In-mold shrinkage and stress prediction in injection molding
advertisement

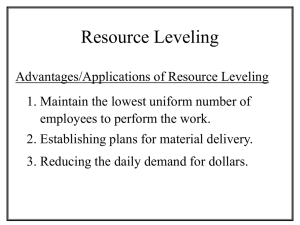
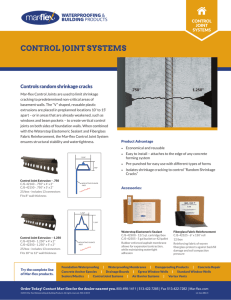
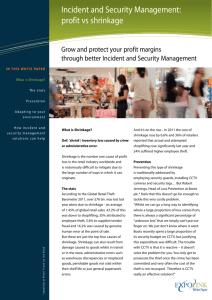
In-Mold Shrinkage and Stress Prediction in Injection Molding G . TITOMANLIO and K. M. B. JANSEN* Dipartimento di Ingegneria Chimica ed Alimentare Universita di Salem0 84084 Fisciano (SA), Italy In-mold shrinkage may occur for product parts that solidify under low holding pressure and are not restricted by ribs or flanges. It not only affects the final product dimensions but in addition may have a large effect on the residual stress distribution. A simple elastic model is used to study the effect of in-mold shrinkage on final product dimensions and residual stress distributions. Friction between polymer surface and mold wall as well as deformation of the mold cavity are taken into account. The model uses local values for temperature, pressure, and crystallization, which belong to the standard output of most simulation codes. INTRODUCTION or predicting product dimensions of injection molded products, one has to distinguish between the as-molded dimensions (scope of this paper) and the post molding behavior (time effects). The latter may consist of physical aging, post crystallization, water absorption, or recovery of frozen-in orientation. Shrinkages in injection molded products are usually calculated from F'vT data (1-41, which necessarily leads to isotropic shrinkage predictions. However, it is well known that in injection molding thickness shrinkages can be a factor 2 to 10 larger than length and width shrinkages (2). Therefore, a different approach was developed and the as-molded dimensions are calculated from the stress change during ejection (5).This means that boundary condition effects (geometrical constraints, friction effects) can also be included. The effect of molecular orientation, however, can only be included indirectly [via differences in expansion and crystallization coefficients). In our first paper (5) this idea was worked out in more detail using a simple elastic model. The model was used to calculate final shrinkage and stress distribution in case of free quenching and injection molding with constrained shrinkage in the mold. Thus predicted shrinkages were seen to compare excellently with measurements on amorphous polystyrene (6). Since the analysis uses local values for pressure, temperature, and crystallization (or reaction) effects, it can be coupled with any simulation code furnishing these data. F In the present paper, our theory will be specialized for the case in which shrinkage occurs before mold opening. In addition, effects of mold deformation and friction between polymer and mold wall will be discussed. BASIC MODEL EQUATIONS Consider a thin slab that is cooled from the outside. Let z denote the thickness coordinate, ranging from zero at the surface to 0 at the midplane, and let x and y be two mutually perpendicular directions in the plane of the slab. The partial solidified slab consists of two solid layers with polymer melt in between. If there is symmetry with respect to the midplane, the two solid layers have the same thickness, z,(x, t), and the molten core has thickness 2 ( 0 - 2,). The solid layers shrink uniformly in the x and y directions (no thickness dependence) and are treated as being purely elastic. Although deviatoric stress component in the melt could be taken into account, they are negligible with respect to stress components in the solid under standard processing conditions. Only isotropic stresses (hydrostatic pressure) are therefore considered in the melt. Further, for simplicity all stresses and strains are assumed to be equibiaxial (i.e. 0;= cry,, and sU = eyU)and the modulus of elasticity of the solid is considered to be constant. If desired, these latter restrictions can be dropped (see Ref. 5). At each instant, the stress in thickness direction is a, = -P(x, t). Applying Hooke's law, the stress along length direction in the solid can be written as: To whom correspondence should be addressed. Present address: Dept. of Mechanical Eng.. Twente Unlversity. PO Box 217 Enschede. The Netherlands. POLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1- Vol. 3s, NO. 15 2041 G. Titomanlio and K. M.B.Jansen In these equations the dot indicates differentiation with respect to time and the bar stands for averaging over the solidified layer thickness. After integration of the above equation, the strain change in the solid layer becomes: where s,( x, z , t ) is given by z, t ) stands for the observable strain, and Here E,(x, E'(x, I t ) = - pP dt (5) - ~ P ( xt ,) where to is an arbitrary starting time, is the hydrostatic strain with pas the linear compress- ibility and t,,(x,z , t ) denotes the local instant of solidification. Further, d denotes the sum of the isotropic shrinkage effects (in particular thermal shrinkage eT = a[T - T,], crystallization shrinkage E' = -CJ[ - &,I and reaction shrinkage 8 = -C,[( - (,I). The subscripts s in T,,[, and 6, refer to the respective values at the solid melt interface. Remark that although & A x ,z , t ) depends on z , ,E = d Q d t is independent of the thickness coordinate. The unknown quantity E,(x, z , t ) is obtained from the force balance, which can be written as : solid S, dZ = F,(x, t ) , F, = F, + Fjr+ D P . (31 where F, and Ffr stand for the force exerted by the mold wall and the friction force in x direction, respectively. The DP term actually consists of two parts, the first one being the stretching force exerted by the melt, (D- Z J P , and the second one follows from the definition of s, in Eq 1 . All forces are expressed per unit width. The friction force in general depends on the pressure values along the flowpath. If x = 0 corresponds to the gate and x = L to the free moving end, one may write for the friction force per unit width (6) stands for the strain during free shrinkage, and (7) The strain change &I:, is constant along the thickness and gives the local strain change in length direction of all solid layer. The superscript s refers to the solidified layer. If in the definitions above, to = 0 refers to the start of solidification, the reference length (and width) coincide with the mold dimensions in injection molding. This local shrinkage with respect to the mold dimensions will be denoted as 8, and S,, thus S,(x, t ) =.;I&,: In addition to the local strain change (i.e. the one that depends on x and y) one may define the global deformations (or shrinkages) as: (S,)(t) =L P(x,t ) du ~ r ( P ( x t,) ) ( L- XI, loL 8, dx, solidified layer (4) 8, d y . W with qfras the friction factor. The brackets (.) imply an average over the flowpath. The last term of Eq 4 may serve as a first approximation. Note that Ffr can be either positive or negative depending on the direction of movement. The force balance has to be evaluated after every small time interval dt. We therefore differentiate Eq 3 with respect to time and write: solidified layer (8a) (8b) Thus the shrinkages (S,) and (8,) are functions of time only. In case the strain distribution E:, is uniform along length direction, E&,,S,, and (8,) will only differ by a constant. A similar argumentation holds for E;,, 6,. and (6,). Thickness shrinkage, S,(x, t ) , is obtained b y integrating E,,(x, z , t ) over both fluid and solid part: SJx, t) = D (I. + 1EL 1' dz dz) , solid and fluid n from which &,(x, t ) is readily solved: -. &,,(x, t ) = & f i ' + 2042 1-v ' (FX/zs). Stress distributions are obtained by substituting expressions for E,, such as Eqs 5 and 6, in the stress equation, Eq 2. The stress distribution in the free POLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1!3H, VOI.36,NO. 15 In-Mold Shrinkage and Stress Prediction in Injection Molding quenching case is given as: E free s,, (x,z , t ) = __ 1- [ E xfree , - EJ] I , free quenching trz (gal In injection molding with zero shrinkage in the mold, the strain before ejection is simply given by ,& = 0, while during ejection the strain changes by a finite value. After ejection, strain changes follow a free shrinkage pattern. As is shown in Ref. 5 this results in IMO case before ejection s, IMO' (x,Z , t ) = K [ P , - P,] E +1-v ~ [ZJ(t)- (9b) d] same, but after ejection (9c) Here K = (1 - 2v)/(1 - v), Ps(x, z ) = ox,t,,) is the local solidification pressure and the bar stands for averaging over the solidified layer. For further reference also the expressions for product shrinkage in length and thickness direction are given: (lob) Here t, denotes the moment of ejection, which is assumed to occur after complete solidification. In practice the mold will deform slightly under the holding pressure applied. Since deformations are small, the effects are linear and one may write for the additional dimensional product thickness (11) where E, is the elastic modulus of steel (about 2.1 X lo5 MPa), Pfl is the pressure at the instant the gate freezes off and C, is a constant that depends on the mold geometry. An estimate can be obtained by considering the bending of a plate with thickness s and span length 1. Then C, is given as (7,8) ( 1 + v)1" + 1.2 S [x - x"1 where x is the dimensionless span length coordinate (ranging from 0 to l),n = 1 for a clamped plate and n = 2 for a simply supported plate. Typically Cd0.5) is of order 0.1 m. Another effect of this mold deformation is that it causes a slower decrease of the actual cavity pressure. This is one of the reasons for the often observed discrepancy between measured and simulated cavity pressures. In the next section the injection molding process will be studied in more detail. Special attention will be paid to cases of non-zero shrinkage before ejection (8, # 0 and/or 8, # 0).This analysis is therefore an extension of the previous analysis (5). INJECTION MOLDING WITH SHRINKAGE INSIDE MOLD DifFeremt Caws of Shrinkage During Molding Injection molding is a widely used polymer process that roughly consists of three stages: filling, packing/ holding, and cooling. In the filling stage, a hot polymer melt rapidly fills a cold mold with a cavity of the product shape desired. During the holding stage extra material is forced into the cavity in order to compensate for shrinkage during solidification. Often the pressure during holding is much higher than during filling. After a certain time the cavity entrance (or gate) freezes and no more material can enter the cavity. The product, however, remains in the mold until it is sufficiently solidified. This last part of the molding process is called the cooling stage. After mold opening and ejection the product is allowed to cool to room temperature. J u s t after the filling stage the injected product may be regarded as a fluid surrounded by a thin, elastic shell. Because of the melt pressure, the shell tends to be stretched in all three directions. As time proceeds, the shrinkage forces (in length and width direction) in the growing solidified layers increase, while simultaneously the pressure stretching effect decreases. It is therefore possible that at some time the shrinkage forces become larger than the melt stretching force, causing the product to shrink inside the mold. The onset of length (or width) shrinkage, written as t: (respectively t;), then follows from the force balance (Eq 3 ) with F , = 0. For simplicity it is assumed in the following that t: equals t:. Thickness shrinkage on the other hand, starts at a time value (denoted a s tZ)when the local pressure vanishes, thus: f i t : ) = 0. Several shrinkage regimes can be identified, depending on which of the two times (t: or t:) is larger. i) IMO-case. If length and thickness shrinkage do not take place before ejection, the no-shrinkage case described by E q s 9b and c and 1 Oa and b is recovered. Note that, since it was assumed that stresses do not relax in the solid, the instant of complete solidification, denoted as tsl, may be used instead oft, both in the equations for stresses and shrinkage. This is also true for the cases listed below. ii) t: < t,, t: 2 t, (IMx-case).Length shrinkage starts before ejection while thickness shrinkage does not yet occur. This can be the case for a material with a relatively large thermal shrinkage that is molded under low holding pressure or for a part of a product with a solidified cross section upstream. iii) t: < t,, t: 2 t, (IMz-case).Thickness shrinkage before ejection and length shrinkage after ejection. This case occurs most likely for a product part whose length shrinkage is hindered by geometrical con- POLYMER ENGINEERING AND SCIENCE, MID-AUGUST lm, VOl. 3s, No. 15 2043 G. Titornanllo and K. M. B. Jansen straints and that is molded under low holding pressures; in any case, local cavity pressure must vanish before ejection (or before complete solidification). iua) t: < tr < t, ( I b - c a s e ) . Length shrinkage followed by thickness shrinkage; both before ejection. Also this case may occur when holding pressure is low. Length shrinkage starts a s the pressure reduces to a small but non-zero value. If the pressure then continues to drop, the length shrinkage is followed by thickness shrinkage. Remark that after the onset of both length and thickness shrinkage no external forces act upon the product. The product then shrinks according to the free shrinkage curve. iub) < < t, (IMw-case]. First thickness shrinkage, then length shrinkage; both before ejection. Only possible in situations where the outer layers are solidified under large pressures and thus contain a large amount of compressive strain. If the pressure then suddenly vanishes, thickness shrinkage will start, while length shrinkage does not yet occur since all thermal shrinkage is counteracted by the frozen-in compressive strain. In the next three paragraphs the shrinkage curves of each of the cases ti), iii], and iu] will be examined. Thickness Shrinkage in the Mold ( t c t,. t ,* 2 t,. IMz-case) In this paragraph the case is considered in which the product remains fixed in length and width direction by geometrical constraints, but is allowed to shrink in thickness direction a s soon a s the pressure vanishes. The amount of material in the mold remains constant afterwards. As was mentioned above, the onset of thickness shrinkage is determined by the condition P(tZ) = 0, onset of thickness shrinkage (131 Since here 6, (and iyy) remain zero until ejection, the length (and width) shrinkages are given by Eq 1O a and the stress distribution in x direction by Eq 9b. The thickness shrinkage until ejection is determined by considering the strains in both solid and fluid (superscripts s andf,respectively): At the instant of ejection there can be some thickness expansion. This effect was already calculated in Ref. 5 a s a function of ejection pressure, which is zero here. Also a n expression for shrinkage after ejection was obtained in the reference cited. Summing up the three contributions one obtains: t > t, (15) where & = z,/D. The thickness shrinkage reported above is, in fact, equal to the thickness shrinkage of injection molding with hindered length shrinkage in the mold (Eq 1O b ) , plus the shrinkage term given by Eq 14 above. The length shrinkage change upon ejection is given by Eq 35a of Ref. 5 (with P, = 0) and by the length shrinkage after ejection, ~ 5 The. final length shrinkage in the case examined here, IMz, is therefore given by the same equation a s that of the IMO case (Eq 1Oa). Furthermore, the residual stress equations in the IMz case are identical with those of the IMO case (Eq 9c). Remark that, in fact, the stress distribution does not depend on E, (see Eq 2). Effect of Holding Time on Shrinkage and Stress Distrtbution in IMz C a s e In order to study the implication of the above equations, we will consider the molding of a typical polystyrene resin characterized by: as = 1.10-4 K-’,a’ = 2.10-4K-’, E = 4000 MPa, v = 0.35, p’ = 2p” = 1.5 X MPa-’, C,, = C, = 0, a = lo-’ m2/s, and T, = 100°C. Cooling is assumed to be one-dimensional with constant wall temperature, T, = 50°C and initial temperature TL= 250°C. The pressure curve is considered to be a s follows: P( t 5 t,,) = p o t / tpo linear increase: filling p(t,o < t 5 tpl) = P,, constant; holding P(t,, < t 5 t;, = Pmm(l- c[t - tPJ) linear decrease; cooling dZ= ( € J f + 8.’) P ( t 2 t:) = 0 fluid Substituting d‘ = 0, EL = 0 and averaging over the total thickness then results in where & = z,/D and S p is the thickness shrinkage in The free quenching as given by Eq 9a with E,=.‘,. second term in Eq 14 accounts for the Poisson contraction because of a hindered length shrinkage. The superscript IMz refers to the injection molding case with thickness shrinkage only. 2044 (16) where the constants are taken a s Po = 5 MPa, P,, = 20 MPa, tpo = 1.0 s, and c = 0.4 s-’. Length shrinkage is prevented by geometrical constraints and ejection occurs at t, = 10 s. Remember that the shrinkage and stress equations discussed here are valid for any (complex) temperature and pressure history. In fact, the schematic temperature and pressure history chosen here, serve for illustrative purposes only. The results of the length shrinkage calculations according to Eq 10a are shown in F@.l a for four different values of holding time, defined a s t, = tpl - tp0. Depending on t,, thickness shrinkage (F@.Ib, E q s 1 3 and 14) starts between 4.5 s and 7.5 S , i.e. before POLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1- VOl, 36,NO. 15 In-Mold Shrinkage and Stress Prediction in Injection Molding 0.20 I Isolidification / completely solidified I 0.00 1 - 1 I I I -0.20 - 6 P E. I I I -0.40 - 3 I I I I I I -0.60 -0.80 01.' 00 compression 1 .oo 0.50 1.50 0.00 2.00 0.20 0.40 0.60 wall 0.80 1.00 mid Z lD at/D2 (-1 Fig. 2. Residual stress distributions corresponding to the shrinkage curves of Fig. 1 a (Mzcase). 0.20 1 -0.60 tribution equals that of the corresponding IMO case. The discontinuity at z/D = 0.142 reflects the pressure jump at the moment of cavity filling, t@. Note that the part of the stress distribution near z/D = 1 is constant for all shrinkage curves with < tsl. This corresponds to stress formation at zero pressure. For the th = 4.0 s case the flat central part is absent since there solidification was complete before the pressure dropped to zero. -0.80 0.00 Injection Moldiug rith Length Shrinkage in Hold [t,*< te 5 t:* mx-came) Isolidification / completely solidified 0.00 -0.20 -0.40 0.50 1 .oo 1.50 2.00 at/D2 [-I Fig. I . Shrinkage plots for lMzcase as afunction of dimensionless time. a: Length shrinkage; b: Thickness shrinkage (Eqs 14 and 15). Numbers correspond to dttferent holding times and dots refer t o m & shrinkage values. Process and material parameters are given in text. Dots refer t o m shrinkage values. length shrinkage, which is enforced to be zero until t,. The change in length shrinkage upon ejection is accompanied by a thickness expansion of -0.3 to 0.4% due to Poisson's effect (Fig.Ib).It is clear from Fig. la that the longer the holding time, the less the final length shrinkage is. The final length shrinkage values (shown a s dots) vary between -0.478% and -0.406%. Compared to thickness shrinkage the variation of final length shrinkage with holding time is, however, small. There the final shrinkage values vary between -0.510% and -0.092%. As was already mentioned in Ref. 5, this clearly shows that thickness and length shrinkage are not closely related (aswould follow from a PVT analysis), but vary more or less independently. In fact, depending on the details of the pressure history and material parameters, the final thickness shrinkage in the IMz case can be either negative or positive. The residual stress distribution for the IMz case is shown in Q. 2. A s mentioned above this stress disPOLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1- Here it is assumed that no thickness shrinkage occurs until ejection, while shrinkage in length direction may occur before ejection. The onset of length shrinkage (denoted as t:) follows from the force balance, Eq 3. Before the onset of shrinkage the sum of F, and DP(t)is larger than the integral over , s and the difference is absorbed by the mold wall (F, < 0). At the onset of length shrinkage F, vanishes. Since, at that moment the stress distribution is still given by ,'::s the condition for the onset of shrinkage becomes: The superscript IMx stands for the injection molding case with shrinkage in length direction. Remind that the contribution of F, vanishes in the I M x case. The absolute bars are used to emphasize that the friction force is positive since it tends to oppose the direction of movement (which is negative here). Equation 17 is a n implicit relation that has to be solved by varying t: until the left hand side equals zero. A first estimate for determining if shrinkage effects are important for final properties (i.e. if shrinkage starts before complete solidification) can be obtained by assuming that F, = 0 and considering the scaling factors of the melt stretching force and the isotropic shrinkage effects. The isotropic shrinkage force (due VOI. 3s, NO. 15 2045 G . Titornanlw a n d K . M . B. Jansen to thermal, crystallization, and reaction shrinkage) is proportional to E(a[T, - T,] + C , , r + C,("), while the melt stretching force scales with the maximum cavity pressure, P,,. In order to be consistent with our previous definition (see Ref. 5) we introduce p = ( 1 2 v ) / E and write for the ratio between the scaling factors (the pressure number): for the IMO case where the product can either expand or shrink along x at ejection (see Ref. 5). The change in thickness shrinkage, 6, upon ejection follows from Eqs 8 c and 20b and c, while the thickness shrinkage after ejection is just the free thickness shrinkage. Thus: A small pressure number then indicates a possible shrinkage before complete solidification, while if Np >> 1 it is unlikely that length shrinkage occurs in the mold. The effect of friction corresponds to an increase of the pressure number and thus reduces the likeliness of length shrinkage. It should be noted that Eq 18 serves only as a rough indication of the onset of shrinkage, since it neglects all details of the pressure history. Shrinkage Calculations Next, we will calculate the length shrinkage as a function of time. As before, the shrinkage curve can be divided in intervals. In the first interval (0 5 t 5 t:) the shrinkage (rate)is zero, while after the onset of shrinkage (t ? t:) Eq 5 must be used: E IxM X lo=o, t: osttt: ( 19a) &:""Ii + € P ( t ) + __ - g ( t ) ) t, E = (E::(t) t ? t: From Eq 22b we see that in the I M x case considered here, the product always expands in thickness direction upon ejection. Note that the equation only depends on the fluid compressibility p' if ejected before complete solidification. With the shrinkage curves obtained here one can easily calculate the stress distributions for the injection molding case with partial shrinkage. Stress Distributionf o r C a s e of Length Shrinkage Inside the Mold The stress distribution before ejection is obtained by substituting the shrinkage equation, Eq 19, in the stress equation, Eq 2. After rearranging one then obtains t: (19b) Remark that Eq 19b remains valid during and after ejection. At ejection the last two terms of Eq 19b instantaneously change to zero and the product afterwards shrinks according to the free shrinkage curve. The strain change upon ejection can be obtained by substituting API: = P(te)=P, and Ag = -Fim(t,)/z, in Eq 19b. An alternative is to use Hooke's law with ASn = SJt,) and A3= = -P,: E rite I G E,,I~ 1-v Ps P e - 7 S d t e ) solid part = pSP, + 2v S,(t,) = PfPe Here z: = z,(t:). In a similar way the stress distribution after ejection can be derived: (20a) solid part (20b) fluid part (20c) Using Eq 20a and writing z, = z,(t,), we may construct the rest of the IMx-shrinkage curve: ~ I MxX It, xc = PsPe - 1-v 7 F i M x ( t , ) / z ,5 0 t = tk (21a) For t: < t,, Pxm= DP, + IFfA and since D / z , 2 1 it is not difficult to show that the right hand side of Eq 21a is always negative (or zero) causing product shrinkage upon ejection. This is in contrast to previous findings 2046 where sEoand s? are given by E q 9. Note that the stress curve is continuous at zz, but discontinuous at z, (in case of premature ejection only). This discontinuity is given by discontinuity at z, (25) POLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1996, VOI. 36,NO. 15 In-Mold Shrinkage and Stress Prediction in Injection Molding If the product is ejected before the (calculated)onset of shrinkage, shrinkage is enforced to start at the ejection time (i.e. t: = t,). In that case Eq 24 reduces to Eq 9c (if t, 2 tsl) or Eq 39 of Ref. 5 (if t, < tsl). Eq 24 can thus be considered a s a generalization of the limiting cases i) and i f ) of the reference cited. Further, since it can be proven that the integral of s r ' between 0 and z , equals F:*(t), a s it should be. Note that Eq 24 is in fact the analytical form of the numerical iteration scheme presented by Titomanlio et al. (9). Effect of Holding Time in Case of Length Shrinkage in Mold Here we consider a molding process similar to that of the previous example but with a smaller pressure decay constant, c = 0.2 s - I . In this way it is ensured 0.20 1 1 I I Lsolidification 1 I completely solidified 0.00 -0.20 -0.40 -0.60 0.00 1 .oo 0.50 1.50 2.00 at/D2 [-I that no thickness shrinkage occurs before complete solidification. Friction at the mold surface is assumed to be absent, thus predicted length shrinkage effects will be maximal. By applying Eq I 7 it follows that the onset of length shrinkage occurs between t: = 5.31 s and 7.04s for holding times between 1.O s and 4.0 s. For the shortest three holding times shrinkage starts before complete solidification (=6.60s),while for t, = 4 s it starts after complete solidification.The length and thickness shrinkage curves are drawn in Figs. 3a and b, respectively. The length shrinkage curves show a change in slope at the instant the pressure reaches zero (onset of thickness shrinkage at 7, 8, 9, and 10 s,respectively). Ejection has no effect on length or thickness shrinkage since both pressure and F, are already zero for all four holding times (see Eqs 20a and 21b). Final length shrinkages vary between -0.510 and -0.390% for t h between 1 s and 4 s, respectively, while corresponding thickness dimensions lie between -0.137 and -0.288%.Compared to the case considered in Fig. 1 the effect of pressure on final thickness shrinkage value is reduced considerably. This is mainly due to the smaller pressure decay in the example discussed here. The residual stress distributions, obtained by substituting the length shrinkage curves of Fig. 3a in Eqs I and 2, are shown in Fig. 4. Note that although the length shrinkage at complete solidification of case th = 2.0 s is small, its effect on the residual stress distribution is considerable (change in slope at z / D = 0.66). For the th = 1.0 s case the central part of the stress distribution ( z / D2 0.52) shows a n even larger effect. Length shrinkage in the mold thus increases the amount of tensile stresses in the central zone, thereby reducing the tensile stresses at the product surface. This effect will be larger the smaller the pressure number (Eq 10). Mixed Case (t:, t: < t,. IMxz and I M a - c a s e ) 0.20 Lsolidification j I I 0.10 0.00 I completely solidified Here it is assumed that geometrical constraints are absent and both length and thickness shrinkage are 10 I I I I -am -0.10 -0.20 3 x -0.30 I D tsi 1- -0.40 0.00 0.50 1 .oo 1.50 2.00 at/D2 [-I Fig. 3. Shrinkage plots for IMwcase as afunction of dimensionless time. a: Length shrinkage (Eqs 19 and 21 ); b: Thickness shrinkage (Eq 22).Numbers correspond to diierent holding times. Process and material parameters given in text. Dots refer toftnal shrinkage values. POLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1- 0.00 0.20 0.40 0.60 wall 0.80 1.00 mid ZlD Fig. 4 . Residual stress distributions corresponding to the shrinkage curves of Fig. 3a (LMxcase). VOI.36, NO. 15 2047 G. Titornanlio and K . M. B. Jansen possible. One than has to distinguish between the subcase that length shrinkage occurs before thickness shrinkage (t: < t:) and vice versa (t: < t:). The latter is only possible if the product is first solidifled under relatively high pressure ( N p >> l),followed by a quick pressure drop (with backflow). For the length shrinkage curves in the two subcases the following equations hold: Here the superscripts IMxz and I M z x are used to distinguish these cases from the previous ones. Note that both Eqs 26 are special cases of Eq 19 and that after the onset of both length and thickness shrinkage, shrinkage equals the free shrinkage curve. The instant of ejection therefore has no influence on the shrinkage. By substituting Eqs 26 and 8 = 0 in the equations for .sZZ and &, one obtains for the thickness shrinkages: if t; < t:. For the subcase t: < t:, the residual stress distribution is given by Eqs 24a and b if z 5 z,(t:) and by the free quenching stresses if z > z,(t:). In fact, since g(t > t:) = 0 and F,(t,I = 0, Eq 24 may also be used for times larger than In the other subcase, t: < t:, a similar reasoning holds and the stress distribution is given by Eqs 23 or 24 with all g(t) and F, terms equated to zero. Summarizing, one can say that the equations for length shrinkage (and those for residual stresses) of the IMx case do not change if thickness shrinkage occurs before ejection. The equations for thickness shrinkage, however, are different from both those of the I M x and IMz case and are given by Eqs 27. c. EFFECT OF FRICTION In order to obtain an idea of the magnitude of the friction effect, we measured the coefficients of static friction by tilting a system consisting of a steel bar, test specimen, and dead weight, until sliding took place. qJris then given by the tangent of the tilting angle. As can be seen in Table 1 , the measured friction coefficients range from 0.12 to 0.18. These results are considerably lower than most literature values. Most probably this is due to the fact that we used a steel bar Table 1. Measured Static Friction Coefficientsfor PolymerSteel Combinations. The Steel (DIN-X38CrMoVlsl) has a Surface Roughness of R, = 0.14 f 0.02. 2048 Materials llfr [-I PMMA-steel PS-steel PC-steel PE-steel 0.15 t 0.01 0.18 -t 0.01 0.13 2 0.01 0.12 2 0.01 with a rather smooth surface finish, similar to that of the mold cavity. An estimate of the order of magnitude of the different terms in the force balance, Eq 3, can be obtained by taking qJr= 0.15, L = 0.1 m, D = m, and a cavity pressure of 20 MPa. The friction force per unit width (Eq 4 )forx = 0 then becomes Ffr= 3 X lo5N/m. The DP(t) term in the force balance is 2 X lo4N/m at maximum, which is a n order of magnitude smaller than the friction force. As a first estimate of the integral over the stresses in the solid layer, the maximum thermal shrinkage stresses are taken: &(T, - T J D / (1 - 4.With the data used in the previous examples this becomes --3 X lo4N/m, which again is a n order of magnitude smaller than the friction term at x = 0. Therefore, the friction term is the governing term in the force balance as long a s the pressure remains larger than a few MPa. The importance of mold friction for the resulting stress distribution can also be demonstrated by considering the pressure curve already discussed in the I M x case with t, = 1 s. In Fig. 5a the length shrinkage curves are plotted with qJ4L - x ) / D a s a parameter. The full line is the case without friction and corresponds to the full line in Fig. 3a. All other shrinkage curves start later. At t = 7 s the pressure becomes zero, causing a change in the slopes of the shrinkage curves. All thickness shrinkage curves are identical, since at the onset of thickness shrinkage (7.0 s ) , the product is no longer constrained (t: < t:) and will shrink freely. Corresponding residual stress distributions are depicted in Fig. 6. The effect of friction is to decrease both the compressive minimum and tensile stresses in the center and, on the other hand, increase the tensile stresses at the surface. For the zero friction case the surface stresses become negative (compressive) as was already seen in Fig. 4. For friction values larger than 5. shrinkage starts after complete solidification (Fig.5a) and has no more effect on the residual stresses. The stress distribution therefore becomes that of the IMO case. For longer holding times this occurs for even smaller friction values (frictionparameter equal to 0.6, if th = 2.0 s). Since injection molded products usually have a rather large L / D , the parameter V,~(L- x ) / D may become much larger than the critical value 5 (0.6).Increasing holding time or holding pressure will reduce the critical friction value even more. This means that under normal injection molding conditions, length shrinkage in the mold may effectively be prevented by friction at the mold surface (if not already prevented by geometrical constraints). CONCLUSIONS Our theory for predicting final dimensions and stress distributions of polymer products was extended to include the effects of shrinkage in the mold in thickness or length direction. The different subcases that were considered were: only thickness shrinkage: only length shrinkage; first length shrinkage then thickness shrinkage, and, vice versa, first thickness POLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1- Yo/. 36,NO. 15 In-Mold Shrinkage and Stress Prediction in Injection Molding Q a 0.00 1 .oo 0.50 0.00 2.00 1.50 0.20 0.40 0.60 0.80 1.00 mid wall z/D at/D2 [-] 0.10 length shrinkage was studied. From this analysis it followed that friction can be dominant and prevent length shrinkage until pressure drops to a few MPa. 0.00 ACKNOWLEDGMENTS 0.20 solidification completely solidified This work was supported by the Italian Research Council CNR (grant no. 93.03247) and by the Bright Euram project no. ERBBRE-2CT933027.The authors acknowledge CNR and the European Commission for their financial support. -0.10 -0.20 -0.30 -0.40~r~ t*i I t, , I I I I , , , REFERENCES # Fig. 5. Shrinkage plots for IMx case for different values of q,,(L - x ) / D(frictionpararnetc?r). a:Length shrinkage; b: Thickness shrinkage. Holding tirne t, = 1.0 s, other conditions identical to those of Figs. 3 and 4. Dots refer toJnal shrinkage values. shrinkage, followed by length shrinkage. For all nontrivial cases both expressions for final length shrinkage, thickness shrinkage, and stress distribution were given. It was seen that in-mobd length shrinkage may have a severe effect on both residual stress distribution and final product length. Furi:her, the effect of friction between polymer and mold wall on the occurrence of Germany (1987). 3. S.Y. Yang and M. Y. Hon, Tenth Annual PPS Meeting, Akron, Ohio (1994). 4. J. S. Yu and D. M. Kaylon, Polyrn. Eng. Sci., 31, 153 (1991). 5. K. M. B.Jansen and G. Titomanlio, Polyrn. Eng. Sci., this issue. 6. K. M. B. Jansen, et al., European PPS Meeting, Stuttgart, pp. 2.2(1995). 7. S . Timoshenko, Strength of Materials 1, Van Nostrand, London (1955). 8. G. Menges and P. Mohren, How to Make lnjection Molds, 2nd Ed., Hanser, Munich (1993). 9. G. Titomanlio and V. Brucato, Intern. Polyrn. Process., 1. 55 (1987). POLYMER ENGINEERING AND SCIENCE, MID-AUGUST 1998, Vol. 36,No. 15 Revision received October 1995 2049