TRS-216B Ultrasonic Welding
advertisement

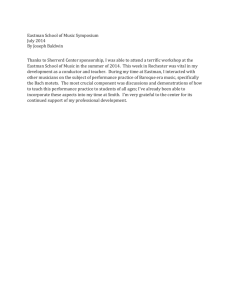
Ultrasonic welding ™ Eastman polymers Ultrasonic welding Eastman™ polymers Ultrasonic welding is a common method for joining plastic parts without using adhesives, solvents, or mechanical fasteners. Ultrasonic welding machines operate on the principle of converting electrical energy to mechanical vibratory energy. This vibratory energy is transmitted to plastic parts by a specially designed horn that also applies pressure to force the parts together. The high-frequency vibration generated by the welding machine creates frictional heat that softens the plastic to create a bond at contact points between plastic parts. Equipment for ultrasonic welding may be somewhat more expensive than other joining methods. However, compared to other methods, ultrasonic welding offers several advantages, including • Environmentally safe; no chemicals used • Good joint appearance • Improved product uniformity • Fast bonding; higher productivity • Process adaptable to multiple tasks (inserting, swaging, etc.) Some plastics soften and bond more easily than others, but by selecting the appropriate welding parameters, strong bonds can be obtained with most amorphous plastics. Parameters that significantly affect weld strength and appearance include vibration frequency and amplitude, horn pressure, load time, and joint design. Joint designs Energy-director and shear joints (as shown in Figure 1) are the two general types of joint designs most commonly used in the plastics industry. A simple energy-director joint provides a small raised ridge of polymer between two flat surfaces to be joined. As the parts are pressed together by the vibrating welder horn, the ridge softens and flows over the width of the joint to create a bond. One or both surfaces to be joined may be textured or have additional detail to enhance weld quality. A crisscrossed design, such as shown in Figure 2, gives more material flow for stronger bonds and hermetic seals. The tongue-and-groove design ensures joint alignment, prevents flash, and promotes a hermetic seal. • Low energy consumption •C omputer-controlled process; suitable for statistical process control Figure 1 Typical joint designs 90° Simple energy director Single-sided shear joint Double-sided shear joint Figure 2 Improved energy-director designs Slip Fit Energy director with tongue-and-groove joint Crisscrossed or sawtoothed energy director Simple energy-director joints may work satisfactorily in some small parts, but in some situations, the band may not have the tensile or impact toughness required for the application. If an energy-director joint must be used, it should be incorporated with a step joint or a tongue-and-groove joint as shown in Figure 2. Energy director with step joint Shear joints preferred for copolyesters In contrast, a shear joint provides an interference fit between the parts to be joined. The interference is typically in the range of 0.2–0.3 mm (0.008–0.012 in.) and can be singlesided or double-sided, similar to a tongue-and-groove joint. As the vibrating welder horn presses the parts together, the interfering plastic softens and creates a bond at the interface. For Eastman™ copolyesters, shear joints should closely follow the design suggested in Figure 3. Figure 3 Single-sided shear joint After weld Before weld 0.6W W 0.025-mm (0.010-in.) gap (min.) 1.5 mm (0.060 in.) R (typical) 0.5 mm (0.020 in.) min. Flash relief Slip-fit Support nest 20°–30° Radius A A = 0.2 to 0.3 mm 0.025 mm (0.008 to 0.012 in. 0.001 in.) Interference per side 10° (min.) 1° Draft angle (typical) Support nest B (depth of weld) = 1.25 W = 30°–45° Welding Eastman™ copolyesters Ultrasonic welding of Eastman™ copolyesters was performed using standard industry specimens to form a 50.8-mm (2-in.) long, welded I beam (see ANSI AWS G1.2M/G1.2: 1999). Additional custom-designed specimens of similar overall geometry were used to evaluate tongue-and-groove and crisscross joint designs. Table 1 summarizes the ultrasonic welding setup and conditions. Weld strength was evaluated in a tensile pull test performed at a speed of 50.8 mm/min. The results of tests using three joint designs are summarized in Figure 4. The strength of a molded I beam is shown as a control sample. Figure 4 Tensile pull strength of copolyester welds 8,000 Tensile pull force (N ) 7,000 6,000 5,000 4,000 3,000 2,000 1,000 0 Eastar™ copolyester DN004 Sheara Sheara DuraStar™ polymer MN611 Buttb Buttb Eastar™ copolyester MN211 Eastar™ copolyester MN100 Tongue and groovec Eastar™ copolyester MN021 Control Tongue and groovec Control Double-sided shear joint with an interference of 0.2 mm (0.008 in.) between mating parts. See Figure 1. A Branson 450 texture on one surface and an energy director with a height of 0.5 mm (0.020 in.) on the mating surface. See Figure 1. c An energy director with a height of 0.36 mm (0.014 in.) on the groove surface and a crisscross pattern with a height of 0.58 mm (0.023 in.) on the tongue surface. See Figure 2. a b Table 1 Typical ultrasonic welding setup conditions Horn type Aluminum or titanium Booster type Green 1:1 Welder power, watts 1,000 (typical) Frequency, kHz 20 Fixture/nest Rigid or semirigid Options Collapse control, constant weld energy, computer control Typical ultrasonic welding conditions Welding time, s 0.3–1.0 Hold time, s 0.3–0.5 Welding pressure, MPa (psig) 0.1–0.35 (15–50) Trigger pressure Minimize Downspeed Minimize In general, it was found that • E astar copolyester MN211 gave the best overall performance approaching 90% of the strength of the control samples. ™ • Tongue-and-groove joints formed the strongest bonds. • In the absence of a groove, butt joints were prone to misalignment resulting in abnormally weak welds. •T he strongest welds were formed at long weld times (≥ 0.7 ms) and low weld pressures (≤ 0.2 MPa). •H old time had no effect on weld strength. • E nergy directors must be used in both tongue-and-groove and butt joints to obtain the strongest welds. Since actual part design may have a significant effect on performance, these results should only be used as guidelines for resin selection. Note that these results are for tensile strength only and may not indicate weld performance in parts that experience flexing or impact. Ultrasonic staking Ultrasonic staking is an assembly method in which a plastic stud is melted to capture or lock two components together (see Figure 5). This method offers several advantages, including fast cycle times, good repeatability and control, tight locking, and the ability to form multiple stakes at one time. Figure 5 Ultrasonic/heat staking methods 2D Radius at stud base required Staking horn D Radius 2 2D D 0.5D 1.6D General welding practices suggested for Eastman™ polymers Your welding equipment supplier can provide valuable assistance for equipment selection, setup, and part design. The following suggestions include some of the more important considerations for ultrasonic welding of Eastman™ polymers. • Design parts with tongue-and-groove joints or shear joints for added strength and toughness. • Design joint with anticipated loads applied in shear mode rather than leverage or tension mode. Nonthermoplastic plate • Provide 0.2–0.3-mm (0.008–0.012-in.) interference in shear joints. • Provide 0.2–0.25-mm (0.008–0.010-in.) flash flow gaps at flash lines to minimize micronotch formation. • Provide minimum radius of 0.75 mm (0.03 in.) to minimize flex fatigue cracking during welding. This method is suitable for joining parts made of Eastman™ plastic to other materials such as steel and dissimilar plastics. However, it may not be suitable for joining parts that are both made of Eastman materials. In such cases, there is the opportunity for the softened head of the stake to weld to the mating part and form sharp notches, which concentrate stress and embrittle the joint. For best results, limit ultrasonic staking to applications in which the plastics to be joined have a melting/softening temperature difference of at least 22°C (40°F). • Locate joint within 6 mm (0.25 in.) of horn mating surface to avoid far-field welding effects. • Provide adequate draft angles to eliminate the need for topical mold releases that may hinder welding. • Provide adequate nest support under protruding parts to prevent flex fatigue during welding. • Design part with adequate horn contact area to reduce horn marks. • Use flat, parallel mating surfaces to optimize weld contact area. Alternative assembly methods If ultrasonic welding is judged to be inappropriate for the application, designers may consider alternative assembly methods such as permanent snap fits, hot-plate welding, screws, inserts, or adhesives. Conclusion Ultrasonic welding of copolyesters can be successfully accomplished with proper joint design, material selection, and the use of proper welding parameters. Part designers must carefully select the joint design that provides the optimum performance and utility to satisfy the end-use requirements of the functional part. Because ultrasonic welding may not be appropriate for the specific part to be assembled, designers should consult their welding equipment supplier or Eastman technical representative and conduct rigorous real-life enduse testing as the product is being developed. A list of equipment suppliers follows. Branson Ultrasonics Corporation 41 Eagle Road Danbury, CT 06813 U.S.A. Tel: (1) 203-796-0400 Dukane Corporation 2900 Dukane Drive St. Charles, IL 60174 U.S.A. Tel: (1) 630-584-2300 Sonics and Materials, Inc. 53 Church Hill Road Newtown, CT 06470 U.S.A. Tel: (1) 203-270-4600 Herrmann Ultrasonics, Inc. 620 Estes Avenue Schaumberg, IL 60193 U.S.A. Tel: (1) 847-985-7344 Ultra Sonic Seal 368 Turner Way Aston, PA 19014 U.S.A. Tel: (1) 610-497-5150 For ultrasonic welding with Eastman Tritan™ copolyester in thin-walled applications, please refer to publication TRS-278. Eastman Chemical Company Corporate Headquarters P.O. Box 431 Kingsport, TN 37662-5280 U.S.A. Telephone: U.S.A. and Canada, 800-EASTMAN (800-327-8626) Other Locations, (1) 423-229-2000 Fax: (1) 423-229-1193 Eastman Chemical Latin America 9155 South Dadeland Blvd. Suite 1116 Miami, FL 33156 U.S.A. Telephone: (1) 305-671-2800 Fax: (1) 305-671-2805 Eastman Chemical B.V. Fascinatio Boulevard 602-614 2909 VA Capelle aan den IJssel The Netherlands Telephone: (31) 10 2402 111 Fax: (31) 10 2402 100 Eastman (Shanghai) Chemical Commercial Company, Ltd. Jingan Branch 1206, CITIC Square No. 1168 Nanjing Road (W) Shanghai 200041, P.R. China Telephone: (86) 21 6120-8700 Fax: (86) 21 5213-5255 Eastman Chemical Japan Ltd. MetLife Aoyama Building 5F 2-11-16 Minami Aoyama Minato-ku, Tokyo 107-0062 Japan Telephone: (81) 3-3475-9510 Fax: (81) 3-3475-9515 Eastman Chemical Asia Pacific Pte. Ltd. #05-04 Winsland House 3 Killiney Road Singapore 239519 Telephone: (65) 6831-3100 Fax: (65) 6732-4930 Material Safety Data Sheets providing safety precautions that should be observed when handling and storing Eastman products are available online or by request. You should obtain and review the available material safety information before handling any of these products. If any materials mentioned are not Eastman products, appropriate industrial hygiene and other safety precautions recommended by their manufacturers should be observed. It is the responsibility of the medical device manufacturer (“Manufacturer”) to determine the suitability of all component parts and raw materials, including any Eastman product, used in its final product to ensure safety and compliance with requirements of the United States Food and Drug Administration (FDA) or other international regulatory agencies. Eastman products have not been designed for nor are they promoted for end uses that would be categorized either by the United States FDA or by the International Standards Organization (ISO) as implant devices. Eastman products are not intended for use in the following applications: (1) in any bodily implant applications for greater than 30 days, based on FDA-Modified ISO-10993, Part 1, “Biological Evaluation of Medical Devices” tests (including any cosmetic, reconstructive, or reproductive implant applications); (2) in any cardiac prosthetic device application, regardless of the length of time involved, including, without limitation, pacemaker leads and devices, artificial hearts, heart valves, intra-aortic balloons and control systems, and ventricular bypass assisted devices; or (3) as any critical component in any medical device that supports or sustains human life. For manufacturers of medical devices, biological evaluation of medical devices is performed to determine the potential toxicity resulting from contact of the component materials of the device with the body. The ranges of tests under FDA-Modified ISO-10993, Part 1, “Biological Evaluation of Medical Devices” include cytotoxicity, sensitization, irritation or intracutaneous reactivity, systemic toxicity (acute), subchronic toxicity (subacute), implantation, and hemocompatibility. For Eastman products offered for the medical market, limited testing information is available on request. The Manufacturer of the medical device is responsible for the biological evaluation of the finished medical device. The suitability of an Eastman product in a given end-use environment is dependent on various conditions including, without limitation, chemical compatibility, temperature, part design, sterilization method, residual stresses, and external loads. It is the responsibility of the Manufacturer to evaluate its final product under actual end-use requirements and to adequately advise and warn purchasers and users thereof. DuraStar, Eastar, Eastman, and Tritan are trademarks of Eastman Chemical Company. www.eastman.com © Eastman Chemical Company, 2011. TRS-216B 9/11 Printed in U.S.A.