A SELF-COOLED LIQUID BREEDER BLANKET FOR A LASER IFE
advertisement

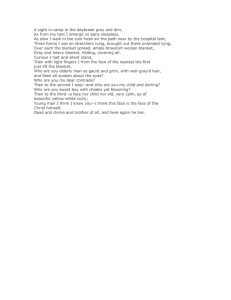
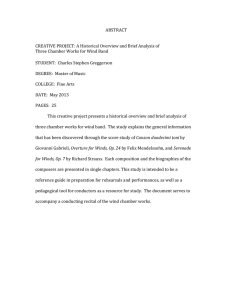
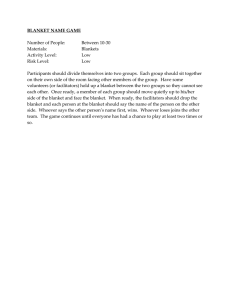
A SELF-COOLED LIQUID BREEDER BLANKET FOR A LASER IFE POWER PLANT WITH MAGNETIC INTERVENTION A.R. Raffray1, A. E. Robson2, M. E. Sawan3, G. Sviatoslavsky3, I. N. Sviatoslavsky3 and X. Wang1 1 460 EBU-II, University of California, San Diego, 9500 Gilman Drive, La Jolla, CA 90093-0438, USA, rraffray@ucsd.edu 2 Consultant, Naval Research Laboratory, Washington, DC 3 Fusion Technology Institute, University of Wisconsin, Madison, WI A possible way to address the issue of dry wall survival in a Laser IFE chamber is to use magnetic diversion in order to steer away the ions from the chamber wall (representing ~25-30% of the yield energy). A cusp magnetic field is imposed on to the chamber; the ions from the micro-explosion are trapped within the magnetic field and are directed to more readily accessible and replaceable dump regions at the equator and poles. A large fraction of the magnetic energy can be dissipated in the chamber walls if an electrically resistive structural material is used. An advanced blanket based on a selfcooled liquid breeder (e.g.Pb-17Li or flibe) and SiCf/SiC structure has been proposed for this purpose and a scoping design study performed as part of the High Average Power Laser program effort This paper summarizes the results of this scoping study, and highlights the advantages of such a concept as well as the key issues that need to be addressed by R&D. Utilization of a cusp field for such magnetic diversion has been experimentally demonstrated previously (e.g. see Ref. 3) and is illustrated in Fig. 1 for a four-coil arrangement. Following the micro-explosion, the ions would compress the field against the chamber wall, the latter conserving the flux. Because of this flux conservation, the energetic ions would never get to the wall. The magnetic energy in the compressed plasma can be dissipated by using resistive chamber blanket walls, and recovered through the blanket coolant. This would remove most of the ion energy thereby reducing the ion load on the chamber wall and/or on the ion collector plates. Initial estimates indicate that about 70% of the ion energy can be dissipated in this way and the remaining 30% guided away to the dump regions. I. INTRODUCTION The High Average Power Laser (HAPL) program is carrying out a coordinated effort to develop laser inertial fusion energy (IFE) based on direct drive targets and a dry wall chamber1. The dry wall must accommodate the ion and photon threat spectra from the fusion micro-explosion over its required lifetime. To avoid the adverse impact of a buffer gas on target injection, survival and placement, the current HAPL strategy assumes as baseline a chamber with no protective gas. The armor/first wall configuration is based on tungsten and ferritic steel as preferred armor and structural materials, respectively. For a given target yield this strategy results in a fairly large chamber to ensure armor survival; e.g. with a radius of ~10.5 m for a target yield of 350 MJ (Ref. 1). Thus, a parallel effort is underway to explore ways of rendering the overall concept more attractive based on size, design and performance. A possible option, as proposed by Robson2, is to use magnetic diversion in order to steer the ions (representing ~25-30% of the yield energy) away from the chamber wall. This would also help in avoiding issues of ion implantation (in particular He) in the chamber armor possibly leading to early failure. FUSION SCIENCE AND TECHNOLOGY VOL. 52 OCT. 2007 Fig. 1 Schematic of cusp field configuration. An advanced blanket based on a self-cooled liquid breeder (Pb-17Li or flibe) and SiCf/SiC structure (with the low electrical conductivity required for resistively dissipating the magnetic energy) has been considered for this purpose, and a scoping study performed. This paper summarizes the results of this study, highlighting the key findings and issues. II. CHAMBER AND BLANKET CONFIGURATION The chamber configuration is illustrated in Fig. 2. A biconical geometry has been adopted to match the shape 603 Raffray et al. LIQUID BREEDER BLANKET FOR LASER IFE WITH MAGNETIC INTERVENTION taken by the expanding plasma in the cusp field. Ion dump plates are shown at the equator, through which most of the ions escape. Smaller dumps are provided at the polar cusps. As an alternate option, the ions could be guided to separate outer chambers designed for ion energy accommodation with minimal impact on the main chamber environment. to 0.88/0.33 m at the mid cross-section B-B, to 1.06/0.196 m at the top cross-section A-A. Fig. 4 Fig. 2 Example chamber configuration. The blanket design builds on the self-cooled Pb-17Li ARIES-AT concept4, and consists of a number of SiCf/SiC submodules arranged poloidally in the chamber. Figure 3 illustrates the submodule cross-section, comprising an outer wall and a floating inner wall forming an annular gap. The Pb-17Li is first flown through the annular channel to cool the structure; it then turns and, in a second pass, flows slowly in the large inner channel where it is heated to a high temperature by the neutrons. In this concept, the maximum Pb-17Li temperature can be decoupled from the maximum SiCf/SiC temperature (limited to ~1000°C), thereby resulting in a higher power cycle efficiency. A possible fabrication process for the SiCf/SiC submodule is to utilize expendable core forms. An inner core form is first used to lay up the SiC fibers and infiltrate the inner submodule wall; next, a two-piece form is fitted for lay up and infiltration of the outer submodule wall. The forms are then removed by thermal or chemical processes. The separately-fabricated submodule end caps can then be brazed to complete the submodule fabrication. Finally, five submodules are brazed together to form a module for assembly in the different blanket regions of the chamber. Fig. 5 Fig. 3 Cross-section of a blanket submodule. The submodule dimensions vary toroidally because of the conical geometry, as illustrated in Fig. 4 for the upper mid-blanket region. In this figure, for a biconical chamber with dimension of 6 m (for both the cone radius and height), the submodule toroidal /radial dimensions vary from 0.7/0.47 m at the equatorial cross-section C-C, 604 Upper-mid blanket submodule. Top view of adjacent modules in chamber illustrating end submodule wall shaping for a tight fit. The module fabrication and assembly are designed so that the side walls of each submodule are toroidally pressure-balanced by the adjacent submodules to avoid the otherwise large stresses due to the long radial span of the submodule in particular at cross-section A-A in Fig. 4. This requires a tight fit between all the modules after assembly, which can be created by shaping the end submodule profiles of neighboring modules (and possibly including a compliant layer), as illustrated in Figure 5 for 3 of the 16 modules in the upper mid-blanket region. There are some concerns about the possible domino effect FUSION SCIENCE AND TECHNOLOGY VOL. 52 OCT. 2007 Raffray et al. LIQUID BREEDER BLANKET FOR LASER IFE WITH MAGNETIC INTERVENTION on all submodules in case of a catastrophic failure of a submodule. Possible solutions include isolating a limited number of modules by including structurally independent wedges and/or using pressure-sensitive valve system to drain and decompress the coolant under such an accident scenario. III. DESIGN ANALYSIS The power parameters for the 350 MJ class baseline target case and a 6 m biconical chamber are listed in Table I. Detailed neutronics analyses were performed in support of the design and are described in Ref. 5. They showed: a tritium breeding ratio of ~1.3 for 90% 6Li in Pb-17Li and a SiCf/SiC first wall thickness of ~1 cm (as an initial conservative assumption); a blanket lifetime of ~3.3 FPY for a 3% SiC burnup limit; the 0.5 m thick shield/vacuum vessel region as lifetime component; and well-protected superconducting cusp coils. TABLE I. Chamber parameters Target yield 367 MJ Neutron/ion/photon energy 0.75/0.24/0.01 partition Rep rate 5 Fusion power 1837 MW Energy multiplication factor 1.19 Total thermal power 2080 MW Cone height/radius 6/6 m Peak/avg. neutron wall load 6.1/4.3 MW/m2 Peak power density in SiC 31 MW/m3 Peak/avg. photon heat flux on 0.11/0.08 first wall MW/m2 plane strain (no strain in the third dimension) and plane stress (no stress in the third dimension) cases are shown. The actual total stress would be somewhere between the two but probably closer to the plane strain case. The results illustrate the sharp increase in total stress as the wall thickness is increased, indicating the dominating effect of the increasing thermal stress over the decreasing pressure stress. For the present scoping design analysis, it seems reasonable to choose a first wall thickness of ~5 mm; the corresponding total stresses based on plane stress and plane strain assumptions are ~83 MPa and ~205 MPa, respectively, compared to the assumed maximum limit of ~190 MPa for SiCf/SiC. If more margin is needed in the future, a slightly thinner wall of larger chamber could be used. TABLE II. SiCf/SiC properties6 Density Density Factor Young's Modulus Poisson's ratio Thermal Expansion Coefficient Thermal conductivity through thickness Maximum allowable combined stress Maximum allowable operating temperature Maximum allowable SiC burnup Electrical conductivity 3200 kg/m3 0.95 360 GPa 0.16 4.4 ppm/°C 15 W/m-K ~190 MPa 1000°C 3% 500 (ohm-m)-1 III.A. Stress Analysis 2-D ANSYS analyses were performed to evaluate the pressure and thermal stresses in the submodule walls for the maximum heat loads shown in Table I. These occur at the middle points of the upper and lower chamber conical regions; the blanket pressure load is higher in the lower region because of the higher Pb-17Li hydrostatic pressure (~0.74 MPa for a vertical height of about 9 m from the top of the chamber to the middle point of the lower chamber region). When including a blanket pressure drop of ~0.2 MPa and some margin for additional losses in the overall circuit, the total pressure would be of the order of 1 MPa. The assumed SiCf/SiC properties are shown in Table II (Ref. 6). The pressure and total stresses in the first wall of a lower mid blanket submodule at the section with maximum heat loads (roughly equivalent to section B-B in Fig. 4) are shown in Figure 6 as a function of the first wall thickness for the 6 m biconical chamber. Both 2-D FUSION SCIENCE AND TECHNOLOGY VOL. 52 OCT. 2007 Fig. 6 Stresses in the first wall at section B-B as a function of first wall thickness for a 1 MPa Pb17Li pressure and a 6 m biconical chamber. III.B. Thermal-Hydraulic Analysis The blanket is coupled to a He-driven Brayton cycle through a heat exchanger (HX). The cycle includes threestage compression with two intercoolers and a high efficiency recuperator with the following assumed parameters7: • Lowest He temperature in the cycle = 35 °C • Turbine efficiency = 93% 605 Raffray et al. • • • • LIQUID BREEDER BLANKET FOR LASER IFE WITH MAGNETIC INTERVENTION Compressor efficiency = 89% Recuperator effectiveness = 95% He fractional pressure drop = 0.05 Pb-17Li/He temperature difference in HX = 30°C The compression ratio is set to optimize the cycle efficiency while maintaining a reasonable He temperature level at the heat exchanger inlet (which in turn sets the power core Pb-17Li inlet temperature and influences the maximum material temperatures). Fig. 7 Fig. 8 Blanket Pb-17Li inlet and outlet temperatures and maximum FW SiCf/SiC temperature as a function of the chamber dimension for a fusion power of 1836 MW and a maximum SiC/Pb17Li interface temperature limit of 950°C. Fig. 9 Brayton cycle efficiency, Pb-17Li pressure drop and pumping power as a function of the SiC/Pb17Li interface temperature for a 6 m biconical chamber and a fusion power of 1836 MW. Brayton cycle efficiency, Pb-17Li pressure drop and pumping power as a function of the chamber dimension for a fusion power of 1836 MW and a maximum SiC/Pb-17Li interface temperature limit of 950°C. The Pb-17Li flow will be affected by the magnetic field from the cusp coil (~1 T in the blanket), with typical transverse Hartmann numbers ranging from ~100 in the annular channel to ~104 in the inner channel. Even though the SiCf/SiC provides insulated walls thereby minimizing this effect, the thermal-hydraulic analysis conservatively assumed MHD-laminarized flow of the Pb17Li in the blanket and heat transfer by conduction only. The effect on the pressure drop is small and the analysis was based on the Dittus-Boelter correlation for rough tubes8. Figure 7 shows an example of the parametric results for the Brayton cycle efficiency, Pb-17Li pressure drop and pumping power as a function of the conical chamber dimension for the given target yield. The corresponding Pb-17Li inlet and outlet temperatures are shown in Figure 8. These calculations assume maximum SiCf/SiC temperature and SiC/Pb-17Li interface temperature limits of 1000°C and 950°C, respectively; the first wall thickness is also optimized around ~5 mm to maintain the same total stresses in all cases. It is interesting to observe from Fig. 7 that both the pressure drop and pumping power show minima at about a conical chamber dimension of 6 m, corresponding to the largest temperature difference between the Pb-17Li inlet and outlet temperatures (and lowest flow rate), as shown in Fig. 8. This is due to a combination of factors including 606 the higher flow rate required to accommodate the SiC/Pb17Li interface temperature limit for smaller chambers, and the SiCf/SiC temperature limit for larger chambers, and the increase in flow length associated with increasing chamber dimensions. It is not clear what the maximum SiC/Pb-17Li interface temperature limit really is as it depends on a number of conditions. Earlier experimental results indicated no compatibility problems at 800°C (Ref. 6), whereas more recent results from the Oak Ridge National Laboratory indicate a higher limit8. The effect of the assumed interface temperature limit is illustrated in Figures 9 and 10. Decreasing the interface temperature limit from 950°C to 800°C results in a marked reduction in cycle efficiency from ~59% to ~50%. Interestingly, the pressure drop and pumping power minima correspond to an interface limit of 950°C, and both increase significantly as the interface temperature limit is decreased and an increase in flow rate is required. FUSION SCIENCE AND TECHNOLOGY VOL. 52 OCT. 2007 Raffray et al. LIQUID BREEDER BLANKET FOR LASER IFE WITH MAGNETIC INTERVENTION Blanket parameters for a typical case in a 6 m chamber are summarized in Table III. pass through the large inner channel where the flibe is superheated by the neutrons. An analysis was carried out of the performance of the flibe blanket coupled to the Brayton cycle described in Section III.B. The SiC/flibe interface temperature limit is not well defined and was kept as a variable. The results are summarized in Fig.12 for a 6 m chamber and a fusion power of 1836 MW. The maximum coolant temperature and cycle efficiency are somewhat lower than for the Pb17Li case due mostly to the poorer heat transfer properties of flibe. For an interface temperature limit similar to the SiCf/SiC temperature limit (1000°C), the typical flibe blanket parameters for a 6 m biconical chamber are: Fig. 10 Blanket Pb-17Li inlet and outlet temperatures and maximum FW SiCf/SiC temperature as a function of the SiC/Pb-17Li interface temperature for a 6 m biconical chamber and a fusion power of 1836 MW. - Flibe inlet/outlet temperatures = 673/1000°C; Maximum Be temperature = 840 °C Pressure drop = 0.16 MPa; pumping power = 0.27 MW Brayton cycle efficiency= 0.57 TABLE III. Summary of Pb-17Li Blanket Parameters Pb-17Li Inlet Temperature Pb-17Li Outlet Temperature Pb-17Li Inlet Pressure Pb-17Li velocity in 5 mm annular channel Average Re in annular channel Pb-17Li velocity in inner channel Average Re in inner channel Pb-17Li blanket pressure drop Pb-17Li blanket pumping power 630°C 1126°C 1 MPa ~1.5 m/s 1.8x105 0.06-0.09 m/s 4x105 0.11 MPa 0.36 MW Brayton cycle efficiency Fig. 11 Blanket submodule with SiCf/SiC as structural material, flibe as coolant/breeder and a Be plate for neutron multiplication. 0.59 IV. DESIGN WITH FLIBE AS LIQUID BREEDER The high electrical resistivity of flibe (about 3 orders of magnitude higher than Pb-17Li) makes it well-suited for resistive dissipation of the magnetic energy. In addition its lower density (1870 kg/m3 compared to 8500 kg/m3 for Pb-17Li) results in lower pressure on the blanket (~0.5 MPa compared to ~1MPa for the Pb-17Li case previously analyzed) . Its major drawback is its poor heat transfer characteristics (thermal conductivity ~1 W/m-K). The submodule design was adapted to assess the use of flibe as liquid breeder in the SiCf/SiC blanket. One key change is the addition of a 1-1.5 cm Be layer in the front of the annular channel to provide for acceptable tritium breeding and for chemical control of the flibe. The resulting submodule concept is illustrated in Figure 11. The same cooling configuration is used, with the flibe flowing in two-pass: a first pass through the annular channel to cool the structure and Be; and a slow second FUSION SCIENCE AND TECHNOLOGY VOL. 52 OCT. 2007 Fig. 12 Brayton cycle efficiency, flibe pressure drop and pumping power as a function of the SiC/flibe interface temperature for a 6 m biconical chamber and a fusion power of 1836 MW. V. SUMMARY AND CONCLUSIONS A scoping design analysis has been performed of a self-cooled Pb-17Li + SiCf/SiC blanket concept for use in 607 Raffray et al. LIQUID BREEDER BLANKET FOR LASER IFE WITH MAGNETIC INTERVENTION the magnetic-intervention cone-shaped chamber. The design is based on a simple submodule geometry; it allows for draining and accommodation of the 40 rectangular laser ports with vertical aspect ratio. The submodule side walls are pressure-balanced to avoid the large stresses associated with the long side wall span; only the first wall and back wall are designed to accommodate the loads. The blanket exhibits good tritium breeding5 and power production performance, with the possibility of a cycle efficiency of 50-60% depending on chamber size and SiCf/SiC properties and temperature limits. The high coolant temperatures could also be used for H2 production. However, it must be noted that SiCf/SiC is an advanced material requiring substantially more R&D than more conventional structural material (such as ferritic steel). Also, issues of what outside coolant tube and heat exchanger material(s) to use at these high temperatures need to be further investigated. The submodule design can be adapted to flibe as breeder/coolant by adding a layer of Be to ensure a tritium breeding ratio of 1.1 and to provide for chemistry control. The high electrical resistivity of flibe makes it well-suited for resistive dissipation of the magnetic energy and its lower density results in lower stresses on the structure; its major drawback is its poor heat transfer properties. However, the resulting cycle efficiency, although somewhat lower than for the Pb-17Li case, is still appreciable. 3. R.E. PECHACEK et al, "Measurement of Plasma width in a Ring Cusp" Phys Rev Lett 45, 256-259 (1980) . 4. A. R. RAFFRAY, L. EL-GUEBALY, S. MALANG, I. SVIATOSLAVSKY, M. S. TILLACK, X. WANG, and the ARIES Team, “Advanced Power Core System for the ARIES-AT Power Plant,” Fusion Engineering & Design, 80, 79-98 (2006). 5. M. E. SAWAN, C. S. APLIN, G. SVIATOSLAVSKY, I.N. SVIATOSLAVSKY, and A. R. RAFFRAY, "Neutronics Analysis of a Self-Cooled Blanket for a Laser Fusion Plant with Magnetic Diversion," these proceedings. 6. A. R. RAFFRAY, R. JONES, G. AIELLO, M. BILLONE, L. GIANCARLI, H. GOLFIER, A. HASEGAWA, Y. KATOH, A.KOHYAMA, S. NISHIO, B. RICCARDI, and M. S. TILLACK, “Design and Material Issues for SiCf/SiC-Based Fusion Power Cores,” Fusion Engineering and Design, 55(1), 55-95 (2001). 7. R. SCHLEICHER, A. R. RAFFRAY, and C. P. WONG, "An Assessment of the Brayton Cycle for High Performance Power Plant," Fusion Technology, 39 (2), 823-827 (2001). 8. B. PINT, private communication (November 2006). ACKNOWLEDGMENTS This work has been performed through grants from the Naval Research Laboratory as part of DOE’s funded HAPL program. REFERENCES 1. J. D. SETHIAN, A. R. RAFFRAY, J. LATKOWSKI, J. P. BLANCHARD, L. SNEAD, T. J. RENK, and S. SHARAFAT, “An Overview of the Development of the First Wall and Other Principal Components of a Laser Fusion Power Plant,” Journal of Nuclear Materials, 347 (3), 161-177 (2005). 2. A. E. ROBSON, "Physics of, and rationale for magnetic intervention," presented at the HAPL meeting, Livermore CA, 20-21 June 2005, available at http://aries.ucsd.edu/HAPL/MEETINGS/0506HAPL/program.html. See also A. R. RAFFRAY, et al., “Impact of Magnetic Diversion on Laser IFE Reactor Design and Performance,” Proceedings, Inertial Fusion Sciences and Applications 2005, Biarritz, France, Journal de Physique IV, 133, 845-848, (2006). 608 FUSION SCIENCE AND TECHNOLOGY VOL. 52 OCT. 2007