of time until the new gears have r un in
smoothly.
New gears may be scored during break-in
by sustained high speed driving, harsh use of
clutch causing rear wheels to spin, and by
coasting at high speed with clutch disengaged
and engaging clutch suddenly.
Do not exceed 50 MPH for the first 500
miles and do not exceed 70 MP H for th e second
500 miles.
'/"'~-- REMO VER J- 151 5
Figure 5-3-Removing Axle Shaft lock Washer with
Remover J 1515
3. Remove cover and drain rear axle housing.
4. Remove differential side pinion shaft lock
screw, push pinion shaft from differential case,
and remove spacer and pinions.
5. Push each ax le shaft inward and drive the
horseshoe-shaped lock washer from grooved inner end of axle shaft, using Remover J 1515.
See figure 5-3.
6. Support the axle shaft while pulling it
out of axle housing to avoid damaging the
wheel bearing oil seals. CAUTION: Do not pull
an axle shaft part way out of housing and allow
it to rest on oil seals because this will damage
seals; always completely remove shaft f rom
housing.
7. See paragraph 5-25 for installation procedure.
Fig ure 5- 4-Re mo ving Wheel Bearing a nd O il Seal w ith
Re move r J 1436
5-8 REM O V AL OF AXLE SHAFTS
5-9 REMOVAL OF WHEEL BEARINGS
AND OIL SEALS
1. Place car stands solidly under rear axle
housing so that wheels are clear of floor, then
remove rear wheels.
2. Clean the rear end of chassis, bottom of
body, axle housing, wheels and tires, and under
rear fenders, removing as much dirt as possible. DO NOT TAKE CHANCES OF GETTING ABRASIVE SUBSTANCES INTO
AXLE HOUSING OR BEARINGS.
1. After removal of axle shaft (par. 5-8),
disconnect lin k from sh ock absor be r arm.
2. Disconnect brake pipe from wheel cylinder and cover openings in pipe and cylinder
with plugs or tape to exclude dirt.
3. Remove bolts holding brake backing plate
to housing and remove brake assembly. Support
brake assembly to prevent injury to the brake
cable.
(181)
REAR AXLE ASSEMBLY
4. Remove outer oil seal and roller bearing,
then remove inner oil seal, usi ng Remover
J 1436 . See figure 5-4.
5. See paragraphs 5-12 and 5-24 for inspect ion and installation procedures.
REPAIRS
5-11
a number of times while observing indicator
reading. A reading in excess of .0015" indicates
that bearing is worn enough to produce noisy
gear operation.
3. Loosen lock nuts and remove three pinion
bearing sleeve lock screws from housing.
5- 10 REMO V A L OF DIFFERENTIAL RING
GEAR AN D CASE ASSEMBLY
1. After removal of both axle shafts (par.
5-8), remove differential side gears and thrust
washers from case to pr event them falling out
and being damaged.
2. If ring and pinion gear set has been operating quietly and is to be reinstalled, it is advisable to wash lubricant from between gear
teeth and check existing gear lash by means
of a dial indicator, so that t he same lash ca n
be used when parts are reinstalled, to avoid
changing gear tooth contact. See paragraph 523, steps 8 and 9.
CAUTION: Backlash will be reduced w hen
pinion is locked by prying up with a bar if
there is excessive pinion lift due to worn bearings. See paragraph 5-11, step 2.
3. Mark the differential bearing caps so they
can be reinstalled in original positions on the
carrier. Interchanging the caps will cause damaged threads because caps are threaded in production while bolted to carrier.
4. Remove bearing adjuster locks, loosen one
adjuster, support the differential gear and case
assembly while removing bearing caps and
adjusters, then lift differential assembly and
bearing races out of carrier.
5. See paragraphs 5-12 and 5-23 for inspection and installation pr ocedur es.
Fig u re 5-5-Testing Pinion Bearing Wear
5 -1 1 REMOVAL AND DISASSEMBLY OF
PROPELLER SHAFT AND PINION
ASSEMBLY
1. If ring and pini on gear set has been operating quietly and is to be reinstalled, it is
advisable to check the pinion setti ng a fter r emoval of differential case (par. 5-10) so that
the same setting can be used when parts are
reinstalled to avoid changing gear tooth contact. See paragraph 5-21.
2. At this point it may be desirable to t est
pinion shaft bearing wear without removing
pi nion shaft. Install 1 14 " extension on stem of
dia l ind ica tor and mount indicator to bear
down against center drilling in pinion gear,
with indicator stem as near vertical as possible.
See figure 5-5. Pry up on pinion gear with bar
Fig ure 5-6-Re mov ing Pin ion a nd Propeller Sha ft w ith Pull e r
4. P ull pinion and propeller shaft assembly
re arward out of third member housing, using
Pinion Shaft Puller. See figure 5-6.
5. Remove all pinion bearing shims from
propeller shaft and third member housing to
prevent damage or loss.
6. File or cut off one end of propeller shaft
coupling pin and drive out the pin, then pu ll
pr op e ll e r s haft fro m pinion using Press
J 1292-B. See figure 5-7.
7. Drive up staked section of pinion bearing
lock nut with cape chisel and remove nut, grip-
5-12
REAR AXLE ASSEMBLY
REPAIRS
Figure 5-7- Pin ion Press J 1292-B
( 18 2 )
water and when contaminated with even small
quantit ies of water it has a deteriorating effect
on the lubricant. For t his reason steam' or
water should not be used for flushing rear axle
assemblies. If us ed on rear axle parts which
are disassembled, extreme care must be used
to thoroughly dry all parts before installation.
Gasoline, kerosene, or other distillates are
satisfactory for cleaning parts when removed
from r ea r axle housing, if parts are thoroughly
dried before installation. They should not be
used in an assembled rear axle, however, because if all traces of the cleaner are not r emoved the fresh lubr icant will be contaminated .
For this reason, SAE 10-W or flushing oil
only is recommended for flushing and cleaning
an assembled rear axle.
a. Bearings
Thoroughly clean and inspect all bearings as
described under Bearing Service (par. 1-13 &
1-14). Be particularly careful to inspect rear
wheel bearings, including inner race on axle
shafts, for corrosion caused by rust and for flat
spots on roll ers.
b . O t h er Parts
' - - --
BURRLD BY
PIPE WRENCH
Figure 5-8-Mutila ted Bea ring Lock Nut
ping pinion shaft on splined end in vise. Do
not grip pinion teeth in a vise even though
soft jaw liners are used. NOTE: Figure 5-8
shows a bearing lock nut which has been mutilat ed so that it is unfit for use . Th e stake d edge
has been completely cut away in st ead of bein g
raised, and the hexagon section has been badly
burred by us e of a pipe wrench.
8. Press off pinion front bea r ing using blocks
under outer race of rear bearing, t hen remove
all other parts from pinio n shaft. NOT E : T he
doubl e-row f ront bearing is pre loaded and
normally will have a slight drag when installed
on pinion. Do no t condemn bearing until inspected as specified in paragraph 1-14.
9. See paragraphs 5-12 and 5-15 through
5-22 for inspection, assembly, and in stallation
procedures.
Wash all other parts in clean gasoline or
kerosene, and wipe dry with clean cloths.
Thoroughly wash out interior of rear axle and
third member housings and wipe dry with
clean cloths. Blowout all dirt with clean, dry
air stream.
c. Gears
Carefully inspect all gears for scores on face
of teeth, fo r chipped teeth and for excessive
wear. Examine ring gear and pinion for improper tooth contact. See figure 5-2.
5- 1 2 CLEANING AND INSPECTION O F
PARTS
Hypoid lubricant is extremely aller gic to
Fig ure 5- 9-Checking . We ar of Pinion Rea r Bearing
(183)
REPAIRS
REAR AXLE ASSEMBLY
d. Pinion and Rear Bearing
The desir ed clearance between pimon and
the rear (roller) bearing is .0005". The maximum all owable clearance f or qu iet 'gea r operation is .0014". E xcessi ve clea rance at this point
is usua lly ca used by wear of the r oller bearing.
Wear of the r oller bea ri ng ma y be checked
with a micrometer. Befor e chec king, m ak e certain that bearing is ab solutely clean a nd that
micrometer is accurate at zero readin g. Measure across the outer race a nd a roller a t f our or
five points around bearing as shown in figure
5-9, using care to ad j ust micrometer lightly t o
high points of r oller and race to insure an
accurate reading. The m icrometer will read
.6756" to .676" if bearing is satisfactory for
us e. If reading is less than .6756" the bearing
is worn and should be discarded .
5-13
e. Pinion and Propeller Shaft
Chec k for wear of splines on pinion and in
the p r opeller shaft. P in ion m us t be a tight fit
in pr opeller shaft when parts are a ssem bled.
f. Rear :\xle and Third Member Housings
A sprung ho us ing sho uld be r epla ced ;
straight ening is not re com me nded. A housin g
must never be heated with a torch as this may
produce soft spots in the metal in w hich f atigue
and breakage may deve lop in service.
Insp ect third member housing for : oil leak
a t torqu e ball and a t flanged joint between
t orque tube and carr ier ; cracked torque tube ;
strut rod brackets br oken or cracked at w elds ;
pinion shaft bearing bor es galled or worn due
to bearing turning in housing ; str ipped or damaged threads in side bea ring pedestals or caps.
See paragraph 5-28 f or replacem ent of housing.
g. Parts Replacement
\
All parts of rear axle assembly that a re excessively worn, scor ed, ch ipped , or otherwise
damaged should be replaced wit h n ew parts to
insure qu iet operation and satisfact or y se r vice
after assembly.
Figure 5-10-Checking Clearance Betw""n Pinion and
Roller Bearing
An alternate method of checking clearance
between pinion and roller bearing is shown in
figure 5-10. Obtain a piece of tough paper, such
as t yp ewriter "second" sheet which m easures
.0015" thick (use micrometer) and cut a test
strip :%6" w ide . Place bearing on pinion about
lA." above spacer, insert paper test strip between two bearing ro ller s and rotate bearing
until strip is under one roller . If clearance is
sat isfact or y, the bea r ing will hang on the paper
strip a nd the paper strip cannot be pull ed out.
If bearin g drops of its own weight, or paper
strip ca n be ea sily pulled out, the clearance is
excessive and bearing should be discarded.
NOTE: If roller bearing is w orn excessive ly,
it is quite likely tha t the dou ble-row front bearing is worn so that it no longer has any preload. Inspect this bearing very carefully and
discard if loose or doubtful.
Figure 5-11-Removing Diffe rential Bea ring Using Puller J 22 41
5-13 REPLACEMENT O F DIFFERENTIAL
BEARINGS (IF NECESSARY)
1. If a differential bearing is to be r eplaced,
or removed from old differ ent ial case and installed on new ca se, pull bearing from case
using Bearing P ulle r J 2241. See figure 5-11.
The ends of puller j aws fit into notches in differential case so that pressure can be applied
to bearing inner r ace. Do not pull on roll ers .
5-14
REPAIRS
2. Before installing diff erenti al bearing, examine bearing seat on differ ential case for
bur rs or scores. Remove high metal with a mill
file and coat seat with engine oil or white lead.
Figure 5-12-lnstalling Differentia l Bea ring Using Replacer J 2242
3. Install bearing, using Replacer J 2242,
which is designed to pilot in the case and bear
squarely against bearing inner race. See figure
5-12. Bearing must be pressed tight against
shoulder on case.
REAR AXLE ASSEMBLY
(184)
ri v ets ar e drilled and dri ven out from case side,
m etal is sheare d f rom surface of rive ts by
shar p edge of holes in gear. See figure 5-14.
This not only makes removal more difficult but
will distort the case /lang e so tha t a n ew gear
installed. on case wi ll not run true.
Figure 5-14-Gear Imp rop erly Removed
3. After removal of gear, check machined
face of case flange for burrs, particularly
around rivet holes. Clean off all burrs with a
mill file. Place case in Test Fixture U4-B and
check run-out of machined surface of flange
with dial indicator. See figure 5-15. Case may
be located in fixture upon side bearings as illustrated, or upon bearing seats if bearings are
re moved from case. If r un-out exceeds .002",
the flange must be trued up in a lathe to not
over .002" run-out.
4. Check matching numbers on new ring
gear and pinion to make sure the two parts
Figure 5-1 3-Removal of Ring Gear Rivets
5-14 REPLACEMENT OF RING GEAR
(IF NECESSARY )
1. Center punch all ri vet heads on ring gear
side, placing ma rks in center of heads. Dr ill
rivet approxim ately Y2" deep with 1,4" drill.
See figur e 5-13.
2. Whil e supporting flange of differential
case on suitable block , insert punch in drilled
hole and drive each rivet out; rivets will be
easily parted when driven out. NOTE: When
rivets are in stalled, th ey expand more in the
softer case than in th e harder ring gear. I f
Fig ure 5-15 - Checking Run-Ou t of Ca se Flange in Fixture U 4-B
(185)
REAR AXLE ASSEMBLY
have not been mixed with another gear set.
See figure 5-23. .
5. After making sure that su rfaces of case
flange and ring gear are clean and free of
burrs, bolt gear to case using eleven ( 11 ) ~6 " x
1% " bolts with %" SAE nuts placed in rivet
hole counte r bor es to act a s spacers. CAUTION :
It is very importan t to hav e th ese part s bolted
tight tog ether. Do not use washers over rivet
hole counterbores since they will bend and permit parts to separate slig htl y durin g ri veting
operation.
REPAIRS
5-15
as gear may be drawn t o one side and r un
eccent r ic.
9. After all ri vets a re installed, rechec k for
run-out at back of gea r. See figure 5-16. Runout must not exceed .003" .
Figure 5- 17 -Riveting Ring Gear to Case in Riveting J ig J 2196-A
5-15 ASSEMBLY OF PINION, BEARINGS
AND PROPELLER SHAFT
Figure 5-16-Checking Run-Out of Ring Gear in Fixture U 4-B
6. Place bolted assembly in Test Fixture
U4-B and check run-out of back side of gear.
See figure 5-16. If run-out exceeds .003", che ck
for burrs, uneven bolting condition, or distorted
case flange.
7. Place bolted assembly in Ri veting Jig
J 2196-A with cas e flange up. See figure 5-17.
Use only new rivets of corr ect part number,
which allow ~~6 " of shank for heading. Install
rivet in the one open hole from gear side and
securely head it up cold, which requires a pressu r e of eight (8) tons. CAUTION: Excessive
pres sure may cause riv et to squeeze out between gear and case !lan ge, there by distorting
th ese parts. N ever heat riv ets to facilitate
heading because hot ri vets shrink and become
loose in holes during cooling , furth ermore, the
head s may crack off.
8. Remove bolt diametrically opposite new
rivet and inst a ll another rivet in like manner.
Finish riveting by working back and forth
across gear, using even pressure on all rivets;
do not install rivets consecutively around gear
1. Install parts on pinion shaft in the following order : r ear bea r ing spacer, rear bearing
(roller), bearing lock sleeve with thick end
toward spline, front bearing (ball) with shielded
side t oward spline. See figure 5-18. Press f ront
bearing solidly aga inst shoulder on pinion
shaft, using a t ube of proper size to bear
against inner r ace only. NOTE : B earing may
be brinnelled if driven in to place.
2. Install bearing lock nut with thin side
toward spline. While g ripping splined end of
,\~.J,rtl'i. ~\~~~~ER
'"':' (C
~ .
I
-
7 '
-
I
BEA
. RING
DOUBLE ROW BALL BEARIN G
i
\ SHIMS
I\
.. . \ I
I;r
~.I \
I
LOCK NU T
-~l. 1
tt
1• • •_,~.."'7-=~
.r.
i f'
~
.r.
~
•••
CJ I
,~[L.
~w)/JJI'\~
,
"
VJ '
J
.
_
L: LOCK
I~~
SLEEVE
HYPO ID O FFSET
Figure 5-18-Gear Set with Bearings and lock Sleeve-1949 Model
5-16
REPAIRS
REAR AXLE ASSEMBLY
pimo n in vise, tighten nut to a minimum of
150 ft. lbs. torque; nut must hold b ia r ing tight
against shoulder on pinion. Do not grip pinion
teeth in vise even though soft jaw liners are
used. Stake thin edge of nut down into notch
in pinion.
3. Coat splines of pinion and propeller shaft
with white lea d, then press pinion into propeller shaft until coupling pin holes are aligned,
using Press J 1292-B. See figure 5-7. Pinion
m ust not be loose fit in propeller shaft. Install
a new coupling pin and solidly rivet both ends.
I
IMPORTANT: When ever a pinion and propeller shaft are assembled tog ether the complete assembly must be checked for straightness
regardless of whether new or orig inal parts ar e
assembled. S ee para graphs 5-1 6 and 5-1 7 below.
a
( 186)
it to within .015" runout. Recheck for run-out
after each springing operation.
5-17 STRAIGHTENING PINION AND
PR~PELLER SHAFT ASSEMBLY,
USING V-BLOCKS
If the fixture shown in figu re 5-19 is not
available, the pinion and propeller shaft may
be checked and straightened using V-blocks or
rollers and a dial indicator.
1. Support the assembly on V-blocks placed
under the machined section just to rear of
splines at "A" and under the rear (roller)
bearing at " B" . See figu re 5-21.
2. Mount a dial indicator so that readings
for run-out can be taken successively at points
"C" located 3" from ea ch end of shaft tube,
Figu re S-19-Straightening Propeller Shaft in Fixture
5-16 STRAI GHTENING PINION AND
PROP ELLER SHAFT ASSEMBLY,
USIN G FIXTURE
The pinion and propeller shaft assembly may
be quickly and sat isfactorily checked and
straightened by means of the fixt ure shown in
figure 5-19. This fixture sh ould be made locally,
using any 1940 through 1949 model Buick diff erential carrier, as shown in figure 5-20.
1. Mount the pinion and propeller shaft
assembly in the fixture, being sure to tighten
pinion bearing lock screws evenly and securely
to press pinion f r ont bearing solidly against
shoulder.
2. Mount a dia l indicat or on a rod fastened
to a block of sufficient weight to hold the indicator button firmly agai nst t he ground portion
of the propeller shaft, j ust to the rear of t he
splines a s shown in figure 5-19.
3. Turn the sh aft by hand from t he pinion
end a nd note the amount of r unout as shown
by the in dicator. The t otal indicator reading
should not exceed .015" .
4. If the reading exceeds .015", turn shaft
t o high point on indicator and force end of
shaft downward by hand sufficiently to spring
point " E " at m iddle of shaft tube, point " G"
at front (ball ) bearing, and Point " H " at front
end of splines. Whe n checking points "C " and
"E", ca r e must be taken not to permit the
seam or hollow spots on tube to give a "bounce"
to indicator and thus show a wrong indicator
r eading.
3. Check run-out at points "C" first. If t otal
indicator reading is .005" or les s, the shaft is
OK at these points. If run-out exceeds .005",
support the shaft at "A" and "D" (under lock
sleeve) and exer t pressure against high side of
shaft at point "F" located on end of shaft tube
where run-out exists. Use steady pressure and
not shock blows to spring shaf t as requir ed to
bring run-out at points "C" within .002".
4. Check run-out at point " E" after correcting any run-out at point s " C" . If run-out at
" E" exceeds .010" t ot al indicator r eading, support the sh aft at points " F" and exe rt steady
pressure against high side of sh aft a s required
t o bring r un-out w it hin .010" .
5. Check run-out at point "G " after correcting run-out at points "C" and "E". If runout at " G" exceeds .001" total indicator reading, support the shaft at points "A" and "D"
REAR AXLE ASSEMBLY
(187)
REPAIRS
'-#~R
CARRIER
"
I'
-,_.~
5-17
I
I
I
I
~t-+-+-'<i" ~_
I~-+~"'I:-fi
" 2; I
16-~O~~Q~~SHER
&1IT
0
3j6
SUPPORT------
E
i
3Th
9 - 12X 1- HEX HEAD CAP SCREW
16
9 2'
1397249 ASSEMBLY ' y
-!-1. -
,~
~ -14X '.!.HEX
I
-k
HEAD CAP SCREW
LbcK WASHER
I
,J'"
5
"8 DIA .
l
2 HOLES IN EACH LEG
.
7
i6
lk
.
-
f,
44
J
-:.11 ----==
k- ~ ~
'~'~
oJ
1.
2
.!..R
2
.i==
=::r-
8
,,.j,,
I
I
!I
·_ 1 ,
lU
2'R
.
I
I
,
~
t.~R
,
f--
1 - - - - -7 ~
-=---_ooI---+
3 2=_ 15
.::..::
--I
16 -
916
9
'6
1
]
14 LENGTH AS REQ'D
14 NUT
2. 18
k
L.OCK WASHER
~ PLAIN
WASHER OPTIONAL
4- REQ'D .
t
DIA .2'HOLES
Figure 5-20-Fixture for Straightening Propeller Shaft
and exert steady pressure at the rearward
point "F" on high side of shaft.
6. Finally, re- check run-out at points "C",
"E" and "G" to make sure that run-out is
within specified limits at all points. The runout at point "H" should t hen be within .002"
total indicator reading. More than .002" runout at "H" will cause rapid wear of universal
H
I
ALLOWABLE INDICATOR
READING RtNOUT .005"
~q
A
~ 3"
l-F
5-18 INSTALLATION OF PINION AND
PROPELLER SHAFT ASSEMBLY
Before installation of pinion and propeller
shaf t assembly make certain t hat interior of
C
EI
C
I
ALLOWABLE INDICATOR
READING R C :"
joint bushing and possible leakage of oil from
transmission into rear axle.
ALLOWABLE INDICATOR
READING RUNOUT .010"
6~,-
i
I
GI
ALLOWABLE INDICATOR
ALLOWABLE INDICATOR
READING RUNOtT '005'~
' READING RUNOUT .00 1"
Figure 5-2l-Propeller Shaft Run-Out Specifications
3_
"-1----,
F-l
.
D-
B
5-18
REPAIRS
rear axle and third memo er housings are absolutely clean and dry. Also make certain that
parts to be installed are clean and that pinion
bearing shims are not damaged.
1. If the original third member housing and
pinion shaft are being used, place the original
number and thicknesses of pinion bearing
shims over propeller shaft against front bearing, to maintain original setting of pinion.
2. If a new pinion is being installed, change
the total thickness of shims by the difference
between the old pinion and new pinion setting
marks as explained in paragraph 5-19 below.
For example: if old pinion is marked " +3"
(plus 3) and new pinion is marked "-2"
(minus 2), total thickness of shims installed
should be .005" greater than shims removed.
NOTE: Shims furnish ed with new gear sets
are for use as required in adjw,;tment and are
not necessarily of corre ct total thickness.
3. Lubricate both pinion bearings thoroughly
with rear axle lubricant which should also be
used to hold shims against front bearing.
4. As pinion and propeller shaft assembly is
inserted into third member housing, turn pinion front bearing outer race so that the ball
loading groove will be straight up, to prevent
oil running through into torque tube. Also, turn
propeller shaft to engage splined front end in
splines of universal joint.
LSPACER J-l l 92 B- -,
Figure 5-22-Use of Pinion Bearing Spacer J 1192-B
5. As the pinion rear bearing enters third
member housing, place Pinion Bearing Spacer
J 1192-B, (14" thick) between bearing and
pinion gear so that bearing can be pushed into
REAR AXLE ASSEMBLY
(188)
place without binding against spacer on pinion
shaft. See figure 5-22.
6. Lightly tap the pinion forward with a
brass drift until the holes in pinion bearing
lock sleeve align with tapped holes in carrier,
then install the three sleeve lock screws.
Tighten each lock screw a little at a time until
lock sleeve and pinion front bearing are solidly
seated and screws are uniformly tightened to
35-40 ft. lbs. torque. Tighten lock nuts to 15-20
ft. lbs . torque; excessive tightening of nuts
may withdraw lock screws sufficiently to allow
end play of pinion bearing. Remove Spacer
J 1192-B.
7. Regardless of whether original or new
parts affecting pinion setting are installed,
check pinion setting with gauge as described in
the following paragraphs (5-19, 5-20, 5-21).
Figure 5-23-Ring and Pin ion Gear Markings
5-19 INSTALLATION MARKS ON
MATCHED RING AND PINION
GEAR SETS
All Buick ring and pinion gear sets are
selectively matched for quiet operation and
proper tooth contact. After matching, a serial
number is etched on one tooth of pinion and
on rear face of gear to aid in keeping matched
parts together. See figure 5-23. Parts having
different matching serial numbers must n ever
be used together.
Ri ng and pinion gear sets are matched in a
special t est machine which permits adjustment
of pinion depth in ring gear until a point is
reached where quiet operation and proper tooth
contact under load is obtained. At this point,
the setting of pinion with reference to centerline of ring gear is indicated by the machine.
(189)
REAR AXLE ASSEMBLY
This setting may vary a few t housandths of an
inch f r om the desi gn or "nominal" setting due
t o allowable variation in machining the parts.
In order to make it possible to duplicate the
matching setting of the pinion when the gear
set is installed in a third member housing, the
pinion is marked to indicate this setting with
reference to the "nominal" setting. The amount
in thousandths of an inch plus or minus the
"nominal" setting is etched on the small end
of one, pinion tooth. See figure 5-23. When a
pinion is marked "+" (plus) it means that the
pinion must be set at a distance from the centerline of the ring gear equal to the "nominal"
setting plus the amount indicated on pinion
t ooth. When a pinion is marked " -" (minus)
it means that the pinion must be set at a
distance equal to the "nominal" setting minus
the amount indicated on pinion tooth.
Pinion Setting Gauge J 681-A or J 2197 is
required in order to measure the pinion setting
after it is installed in a third member housing.
REPAIRS
5-19
THIMBLE
GAUGE J-2197
Figure S-2S-Micrometer Markings on Pinion Setting Gauges
J 681-A and J 2197
a. Pinion Setting Gauge J 681 A
Has the thimble and slee ve of the micrometer
marked exactly like a standard micrometer.
. See figure 5-25. Wh en the thimble is turned
clockwise t o extend the spindle, the r ead ing becomes less. Consequently, wh en this gauge is
used to measure depth of a pinion marked "+"
(plus) , the amount marked on the pinion tooth
must be subtracted from the " nominal" micrometer reading. Likewise, if pinion is marked
"-" (minus), the amount marked on the pinion
tooth must be add ed to the " nominal" micrometer reading.
E xample:
a
b
Nominal mi crometer r eading
.379
(fig. 5-26)
.
.379
Pinion marking (fig. 5-23)
.
-2
+3
Cor re ct setting (micrometer
re a ding )
.
3.76
.381
Figure S-2 4-Pinion Setting Ga ug e
5-20 PINION SETTING GAUGES J 681 -A
AND J 2 19 7
P ini on Setting Gauges J 681-A and J 2197
are identi cal except for the markings of the
micrometer secti on, as described below. Either
tool consists of a mi cromet er gauge, a checking
gauge, an adapter for use with hypoid gear
sets, and a clamp to hold the adapter in position. The micrometer gauge has sliding stepped
collars so that gauge can be used in all models.
The checking gauge should be used to test the
accuracy at zero of the micrometer gauge
before using the gauge. See figure 5-24.
b. Pinion Setting Gauge J 21 97
Has the thimble a nd sleeve of the micrometer marked the opposite of a standar d micromet er. See figure 5-25. When the thimble is
turned clockwise to extend the spindle, the
reading becomes greater. Consequentl y, when
this ga uge is used t o measure depth of a pinion
marked "+" (plus) the amount marked on
the pinion tooth must be added to the "nominal" micrometer reading. Likewise, if pinion
is marked "-" (minus), the amount marked
on the pinion tooth must be subtracted from
the "nominal" micrometer r eading.
VI
I
h)
o
PINION
:la
m
-a
~
SERIES
NOMINAL
MICROMETER
READING
1940-41-42
80-90
.203
1940-41 -42
40,50,60,70
.379
1946-7 -8-9
40,50,70
.379
YEAR
;;
CA
PINIO NS MARKED "0" USE THE NOMINAL
MICROMETER READING.
ADAPTER TO
BE USED WITH
HYPO ID GEARS ONLY
PINION SETTING TABLE
YEAR
MICROMETER READINGS FOR PINIONS MARKED "PLUS" (+)
SERIES
+1
+2
+3
+4
+5
+6
+7
+8
+9
+10
+11
+12
+13
+ 14
+1 5
1940-41-42
80-90
.20 2
.20 1
.200
.199
.198
.197
.196
.195
.194
.193
.192
.19 1
.190
.189
.1 88
1940-41 -4 2
40 ,50,60,70
.378
.377
.376
.375
.374
.37 3
.372
.371
.370
.369
.368
.367
.366
.365
.364
1946-7-8-9
40,50,70
.37 8
.377
.37 6
.375
.374
.37 3
.372
.37 1
.370
.369
.36 8
.367
.366
.365
.36 4
YEAR
SERIES
,
:la
;
:la
,m~..
~
MICROMETER READINGS FOR PINIONS MARKED "MINUS" (-)
-1
-2
-3
-4
- 5
-6
- 7
-8
-9
-10
-11
-12
-13
-1.4
-15
1940-41-42
80 -90
.204
.205
.20 6
.207
.20 8
.209
.21 0
.2 11
.2 12
.2 13
.2 14
.2 15
.216
.2 17
.21 8
1940-41-4 2
40,50,60, 70
.380
.381
.382
.383
.3 84
.385
.386
.387
.388
.389
.390
.391
.392
.393
.394
1946-7-8-9
40,50,70
.380
.381
.38 2
.383
.384
.385
.386
.387
.388
.389
.390
.391
.392
.393
.394
CA
CA
m
~
D'
~
,-....
....
\0
o
<;»
Figure 5-26-Plnlon Setti ngs wi th Gau ge J 681 -A
.,
""'
....
\0
....
'-'
::a
m
J>
SERIES
YEAR
1940-41-42
1940-41-42
::a
NOMINAL
MICROMETER
READING
80-90
,~..
m
J>
.977
40,50,60,70
CI'
CI'
m
~
.802
l:D
!:(
1946 -7-8-9
40,50,70
.802
PINIONS MARKED "0" USE THE NOMINAL
MICROMETER READING.
ADAPTER TO
BE USED WITH
I
HYPOID GEARS ONLY
PINION SETTING TABLE
YEAR
MICROMETER READINGS FOR PINIONS MARKED "PLUS" (+)
SERIES
+1
+2
+3
+ 4
+5
+6
+7
+8
+ 9
+10
+11
+12
+13
+ 14
+15
1940-41-42
80-90
.978
.979
.980
.981
.98 2
.983
.984
.9 85
.986
.987
.988
.9 89
.990
.991
.992
1940-41-42
40,50,60,70
.803
.804
.805
.806
.807
.808
.80 9
.810
.811
.812
.813
.814
.815
.816
.817
1946-7-8-9
40,50,70
.803
.804
.805
.806
.807
.80 8
.809
.810
.811
.812
.813
.814
.815
.816
.817
YEAR
SERIES
1940-41-4 2
80· 90
MICROMETER READINGS FOR PINIONS MARKED " MINUS" ( -)
- 1
-2
-3
- 4
-5
- 6
- 7
-8
- 9
-10
- 11
- 12
-13
- 14
-15
.976
.975
.974
.973
.97 2
.971
.97 0
.969
.968
.967
.966
.965
.964
.963
.962
1940-41-42
40 ,50,60,70
.801
.800
.799
.798
.797
.796
.795
.7 94
.793
.792
.791
.790
.789
.788
.787
1946-7-8-9
40 ,50,70
.801
.800
.799
.798
.797
.796
.795
.794
.793
.792
.791
.790
.789
.7 88
.7 87
::a
m
~
ii
CI'
VI
I
Figure $·27-Plnlon S.ttlngl with Gaug. J 2197
~
REPAIRS
REAR AXLE ASSEMBLY
Example:
Nominal micrometer reading
(Fig. 5-27)
.
Pinion marking (fig. 5-23)
.
Correct setting (micrometer
reading)
.
a
b
.977
+3
.977
-2
.980
.975
c. Nominal Micrometer Readings
Are different on Gauges J 681-A and J 2197
because of the differences in micrometer markings. The nominal micrometer readings for all
1940 through 1948 models when using Gauge
J 681-A are given in figure 5-26. The nominal
micrometer readings when using Gauge J 2197
are given in figure 5-27.
d. A Pinion SeHing Table
Is given in figure 5-26 to simplify use of
Gauge J 681-A, and a similar table is given in
figure 5-27 for use with Gauge J 2197. To use
either table, simply note the marking on the
pinion tooth and look in the column of table
headed by the same marking; the correct micrometer reading for proper pinion setting will
be found in the column opposite the particular
car year and series down at left end of table.
5-21 CHECKING PINION SETTINGS
WITH GAUGE
1. Before Pinion Setting Gauge is installed,
check the ends of pinion teeth and stone off
any burrs; also rub stone over etched markings
to remove high spots. The gauge adapter must
seat flatly and firmly against ends of pinion
teeth in order to secure an accurate micrometer
reading.
Figu re 5-28-Pinion Sett ing Gauge Installed
(192)
2. Install adapter with clamp, and the micrometer gauge as shown in figure 5-28. The
adapter must be firmly held against the pinion
by the clamp. The micrometer gauge must be
firmly seated in the differential bearing seats
in carrier, with micrometer spindle at 90 degrees to surface of adapter.
3. The pinion setting is obtained by adjusting
micrometer until the spindle just touches the
adapter, then reading the micrometer. NOTE:
Swing the micrometer spindle up and down
slightly while adjusting, to feel the exact 'point
at which it contacts the adapter.
4. When the actual pinion setting is obtained,
compare it with the proper micrometer reading
for the pinion marking as shown in figure 5-26
if using Gauge J 681-A, or shown in figure 5-27
if using Gauge J 2197. If the old ring and
pinion gear set is being reinstalled, however,
the original setting of the gears must be maintained, to avoid changing tooth contact.
5. If the pinion setting is not within .001",
plus or minus, of the specified micrometer reading, adjust pinion as described in next paragraph (5-22).
5-22 ADJUSTMENT OF PINION GEAR
The pinion gear setting is adjusted by
changing the total thickness of the pinion
bearing shims which are located between the
pinion front bearing and the shoulder in third
member housing.
1. Remove pinion and propeller shaft assembly as previously described in paragraph
5-11, steps 3 and 4.
2. Remove all pinion bearing shims from
shaft or in third member housing, wipe shims
dry, and measure their total thickness with a
micrometer, or with a dial indicator set to bear
against a flat surface.
3. Increase or decrease total thickness of
shi ms as required to obtain proper pinion setting, by using a different combination of shims.
These shims are furnished in thickn esses
ranging from .010" to .019" in increments of
.001", so that any total thickness may be
obtained by using a combination of different
shims.
4. Install pinion and propeller shaft assembly
with new combination of shims and be sure to
tighten the three bearing sleeve locks uniformly to 35-40 ft. lbs. torque, and lock nuts to
15-20 ft. lbs. torque.
5. Check pinion setting with gauge. Setting
(193)
REAR AXLE ASSEMBLY
should be within .001" plus or minus, of required micrometer reading.
5-23 INSTALLATION OF DIFFERENTIAL
RING GEAR AND CASE ASSEMBLY
1. Before installation of ring gear and case
assembly make sure that differential bearing
seats in carrier pedestals and caps are clean
and free of burrs. Remove any burrs which
might prevent bearings or bearing caps from
seating properly.
2. Place outer races on differential bearings
but do not oil bearings as this would interfere
with bearing adjustment. Install gear and case
assembly incarrier and slide bearing adjusters
into position so that threads are engaged in
threads in carrier pedestal.
3. Install bearing caps with bolts and lock
washers. Make sure that caps are installed in
original positions as marked betore removal.
Turn bearing adjusters to engage threads in
caps. Tighten cap bolts to 20 ft. lbs. torque then
loosen all four bolts 1,4 turn.
REPAIRS
5-23
while observing bearing rollers and outer race,
until rollers and race just stop turning, then
tighten adjuster 4 to 5 notches to properly seat
bearings and adj usters.
6. Slowly back off adjuster until bearing
outer race just stops turning. Recheck for this
Figure 5-30-Adjuster Mutilated by Wrong Tool
"free position" at least once to make sure of
proper position.
7. From the "free Position" tighten the
adjuster 2% to 3 notches to pre-load the bearings, then tighten all 4 bearing cap bolts to
65-70 ft. lbs. torque.
8. Mount dial indicator as shown in figure
5-31. Use a small button on indicator stem so
that contact can be made off the edge of tooth.
Set dial indicator so that indicator stem is as
nearly in line with gear rotation as possible.
If stem bears against edge of tooth, or stem is
at considerable angle to the line of gear rotation, a false indication of backlash will be
obtained.
Figure 5-29-Adjusting Differential Bearings with Wrench J 1365
4. Using Adjuster Wrench J 1365 (fig. 5-29)
turn adjusters as required to set ring gear lash
at approximately .008" t o .012" , with both adjusters in firm contact with bearings. CAUTION: Do not use punch and hammer to turn
adjusters as adjusters will be distorted (see
fig. 5-30) and proper bearing adjustment cannot be obtained.
5. Back off one adjuster (preferably left)
Figure 5-31-Checking Backlash with Dial Indicator
REAR AXLE ASSEMBLY
REPAIRS
5-24
9. Lock the pinion with hammer handle or
small bar and move ring gear through backlash
range while observing movement of indicator
hand. Check backlash in this manner at three
or four points around ring gear to determine.
points of minimum backlash.
10. Th e desir ed backla sh is .008" to .010" ;
how ev er, backlash at minimum point should
not be less than .008" and at maximum
point should not exceed .012" . If original ring
and pinion gear set is being reinstalled, the
original lash of gears should be maintained
to avoid changing tooth contact.
11. If backlash is not within limits specified
ab ove, move ring gear to right or left as r equired to secure proper backlash. To mo ve ring
gear, loosen all bearing cap bolts %. turn ;
loosen one notch on bearing adjuster on side
toward which gear is to be moved and tighten
one notch on opposite adjuster. When one adjust er is loosened always tighten opposite adjus ter the same amount in order to maintain
th e bearing preload adjustment made in step 7
above . One notch change of both adjusters in
the same direction will change backlash .004"
to .005". The offset ends of bearing adjuster
locks used in 1948 are designed to permit halfnotch adjustments.
12. Always tighten all bearing cap bolts to
65-70 ft. lbs. torque after adjusters have been
moved and recheck backlash with dial indicator
as described in step 8 above. When backlash is
properly set, install both bearing adjuster locks.
13. Inst~ll differential side gears and thrust
washers in case. See figure 5-32.
14. Install rear wheel bearings and axle
shafts (par. 5-24 and 5-25).
WASH ER ----I~
-~
~~
l WASHER
GEAR
Figure 5-32-Differential Side Gears, Pinions, and Thrust Washers
(194)
5-24 INSTALLATION OF REAR WHEEL
BEARINGS AND OIL SEALS
1. Drive a new inner oil seal squarely and
lightly against shoulder in axle housing, using
care to avoid distortion of seal.
2. Install bearing roller assembly, using care
to start it squarely into axle housing by light
taps with a brass drift on alternate sides of
outer race. Do not dr ive against the rollers.
Drive outer race lightly against the shoulder
in axle housing.
3. Drive a new outer seal lightly against
outer race of bearing, using care to avoid distortion.
4. Install brake backing plate with a n ew
gasket between plate and axle housing. Connect shock absorber link to shock absorber
arm and connect brake pipe to wheel cylinder.
NOTE: Wheel cylinder will be bled lat er, in
paragraph 5-25, step 9.
5. If wheel bearing inner race requires r eplacement, r emove old race from axle shaft by
grinding part way through race and splitting
it. CAUTION: Use care to avoid personal injury f rom flying particles of steel . Press new
bearing race into place against shoulder on
axle shaft.
6. Install axle shafts as described in n ext
paragraph (5-25).
5-25 INSTALLATION OF AXLE SHAFTS
Rear axle shafts are not interchangeable between sides because the right hand shaft is
longer than the left.
1. Fill rear wheel bearing and space between
oil seals with wheel bearing lubricant. Coat
leather edges of oil seals with lubricant.
2. Support axle shaft as it is inserted into
rear axle housing to avoid damaging wheel
bearing oil seals.
3. Push axle shaft in as far as possible, install horseshoe-shaped lock wash er in groove in
inner end of shaft, then pull shaft out to seat
lock washer in r ecess in differential side gear.
4. Install diff erential spacer between ends of
axl e shafts and with both shafts pulled outward a s far as possible, check clearance between spacer and shafts wi t h feeler gauges.
Total clearance, or axle shaft end play, should
be between .000" and .008".
5. If clearance exceeds .008", turn spacer %.
turn and test clearance again; the spacer has
two different thicknesses to permit a selective
fit.
(195)
REAR AXLE ASSEMBLY
6. If clearance or axle shaft end play cannot
be adjusted to .008" or less with old spacer,
install a new spacer. Service spacers are oversize to permit some take up for wear.
7. In some cases, however, it may not be possible to adjust end play to specified limits by
installation of oversize spacers; therefore, new
bronze thrust washers should be installed between the differential case and the side gears
before selecting a spacer of proper thickness to
provide not over .008" end play. See figure 5-32.
8. After proper axle shaft end play is obtained, place side pinions and thrust washers
in case and push differential side pinion shaft
through case, thrust washers, and pinions. Lock
shaft in place with lock screw and lock washer.
REPAIRS
5-25
9. If brake backing plate was removed, bleed
the wheel cylinder as described in paragraph
8-9, then install rear wheel.
10. Pour a liberal quantity of rear axle lubricant on gears and bearings, and turn rear
wheels to work lubricant into all surfaces.
11. Install housing cover, using a new gasket
and coating bolt threads with white lead to
avoid oil leaks. Align filler plug with first bolt
hole to right of lower center bolt hole in housing. This change from straight down position
increases oil level to 4 pints.
12. Remove car stands so that car is level,
and fill housing to filler plug opening with
approved rear axle, (par. 1-9).
5-26
REAR AXLE ASSEMBLY
REMOVAL
(196)
SECTION 5-D
REPAIRS REQ UIRING REM OVAL OF REAR AXLE ASSEMBLY
CONTENTS OF SECTION 5-D
Paragraph
5-26
5-27
Subject
Page
Removal of R ear Axle Assembly . 5-26
Installation of Rear Axle Assembly
5-26
Paragraph
5-28
5-29
Subject
Page
Replacement of Third Member
Housing . . . . . . . . . . . . . . . . . . . . . . 5-2 7
Replacement of R ear A xle S t r ut
Rods
5-27
SERVICE BULLETIN REFERENCE
Bulletin No.
Page No.
5-26 REMOVAL OF REAR AXLE
ASSEMBLY
The rear axle assembly must be removed
from car for r eplacement of rear axle housing,
third member housing, or strut rods.
On Dynaflo w Dri ve cars, rear axle assembly
must be removed from car whenever the pro- .
peller shaft is to be removed. The propeller
shaft spline oil seal (fig . 5-33) cannot be
properly installed with third member housing
connected t o torque ball.
1. Place car stands solidly under frame so
that rear end of car is high enough to permit
working underneath.
2. Disconnect parking brake cable at rear
brake cable sheave and at bracket on front end
of torque tube. Disconnect brake hose from
pipe at frame x member and remove retainer.
Plug hose and brake pipe openings to prevent
entrance of dirt.
3. Dis connect torque tube from torque ball
by removing bolts at flange.
4. Disconnect links from shock absorber
arms and disconnect radius rod at right end .
5. Disconnect lower ends of r ear springs
(left hand threaded bolts) and hoist rear end
of car high enough to roll rear axle assembly
out from under car.
5-27 IN STALLATIO N OF REAR AXLE
ASSEMBLY
1. Check universal joint torque ball for evidence of oil leakage past the packing and for
Subject
wear of uni versal j oint bushing. Note whether
torque ball has end play or is excessively t ight.
Make any corrections indicated, following procedure given in paragraph 4-28.
2. Cement a new gasket in recess in front
end of torque tube.
3. Roll rear axle assembly under car, then
rest car solidly on stands placed under frame,
with rear end of car high enough to permit :
working underneath.
PROPEL LER
SHA F T )
SPRING RETAIN ER
SEA L CA P
1
SPRING
(I \
i' (' n..
J.J..J ~>u
\EAL
'
J
fig ure 5-3 3-Prapeller Shaft Spline 011 Seal
4. On Dynaflow Driv e cars , place propeller
shaft spline oil seal parts on f ront end of propeller shaft in the following order: spring ret ai ner , spring, seal cap, oil seal. See figu r e 5-33.
NOTE : In stall th ese parts just befo re connectin g torque tube to torque ball. Do not install
parts before rolling axle asse m bly under car.
5. Connect torque tube to universal joint
torque ball with bolts and lock washers.
6. Connect rear springs to rear axle assembly (left hand threaded bolts) and connect
links to shock absorber arms.
7. Connect brake hose to brake pipe at frame
(197)
REAR AXLE ASSEMBLY
X member and lock in place with retainer. Connect parking brake cable to bracket on front
end of torque tube and to brake cable sheave.
Bleed rear wheel cylinders and adjust parking
brake as described in paragraphs 8-9 and 8-13.
8. Connect radius rod to rear axle. NOTE:
Normal weight of car must be on rear springs
when tightening radius rod pin nuts so that
rubber bushings in rod will be clamped in neutral position.
HOUSING-STRUT RODS
5-27
shaped clip placed around the housing anchors
strut rod securely.
a. Removal
When removing a strut rod, after removal of
rear axle assembly from car, drill through the
head of rivet with a Vt6" drill. The rivet head
has a centering depression for this drilling
operation. If rivet head is cut off without drilling the holes in strut rod and bracket will be
distorted.
5-28 REPLACEMENT OF THIRD MEMBER
HOUSING
The third member housing consists of the
torque tube and differential carrier which are
flanged and bolted together. The bolted construction is for manufacturing purposes only;
torque tube and carrier are not furnished separately for service.
The torque tube and carrier are matched and
aligned during manufacture and always must
be kept in their original assembly. The tube
and carrier should never be disassembled unless
it is necessary to install a new gasket to correct
an oil leak. The gasket is of special material
and substitute material should not be used.
When removing a third member housing,
after removal of rear axle assembly from car,
drill through the heads of strut rod attaching
rivets with a Vt 6" drill. If rivet heads are cut
off with hammer and chisel without drilling,
the holes in strut rods and brackets will be distorted.
Third member housings furnished for service replacement are not drilled for rivets in the
strut rod bracket. The holes must be drilled
after the rear axle housing, third member
housing, and strut rods are assembled together.
With strut rods in normal position and without
up or down strain, drill bracket to match holes
in strut rods with ¥2" drill. Drill through strut
rods and bracket with a 0/16" drill, then install
bolts No. 1312923 with lis" lock washers and
thin nuts.
5-29 REPLACEMENT OF REAR AXLE
STRUT RODS
The front ends of the two strut rods are riveted to a bracket welded to front end of torque
tube. On Series 40, and 1949 Series 50-70, three
bolts are used to attach the rear end of each
strut rod to a spring seat welded to outer end
of axle housing. On 1948 Series 50-70, a U-
VIEW A. CENTERLINE OF HOLEMARKED ON BRACKET
VIEW B. LOCATING CENTER OF HOlE ON STRUT ROD
Figure S-34-Locating Rivet Hole in Strut Rod
b. Installation
Strut rods supplied for service replacement
an' not drilled at front end for the attaching
rivet; therefore, the holes must be drilled after'
installation of the rod. The holes can be located
and drilled in alignment with hole in bracket
on torque tube as follows:
1. Before installation of strut rod, scribe a
line on bracket in line with the center of rivet
hole. Using a pair of dividers set at 3 inches,
locate a center-punch mark on the scribed line
exactly 3 inche s from center of rivet hole. See
figure 5-34 view "A."
2. Install strut rod in normal position without up or down strain at the bracket on torque
tube. The top edge of strut rod should be
approximately one inch from scribed line in
bracket. See figure 5-33, view "B." On Series
40 and 1949 Series 50-70, it may be necessary
5-28
HOUSING-STRUT RODS
to place a shim washer around front bolt between rod and bracket on axle housing to align
front end of rod with bracket on torque tube.
3. Using a flexible straight edge, scribe a
line on strut rod in line with scribed line on
bracket. With dividers set at 3 inches and one
leg set in center punch mark on bracket, scribe
an arc across the line on strut rod. Center
REAR AXLE ASSEMBLY
(198)
punch at intersection of line and arc. See figure
5-35, view "B."
4. At center-punch mark on rod drill a 1,4
inch hole through rod. Follow up with a % inch
and finally a %6 inch drill. This will insure
alignment of holes in rod and bracket.
5. Attach strut rod to bracket with bolt No.
1312923, l/s inch lock washer and a thin nut.
i,