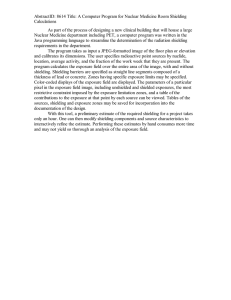
Passive Space Radiation Shielding: Mass and Volume Optimization
advertisement

SSC15-IV-3 Passive Space Radiation Shielding: Mass and Volume Optimization of Tungsten-Doped PolyPhenolic and Polyethylene Resins Benjamin Klamm NASA Ames Research Center Mail Stop 202-2; 650-604-6347 benjamin.a.klamm@nasa.gov ABSTRACT The use of commercial, off-the-shelf (COTS) components have become an increasingly attractive option to develop small satellites that satisfy high-quality and reliability, as well as low-cost and development time demands. However, the use of COTS may introduce mission design constraints associated with the mass and volume of appropriate radiation shielding required for various mission lifetime and/or reliability objectives. The purpose of this study is to provide insights towards optimization that minimizes the mass and/or volume of a graded-Z or composite-Z shield. In this study, three model space radiation environments will be attenuated via mass shields using numerical analysis, with a discussion provided on the manufacturability and integration of such shields within the small sat design envelope. The use of graded-Z shielding for multi-particle attenuation is not a new concept. However as complex shield systems are yet emerging, few concepts have the development maturity at a Technology Readiness Level of three (TRL-3). Previous design approaches employed an optimization strategy that equally weighed the structural ability of the given system equally against its shielding performance. The current study removes the specific structural constraint, and examines the mass shielding efficiency associated with constant thickness Tungsten-doped PolyPhenolic and Polyethylene resin shields. allowing ever smaller satellites operating with enhanced mission lifetimes. INTRODUCTION The low cost, high performance and availability of COTS electronics are attractive to low budget small satellite projects, as they allow direct competition with larger space platforms. However, their use forces the assumption of a risk posture and/or predicted mission lifetime that are directly related to intensity of the mission radiation environment. This is due to the broad reaching unknowns associated with the radiation susceptibility of COTS components, as the supermajority are not designed towards or tested in simulated space radiation environments. In order to effectively reduce mission risk without participating in often expensive and time consuming rad-testing, these components should be insulated from the space environment sufficiently so as to meet even the most basic dose requirement. The current state-of-the-art for insulating said components from the space radiation environment involves using mass shielding with a judicious material selection process and design. In order to maintain low total system costs for both a COTS component and its required additional shielding, the direct material cost and manufacturing method are additional influences within the associated shield system engineering process. Shield ease of manufacturing is especially important as in-house methods can be developed and applied to significantly reduce process costs and development timeframes. These include, but are not limited to: Fused Filament Fabrication (FFF), Selective Laser Sintering (SLS), Metal Injection Molding (MIM), etc. SPACE RADIATION SHIELDING The Spacecraft Environment The natural space radiation environment within our heliosphere consists of two general populations: particles emitted from the sun including photons, protons, electrons and the fully ionized nuclei Helium through Uranium and particles from cosmic source. These include the same particle variety only with a higher specific-energy spectral range and peak bulk energy, but a lower flux on the order of one percent of the total count. Unsteady phenomena within the Sun spill over into the heliosphere, known as solar particle events (SPEs) and consist of two types: solar particle Due to the inherent restrictions on small satellites, the desire to drive the said mass shield efficiency higher is presently an active research area within the aerospace industry and academia. Shield efficiency could be defined as a ratio between the shield’s ability to attenuate particles divided by its mass and/or volume. As the efficiency of shields increase, so too does the performance density of the COTS/shield system, Klamm 1 29th Annual AIAA/USU Conference on Small Satellites 1 2me c 2 2 2Tmax 2 ... ln 2 2 I dE Z 1 C ( ) Kz 2 zL ( ) ... 1 dx A 2 2 Z 2 z L2 ( ) events and coronal mass ejections. For planets with active magnetospheres, both solar and cosmic particles can become trapped within specific belt-like regions along the magnetic plane of the planet, in relation to the current energy of the particle and local magnetic field strength. The Earth’s trapped radiation regions consist of high flux, low energy particles due to the relative weakness of Earth’s magnetic field. Higher energy particles are able to either penetrate to the atmosphere proper or escape back into interplanetary space. where, K 4N A re2 me c 2 Space contains a very low energy plasma of protons and electrons from the plasmasphere out to interplanetary space, which is easily shielded by thin material. However, it can damage some surface materials over time and produce differential charging effects in dielectric materials.2,3 Tmax (2) 2mec 2 2 2 (3) 2me me 1 m p m p 2 The Z/A term (atomic number to atomic mass ratio) of the shielding material is generally proportional to its stopping power, where materials with high concentrations of low Z elements are preferential. This basically translates into selecting materials with the highest hydrogen content ratio, as seen in Table 1. Radiation Effects in Electronics Electronic components undergo damage and degradation due to three general mechanisms: total ionizing dose (TID), non-ionizing dose (often referred to as displacement damage dose, DDD), where both accumulate over time, and through single event effects (SEEs) which are the ionizing and non-ionizing dose associated with single particle strikes in critical areas. The type of damage experienced is related to the incident particle type and relative energy. COTS components are generally more at risk to these damage modes than components designed specifically for space operations and are widely assumed to begin failing around 5 krad in TID.1 As such, they require additional mass and volume from the spacecraft operational budget to attenuate said effects in the form of mass shielding. This mitigation strategy is especially effective if the component is also preferentially selected for inherent dose and single event effect robustness, and used in conjunction with a watchdog system for soft errors and latch-up resets, and current limiting devices to help prevent device burnout.1 The production of secondary particles due to proton bombardment can generally be neglected for small spacecraft since the maximum energy of ionized electrons, also proportional to Z/A, is very low (< 10 KeV) and the minimal amount of neutrons produced in thin, non-fissionable materials. Neutron production has been empirically shown to be directly proportional to increasing atomic mass, where materials with heavy nuclei produce more neutrons per incident proton proportional to its incident energy (>120 MeV protons). For ionic bombardment, fractionation of the incident particle will also generate neutrons, alpha particles and lesser lighter nuclei. Therefore high-Z materials will generate more neutrons per unit thickness, but preferential selection of the high-Z material will allow for the re-absorption and scattering of any spallatial neutrons. The strongest known neutron moderator is Gadolinium, as shown in Figure 2. Tungsten is an average neutron moderator for high-Z elements, and is used herein primarily due to the cost and availability of its associated microparticle powders. Particle-Matter Interactions The governing phenomena for particle–matter interactions are related to the relativistic momentum of the charged particle. For moderately relativistic charged hadronic particles (i.e.- protons, ions, etc.), this is dominated by the inelastic coulombic collision of particles with conducting and valence band electrons via electron excitation and ionization. The corrected Bethe formula describes this one dimensional energy loss rate as found below:4 Klamm (1) Incident electron shielding is characterized by three interactions: elastic nuclear scattering (small deflection angle), inelastic nuclear scattering (large deflection angle) leading to gamma-ray photon emission (a.k.a. Bremsstrahlung), and inelastic momentum transfer collisions with atomic electrons leading to atomic electron excitation or ionization. For low energies below the critical energy Ec, incident electron-atomic electron collisions dominate, roughly proportional to Z/A. Above the critical energy radiative losses dominate, proportional to Z2/A. Elastic nuclear 2 29th Annual AIAA/USU Conference on Small Satellites scattering exists in small amounts at all energies, also proportional to Z2/A. Because the critical energy decreases with increasing Z, the combination of elastic and inelastic nuclear scattering dominates at lower electron energies in high-Z materials, where the Z2/A term is orders of magnitude larger in high-Z materials allowing them to be more effective at stopping electrons. 610 Ec MeV Z 1.24 Table 1: Select shielding materials sorted by density stopping power Element or Density Avg. Avg. Molecule [g/cm3] A Z (4) Conversely, this radiative stopping produces more Bremsstrahlung, where high-Z materials are more capable at stopping these gamma-ray photons. Above 5-10 MeV per photon, pair production dominates for Z > 20 materials. The produced positron quickly annihilates with a nearby electron, generating two photons each of at least 511 keV which are further scattered, where the generated electron also attenuates accordingly depending on initial energy. This attenuation process is again generally proportional to Z2/A. Compton scattering dominates at mid-range energies for high-Z materials, where atomic electrons are ionized by an incident photon which is scattered, and is proportional to Z/A. Finally, the photoelectric effect dominates for high-Z materials at lower energies, where a photon is fully absorbed leading to electron ionization, and is proportional to Z4/A.6 A diagram of this is shown in Figure 1. Due to the combination of these processes, high-Z materials tend to be better photon attenuators, but this is slightly dependent on the specific energy of the incident photon. The mass attenuation length is shown in Figure 3. Z/A Z^2/A Density Density* *(Z/A) (Z^2/A) tungsten 19.25 183.80 74.00 0.40 29.79 7.75 573.52 tantalum 16.69 180.94 73.00 0.40 29.45 6.73 491.55 lead 11.34 207.20 82.00 0.40 32.45 4.49 368.00 gadolinium 7.90 157.25 64.00 0.41 26.05 3.22 205.78 aluminum oxide 3.95 20.39 10.00 0.49 4.91 1.95 19.38 diamond 3.50 12.00 6.00 0.50 3.00 1.75 10.50 aluminum 2.70 26.98 13.00 0.48 6.26 1.30 16.91 boron carbide 2.52 11.05 5.20 0.47 2.45 1.18 6.17 sucrose 1.59 7.60 4.04 0.74 2.27 1.18 3.60 phenolic novolac 1.36 5.68 3.14 0.80 1.86 1.08 2.53 graphite 2.15 12.00 6.00 0.50 3.00 1.08 6.45 glycerol 1.26 6.57 3.57 0.79 2.07 0.99 2.61 Aramid fiber 1.44 8.50 4.43 0.68 2.39 0.98 3.45 lithium oxide 2.01 10.00 4.67 0.45 2.19 0.91 4.41 PEEK 1.32 8.47 4.41 0.68 2.38 0.89 3.14 polycarbonate 1.21 4.06 4.06 0.71 2.24 0.86 2.71 water 1.00 6.00 3.33 0.83 2.00 0.83 2.00 HDPE 0.97 4.67 2.67 0.83 1.67 0.81 1.62 liquid hydrogen 0.71 1.00 1.00 1.00 1.00 0.71 0.71 lithium nitride 1.27 8.75 4.00 0.45 1.84 0.57 2.34 Shield Material and Configuration Optimization There have been several previous studies, and some ongoing, examining the use of mixed-Z (or bi-layer) and graded-Z (three to seven layers of varying Z gradients) systems. It has been shown that a bi-layer outside facing high-Z then low-Z shield proved to be more effective in attenuating both protons and electrons than aluminum, where graded-Z systems improved on this attenuation efficiency by reducing mass 40 to 60%.6,10,11 These systems can be realized as either independent shielding, or more commonly as an integrated component to the structure of a given spacecraft or habitat. Incorporating shielding and structure is most beneficial when a majority of the spacecraft requires shielding, as in human space transport and extraterrestrial habitat construction. This increases the total mass efficiency of the system and potentially decreases the overall manufacturing complexity. When only smaller sections of the spacecraft require shielding, also called spot shielding, it is more mass-efficient to separate the structure and Figure 1: Photon attenuation cross section as a function of energy5 Klamm 3 29th Annual AIAA/USU Conference on Small Satellites Figure 2: Neutron Absorption and Scattering for Hydrogen through Uranium13 Figure 3: Photon absorption length for select elements4 Klamm 4 29th Annual AIAA/USU Conference on Small Satellites shield systems, where the shield’s structural constraints are mostly removed. For spot shielding, minimizing the mass and/or density remain as primary concerns but are driven solely by shielding ability per unit mass/thickness, where space qualification, material cost/availability and ease of manufacturing exist as more threshold-type constraints. This study examines the use of both composite-Z and graded-Z spot shield systems, where a low-Z resin matrix is doped with high-Z metal microparticles in varying mass fractions. This differs from some earlier studies which focused on foil or deposition of pure material layers.6,8,10,11 Microparticle doping into a resin matrix decreases the manufacturing complexity of the system by allowing advanced manufacturing techniques such as fused filament fabrication and injection molding: both allow the low and high Z materials to be processed concurrently, and both are highly advantageous to incorporating shields into conformal-shaped volumes of the interior of a small satellite. Also, structural delamination, thermal warping, and other layered composite concerns become a non-issue with microparticle doped resin construction. Of the possible high-Z materials the common selection is between tungsten, tantalum and gadolinium due to their availability, but each with differing good high-Z characteristics. Gadolinium is most beneficial when there is a large amount of secondary neutrons due to its very large neutron absorption cross section. However, for small spacecraft this is not commonly a problem, so materials with better electron and photon attenuation are used, such as tungsten and tantalum. As seen in Table 1, tungsten is a slightly better electron attenuator than tantalum and has essentially the same high energy photon shielding characteristics due to their nearly identical atomic numbers, with the added benefit of being 20% denser. It should be noted that although tungsten is a decent neutron absorber, it is the worst of the three mentioned. It was selected as the example high-Z microparticle over tantalum primarily due to its higher availability and lower cost. In order to effectively compare shielding materials, it is often helpful to define an absolute quantity through which to gauge shielding ability rather than relative shielding as done in previous studies. Two such quantities, the mass shielding coefficient and the volume shielding coefficient, are defined below: Generally, low-Z materials that require the fewest atomic collisions to stop high energy particles (least mass) also require the most volume to serve as effective shields, due to their low density/high hydrogen content. Previous studies have examined the effectiveness of low-Z materials such as: liquid hydrogen, polypropylene, polyethylethyl-ketone, aluminum, polyethylene, carbon fiber, aramid fiber, silica fiber, boron fiber, etc.6,7,8,10,11 This study examines the effects of driving the low-Z material density higher by increasing the mass fraction of the high-Z dopant; one such material is examined in detail in reference to standard shield sources. Phenolic Novolac resin was compared to both the de facto practical hadron attenuator High Density Polyethylene and the universal standard spacecraft shield/structural source, Aluminum. Phenolic Novolac was selected from a shielding standpoint due to both its large stopping power (Z/A) relative to HDPE and low secondary particle production potential (Z2/A), while also being inexpensive, easy to manufacture and process, widely available, highly temperature stable and flame resistant, with very low outgassing after a TVAC bakeout treatment. The only issue with Phenolic resin, as for most polymers, is they tend to serve as good di-electrics. In order to mitigate charging within the spacecraft near sensitive electronics, a neutralizing conducting layer must be inserted below the spot shield. This plays well into the shielding configuration in general, because said electronics will already likely require a thermal pathway regardless of covering material. Klamm m 1 mD [(rad/day)-1(g/cm2)-1] (5) v 1 tD [(rad/day)-1(cm)-1] (6) Where m and t represent mass (in g/cm2) and thickness (cm) respectively, and D is the TID in silicon (rad/day) for a given environment. This allows for a direct comparison of shielding efficiency both within and between environments, where larger coefficients represent more mass or volume efficient systems. In summary, this study is examining the mass and volume shielding effectiveness in varying radiation environments between: 1. 2. 3. Graded-Z versus Composite-Z layering Phenolic versus HDPE low-Z resins Percentages of tungsten microparticle doping Radiation Simulation Results The TID variation deposited in a standard Silicon wafer behind a constant thickness shield, with thicknesses shown in Table 2, due to three model environments was examined. These are: a standard “mid-altitude” GPS orbit with results found in Figure 4 & Figure 7, a high inclination sun-synchronous LEO orbit as in Figure 5 & Figure 8, and an interplanetary heliocentric orbit at 1 5 29th Annual AIAA/USU Conference on Small Satellites AU as in Figure 6 & Figure 9. Details for each environment, along with model parameters, are found in Appendix A. Note that the dose values are not representative of worse case conditions at each location, since the parameters for each environment were selected to show average conditions for the most common general case. SPENVIS was used to define these environments, as well as implement MULASSIS to determine the attenuation characteristics of both the graded-Z and composite-Z shield systems.12 The standard SHIELDOSE-2Q results of aluminum were included, also from SPENVIS. MULASSIS was ran using the default cuts-in-range at 1E7 particles per run to minimize error. Even with a large stochastic simulation, both geometric effects and the default particle generation cuts-in-range contributed to a general 11% error. The 3 mm shield thickness was selected because it was assumed to be the maximum practical thickness available to a spot shield in small satellites. Note that there is 1 mm of aluminum included in all simulations due to the exterior structure of the spacecraft itself. Notes on Shield Manufacturing Of the manufacturing options available for small scale production of PolyPhenolic and HDPE test coupons, three were examined in this study: fused filament fabrication (FFF), injection molding (IM) and reactioncompression molding (RCM). These all afford in house production of customizable shielding systems that involve both relatively inexpensive capital equipment and low manufacturing complexity. Red iron oxide 325-mesh was used as the microparticle simulant due to its high visibility for evaluating doping uniformity and very low cost. Phenolic Novolac is a two part resin where PhenolFormaldehyde monomers are not fully polymerized due to an excess of Phenol. A cross-linker, Hexamethylenetetramine (Hexa), is then added to provide free formaldehyde, doing so as it decomposes around 90 C to fully polymerize the mix into a hardened thermoset. Since Phenolic Novolac starts partially polymerized, it is a brittle solid thermoplastic at room temperature. In order to effectively mix with hexa, a powder, both must be ground together in a slow process to not prematurely cure the mix within the grinder itself. For the test coupon a simple handcranked burr mill coffee grinder was used to successively shrink and blend the Phenolic with Hexa. It is important to not grind-blend the hexa into the phenolic until a sufficiently fine phenolic powder has been achieved to prevent pre-curing. This is due to the fact that once mixed even at room temperature, the two powders will begin to cure at a very slow rate and the grinding occurs at a moderately higher temperature the coarser the beginning powder. After grind-blending both components to fine powder, any dopants can then be added and mixed. At this point the red iron oxide was added and blended sufficiently, and the three part powder was poured into a circular mold and vibrated until level. It was baked at 150 C for approximately 15 minutes under atmospheric pressure. This partially cures the coupon, which then must be die pressed to remove voids and create better conformity to the desired mold. This process could be considered a combination of reaction molding and compression molding, or RCM. Figure 10 shows the test coupon after manufacture as described. At each environment Phenolic and HDPE a compositeZ configuration was compared to graded-Z shields of the same materials, with increasing Tungsten doping mass fractions, while also maintaining a constant 3 mm spot shield thickness. The graded-Z systems can then be directly compared to the composite-Z by way of average tungsten doping, where the total amount of tungsten used is held constant and only its location varied. Six shielding configuration were run for each environment, as shown in Appendix B, with varying levels of the tungsten doping starting with the pure resin case. Mass fractions of 5%, 15% and 35% tungsten were selected for the composite-Z system and 12% and 35% average tungsten for the graded-Z. Note in Table 2 the thickness variation between the 12% and 35% graded-Z layers, due to the required doping density exceeding the resin’s capability within the 1 mm layer, therefor a thicker layer was used. Table 2: Simulation arrangement and thickness per slab. %W represents the percent mass of Tungsten microparticles Composite-Z Graded-Z 12% W avg. Graded-Z 35% W avg. Al chassis 1 mm Al chassis 1 mm Al chassis 1 mm Resin+%W 1 mm Resin 1 mm Resin 0.6 mm Resin+%W 1 mm Resin+35% W 1 mm Resin+58% W 1.8 mm Resin+%W 1 mm Si sensor Klamm 2 mm Resin 1 mm Resin 0.6 mm Si sensor 2 mm Si sensor 2 mm 6 29th Annual AIAA/USU Conference on Small Satellites Figure 4: Mass efficiency as a function of mass for a standard GPS orbit Figure 7: Volume efficiency as a function of mass for a standard GPS orbit Figure 5: Mass efficiency as a function of mass for a standard Sun-sync orbit Figure 8: Volume efficiency as a function of mass for a standard Sun-sync orbit Figure 6: Mass efficiency as a function of mass for a standard interplanetary orbit Klamm Figure 9: Volume efficiency as a function of mass for a standard interplanetary orbit 7 29th Annual AIAA/USU Conference on Small Satellites Figure 11: HDPE pellets in the hopper of a filament extruder (left) and after repeated runs through the extruder (right). Note the increasing doping density (darker red) obtained with each pass through the extruder, from right to left. Figure 10: 4" diameter Fe2O3 doped Phenolic test wafer Generating the HDPE test article was a slightly more arduous process, due to trouble with the FFF process, whereby IM was utilized instead. Initially, IM-grade HDPE was obtained in pellet form and fed at 140 C nozzle temperature through a filament extruder made specifically for generating polymer filament from thermoplastics. This temperature generates a consistent diameter filament, with before and after images show in Figure 11. After producing a consistent filament of approximately 20% iron oxide by weight, it was fed into a 3D printer to produce a square test coupon. This process proved to be very difficult, as the HDPE consistently clogged the nozzle through a range of nozzle temperatures from 160 to 230 C. This might have been due to the printer design, where the filament feed gear was located far from the nozzle. This low pressure feed system did not sufficiently force the high viscosity HDPE through the nozzle at a high enough rate, where the polymer then melted within the isolation chamber generating a clogged system. A printer utilizing a direct feed system might alleviate this problem. Without such a printer, a different direction was taken and an injection molding system was developed. This IM system served to both mix the microparticle dopant into the HDPE resin with multiple initial pass-throughs, and then inject the mixture into a mold. This HDPE test coupon was unavailable for photographic documentation at the time of publication, but will be included in the conference presentation proceedings. As expected the shielding mass coefficient for both resins increases in GPS orbit as the tungsten mass fraction is increased, due to the increasing amount of the more effective high-Z material in this electron-rich environment. The same coefficient decreases for the other two mostly hadronic environments, where tungsten adds more mass than effective shielding ability. Including high-Z materials into a shield system in electron rich environments decreases total shield mass, which was previously known. Importantly, note that the shielding volume efficiency increased for all simulated environments. Also, the composite system of each material performed better than its graded system in all cases, while the phenolic resin is preferential in electron-rich environments and HDPE in hadron-rich. One successful and one unsuccessful attempt at generating a space qualification test article was completed using lean, in-house processes as a first step in supporting rapid generation and integration into small satellite systems. The very low cost, readily available procurement and ease of in-house manufacture make each doped resin system both highly attractive and highly effective for low budget missions. For future work, a Mid-Z dopant such as iron or molybdenum could be included into a composite system for improved electron and Bremsstrahlung shielding as compared against traditional graded Z systems with both mid and high-Z layers in varying configurations. CONCLUSIONS The mass and volume shielding efficiency associated with constant thickness Tungsten-doped PolyPhenolic and Polyethylene resins in graded-Z and composite-Z shield configurations were evaluated against aluminum in three model space radiation environments and found to be absolutely superior for thin shields. Klamm Acknowledgments I would like to thank Sasha Weston, Dayne Kemp, Hemil Modi, Chad Frost, Tony Ricco, Andres Henke, Alex Mazhari and Bryan Hackett for their contributions to both my research and sanity. 8 29th Annual AIAA/USU Conference on Small Satellites 13. References 1. Sinclair, D. and J. Dyer, Radiation Effects and COTS Parts in SmallSats, Proceedings of 27th annual AIAA/USU Conference on Small Satellites; 2013 Aug 10–15; Logan, UT, USA; 2013. 2. Holmes-Siedle, A. and L. Adams, Handbook of Radiation Effects, p. 16, Oxford University Press, Oxford, 1993. 3. Frederickson, R., Upsets Related to Spacecraft Charging, IEEE Trans. on Nucl. Science, Vol. 43, No. 2, pp. 426-441, April 1996. 4. Groom, D.E. and S.R. Klein, The European Physical Journal C, Vol 15. Issue 1-4, pp. 163173, 2000. 5. Krane, K., Introductory Nuclear Physics, John Wiley and Sons, Inc., 1988. 6. Koerselman, J.R., A Multidisciplinary Optimization of Composite Space Enclosures, Master of Science Thesis, Delft Univ. of Tech., 2012. 7. Likar, J.J. et al, Novel Radiation Design Approach for CubeSat Based Missions, Proceedings of 24th annual AIAA/USU Conference on Small Satellites; 2010 Aug 9–12; Logan, UT, USA; 2010. 8. Gutierrez, N. et al, Passive Hybrid Thermoplastic Graded-Z Radiation Shielding for a Europa CubeSat Mission, University of Washington Undergraduate Research Symposium 2015, Univ. of Washington, Seattle, WA, USA, 2015. 9. Clemens, M.A., Energy Deposition Mechanisms for Proton and Neutron-Induced Single Event Upsets in Modern Electronic Devices, Doctoral Dissertation, Vanderbilt University, Nashville, TN, USA, 2012. 10. Wrobel, J. et al, Versatile Structural Radiation Shielding and Thermal Insulation Through Additive Manufacturing, Proceedings of 27th annual AIAA/USU Conference on Small Satellites; 2013 Aug 10–15; Logan, UT, USA; 2013. 11. Fan, W.C., Drumm, C.R., Roeske, S.B., Scrivner, G.J., Shielding considerations for satellite microelectronics, IEEE Trans. Nucl. Sci. 43 (6), 2790–2796, 1996. 12. Kruglanski, M. et al, Space Environment Information System (SPENVIS), 38th COSPAR Scientific Assembly 38, 4176, 2010. Klamm 9 Dove, M.T., An Introduction to the Use of Neutron Scattering Methods in Mineral Sciences, European Journal of Mineralogy, 12, 203-224, 2002. 29th Annual AIAA/USU Conference on Small Satellites APPENDIX A Table A.1: Radiation environment parameters GPS 20,200 km Altitude Trapped Protons Trapped Electrons Sun Sync 55 deg inclination Solar Protons Solar particle Trapped proton Trapped electron model: ESPmodel: AP9 model: AE9 PSYCHIC total fluence Model run mode: mean Model run mode: Ion range: H mean U 800 km Altitude Interplanetary 98.7 deg inclination GCR H-U Trapped Protons Trapped Solar GCR H-U Electrons Protons GCR model: ISO 15390 Same as GPS Same as Same as GPS GPS Same as GPS Ion range: H U External magnetic field model: OlsonPfitzer quiet model Prediction period: 1.00 yr Prediction period: 1.00 yr ( Prediction 1.00 yr in solar Prediction period: 1.00 yr max., 0.00 yr in period: 1.00 yr solar min, over 1 solar cycles) Solar Protons GCR H-U Solar particle model: ESP- GCR model: ISO PSYCHIC total 15390 fluence Ion range: H - U Ion range: H - U Internal 50.00% Internal magnetic magnetic field probability of Solar activity field model: model: IGRF fluences not data: May 1996 IGRF (2012) (2012) being exceeded Magnetic Magnetic shielding: shielding: External Stormer Stormer magnetic field upgrade/quiet upgrade/quiet model: Olson- magnetosphere/ magnetosphere/ Pfitzer quiet CREME96 CREME96 model magn. mom./all magn. mom./all arrival arrival directions directions 1 AU 95.00% Solar probability of activitydata: May fluences not 1996 being exceeded No magnetic shielding No magnetic shielding Prediction period: 1.00 yr ( 1.00 yr in solar Prediction max., 0.00 yr in period: 1.00 yr solar min, over 1 solar cycles) Table A.2: MULASSIS parameters Klamm Particle Type Trapped Protons, Solar Protons and GCR Ions Trapped Electrons, HE photons Geant4 physics list QBBC emstandard_opt3 Particle count 1E+7 1E+7 Resin Chemical Formula Phenolic Pure: C16H26O2, Doped: C1024H1664O128W# HDPE Pure: C2H4, Doped: C1000H2000W# 10 Doping Relation 5% = W5, 15% = W15, 35% = W46, 58% = W119 5% = W4, 15% = W13, 35% = W41, 58% = W107 29th Annual AIAA/USU Conference on Small Satellites APPENDIX B Table B.1 Environment -> 0% W GPS Sun Sync Interplanetary Resin -> areal density [g/cm2] Phenolic HDPE Phenolic HDPE Phenolic HDPE 4.1E-01 2.9E-01 4.1E-01 2.9E-01 4.1E-01 2.9E-01 dose [rad/day in Si] 1.6E+04 2.8E+04 6.0E+01 7.9E+01 5.9E+02 7.3E+02 5.7E-02 4.6E-02 1.5E+01 1.6E+01 1.5E+00 1.7E+00 7.7E-02 4.4E-02 2.0E+01 1.5E+01 2.0E+00 1.7E+00 areal density [g/cm2] 7.0E-01 5.6E-01 7.0E-01 5.6E-01 7.0E-01 5.6E-01 dose [rad/day in Si] 9.2E+00 1.7E+01 1.0E-01 1.2E-01 1.1E+00 1.3E+00 1.6E-01 1.0E-01 1.4E+01 1.5E+01 1.3E+00 1.4E+00 3.6E-01 1.9E-01 3.3E+01 2.9E+01 3.0E+00 2.6E+00 1.2E+00 1.1E+00 1.2E+00 1.1E+00 1.2E+00 1.1E+00 1.3E+00 2.1E+00 7.5E-02 7.7E-02 7.0E-01 7.3E-01 shield mass coefficient shield volume coefficient Comp. Z 5% W shield mass coefficient shield volume coefficient areal density [g/cm2] dose [rad/day in Si] 15% W 35% W shield mass coefficient shield volume coefficient areal density [g/cm2] 6.6E-01 4.4E-01 1.1E+01 1.2E+01 1.2E+00 1.3E+00 2.6E+00 1.6E+00 4.5E+01 4.3E+01 4.8E+00 4.5E+00 2.3E+00 2.2E+00 2.3E+00 2.2E+00 2.3E+00 2.2E+00 dose [rad/day in Si] 1.8E-01 2.8E-01 5.3E-02 5.3E-02 4.1E-01 4.0E-01 2.5E+00 1.6E+00 8.3E+00 8.6E+00 1.1E+00 1.1E+00 1.9E+01 1.2E+01 6.3E+01 6.3E+01 8.1E+00 8.4E+00 areal density [g/cm2] 1.0E+00 9.3E-01 1.0E+00 9.3E-01 1.0E+00 9.3E-01 dose [rad/day in Si] 2.4E+00 3.2E+00 8.6E-02 8.8E-02 8.7E-01 9.3E-01 shield mass coefficient shield volume coefficient Graded-Z 12% W average 35% W average Klamm shield mass coefficient shield volume coefficient areal density [g/cm2] 4.1E-01 3.4E-01 1.1E+01 1.2E+01 1.1E+00 1.2E+00 1.4E+00 1.1E+00 3.9E+01 3.8E+01 3.8E+00 3.6E+00 2.3E+00 2.2E+00 2.3E+00 2.2E+00 2.3E+00 2.2E+00 dose [rad/day in Si] 2.0E-01 3.3E-01 5.9E-02 6.0E-02 4.6E-01 4.7E-01 2.2E+00 1.4E+00 7.5E+00 7.5E+00 9.5E-01 9.5E-01 1.6E+01 1.0E+01 5.7E+01 5.6E+01 7.2E+00 7.0E+00 shield mass coefficient shield volume coefficient 11 29th Annual AIAA/USU Conference on Small Satellites