KUint_2016_01-02_Feeding-in-a-Closed-System
advertisement

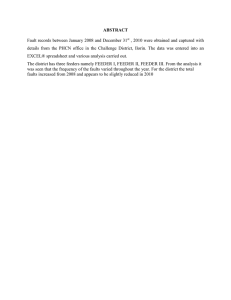
48 MATERIALS HANDLING Quality Assurance [VEHICLE ENGINEERING] [MEDICAL TECHNOLOGY] [PACKAGING] [ELECTRICAL & ELECTRONICS] [CONSTRUCTION] [CONSUMER GOODS] [LEISURE & SPORTS] [OPTICS] Feeding in a Closed System Electronic Pressure Compensation Helps Avoid Feeding Errors In a gravimetric feeding system that is closed off and independent of environmental atmosphere, pressure ­variations inside the material feed hopper may lead to weighing errors. This has a negative impact on product quality as well as production costs. The newly developed electronic pressure compensation (EPC) system offers a reliable and cost-effective solution to solve this problem. terials that are hygroscopic, sensitive to oxygen or hazardous to health. What if Pressure Varies in the Feed Hopper … Gravimetric feeding systems can be used to precisely feed pellets as well as powders (© Coperion K-Tron) P ressure variations in the feed hopper, or at the outlet of a gravimetric feeding system, may lead to incorrect weight signals which then result in erroneous throughput and poor feeding accuracy. In a feeder mounted on load cells or a scale with a round, 16 cm refill opening in the feed hopper, the weight measured may deviate from the correct value by as much as 1 kg, if the pressure inside the chamber changes by 5 mbar. Traditionally, in a closed feeder hopper these undesired pressure variations are compensated by mechanical means, i. e. by employing flexible bellows to disconnect the feeder from the other parts of the equipment (Fig. 1). However, this solution, which is relatively expensive, may fail to yield the desired effect if the bellows are too large, if construction tolerances change over time, if the bellows are old or not aligned properly, etc. In comparison, the new electronic EPC pressure compensation system (Title figure) by Coperion K-Tron is simple to install and easy to handle, representing an efficient solution for this problem. The system automatically detects pressure variations inside the feeder and adjusts the weight signal correspondingly, thus significantly increasing feeding accuracy. A closed-off feed hopper is required wherever feeding systems have to handle powders which cause a lot of dust, or ma- While the feeder is being refilled, the sudden addition of bulk material increases the pressure inside the closed plenum of the material feed hopper. This rise in pressure affects the weight measured (Fig. 2). Because the feeder hopper is disconnected from the surrounding equipment due to the flexible bellows on the refill opening, the pressure acting upon the load cell or scale is increased as pressure rises – even if the amount of material fed remains unchanged the weight signal increases. Applying the so-called loss-inweight process, the feeder controller would interpret the increased weight signal to mean that mass flow is slowing and react by erroneously increasing the feeder output, resulting in a mass flow error (feeding error). Pressure variations in the hopper may well have other causes, for example a clogged filter, a dust extraction system connected to the vent filter, or application of a nitrogen blanket if the material needs to be fed in an oxygen-free atmosphere. … and at the Feeder Outlet? Changing pressures at the material outlet of a closed feeding system will also lead to incorrect weight signals. Pressure increases in the discharge tube push up on the cap, which, if it is connected to the feeder, pushes up on the feeder. This © Carl Hanser Verlag, Munich Kunststoffe international 1-2/2016 --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2016 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution. Quality Assurance MATERIALS HANDLING 49 screw, or by nitrogen purging during material feeding. When pressure is compensated mechanically at the outlet, the cover plate is fixed to an external structure, and is disconnected from the feeding unit by a flexible bellows. The Basics of EPC Technology Fig. 1. Gravimetric feeding with traditional mechanical pressure compensation by bellows mounted to the hopper and outlet of the feeder (© Coperion K-Tron) back pressure reduces the weight measured at that point in time and the feeder controller will react by erroneously reducing the throughput to compensate. Such pressure problems at the feeder outlet may be caused by backpressure from the extruder, by pulsation of the extruder A highly precise pressure sensor sitting on the hopper cover and/or outlet tube of the feeder (Fig. 3) continuously transmits the measured pressure data to the control unit of the feeding system. The data is then used to dynamically compensate for any variation in pressure that might occur, and thus to correct potential errors in weighing. The software continuously optimizes the correlation between pressure and weight. This means it reacts to mechanical changes, which increases efficiency and reliability of the feeding unit. The system automatically makes up for metered variations in pressure up to ± 50 mbar – deviations higher than this will set off an alert. The EPC pressure sensor can either be installed on the hopper or the feeder outlet, or both, of a gravimetric feeding system. It is even possible to combine an EPC Fig. 2. Excessive air pressure in a closed material hopper “presses“ down on the scale, thus causing the scale to yield erroneuous results (© Coperion K-Tron) pressure sensor on the feed hopper with mechanical compensation at the outlet. EPC versus Traditional Mechanics Pressure sensor KCM EPC Weighing system Serial weight channel Feed hopper Feeder Motor drive/ speed pick-up © Kunststoffe Fig. 3. Basic principle of EPC electronic pressure compensation applied in gravimetric feeding system in a schematic presentation; KCM: feeding control (source: Coperion K-Tron) Applying EPC to compensate for pressure variations in gravimetric feeding systems can be far more cost-effective than a conventional mechanical solution. In addition, the technique offers other benefits, particularly if used to compensate for pressure variations in the material feed hopper: WW simple, cost-saving design, WW fewer components required than for mechanical bellows uncoupling, easy installation and cleaning, WW high efficiency and reliability, WW requires barely any maintenance, WW can easily be retrofitted to existing systems, WW measured values are available electronically, can be processed and archived, WW in case of severe excess or negative pressure, immediate alerts are triggered, WW the system continuously optimizes the correlation between hopper internal pressure and measured weight, so » Kunststoffe international 1-2/2016 www.kunststoffe-international.com --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2016 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution. MATERIALS HANDLING Quality Assurance 1,000 g 800 210 600 120 400 90 g 150 Force Force 50 200 60 30 0 0 -200 -30 0 50 100 150 200 250 300 s 350 Time -60 10 20 © Kunststoffe Fig. 4. Curve of the pressure values in powder feeding, determined with the field test package (source: Coperion K-Tron) The Authors Jim Foley is Vice President Research & Development at Coperion K-Tron, Pitman, NJ/USA; jfoley@coperionktron.com Stefan Ludescher is Engineer R&D Electronics at Coperion K-Tron, Niederlenz, Switzerland; sludescher@coperionktron.com Service Digital Version BB A PDF file of the article can be found at www.kunststoffe-international.com/1273138 German Version BB Read the German version of the article in our magazine Kunststoffe or at www.kunststoffe.de 30 40 Time 50 60 s 70 © Kunststoffe Fig. 5. 60 seconds of the pressure curve from Figure 4 in a detailed presentation – the feeding error occurs within a period of approx. 20 s when pressure drops (marked red) (source: Coperion K-Tron) as to be able to react to any mechanical changes in the feeding system. Mechanical pressure compensation on the hopper is relatively complex and an expert is required to install it. Any kind of deviation in geometry, e. g. if inlet tube and hopper inlet are offset, will adversely affect the result. Alternatively, EPC is easy to install, while being self-adjusting and significantly less expensive than a conventional system. At the feeder outlet , traditional mechanical pressure compensation is usually easy to achieve and effective, which is why it is often a good solution. However, just as any mechanical equipment, it needs maintenance on a regular basis and periodical re-adjustment – and the bellows must be replaced at certain intervals. This is why, in many cases, EPC is the better choice even at the outlet of the feeding system. A Case from Industrial Practice A typical problem EPC can solve is represented by the following case study, where a clogged filter led to malfunction: A lossin-weight feeder operated as a closed system experienced deviations in mass flow (metered amount) each time after refilling the bulk material (powder). To refill the hopper, a vacuum receiver with a motor-operated dump valve was employed. The Coperion K-Tron EPC Field Evaluation Kit was used to continuously measure the pressure in the feed hopper on this feeding unit. Figure 4 shows the pres- sure values measured over the course of three refill cycles, while Figure 5 presents the first refill cycle in detail. The following boundary conditions apply: WW the refill cycle includes valve opening as well as flow activation (vibrating aeration pads) within a period of 10 s, WW changeover delay is 5 s (the time following refill, in which the feeder controller ignores irregularities), WW the pressure values measured are presented as converted weight (g). Discharge of the powder from the vacuum receiver into the feeder hopper takes approx. 3 s (period between 22 s and 25 s as presented in Fig. 4). This leads to high pressure spikes. While filling the hopper, the air inside is displaced and tries to squeeze through the vent filter or get back into the receiver. The aeration pads remained active for another 7 s (period between 25 s and 32 s) until the refill valve was closed. Then the pressure decreased continuously over 20 s, finally stabilizing at a slightly negative value (the material continuously leaving the feeder causes a minor vacuum in the hopper, because the air cannot flow freely to replace the reduced powder volume immediately). The feeding error occurred within these 20 s, every time the feed hopper was refilled. The gradual pressure drop in the feed hopper over these 20 s caused the measured weight to deviate from the real weight: the weight measured was lower than the actual weight. The feed rate determined by the loss-in-weight control algorithm was therefore higher than the © Carl Hanser Verlag, Munich Kunststoffe international 1-2/2016 --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2016 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution. Quality Assurance MATERIALS HANDLING Fig. 6. Without pressure compensation, the feeder mass flow chart shows an undesired peak in throughput each time the hopper is refilled (source: Coperion Throughput [kg/h] actual feed rate – seeming to indicate overfeeding. The mass flow display clearly showed this after each refill (Fig. 6). A peak value of 152 kg/h was measured, instead of the 150 kg/h set value. However, what was much more significant was the way the control unit reacted to the apparent overfeeding: It reduced the speed of the feed screw, intending to adjust the amount of additive, which was being fed in excessive quantity according to the data. In reality, the massflow gradually and systematically fell below the setpoint. The detailed chart of the pressure curve (Fig. 5) revealed another interesting aspect of this feeder’s pressure data: steady pressure pulsations occurring every second. A close look at the data from this feeder showed that the oscillating pressure curve correlated with the screw speed. The feeder is a single screw feeder which tends to feed out the powder in pulses rather than smoothly like a twin- 51 K-Tron) Time [s] © Kunststoffe screw feeder does. The very sensitive pressure sensor was clearly able to show how even small pressure fluctuations can affect the feeder’s weight. This is a typical application for Coperion K-Tron’s Electronic Pressure Compensation system. Based on actual pressure measurement inside the feeder hopper or discharge by the EPC sensor, changes in pressure will be identified as such and will no longer be misinterpreted as changes in bulk material weight. The data transmitted via the EPC sensor board will enable the gravimetric feeder control to regulate the massflow correctly and thus the required highly accurate feeding rate can be obtained even during and after hopper refills. W Compression RTM Process Improved Method for Processing of Fiber-Reinforced Plastics The HP RTM process can be used for volume production of parts from fiber-reinforced plastics such as CFRP. During processing, the resin is injected into the mold at a pressure of up to 80 bar. In this way, it reaches all areas and simultaneously assures good fiber impregnation. A disadvantage of this method is that, because of the high pressure, fibers can be displaced, giving rise to warpage. This adversely affects the stability of the molded part. Dieffenbacher GmbH, Eppingen, Germany, has solved this problem with an improved approach. In the compression RTM process, the press does not close to the thickness of the molded part, but rather to an impregnation position – 0.5 to 1 mm greater than the final thickness. The compression stroke forces the resin throughout the fiber mat and in this way wets all fibers. In the compression RTM process, the high injection pressure is generated by the clamping force of the press. A pressure of only 5 to 10 bar is needed, which does not disrupt the fiber structure. The resin has less resistance to Using the new press, compression RTM process shortens the cycle times (© Dieffenbacher) overcome and as a result is injected faster. The faster the resin is introduced and the fibers impregnated, the more reactive the resin formulation can be. Faster curing translates into shorter cycle times. Using the compression RTM process, fiber volume levels of up to 60 % can be used. Because of the higher flow resistances during a strictly injection-based process, these high volumes are not possible. The higher fiber volume levels in- crease strength and rigidity and in turn the potential for lightweight designs. Compression RTM places demanding requirements on the press. It must develop not only the clamping force to hold the mold closed but also assure an extremely precise gap and absolute parallelism across the impregnation gap. During the clamping stroke of the press, parallelism must be maintained. Even slight variations cause asymmetric and undesirable flow behavior of the low-viscosity resin. The tolerance requirements for high-­ rigidity CFRP are usually considerably tighter than those for conventional fiber-­ composite molded parts. Dieffenbacher has taken this into consideration and with the new Compress Lite series (DCL) developed a press specifically with this in mind. The press is equipped with a compression lift table having a multi-cylinder arrangement that permits dynamic adjustment of the deflection line. To the manufacturer’s product presentation: www.kunststoffe-international.com/ 1296558 Kunststoffe international 1-2/2016 www.kunststoffe-international.com --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2016 Carl Hanser Verlag, Munich, Germany www.kunststoffe-international.com/archive Not for use in internet or intranet sites. Not for electronic distribution.