Comparison of Tightening Methods of HSFG Bolts
advertisement

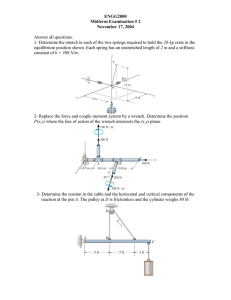
TechnicalReportNo.30 of tighteningmethodsfor Comparison high strengthbolts W.S.Atklns& Partners,Consultingengineers P.A.Management ConsultantsLtd.(ProductResearchand Development department) Comparlson of tlghtentng methods for htgh strenglth bolte Introductlon Customcr responsesuggestedthar many usersof high sfength bolting systemsbelieve that thsre is a time-savingfactor in the use of Coronrt Load Indicaton. Coopcr 6 Turnerdecided to establishwhether this had any validity and this repon sets down the method and resultsof a seriesof controlledtestscarriedout with the co-operation of the BritishSteelCorporationduringAugust,1970. The time study was underlakenby P.A. ManagementConsultantsLtd., Product ResearchI DevelopmentDepartment,and the testswere supervisedby W. S. Atkins & Partners, Consulting Engineers. Ernrnrrr Threo basic systomsof bolting were compared: (1) The torque or calibratedwrench method; (2) Thc Turn-ol-Nut method; (3) The CoronetLoad Indicatormethod' Timings were made ol each step. A minimum time saving of 13% was shown by lhe Coronet Load Indicator method comparedwith the other two systems.This saving was increasedto 3396with the omissionof initialspud wrenchtightening. Procrrhrrc A tcst pieco as shown in Fig. 1 was prepared,inro which could be inserted72 - l" dia. bolts through if' dia. holes.The plate was divided into three egual areasof 24 holes and all three Systsrfiswere usod during any one particularssquence.For each sequencethe separate tightening,final tighteningand checking w€le completed tot all the eiemenrsof p,reliminary rystems before passingon to the next element.In order lo minimizs thc etfects ol operator fetigue or familiarity,which might slow down or quicken tho tightening times' the positions of each group wero cycled and tightening was always canied out starting from the same side and procecding in rhe same order. The tightening technique for each systemwas as lollows: Wnnch method I Torqur or Celibrrtrd ( a ) All botts were insertedby hand and nuls snugged with a spud wrench' ( b ) The pnsumatic impaci wrench was calibratedby uss of a load cell to cut out when a bolt tansion t 096higher lhan the minimum specifiedwas achiaved. ( c ) The bolts were tightened with the calibraredimpact wrench. ( d ) A normal torque wrench was calibraledin the load cell to indicate a totque 5% above that necessaryto obtain the minimum tension. ( e ) The manual torque wrench was used for inspectiontesilng ol the tightened bolts. medrod 2 Turn-of-ilut (a) All bolts were insertedby hand and nuts snugged with a spud wrench' the necdssarymark made on iUl The nuts were checked for adequatepreliminarytightening and tho nut and protruding thread with a chisel. (c) Thr bolts were tightened to half turn of tho nut using the pneumatic impact wrsnch. of tha nu1 iOi Thc ma*s were visually inspectedlo ensurothe required totation t Corsret Lord Indicrtor mrdrod (a) The Coronet Load Indicarorswaro placedunder the heads ol rht bolts snd the bolts insertedby hand. Nuts were then snuggedwith a spud wrench' gap using the pneumatic (b) The bolts were tightened ro rhe requircdO-Ol5" averagoIndicator impact wrench. (c) Thc grp was checked. Thc ttstt warc ropeatd five times and tho results aro ehown in eppcttdix 1. T;sstsI to 3 follor pracisely the methods described ebove. In practice therc will bo occarions.where the plies arc sufticisnrly welt drawn rogerherby fining-up bolts to make prclimin.Tytightsning with I spud wrench unnacessaryin the torque control and Coronat Load Indicatot mathds; rcsts 4 and 5 were thcrelore canied out with thc spud wrcnch tightening eliminated from these methods. An impact wrench was used for the Turn-of-Nut initial tightcning. f,crultr Averageresultsfor eachtest serieswete as follows: Kev T - torque(calibratedwrench) 'N- turn-of-nut C : Coronet Timeis in minutesper24 bolts Tests1-3 T N C 6'52 6 70 HandplaceI handrighten 6 25 H a n d p l a c eo n l y Spud tighten F i n a lt i g h t e n lnspecl 6.52 2-24 Total 25 10 18.78 N C 1uu 339 Tu ,r, *, 2.39 6 75 917 Tests4-5 T 5.32 1.22 1 34 9 8.11 5'14 1'69 3'99 l'65 16'28 25'26 15'78 10'50 It will be appreciatedthat the testing was carriedout in idoal shop conditions and these figures may not be achievableon site, However,the comparisonof lhe rilsultswill in no way b e a f f e c t e db y t h i s c o n s i d e r a t i o n It will be seen that lhe Coronet Load lndicator method was the quickest of the three methods, b o t h w i t h o r w i t h o u t i n i t i a ls p u d w r e n c h t i g h t e n i n g ,t h e c o m p a r i s o nb e i n g : T i r n es a v e d b y C o r o n e t L o a d I n d i c a t o r : Tests 1-3 compared with 13Yo Turn-of-Nut 35% Torque control Appendir 1- Individutl Tests4-5 33% 58% to3t rerultr Kev T - torque (calibrated wrench) N - Turn-of-Nut C - Coronet PlaceBolts by Hand IEST NUMBER I N 5.87 2 569 3 AVERAGE6 . 2 5 801 669 6.23 670 7.66 6.28 560 652 4 379 5 332 AVERAGE3 . 5 6 3.14 4.01 3.58 517 4.54 4.86 1 7.31 Spud Tighten FinalTighten 25.2s 1 24 47 2 25.47 3 AVERAGE 2 5 ' 1 0 c T N c T N c 2.93 2.23 2.03 2.39 3.64 2'56 2.88 3.02 3.93 2.56 3.19 3.22 8 . r9 6.90 5.02 6.75 7.81 6.07 5'70 6'52 5 . 1 8 6 . 8 2 3.07 1 . 2 8 5.67 9'47 2'27 1 . 4 4 5 . t l 12.73 r . 3 9 .93 5.32 9 . 1 7 2.24 1 . 2 2 4.63 6.10 5'36 12'00 5.08 4.46 1 4 . 9 8 5.20 3.52 1 3 . 4 9 5 . 1 4 3.99 Total Time T Inspect N c 22'53 17.59 16.20 18'78 1 8 '05 05 1 5 95 .95 1 4 83 83 16'28 . 2 5 ' 1 8 14.44 1 059 4 25.13 1 7 ' t1 1 040 . 5 . AVERAGE 25.26 1 5 ' 7 8 1 050 Timesare minutesper 24 bolts T N 9.39 r . 5 9 96 6.83 1 . 8 0 2.34 8 . r1 1 . 6 9 r . 6 5 urnaSure tLC International Headquarters 340 E. MapleAvenue Suite305 Langhorne, PA 19047 Fig. 1 Trrt Pimo Telephone: 215-750-1 300 800-525-71 93 Facsimile: 215-750-6300 Website:www.turnasure.com E-mail:info@turnasure.com 1'Tblr I ol! J_-_- t t l l 72HOLES+'D|A