Copper-oxide whisker growth on tin–copper alloy coatings caused
advertisement

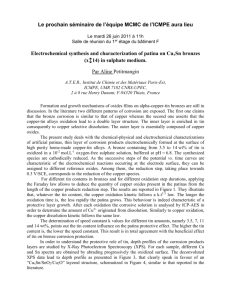
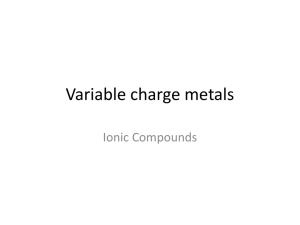
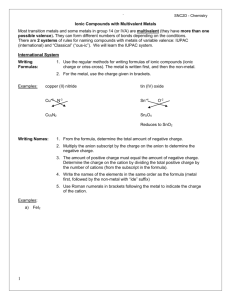
J Mater Sci (2013) 48:8052–8059 DOI 10.1007/s10853-013-7619-8 Copper-oxide whisker growth on tin–copper alloy coatings caused by the corrosion of Cu6Sn5 intermetallics Barbara Horváth • Balázs Illés • Tadashi Shinohara Gábor Harsányi • Received: 25 April 2013 / Accepted: 22 July 2013 / Published online: 1 August 2013 Ó Springer Science+Business Media New York 2013 Abstract This paper reports the effect of corrosion caused by high temperature and humidity on pure tin and tin–copper alloy coatings. A new phenomenon was observed; the development of copper-oxide whiskers on tin–copper alloys plated on copper substrates (1–5 % copper content stored at 105 °C/100 % relative humidity). The copper-oxide whiskers showed similar growth properties to tin whiskers. We have made a model to understand the development of copper-oxide whiskers. Localized corrosion of the tin coating reaches the Cu6Sn5 intermetallic layer, and copper oxide accumulates after the corrosion of Cu6Sn5. The dilating SnOx compresses and extrudes out the copper oxide in a whisker form. Introduction The formation of tin whiskers is a well-known reliability issue in electronics: conductive monocrystalline tin whiskers grow spontaneously from the surface finish of the component leads and can cause current leakage or short circuits [1]. Tin whisker growth is caused by the development of compressive mechanical stresses in the tin surface finish, which can originate from residual stresses caused by electroplating; stresses caused by the diffusion of different metals during the intermetallic layer formation B. Horváth (&) T. Shinohara National Institute for Materials Science, 1-2-1 Sengen, Tsukuba, Ibaraki 305-0047, Japan e-mail: bhorvath@ett.bme.hu B. Horváth B. Illés G. Harsányi Department of Electronics Technology, Budapest University of Technology and Economics, Egry József St. 18, Budapest 1111, Hungary 123 [2, 3] or the growth of oxide in the tin layer; and thermally or mechanically induced stresses [4]. In the presence of compressive stress, the whiskers grow out as a stress release mechanism [5, 6]. There has been some research on the whiskering effects of copper in tin–copper alloy platings [7–10], which is a widely used surface finish on the electronic component leads, but these studies examined only alloys with a smaller percentage of copper (up to 3.7 % Cu) on mainly electroplated coatings. In addition, the ageing of the coatings has not been tested in highly corrosive conditions; hence, the effects of oxidation on the alloys have not been tested. The appearance of oxides and the corrosion of the layer may also cause the growth of whiskers. Several researches have shown that the whisker growth at elevated temperature and humidity conditions can clearly be induced by the oxidation or corrosion of the tin finish [11–13]. Oberndorff et al. [14] tested matte tin plated leadframe packages in high humidity that induced severe oxidation and corrosion and observed a high molar volume of tin oxide which resulted in whisker growth. Su et al. [15] created a statistical study of the whisker population and growth, where they have stated that between the 60 °C/85 % RH and 60 °C/93 % RH conditions, the latter had a higher whisker population per component and a longer maximum whisker length, due to corrosion developed stresses. Osenbach et al. [16] studied tin plated samples tested in similar conditions and found that on regions of the tin layer where water condensation was present, the entire thickness of the layer has corroded and the corrosion product was highly crystalline SnO2. Spontaneous development of copper-oxide whiskers on tin coatings is a phenomenon which has not been observed before. In our experiments, copper-oxide growth has been studied with the similar stress-induced method as the J Mater Sci (2013) 48:8052–8059 8053 growth of tin whiskers. But in this case, the development of copper oxide is due to the galvanic corrosion of the layer generated by the high temperature and humidity circumstance. Materials and methods Six types of alloys were applied for the tests: 100 wt% Sn (100Sn), 99 wt% Sn–1 wt% Cu (99Sn1Cu), 98 wt% Sn– 2 wt% Cu (98Sn2Cu), 97 wt% Sn–3 wt% Cu (97Sn3Cu), 96 wt% Sn–4 wt% Cu (96Sn4Cu) and 95 wt% Sn–5 wt% Cu (95Sn5Cu) on copper base material. The surface finishes were created by using a dipping method, applying 450 °C pot temperature in all cases (in order to avoid the copper crystal formation at lower temperatures). In inert atmosphere (N2), 1-mm thick copper wires were dipped firstly in H3PO4 (used as flux to remove surface oxides), then into the molten alloys (or pure tin) about 1.5 cm deep. The thicknesses of the developed surface finishes were between 4 and 6 lm, and all samples were checked before testing by polishing the cross-sections. The samples were kept in highly corrosive environment [105 °C/100 % relative humidity (RH)] for up to 2400 h. Observations were made by using scanning electron microscopy (SEM) in every 200 h until the 1200th hour, then in every 400 h thereafter. The cross-sections of the layers and whiskers were created by focused ion beam (FIB), and were observed by transmission electron microscope (TEM) afterwards. The identification of the layer elements and intermetallic types was carried out with energy-dispersive X-ray spectroscopy (EDX) on both the SEM and later the TEM samples; and the identification of copper oxides were carried out with electron energy loss spectroscopy (EELS) on the TEM samples. Results In this study, a very unique phenomenon was observed. In the case of alloys with copper content, the material of the developed whiskers was copper oxide. This phenomenon occurred only on the surface of the Sn–Cu alloys, no copper-oxide whiskers appeared on the pure tin plated samples. The whiskering started after 600 h on the samples (except 95Sn5Cu after 800 h). Higher copper content of the alloys caused higher whisker densities; during the test very dense (90–150 pieces/2500 lm2) but very short whiskers (between 1.5 and 4.7 lm) developed (Fig. 1). The two main influencing factors of the copper-oxide whisker growth were the oxidation and the copper content of the alloys. After 1200 h, it could be even visually seen that the surface of the samples became heavily oxidized Fig. 1 a Whiskers at the corrosion areas on the 96Sn4Cu sample, 105 °C/100 % RH, 1200 h. b EDX element mapping of whiskers. The morphology of the copper-oxide whiskers in the image is identical to tin whiskers and that severe localized corrosion occurred on the samples where water had condensed. A tin-oxide layer is evenly found everywhere on the surface of the samples; however, surface corrosion creates some localized thicker areas of tin oxide that may span from the surface of the deposit down to the substrate. Development of Cu oxide whiskers was only found in these highly corroded areas, the rest of the surface stayed intact (Fig. 1). At these areas where the Cu oxide whiskers grow, there is no pure Sn layer left (see in the ‘‘Discussion’’ section), so no chance for Sn whiskers to develop. The cross-section of a whisker and the layer underneath observed by TEM–EDX analyses can be seen in Fig. 2. The content of the whisker (M3–M5 in Table 1) shows that the material of the emerging whisker is copper with a large amount of oxygen. The increased ratio of the copper indicates that there are additional copper spots inside the CuxO matrix. Analysing the whiskers with EELS measures the critical ionization energy EC that is sensitive to the chemical situation of the material. Comparing the L23 edges and EC values with the references measured by [17, 18] shows that the whiskers are built up by a mixture of pure Cu and Cu2O (Fig. 3). The atomic percentage of oxygen is generally between 25 and 30, which means that the ratio of Cu2O and Cu is 1Cu2O to 1Cu in case of 25 at.% O and 3Cu2O to1Cu in case of 30 at.% O. At the same time, a thin SnOx layer can be found on the tip of the whisker and on the surface next to it (M1, M2) which shows that the whisker broke through the layer, leaving some SnOx on the tip. The area where the breakthrough of the SnOx 123 8054 J Mater Sci (2013) 48:8052–8059 whiskers • M1 • M3 • M4 • M2 • SnOx • M5 • Cu & Cu2O enrichement • M6 • SnOx & Cu2O mixture layer • Blocked Cu2O • M9 (a) • Cu base (b) 1 µm • SnOx • Cu3Sn • M8 • M7 Breaking Area BF 1 µm Fig. 2 a TEM image of a Cu2O whisker on the 96Sn4Cu samples after 2400 h (EDX results at the measurement points M1–M9 can be seen in Table 1); b element mapping of Cu at the investigated area; (c) Cu K 1 µm Sn L c element mapping of Sn at the investigated area. The arrow indicates the growing direction of the whisker Table 1 Results of the EDX analysis of the Cu whisker area O (at.%) Cu (at.%) Sn (at.%) M1 72.27 6.39 21.34 M2 48.82 3.87 47.32 M3 M4 22.91 25.91 77.09 73.92 0.00 0.17 M5 22.54 77.04 0.42 M6 72.68 2.66 24.66 M7 75.28 3.42 21.30 M8 5.67 68.84 25.49 M9 45.10 22.82 32.08 layer had occurred is also marked in Fig. 2. Underneath the whiskers (M6–M9), there is a SnOx-rich area with a small amount of additional Cu. No Cu6Sn5 intermetallic layer can be found anymore within the localized corrosion area, although traces of Cu3Sn can be found on some relatively small parts of the inner layer (M8). In most cases inside the SnOx area, vertical lines can be observed heading towards the surface where Cu traces can be found (Fig. 4). These lines are also slightly visible in Fig. 2. It is assumed that the SnOx is the original corroded coating or had been formed by the separation from the Cu6Sn5 by corrosion, while CuxO has been penetrated through these vertical lines towards the surface and then appearing as whiskers. An interesting phenomenon can also be seen in Fig. 2: the remaining Cu3Sn layer can block the Cu2O penetration towards the surface, when Cu particles are trapped underneath it. No copper-oxide whiskers have developed on the samples with 100 % Sn coating, although several corroded areas can be found similar to the alloyed coatings. In Fig. 5, the TEM image and the EDX analyses of the cross-section 123 Fig. 3 EELS spectrum measured in a whisker. The background was subtracted from the spectrum and the intensities normalized to the same value of a corroded area can be seen in such sample types. The results show that the separation occurred within the layer in the corroded areas similar to the Sn–Cu alloys; in some areas, CuxO had developed within the coating while in other areas enrichment of SnOx occurred. No Cu6Sn5 intermetallic layer can be found and high amount of oxygen atoms can be found all across the layer until the Cu substrate. Additionally, no vertical lines with Cu traces are observed, which can been seen in Fig. 4. Figure 6 shows the TEM image and EDX analysis of an area where localized corrosion did not occur. It can be seen that the structure of the layers follow the usual intermetallic appearance; underneath the Sn layer Cu6Sn5 and J Mater Sci (2013) 48:8052–8059 Cu2O & Cu enrichment 8055 and form intermetallic compounds at the interface. The diffusion is faster at elevated temperature and storing the samples at 105 °C for 2400 h generates a large mass of Cu6Sn5 intermetallic within the tin coating, consuming the majority of the layer itself. The thickness of the developed intermetallic layer is around 1–2 lm. Localized corrosion develops on the surface of the coating when water vapour condenses from the air as micro-water droplets, and corrosive O2 is absorbed at these surfaces. Most metal corrosion occurs via electrochemical reactions at the interface between the metal and an electrolyte. Electrochemical corrosion involves two half-cell reactions: an oxidation reaction at the anodic site and a reduction reaction at the cathodic site [19]. For tin corroding in water with a near neutral pH, these half-cell reactions can be represented as an anode reaction: SnOx & Cu2O mixture layer Cu2O & Cu pentration lines • Cu3Sn Cu substrate Sn ! Sn4þ þ 4e 1 µm ð1Þ BF and cathode reaction: Fig. 4 TEM image of the layer under a Cu2O whisker containing a mixture of SnOx and Cu2O on the 95Sn5Cu samples after 2400 h. The visible remaining lines of Cu2O and Cu penetrating towards the surface can be observed Cu3Sn layers can be found. No oxygen can be found within the layer and no separation of the intermetallic layer and accumulation of copper oxide is observed. O2 þ 2H2 O þ 4e ! 4OH ð2Þ Within the droplet, the hydroxide ions can move inward to react with the tin(II) ions moving from the oxidation region, thus tin(II) hydroxide precipitates. Corrosion products are then quickly produced by the dehydration of the precipitate. This can be represented by the following equation: Sn4þ þ 4OH ! SnðOHÞ4 ð3Þ Discussion SnðOHÞ4 ! SnO2 þ 2H2 O ð4Þ According to our hypothesis, the previously experienced results developed with the following model, explained in this section. Instantly after creating the coating, the copper atoms from the substrate diffuse into the deposited tin layer While the localized corrosion areas on all the copper alloy coatings were dense with copper whiskers, the corrosion areas on the pure tin coated samples contained only SnOx corrosion product. (a) Cu (b) MP O Sn (c) Cu enrichment SnOx & Cu2O mixture layer 0% 50% 1 µm 100% BF Cu base 1 µm Cu K 1 µm Sn L Fig. 5 a TEM image and EDX analyses of a corroded area on the 100Sn sample with element distribution on different measuring points (MP), b element mapping of Cu and c element mapping of Sn 123 8056 J Mater Sci (2013) 48:8052–8059 (a) 0% 50% 100% (b) (c) Sn Cu6Sn5 Cu6Sn5 • Cu3Sn • Cu3Sn Sn O MP 1 µm Cu BF Cu base 1 µm Cu K 1 µm Sn L Fig. 6 a TEM image and EDX analysis of a non-corroded area on the 100Sn sample with element distribution on different MP, b element mapping of Cu and c element mapping of Sn SnOx develops during the corrosion of pure tin coatings, while spots of CuxO will also develop within the SnOx for Sn–Cu coatings, since corrosion also occurs on the copper clusters in the Sn–Cu alloy. The copper will be oxidized by the dissolved oxygen in the water forming copper(I) oxide (Cu2O) with the following reaction: 4Cu þ O2 ! 2Cu2 O ð5Þ Cu can form two stable oxide phases, Cu2O and CuO, under oxidizing conditions. It was found that CuO is formed mainly from chemically cleaned Cu [20] and in dry condition [21], while in the presence of water with corrosion effect—such as in our test condition—the formation of Cu2O is more likely [20]. During the localized corrosion of the tin (and tin–copper alloy) coating, water and oxygen easily reach to the Cu6Sn5 intermetallic. Tin is anodic to copper and copper alloys and to the intermetallic compounds formed between tin and copper in most aqueous environments, and hence, the corrosion of the coating accelerates inwards in the layer [22]. Because the developed SnOx (and traces of CuxO) corrosion products are precipitated as a result of secondary reactions, it is porous and absorbent which encourages further corrosion. Hence, inward water diffusion may penetrate into it [23] and cause further corrosion in the intermetallic layer (by this time, intermetallic growth has already saturated). It is obvious that the copper content of the alloys is too low by itself to form the experienced amount of copper-oxide whiskers, so the copper must originate from the substrate; which is mostly available from the intermetallic region. Most intermetallic compounds have either only good mechanical or environmental properties. Materials with excellent resistance against oxidation and hot corrosion have relatively low strength, 123 while higher specific strength modulus alloys have poorer oxidation resistance [24]. While the Cu3Sn phase is significantly more stable and less prone to corrosion attack than the Cu6Sn5 phase, it has been determined that the corrosion behaviour of Cu6Sn5 is almost as corrosive as pure Cu [25]. Investigations with dental amalgams [26, 27] show that the most corrosion prone phase in high copper amalgams is the Cu6Sn5 phase where corrosion processes lead to the release of SnOx. Due to the meeting of the water with the intermetallic, Cu6Sn5 converts to Sn(OH)2 and Cu(OH)2 which instantly oxidize and transform into SnO2 and Cu2O, respectively. For breaking up the Cu6Sn5 intermetallic, the ionic reaction equation with concerning the corrosion product is the following: Cu6 Sn5 þ 13OH ! 5SnO2 þ 3Cu2 O þ 13Hþ þ 26e ð6Þ Hence, the total equation of the reaction for breaking up the Cu6Sn5 intermetallic can be given at 105 °C temperature as: Cu6 Sn5 þ 13 O2 ! 5SnO2 þ 3Cu2 O 2 ð7Þ Calculate the change in enthalpy of reaction Eq. (7) assuming standard condition: X X mi Df Hi0ðproductsÞ mj Df Hj0ðreactantsÞ ¼ Dr H 0 ¼ i j 0 0 0 ¼ 5Df HðSnO þ 3Df HðCu Df HðCu 2Þ 2 OÞ 6 Sn5 Þ ¼ 3376:07 kJ/mol 13 0 Df HðO 2Þ 2 ð8Þ where m is the stoichiometric number of each reactants and products. Calculate the change in entropy of reaction Eq. (7) assuming standard condition: J Mater Sci (2013) 48:8052–8059 Dr S0 ¼ X mi S0iðproductsÞ X i ¼ 5S0ðSnO2 Þ 8057 mj S0jðreactantsÞ j þ 3S0ðCu2 OÞ S0ðCu6 Sn5 Þ ¼ 0:7069 kJ/mol:K 13 0 S 2 ðO2 Þ ð9Þ The enthalpy and entropy changes for SnO2, Cu2O, O2, Cu and Cu6Sn5 are expressed in Table 2. The standard Gibbs free energy change of reaction (DrG0) for Eq. (7) is determined as: Dr G0 ¼ Dr H 0 TDr S0 ¼ 3108:86 kJ ð10Þ According to Eqs. (8), (9) and (10), the forward direction of reaction Eq. (7) is thermodynamically possible. Thus, the reverse reaction is impossible at 105 °C which implies that the developed SnOx corrosion product cannot pass their oxygen atoms to the neighbouring Cu6Sn5 layer. When the water and oxygen reach to the Cu6Sn5 intermetallic, oxygen diffuses into the Cu6Sn5 layer, breaks up the intermetallic material, creates more SnOx and enrichment of Cu2O occurs [31, 32]. Although Cu2O is a porous material, oxygen transport within the inner layers cannot go perfectly across the structure of the Cu2O. Instead, the developed Cu2O breaks up the neighbouring Cu6Sn5 in parts that was originally further away from the main oxygen source. This can be expressed by the following equation: 10Cu2 O þ Cu6 Sn5 ! 26Cu þ 5SnO2 ð11Þ Calculating the standard Gibbs free energy change of reaction Eq. (11) (similarly as for Eqs. 8, 9 and 10), it results in DrG0 = -1241.89 kJ/mol which means that the forward direction of this reaction is also thermodynamically possible. Since the O and Sn atoms diffuse into SnO2 in the area, the developed Cu stays unreacted around the Cu2O area, creating a mixture of Cu2O ? Cu within the layer. During the Cu6Sn5 intermetallic layer growth, the diffusing atoms form intermetallic compounds within the Sn grain boundaries. In this case, volume expansion occurs by the dominant diffusion of Cu into Sn which results in the Table 2 Enthalpy and entropy changes for different elements and compounds at 400 K Component DfH0 Enthalpy (kJ/mol) S0 Entropy (J/mol K) SnO2 -574.38 69.29 [28] Cu2O -170.64 111.53 [29] Cu6Sn5a -7.75 0.37 Reference [30]a O2 0 213.87 [29] Cu 0 40.48 [29] a Enthalpy and entropy changes at 298 K, no values can be found in literature for 400 K volume expansion in the coating. The molar volume of the original Sn layer is replaced with that of Cu6Sn5 intermetallic, where the former is smaller than the latter, causing a compressive force resulting from the volume expansion [33]. Compressive stress is necessary in the Cu2O ? Cu area for the initiation and growth of copper-oxide whiskers. When SnOx is transformed continuously from the Cu6Sn5 layer, the volume of the corroded area expands because SnOx and Cu2O are significantly lower in density than Cu6Sn5. The density of Cu6Sn5, Cu2O and SnO2 is 8.3, 6.0 and 6.95 g/cm3, respectively. Hence, a compressive stress is generated by the corrosion of the tin that can drive the nucleation and growth of copper-oxide whiskers by a mechanical extruding process. Weak spots on the oxide layer are necessary for the surface oxide to break when Cu2O ? Cu is pushed towards the surface. This can relieve the developed internal compressive stress, and hence whisker formations can grow [34]. The oxide layer within the Sn–Cu alloy coatings already has spots of Cu2O clusters from the initial corrosion of the coating surface. The hardness of the tin oxide is considerably larger than the hardness of the copper oxide (Mohr hardness of SnO2 is 6.5 and Mohr hardness of Cu2O is 3.5–4). Therefore, the copper oxide can break through and grow out on the weakened areas of the corroded layer and exists in a whisker form (Fig. 7) on the samples with Sn– Cu alloy coatings. As it can be seen in Fig. 2, a layer of SnOx remain can be found on the tip of the whisker. One possible explanation for why no copper-oxide whiskers developed on the samples coated with pure Sn is because the copper oxide could not break through the continuously hard tin-oxide layer, since no Cu2O clusters developed in the coatings of the samples in early stage. The previously introduced hypothesis was proven by TEM measurements of the layer structure. By observing the TEM measurements of the pure tin samples (100Sn) in Fig. 5, it can be shown that the copper oxide (Cu2O) develops within the layer instantly by the break-up of the Cu6Sn5 intermetallic, and not by developing Cu independently by selective corrosion of the Sn, and oxidizing it by humidity after it extrudes out of the surface as a whisker. Though copper-oxide whiskers could be considered as a reliability issue, Cu2O nanostructures have a useful side as well. Cu2O is a p-type semiconductor with a direct band gap of 2.17 eV, and is a promising material with a potential application in lithium-ion batteries, catalysis, solar energy conversion and magnetic storage devices [35, 36]. Compared with traditional semiconductor materials, copper oxide is cheaper, has low toxicity and possesses good environmental properties. Various Cu2O and CuO microand nanostructures have been developed by synthesization [37], oxidizing Cu nanowires [38, 39] or by high-yield thermal annealing [40]. Understanding the phenomenon 123 8058 J Mater Sci (2013) 48:8052–8059 (a) (b) Rest of the SnCu layer Localized Corrosion CuxO SnOx SnOx Cu2O & Cu enrichment Cu2O whisker Localized corrosion SnOx SnOx O2 Cu6Sn5 SnOx Cu3Sn SnOx Cu2O Cu Cu substrate Cu3Sn Cu2O Cu6Sn5 Cu substrate Blocked Cu2O Penetration lines Fig. 7 The mechanism of copper-oxide whisker growth: a the tinoxide layer develops with CuxO spots within, while at the same time Cu6Sn5 intermetallic layer grows rapidly. b after the corrosion of Cu6Sn5, copper oxide is piling-up. The dilating SnOx compresses the copper oxide causing it to extrude at the weakened areas of the surface oxide detailed in this paper could result in building Cu2O whisker structures induced by stress within the coating. Controlled development of Cu2O can be obtained by breaking down Cu6Sn5, and systematically placing Cu nanoparticles within the Sn coating. Based on the results of this research, a new method of creating different structures of cuprous oxide nanowires can be developed in the future. References Conclusion Copper-oxide whisker growth has been observed on tin– copper alloy platings (1–5 % copper content) on copper substrate when exposed to corrosive high temperature and humidity circumstances (105 °C/100 % RH). The growth behaviour of the copper-oxide whisker is hypothesised to be due to the following. Localized corrosion occurs on the samples where water had condensed causing the tin alloy coating to convert to SnOx with CuxO clusters within. Meanwhile, 1–2 lm of Cu6Sn5 intermetallic layer grows between the alloy coating and the copper substrate. When water and oxygen reach to the Cu6Sn5 intermetallic, Cu6Sn5 corrodes and enrichment of copper oxide occurs. Since the SnOx is dilating, it is compressing the copper oxide; therefore, it breaks out at the weakened areas of the surface oxide in a whisker shape. Copper-oxide whiskers did not develop on the samples coated with pure tin because the accumulated copper oxide cannot break through the continuous hard SnOx layer, where no CuxO had developed in the coatings near the surface. Acknowledgements The authors would like to thank Prof. Masahiro Seo personally for the discussions about the theories of this work. The work reported in the paper has been developed in the framework of the project ‘‘Talent care and cultivation in the scientific workshops of BME’’ project. This project is supported by the grant TÁMOP— 4.2.2.B-10/1–2010-0009. This work has been carried out through the Joint Graduate School Program between the Budapest University of Technology and Economics and the National Institute for Materials Science, Japan. 123 1. Brusse JA, Ewell GJ, Siplon JP (2002) In: Proceedings of CARTS, p. 221 2. Chason E, Jadhav N, Chan WL, Reinbold L, Kumar KS (2008) Appl Phys Lett 92:171901 3. Buchovecky EJ, Du N, Bower AF (2009) Appl Phys Lett 94:191904 4. Yang F, Li Y (2008) J Appl Phys 104:113512 5. Lee BZ, Lee DN (1998) Acta Mater 46:3701 6. Xu C, Zhang Y, Fan C, Abys JA (2005) Electron Packag Manuf 28:31 7. Williams ME, Moon KW, Boettinger WJ, Josell D, Deal AD (2007) J Electron Mater 36:214 8. Sarobol P, Pedigo AE, Su P, Blendell JE, Handwerker CA (2010) IEEE Trans Electron Packag Manuf 33:159 9. Boettinger WJ, Johnson CE, Bendersky LA, Moon KW, Williams ME, Stafford GR (2005) Acta Mater 53:5033 10. Sobiech M, Welzel U, Mittemeijer EJ, Hügel W, Seekamp A (2008) Appl Phys Lett 93:011906 11. Nakadaira Y, Jeong S, Shim J, Seo J, Min S, Cho T, Kang S, Oh S (2008) Microelectron Reliab 48:83 12. Schroeder V, Bush P, Williams M, Vo N, Reynolds HL (2006) IEEE Trans Electron Packag Manuf 29:231 13. Horváth B, Illés B, Harsányi G, Shinohara T (2011) Thin Solid Films 520:384 14. Oberndorff P, Dittes M, Crema P, Su P, Yu E (2006) IEEE Trans Electron Packag Manuf 29:239 15. Su P, Howell J, Chopin S (2006) IEEE Trans Electron Packag Manuf 29:246 16. Osenbach JW, DeLucca JM, Potteiger BD, Amin A, Shook RL, Baiocchi FA (2007) IEEE Trans Electron Packag Manuf 30:23 17. Leapmann RD, Grunes LA, Fejes PL (1982) Phys Rev B 26: 614 18. Long NJ, Petford-Long AK (1986) Ultramicroscopy 20:151 19. Trethewey KR, Chamberlain J (1995) Corrosion for science and engineering, 2nd edn. Longman, London 20. Medgyes B, Illés B, Harsányi G (2012) J Mater Sci Mat Electron 23:551 21. Yang Y, Xu D, Zhang K (2012) J Mater Sci 47:1296. doi:10. 1007/s10853-011-5903-z 22. Warwick ME (1980) Atmospheric corrosion of tin and tin alloys, I.T.R.I. Publication No. 602, Middlesex 23. Sharma SK (2012) Green corrosion chemistry and engineering: opportunities and challenges. Wiley-VCH, Weinheim 24. Berdovsky YN (2008) Intermetallics research progress. Nova Publishers, New York J Mater Sci (2013) 48:8052–8059 25. Huebner H, Penka S, Barchmann B, Eigner M, Gruber W, Nobis M, Janka S, Kristen G, Schneegans M (2006) Microelectron Eng 83:2155 26. Sauthoff G (1995) Intermetallics. Wiley, Weinheim 27. Fathi M, Mortazavi V (2004) J Res Med Sci 9:42 28. Stern KH (2010) High temperature properties and thermal decomposition of inorganic salts with oxyanions. CRC Press, Boca Raton 29. Chase M (1998) Journal of Physical and Chemical Reference Data, NIST–JANAF Thermochemical Tables 30. Sobiech M, Krüger C, Welzel U, Wang JY, Mittemeijer EJ, Hügel W (2011) J Mater Res 26:1482 31. Revie RW, Uhlig HH (2008) Corrosion and corrosion control: an introduction to corrosion science and engineering. Wiley, Hoboken 32. Pickering HW, Wagner C (1967) J Electrochem Soc 114:698 8059 33. Song JY, Yu J, Lee TY (2004) Scripta Mater 51:167 34. Su CH, Chen H, Lee HY, Wu AT (2011) Appl Phys Lett 99:131906 35. Cao Y, Fan J, Bai L, Yuan F, Chen Y (2010) Cryst Growth Des 10:232 36. Singh I, Bedi RK (2011) J Mater Sci 46:5568. doi:10.1007/ s10853-011-5507-7 37. Wang X, Liu Z, Qian Y (2011) Cryst Res Technol 46:967 38. Han S, Chen HY, Chu YB, Shih HC (2005) J Vac Sci Technol B 23:2557 39. Liu Y, Zhong L, Peng Z, Song Y, Chen W (2010) J Mater Sci 45:3791. doi:10.1007/s10853-010-4433-4 40. Yue Y, Chen M, Ju Y, Zhang L (2012) Scripta Mater 66:81 123