Read more - GE Water
advertisement

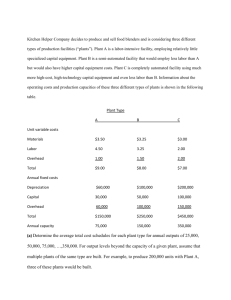
Minimise corrosion while maximising distillate Reducing atmospheric fractionator overhead temperatures to maximise middle distillate production requires a full understanding of resulting corrosion mechanisms Brandon Payne GE Water & Process Technologies S ustained growth in the demand for jet fuel, diesel and other middle distillate products is expected to have a continuing impact on unit operations, product pricing, product selection and refining margins into the foreseeable future. As more and more new facilities come online to supply the demand for tighter product sulphur specifications, refiners will continue to maximise distillate production in their atmospheric distillation units to take advantage of favourable product pricing. However, maximising the production of these fuel streams requires a continual assessment of the entire processing system beyond the mechanical capability of pumps, piping and valves to ensure reliable operation of the unit in a market environment that favours distillate production. As refineries continue to lower tower top temperatures in an effort to increase product draws in the distillate sections of the column, the conditions for introducing salt fouling and corrosion mechanisms into areas that previously were not affected come to the forefront. Refiners must address the hazards of unmonitored distillate maximisation on corrosion in the crude distillation column top section and overhead system. In this article, overhead corrosion control strategies and guidelines are discussed to help refiners maintain reliable unit operation while maximising distillate production. www.eptq.com Reprinted from PTQ, 3rd Quarter issue, 2012, pp 75-81 Overhead salt point and lower tower top temperatures Crude unit overhead corrosion deals with corrosion affecting the upper sections of the crude unit atmospheric fractionation column, including the top tower trays, overhead condenser system and top pumparound circuits. Corrosion in the crude unit overhead system is primarily due to acid attack at the Corrosion in the crude unit overhead system is primarily due to acid attack at the initial water condensation point initial water condensation point (ICP), resulting in low pH conditions and the associated aggressive corrosion of the system’s metal surfaces. Secondary corrosion mechanisms in the tower top and overhead are typically due to amine-chloride salt deposition driving under-deposit corrosion. Neutralisers are used to control the pH of condensing overhead waters within an optimal range to maximise the reduction of corrosion rates while minimising the tendency for salt deposition caused by the neutralisation reaction with the acidic species. The type of neutraliser used in an 1 overhead system is selected based on three primary factors: neutralisation capacity (the strength of the neutraliser), the water partition coefficient (the rate at which it will enter the first water droplets formed in the overhead system) and the neutraliser’s salt point. The salt point is defined as the temperature at which the first neutralisation salts begin to precipitate from the vapour phase. These salts can be very corrosive themselves and can also give rise to under-deposit corrosion at certain points in the system. In order to control the deposition and corrosivity of these salts, a water wash is often used to provide a means of diluting and washing the corrosive salts from the overhead system. In these cases, the salts are scrubbed from the overhead vapour, washed from the overhead piping and condenser system, and flow into the overhead receiver. However, as the overhead process temperature is lowered in an effort to force additional material into the distillate draw section of the column, the location of the salt point temperature moves further upstream into the overhead line, pumparound circuits and tower top internals where there is no water wash. Without the means of removing deposited salts in these areas, corrosion can be severe and equipment failure rapid. Therefore, it is critical to continuously re-evaluate the neutraliser being used to determine PTQ Q3 2012 Neutraliser Water wash Amine Accumulator Amine recycle Tower top reflux Desalter Amine recycle Stripping steam Fractionation column Tank farm Wash water Figure 1 Typical amine recycle loops if it is still appropriate for changes in overhead and operating conditions. The ideal neutraliser for the system will form its amine chloride salt at a temperature that is 15°F (8°C) lower than the water dew point in the system. To protect against the deposition of precipitated amine-chloride salts inside of the distillation column, the neutraliser salt point temperature must also be 25°F (14°C) lower than the tower top temperature. Role of excess chlorides and tramp amines Chloride control in the overhead system is one of the most important aspects of a good corrosion control programme. This is because altering chloride levels has the largest overall impact on the corrosion potential by dramatically affecting both pH and the salt point deposition temperatures. The lower chloride levels entering the distillation column are, the greater the degree of corrosion control that is possible from a treatment programme. Therefore, with the desalter having the greatest impact on the condition of the charge to the distillation tower, all efforts should be made to ensure optimal PTQ Q3 2012 desalter performance, reducing desalted crude chlorides to the lowest possible levels. However, maintaining low chlorides alone is not sufficient to guarantee good overhead corrosion control. The amines present in the system are equally important to the overhead system’s fouling and corrosion potential. Neutralising amines that are intentionally added to control overhead pH conditions are not the only amine species that play a role in overhead salt formation. The presence of tramp amines may play a larger role in undesired salt formation in the overhead and tower top than the injected neutraliser amines. Tramp amines are broadly defined as any amines, other than the appropriate neutraliser being used, found cycling in the system. Tramp amines that are entering and recycling in the system will strongly affect overhead pH and typically have very high salt points. Sources of these tramp amines include incoming crude and slop oils, steam neutralisers, alkanol amine units, sour water strippers, H2S scavangers and cold wet reflux. Such amines can make it virtually 2 impossible to either keep salt points below the water dew point or to drop pH to desirable levels. The most desirable condition is to have overall tramp amines in the system low enough to enable the usage of a quality neutraliser with a low salt point. If tramp amine levels are high enough, the net system salt point can negate the impact of a quality neutraliser. This situation can cause salt point temperatures to exceed the tower top temperature and cause various deposition problems that can become quite severe and affect tower operation and charge rates. Efforts should always be taken to understand total amine loading. Both elevated chloride levels and amine levels will negatively impact overhead corrosion due to salt point effects. While chloride control is a relatively direct and straightforward effort, lowering levels of tramp amines can be much more difficult. This is often because operational practices prevailing in the refinery will give rise to high levels of tramp amines cycling up in the crude unit overhead. These practices are often caused by units outside the crude unit boundary. Four primary sources of tramp amine entry are the sour water stripper, steam production, alkanolamine scrubbing units, and amines entering the refinery with the incoming crude oil. An overall understanding of tramp amine backgrounds, surges and sources is necessary to enable targets and intervention for control of these species. Levels as low as 5 ppm of certain tramp amines can have a dramatic impact on salt points and associated corrosion. Figure 1 illustrates typical tramp amine cycles. The tendency for all these amines to cycle up in the system is largely driven by overhead receiver pH and desalter effluent brine pH. As the pH rises above 5.5, the tendency for these species to cycle up is substantially increased. This is because the partitioning rate at which amines migrate from the hydrocarbon to the water phase are strongly influenced www.eptq.com by pH. Once cycled up, the rate at which amines will blow down is dependent on the pH of both the desalter effluent brine and the overhead receiver waters, as well as the relative rate of amine input. A lower pH will cause a faster blow-down at a constant input of amines to the recycling system. The dynamic aspects of amines having reduced partitioning rates, reduced recycling rates and increased blow-down rates as pH is lowered has important consequences. GE Water & Process Technologies (GE) has developed a comprehensive methodology to address the drivers of system salt points, salt deposition rates and subsequent corrosion rates in systems with significant salt fouling problems through a systematic review of amine inputs. By properly controlling these inputs and system pH, the most rapid reduction in deposition and corrosion potential can be achieved. Although lowering pH offers positive benefits, as described above, iron should be monitored in the overhead waters. The effective minimum pH will be dictated by the onset of increased iron production due to ICP corrosion at the water dew point. The pH should never be lowered beyond this level in order to keep ICP corrosion under control. Overhead water wash systems Water washing is used as a means of forcing the water dew point temperature to higher levels and to physically dilute and wash salts. This is accomplished by raising the amount of free liquid water in the system. This free water will then dilute corrosive species at the ICP and also wash away any neutralisation salts formed at temperatures below the wash water injection temperature, or mixed exit temperature. However, it should be noted that an inadequate water wash can be worse than no water wash. Water wash should be injected in two stages using high-efficiency nozzles in a co-current configuration to www.eptq.com Figure 2 LoSalt ionic equilibrium model input provide a small droplet size with a large surface area and dispersal pattern. This will impact both the wall wetting capability of the spray, as well as the vapour scrubbing efficiency. The first injection stage should be a single point injected into the overhead vapour line near the top of the column, while the second stage needs to be multiple points injected in parallel just prior to the exchanger inlets. In a well-controlled unit, the Selection of the proper treatment chemistry is critical to the programme’s success and the unit’s equipment reliability first-stage wash injection should provide just enough water to form 20% of total liquid water and primarily saturate the overhead vapour. The second injection stage should then inject the remainder of the total water needed to achieve the wash water target. Enough water should be added to achieve a minimum of 5% free water. While 5% is a minimum value, 10-15% water wash can be even more effective. However, 3 care must be taken to make sure that the overhead receiver can handle the additional amount of water flux and still provide acceptable water separation. Water carry-over in the overhead reflux can be a very significant problem, as high levels of water-soluble amine salts will be carried back to the tower. This can lead to a large cycling effect that will dramatically increase salt points, as well as place salts directly on tower internals. Additionally, the water can cause wetting of already existing salts and increase their corrosion potential considerably. Care should also be taken to ensure that overhead vapour velocity stays within a range of 30-80 ft/s. Caustic usage A target of <15 ppm chlorides, with <5 ppm upside variation, is an ideal target. While effective programmes can be maintained with higher levels of chlorides, it generally becomes more difficult and expensive if either chlorides or variation increase. A large variation in chloride levels can be very detrimental, as either low pH acid attack or high pH salt deposition can occur. Therefore, efforts should be prioritised to maintain effective chloride control within control ranges. The injection of caustic (NaOH) into the desalted crude oil can be used as a polisher to further reduce chlorides after the PTQ Q3 2012 18.1 180 14.8 11.5 130 8.3 80 30 5.0 1.7 10 30 50 70 90 110 Neutraliser rate Salt points 230 21.4 19.7 17.7 15.7 13.7 11.7 9.7 7.7 5.7 3.7 1.7 Amine Ammonia Water dew point Top temperature Operating point GPD Chlorides in boot, ppm 6 pH at 25ºC 5 4 3 2 1 0 0 10 20 30 40 50 60 70 80 90 100 Water condensed, % Operating point at intersection of pH profile and red line Figure 3 LoSalt ionic equilibrium model output best performance is obtained from the desalters. However, caustic usage must be carefully evaluated and monitored to determine accurately the downstream impacts and the critical threshold concentrations. It should not be used as a replacement for optimising desalter operation. Proper selection of filming corrosion inhibitors and neutralisers In order to properly control corrosion in a crude unit overhead system, a three-pronged strategy comprised of an organic neutralising amine, a filming inhibitor and a water wash should be implemented. Every corrosion control programme will utilise these three elements to varying degrees, based upon the unit design, crude diet and operating envelope. Therefore, the selection of the proper treatment chemistry is critical to the programme’s success and the unit’s equipment reliability. Under normal conditions, the ideal neutraliser utilised will form its PTQ Q3 2012 amine-chloride salt at a temperature that is at least 15°F (8°C) lower than the water dew point in the system. Calculating the ICP and salt point are critical to controlling corrosion. The use of modelling software, such as GE Water & Process Technologies’ proprietary LoSalt Ionic Equilibrium model (see Figures 2 and 3), allows for the rapid and efficient prediction of the overhead system salt point. These modelling tools can be used to quickly determine the best neutralising amine and/or operating parameters by predicting salt points for various amines and the ICP for various operating conditions. The LoSalt Ionic Equilibrium model has been effectively used to assist refiners in optimising tower top temperatures by establishing the operating limits they must not exceed in order to prevent salt formation and deposition in the system. In one case, the operational changes made, based on the information provided by the ionic modelling analysis, 4 allowed the refinery to decrease average overhead corrosion rates by 80% to a corrosion rate of <5 mpy (verified by consecutive UT thickness readings). Filming inhibitor chemistries are the mainstay of the overhead corrosion inhibitor programme. Filmers work by coating the metal surface with a hydrophobic barrier, which prevents corrosive species from reaching and reacting with the metal surface. While a neutraliser has a maximum theoretical limit to the overall reduction of corrosion rates, filmer chemistries are not constrained by such a limit. The level of corrosion protection from a filming corrosion inhibitor can approach 100%, given adequate dosage and the proper conditions. However, the practical aspects of the filmer application generally do not allow such a degree of protection. It is, however, relatively easy to realise 90-95% protection for coated surfaces at reasonable dosages. Traditional filmers require a pH www.eptq.com above 4 to maintain optimal film stability. The newest filmers in the GE Water & Process Technologies pHilmPlus line can offer film stability down to a pH of 2. This is especially important during desalter upsets and high-chloride events, which can drive overhead system pH to very low levels. In addition to providing a significant further reduction in corrosion rates, over and above that available with a neutraliser, certain filmers can act as salt dispersants. As such, they help reduce the risks associated with salt fouling due to amine-based neutralisers or tramp amines present in the system. Filmers have been used with success in the dispersion of deposited salts in areas where no water wash is present, such as pumparound circuits and tower trays. Unlike neutralisers, filming inhibitors will not vaporise in the overhead system and will remain liquid. Therefore, filmers must be atomised into the overhead at the point of injection. Nozzles and dilution streams must be used to achieve proper distribution. Since the filmer injection exists as an entrained droplet distribution in the overhead vapour stream, it follows a twophase flow profile. Liquid droplets will impact with and coat the wall through direct interaction. Both the choice of application point and the droplet size distribution of the injected liquid play a large role in www.eptq.com the overall effectiveness of a filmer. Larger droplets in the flow field have a tendency to impinge onto the outside wall of any bends or turns in the line. A loss of filmer coverage can be caused by 90-degree elbows or U-bends due to the momentum of the travelling droplets forcing them to move to the outside wall of the curves via centripetal forces. Also, vapour-liquid route preferencing and maldistribution can cause poor filmer coverage downstream of splits, T-s and in manifolds. Droplet sizes larger than 50 microns will have a greater tendency to be lost prematurely to the wall for systems with complex bends. For this reason, highquality hydraulic nozzles that are properly designed for the system flows and pressures should be utilised to achieve a minimum droplet size distribution. Also, at least two stages of filmer distribution are recommended for most systems, similar to a water wash system. The first stage should be near the beginning of the overhead vapour line, preferable into the 90-degree elbow pointing down the vertical pipe near the side of the tower. The second stage should be distributed over parallel legs, just upstream of the individual exchangers. The injection direction should be co-current with the flow, and each injection point should use its own carrier stream that is metered and controlled. Filmer injection points should 5 be at least 10 pipe diameters away from other injection points. The first filmer injection is preferred downstream of the neutraliser injection point, and both should be significantly upstream of the water dew point and salt point locations. Conclusion As refiners reduce atmospheric tower top temperatures to maximise diesel and middle distillate production, a thorough understanding of the ICP, salt point and control of amine recycle loops is critical to maintaining plant reliability in changing plant operational conditions. By practising good operational diligence, treatment programme stewardship and utilising predictive diagnostic tools, such as GE’s proprietary LoSalt Ionic Equilibrium model to predict amine salt points, refiners can establish safe operating regimes for diesel and middle distillate maximisation and ensure the long-term safety and profitability of refinery assets. LoSALT and pHilmPLUS are trademarks of General Electric Company and may be registered in one or more countries. Brandon Payne is a Product Applications Specialist with GE Water & Process Technologies’ Refinery Corrosion Center of Excellence. He is responsible for global support of refinery corrosion treatment programmes, and has over 14 years of refinery engineering and process treatment experience. PTQ Q3 2012