研究方法 作業三:中英文專利的搜尋 指導教授:林正峰 教授
advertisement

研究方法
作業三:中英文專利的搜尋
指導教授:林正峰 教授
組別:第三組
學生:M94L0203 李聰承
M94L0206 陳慶潁
檢索主題:太陽能電池
(Solar cell)
1.中華民國專利檢索
一.採用進階查詢
關鍵字:太陽能電池
AND:反射層@所有欄位
AND:公告日期 2001 至 2005
總共檢索到 5 筆資料
以下列出 5 筆專利
1 專利名稱:半導體敏化太陽能電池
○
專利號碼:公告/公開號:M279981
證書號數:M279981
申請案號:094212166
國際分類號:H01L-031/0248
詳細資料:
2 專利名稱:用於薄膜矽太陽能電池的背觸層及背反
○
射層 BACK CONTACT AND BACK REFLECTOR FOR THIN FILM
SILICON SOLAR CELLS
專利號碼:公告/公開號:200534351
證書號數:200534351
申請案號:094103194
國際分類號:H01L-021/02
詳細資料:
3 專利名稱:銀合金薄膜反射器和透明導電體
○
專利號碼:公告/公開號:I226499
證書號數:I226499
申請案號:092128677
國際分類號:G02F-001/1343 ;
H01B-001/02
詳細資料:
4 專利名稱:太陽能電池之製造方法
○
專利號碼:公告/公開號:00561629
證書號數:00561629
申請案號:091123924
國際分類號:H01L-031/18
詳細資料:
5 專利名稱:薄膜式矽單晶太陽能電池
○
專利號碼:公告/公開號:00538546
證書號數:00538546
申請案號:091137660
國際分類號:H01L-031/042
詳細資料:
2.美國專利檢索
一.採用 Quick Search
Term 1: Solar cell AND in Field 1:Title
Term 2:Absorption layer AND in Field 2:
Abstract
Select years:1976 to present[full-txt]
總共檢索到 3 筆專利
以下列出 3 筆專利
1 Title:Solar
○
cell and manufacturing method
Thereof
PAT. NO.:6,274,805
詳細資料:
United States Patent
Nakazawa ,
6,274,805
et al.
August 14, 2001
Solar cell and manufacturing method thereof
Abstract
A solar cell having a semiconductor layer of a chalcopyrite structure as a light absorption
layer and using a flexible film as a substrate, breakdown and peeling caused to the
semiconductor layer of the chalcopyrite structure due to warp of the flexible film upon heat
treatment is prevented. To realize this, a poly(phenylene terephthalmide) film having a
coefficient of heat expansion of 5.0.times.10.sup.-6 /.degree. C. is used as a substrate (1).
After a Ti reinforcing layer (6) is disposed on the entire back surface of this substrate (1), a
first electrode layer (2) is disposed on the front surface of this substrate (1), and a p-type
semiconductor layer (3) of a chalcopyrite structure is formed as a light absorption layer on
the surface of the first electrode layer (2).
Inventors:
Nakazawa; Hidenobu (Fuji, JP); Watanabe; Takayuki (Fuji, JP)
Assignee:
Asahi Kasei Kabushiki Kaisha (JP)
Appl. No.:
423328
Filed:
November 5, 1999
PCT Filed:
April 30, 1998
PCT NO:
PCT/JP98/01994
371 Date:
November 5, 1999
102(e) Date:
November 5, 1999
PCT PUB.NO.: WO98/50962
PCT PUB. Date: November 12, 1998
Foreign Application Priority Data
May 07, 1997[JP]
9-116918
Mar 20, 1998[JP]
10-072347
136/256; 257/E31.007; 257/E31.027
Current U.S. Class:
H01L 031/00
Intern'l Class:
136/256
Field of Search:
References Cited [Referenced By]
Foreign Patent Documents
641030 A2
Mar., 1995
EP.
0778308 A1
Jun., 1997
EP.
1-309385
Dec., 1989
JP.
5-259494
Oct., 1993
JP.
6-204541
Jul., 1994
JP.
6-214936
Aug., 1994
JP.
7-122770
May., 1995
JP.
7-302926
Nov., 1995
JP.
WO 96/06128
Feb., 1996
WO.
Other References
Solar Energy Materials and Solar Cells 29 (1993) 163-173.
Solar Energy Materials and Solar Cells 29 (1996) 93-98.
Primary Examiner: Chapman; Mark
Attorney, Agent or Firm: Pennie & Edmonds LLP
Claims
What is claimed is:
1. A solar cell having a semiconductor layer of a chalcopyrite structure as a light
absorption layer on the front surface of a substrate comprising a flexible film, which
has
a thin film at a thickness of from 0.5 times to 5 times the thickness of the
semiconductor layer of the chalcopyrite structure, having an average value of a linear
expansion coefficient in the range of 30.degree. C. to 300.degree. C. of from
3.times.10.sup.-6 /.degree. C. to 20.times.10.sup.-6 /.degree. C., having a high
corrosion resistance to an atmosphere of hydrogen selenide or an atmosphere of
hydrogen sulfide, and formed to a substrate before the formation of the semiconductor
layer of the chalcopyrite structure, as a reinforcing layer on the back surface of the
substrate.
2. A solar cell as defined in claim 1, wherein the reinforcing layer is a thin film of Ta,
Ti, Mo, Ni or Co, or a mixed composition containing at least one of said elements.
3. A solar cell as defined in claim 2, wherein a thin film of Te, Sn, Ti, Ta or Cr, or a
mixed composition containing at least one of said elements is disposed between an
electrode layer formed on the front surface of the substrate and the semiconductor
layer of the chalcopyrite structure.
4. A solar cell as defined in claim 1, wherein the flexible film has an average value of
a linear expansion coefficient in the range of 30.degree. C. to 300.degree. C. of from
1.times.10.sup.-6 /.degree. C. to 10.times.10.sup.-6 /.degree. C.
5. A solar cell as defined in claim 1, wherein the flexible film has a tensile strength of
from 20 kg/mm.sup.2 to 80 kg/mm.sup.2, a modulus of elasticity in an optional
direction in parallel with the film surface of from 1000 kg/mm.sup.2 to 2500
kg/mm.sup.2, and an elongation at break in an optional direction in parallel with the
film surface of 5% or more.
6. A solar cell as defined in claim 1, wherein the flexible film as the substrate is an
aromatic polyamide film.
7. A solar cell as defined in claim 6, wherein the aromatic polyamide film comprises a
para-orientation type aromatic polyamide.
8. A solar cell as defined in claim 7, wherein the aromatic polyamide film comprises
poly(paraphenylene terephthalamide), chloro-substituted poly(paraphenylene
terephthalamide), a copolymer containing 70 mol %, more of chloro-substituted
poly(paraphenylene terephthalamide) or a blend polymer containing 70 mol % or
more of chloro-substituted poly(paraphenylene terephthalamide).
9. A solar cell as defined in claim 1, wherein the semiconductor layer of the
chalcopyrite structure is a p-type semiconductor layer containing p-type impurities
and n-type impurities.
10. A solar cell as defined in claim 9, wherein the p-type impurity is an element
belonging to the group IIa and/or the group Vb, and the n-type impurity is an element
belonging to the group IVb and/or the group VIIb.
11. A method of manufacturing a solar cell as defined in any one of claims 1 to 10,
wherein the step of forming the semiconductor layer of the chalcopyrite structure on
the front surface of the substrate comprising the flexible film is conducted after the
step of forming the reinforcing layer on the back surface of the substrate.
Description
TECHNICAL FIELD
The present invention concerns a solar cell having a semiconductor layer of a
chalcopyrite structure as a light absorption layer on a flexible film and, more in
particular, it relates to a solar cell using a specific heat resistant polymeric film as a
substrate.
BACKGROUND ART
Solar cells having amorphous silicon as a light absorption layer (amorphous silicon
solar cell) have been expected as s solar cell capable of lowering the cost, which have
been already put to a practical stage partially. Japanese Published Unexamined
Application Hei 1-309385 discloses an amorphous silicon solar cell using a flexible
film as a substrate. The solar cell has an advantageous feature, compared with existent
solar cells of using glass substrate, capable of providing optional curvature by the
form of the film, capable of being carried about easily by its light weight, and capable
of extending application ranges.
However, since amorphous silicon involves a problem that the performance is
degraded when exposed to sunlight, and a single layer amorphous silicon solar cell
capable of attaining a reduced cost has a conversion efficiency of only about 6% at the
highest when it is formed on a film.
On the contrary, solar cells having a semiconductor layer of a chalcopyrite structure
such as Cu(In,Ga)Se.sub.2 as a light absorption layer have been noted as the solar
cells of high conversion efficiency, and research and development have been
conducted vigorously for such solar cells. The layer constitution of the solar cell can
include the structure, as shown in FIG. 1, in which a first electrode layer 2 comprising
a thin film such as made of molybdenum, a p-type semiconductor layer 3 of a
chalcopyrite structure, an n-type semiconductor layer 4 comprising CdS or the like
and a second electrode layer comprising a thin film such as of ITO (indium/tin oxide)
on a substrate 1.
Then, Solar Energy Materials and Solar Cells, 29, 1993) 163-173 discloses a solar cell
having a CuInSe.sub.2 layer as a light absorption layer, and using a sheet of a simple
noble metal such as molybdenum or titanium as a substrate. While the solar cell has a
merit of being reduced in weight and having somewhat higher degree of freedom of
the shape compared with the cell of using the glass substrate, it is difficult to be put
into practical use since the cost for the sheet of the simple noble metal is high.
Solar Energy Materials and Solar Cells, 43 (1996) 93-98 discloses a solar cell having
a CuInSe.sub.2 layer as a light absorption layer and using a polyimide film as a
substrate. In this case, when the CuInSe.sub.2 layer is formed, it is necessary to apply
a heat treatment in a hydrogen selenide atmosphere at a high temperature (400 to
600.degree. C.) for obtaining a film of good crystallinity. In the amorphous solar cell,
such a heat treatment is not conducted. In the heat treatment described above, the
polyimide film suffers from warp or degradation caused by hydrogen selenide. As a
result, for example, break-down caused to the CuInSe.sub.2 layer, peeling of the
CuInSe.sub.2 layer from the molybdenum electrode or peeling of the molybdenum
electrode layer from the surface of the film. So the conversion efficiency of the solar
cell is lowered.
Japanese Patent Laid-Open Publication No. Hei 5-259494 discloses a solar cell having
a semiconductor layer of a chalcopyrite structure as a light absorption layer, and using
a polyimide film, a polyethylene tetrafluoride film, or a copolymer film of ethylene
tetrafluoride and propylene hexafluoride as a substrate. Further, it discloses a method
of decreasing thermal injuries to the film by applying laser annealing to the
semiconductor layer of the chalcopyrite structure in a state of keeping the substrate
comprising the polymeric film described above at a temperature not higher than
0.degree. C.
However, since it is necessary to use a great amount of liquid nitrogen as a coolant for
keeping the film at a temperature not higher than the 0.degree. C., it can not be said
that the method is practical since the production cost is increased.
It is a subject of the present invention to provide a solar cell having a semiconductor
layer of a chalcopyrite structure as a light absorption layer and using a flexible film as
a substrate, having reduced weight, a high degree of freedom for the shape and
capable of suppressing the production cost while keeping a high conversion efficiency,
by preventing break-down or peeling caused to the semiconductor layer of the
chalcopyrite structure owing to warp caused to the flexible film upon heat treatment
or during use.
DISCLOSURE OF THE INVENTION
The present invention provides a solar cell in which a semiconductor layer of a
chalcopyrite structure is disposed as a light absorbing layer on the front surface of a
substrate comprising a flexible film having an average value of a linear expansion
coefficient in the range of 30.degree. C. to 300.degree. C. (hereinafter simply referred
to as "linear expansion coefficient") of from 1.times.10.sup.-6 /.degree. C. to
10.times.10.sup.-6 /.degree. C.
The linear expansion coefficient of the semiconductor layer of the chalcopyrite
structure is about 9.times.10.sup.-6 /.degree. C. to 10.times.10.sup.-6.degree. C. and,
since the linear expansion coefficient of the flexible film as the substrate is
substantially the same as that of the semiconductor of the chalcopyrite structure for
the solar cell of the present invention, break-down and peeling less occur to the
semiconductor layer of the chalcopyrite structure upon heat treatment in the step of
forming the semiconductor layer of the chalcopyrite structure, upon fabrication of a
film-like solar cell into a predetermined shape after completion of the lamination for
each of layers and during use as a solar cell.
In the solar cell of the present invention, the flexible film as the substrate (hereinafter
simply referred to as "film" or "substrate") preferably has a tensile strength of from 20
kg/mm.sup.2 to 80 kg/mm.sup.2, and an modulus of elasticity in an optional direction
in parallel with the film surface of from 1,000 kg/mm.sup.2 to 2500 kg/mm.sup.2 and
an elongation at break in an optional direction in parallel with the film surface of 5%
or more.
When the substrate has a tensile strength of from 20 kg/mm.sup.2 to 80 kg/mm.sup.2
and a modulus of elasticity in an optional direction in parallel with the film surface of
from 1,000 kg/mm.sup.2 to 2500 kg/mm.sup.2, deformation and rupture of the
substrate and the break-down of the semiconductor layer of the chalcopyrite structure
can be prevented upon fabrication of a film-like the solar cell into a predetermined
shape or upon handling during use as a solar cell. When the modulus of elasticity
exceeds 2500 kg/mm.sup.2, the tearing strength is degraded to result in a problem
upon fabrication. The modulus of elasticity is preferably from 1200 kg/mm.sup.2 to
2500 kg/mm.sup.2 and, particularly preferably, the modulus of elasticity is 1300
kg/mm.sup.2 or more at least in one direction.
When the elongation at break in an optional direction in parallel with the film surface
is 5% or more, the workability is improved. Films having the elongation at break of
less than 5% are fragile and difficult to handle with. It is particularly preferred that the
elongation at break is 10% or more.
In the solar cell of the present invention, the density of the flexible film as the
substrate is preferably from 1.39 to 1.54 g/cm.sup.3. Since such a film having a
relatively high density has excellent dimensional stability, for example, to the change
of temperature and humidity, it has high characteristics as a solar cell. In addition,
satisfactory characteristics as the solar cell can be kept for a long period of time with
less change. The density of the flexible film can be measured, for example, by a
so-called density-gradient tube method using a solvent mixture of carbon tetrachloride
and toluene kept at 25.degree. C. When the density of the aromatic polyamide film
used in the embodiment of the present invention was measured, it was from 1.40 to
1.45 g/cm.sup.3.
In the solar cell of the present invention, the thickness of the flexible film as a
substrate is not particularly limited, and it may be from 5 .mu.m to 150 .mu.m and,
preferably, from 12 .mu.m to 100 .mu.m.
The flexible film as the substrate of the solar cell of the present invention may contain
fine particles. The fine particles to be contained in the flexible film can include those
of organic or inorganic compounds, and inorganic compounds such as SiO.sub.2,
TiO.sub.2, Al.sub.2 O.sub.3, CaSO.sub.4, BaSO.sub.4 and CaCO.sub.3 can be
generally used. More preferably, inorganic oxide series fine particles such as
SiO.sub.2, TiO.sub.2 and Al.sub.2 O.sub.3 which are insoluble to solvents such as
organic solvents and inorganic acids and less coagulated in such solvents are used.
Such fine particles may be contained in the film only by one kind or two or more
kinds of them.
As the shape of the fine particles, those of a spherical shape having a small specific
surface area are preferred since they less tended to be coagulated. The ratio of the
major diameter to the minor diameter (major diameter/minor diameter) is preferably 3
or less and, more preferably, 1.5 or less. The size of the fine particles is not
particularly limited since it is determined depending on the proportion contained in
the film, but the average primary particle diameter of the fine particle to be used
usually is from 0.005 to 0.3 .mu.m. With respect to the shape and the size of the fine
particles, they may be used alone or two or more of them may be used in admixture.
In the solar cell of the present invention, the plastic film as the substrate may be any
of flexible films so long as they are flexible polymeric films with a linear expansion
coefficient of from 1.times.10.sup.-6 /.degree. C. to 10.times.10.sup.-6 /.degree. C.,
including, for example, films made of polyimide, polyethylene terephthalate,
polyethylene naphthalate, polyether sulfone, polyvinyl fluoride and aromatic
polyamides. Among them, since the aromatic polyamide films have excellent
mechanical strength such as tensile strength, modulus of elasticity and elongation at
break, and, excellent thermal dimensional stability, they are easily handlable and
accordingly, preferred as the substrate for the solar cell.
Among the aromatic polyamide films, those made of para-orientation type aromatic
polyamide have especially excellent mechanical strength such as tensile strength,
modulus of elasticity and elongation at break, and thermal dimensional stability, so
that they are more preferred as the substrate for the solar cell of the present invention.
The molecular structure of the para-orientation aromatic polyamide comprises a
combination of the following constitutional units (1) to (3). The unit (3) can constitute
the structure by itself. When the molecular structure is constituted by the combination
of the constitutional units of (1) to (3), Ar1 to Ar3 may be identical or different.
--NH--Ar1--NH-- (1)
--CO--Ar2--CO-- (2)
--NH--Ar3--CO-- (3)
In this case, Ar1, Ar2 and Ar3 each represents a para-orientation bivalent group
containing at least one aromatic ring, and the typical example includes those
represented by any of the following general formulae as shown below. In this context,
the para-orientation type means that the bonding direction of the main chain in the
aromatic ring situates at para-positions, or the bonding direction of the main chain on
both ends are coaxial or in parallel in residues comprising two or more aromatic rings.
##STR1##
A portion of hydrogen on the aromatic ring in the general formulae may be substituted,
for example, with halogen groups, nitro groups, alkyl groups or alkoxy groups. X
represents, for example, --O--, --CH.sub.2 --, --SO.sub.2 --, --S-- and --CO--.
In particular, films comprising a para-orientation type aromatic polyadmide in which
80 mol % or more of all aromatic rings are bonded at para-positions are preferred as
the substrate of the solar cell of the present invention. In addition, those in which a
portion of hydrogen on the aromatic ring is substituted with halogen (particularly,
chlorine) are effective for the improvement of moisture absorption rate, improvement
of dimensional stability upon moisture adsorption and improvement of moldability of
the film.
The para-orientation type aromatic polyamide suitable to the substrate material of the
present invention may be copolymerized with 30 mol % or less of constitutional units
other than (1) to (3) described above or blended with a small amount of other
polymers for the purpose of improving the moldability.
Particularly preferred materials of the flexible film as the substrate of the solar cell of
the present invention are poly(paraphenylene terephthalamide) and chloro-substituted
poly(paraphenylene terephthalamide) or copolymers or blend polymers containing 70
mol % or more of chloro-substituted poly(paraphenylene terephthalamide).
The aromatic polyamide film as the substrate of the solar cell of the present invention
may contain additives such as fillers, delusterants, UV stabilizers, heat stabilizers,
antioxidants, pigments and solution auxiliaries within such a range as the linear
expansion coefficient is not out of the range of the present invention, or favarable
characteristics of the aromatic polyamide films are not deteriorated.
The flexible film as the substrate of the solar cell of the present invention may
preferably be formed of a polymer having such a degree of polymerization that the
logarithmic viscosity measured by dissolving 0.1 g of the polymer in 150 ml of 98%
sulfuric acid at 35.degree. C. is from 2.5 to 8.5 and, more preferably, formed of a
polymer having such a degree of polymerization that the logarithmic viscosity is from
3.0 to 7.5. Films formed by using a polymer having a low degree of polymerization
have poor mechanical properties, and polymers having excessively high degree of
polymerization are not practical.
Further, the present invention provides a solar cell having a semiconductor layer of a
chalcopyrite structure as a light absorbing layer on the front surface of a substrate
comprising a flexible film, in which a thin film having an average value of a linear
expansion coefficient in the range of 30.degree. C. to 300.degree. C. (hereinafter
simply referred to as "linear expansion coefficient") of from 3.times.10.sup.-6 /.degree.
C. to 20.times.10.sup.-6.degree. C. is disposed as a reinforcing layer on the back
surface of the substrate.
While the linear expansion coefficient of the chalcopyrite structure is about
9.times.10.sup.-6 /.degree. C. to 10.times.10.sup.-6 /.degree. C., the semiconductor
layer of the chalcopyrite structure is less broken or peeled upon fabrication for
forming a film-like solar cell into a predetermined shape after completion of the
lamination of each layer or during use since a reinforcing layer having a linear
expansion coefficient substantially identical with that of the semiconductor of the
chalcopyrite structure is disposed on the back surface of the flexible film as the
substrate in the solar cell of the present invention.
In the production process of the solar cell of the present invention, it is preferred to
conduct a step of forming the semiconductor layer of the chalcopyrite structure on the
front surface of the substrate comprising the flexible film after the step of forming the
reinforcing layer on the back surface of the substrate. According to this method, since
the step of forming the semiconductor layer of the chalcopyrite structure is conducted
in a state where the reinforcing layer is formed on the back surface of the substrate,
the flexible film as the substrate is less warped upon heat treatment in the step of
forming the semiconductor layer of the chalcopyrite structure. Therefore, peeling or
partial break-down of the semiconductor layer of the chalcopyrite structure can be
prevented during manufacture of the solar cell.
The reinforcing layer preferably comprises a thin film of Ta, Ti, Mo, Ni or Co, or a
mixed composition containing at least any one of the elements. These thin films have
an average value of linear expansion coefficient in the range of 30.degree. C. to
300.degree. C. of from 3.times.10.sup.-6 /.degree. C. to 20.times.10.sup.-6 /.degree. C.
and have high corrosion resistance in a hydrogen selenide atmosphere or hydrogen
sulfide atmosphere. Accordingly, an effect of suppressing denaturation of the flexible
film as the substrate can also be expected by forming such a thin film as a reinforcing
layer. In addition, the thin film of the mixed composition can include those thin films
comprising alloys or oxides and nitrides (for example, TiO.sub.2, and TiN.sub.x) of
each of the elements.
The linear coexpansion coefficients of the metal films comprising each of the
elements are shown in Table 1.
The film thickness of the reinforcing layer is preferably from 0.5 to 5 times that the
film thickness of the semiconductor layer of the chalcopyrite structure and, more
preferably, from 1.5 times to 3 times. The linear expansion coefficient of the thin film
of the reinforcing layer is more preferably from 8.times.10.sup.-6 /.degree. C. to
16.times.10.sup.-6 /.degree. C.
It is preferred that the solar cell of the present invention has a thin film of Te, Sn, Ti,
Ta or Cr, or a mixed composition containing at least one of the elements, as a bonding
layer, between the electrode layer formed on the front surface of the substrate and the
semiconductor layer of the chalcopyrite structure.
Since the thin film has a linear expansion coefficient substantially identical with that
of the semiconductor layer of the chalcopyrite structure, or has a high wettability
relative to the semiconductor layer of the chalcopyrite structure, the bonding force
between the electrode layer and the semiconductor layer of the chalcopyrite structure
is increased upon heat treatment at high temperatures by the presence of such a thin
film. The thickness of the thin film as the bonding layer is preferably from 0.01 .mu.m
to 0.1 .mu.m.
Even in a solar cell having a reinforcing layer, the linear expansion coefficient of the
flexible film as the substrate is, preferably, from 1.times.10.sup.-6 /.degree. C. to
10.times.10.sup.-6 /.degree. C. and, more preferably, from 1.times.10.sup.-6 /.degree.
C. to 8.times.10.sup.-6 /.degree. C. When the linear expansion coefficient of the
flexible film as the substrate is too large, or the linear expansion coefficient is
negative, the effect of suppressing the warp of the film upon heat treatment can not be
obtained sufficiently even if the reinforcing layer is disposed.
A particularly preferred constitution of the solar cell of the present invention is to use
an aromatic polyamide film having a linear expansion coefficient of from
1.times.10.sup.-6 /.degree. C. to 8.times.10.sup.-6 /.degree. C. as a substrate, use a
semiconductor layer of the chalcopyrite structure having a linear expansion
coefficient of from 9.times.10.sup.-6 /.degree. C. to 10.times.10.sup.-6 /.degree. C.
and dispose a thin film having a linear expansion coefficient of from 8.times.10.sup.-6
/.degree. C. to 16.times.10.sup.-6 /.degree. C. as a reinforcing layer. With such a
constitution, the warp of the film as the substrate can be suppressed upon heat
treatment, thereby providing a particularly great effect of preventing peeling and
break-down of the semiconductor layer of the chalcopyrite structure.
In this context, the semiconductor of the chalcopyrite structure is a collective name
for compounds of the chalcopyrite type structure comprising metals belonging to the
group Ib of the periodical table such as Cu and Ag, metals belonging to the group IIIb
of the periodical table such as Ga and In, and chalcogen elements such as S, Se and Te,
and they include many kinds. Among them, CuInS.sub.2, CuInSe.sub.2,
CuGaSe.sub.2 or solid solution thereof have appropriate band gaps and are preferred
as materials for solar cells.
In the solar cell of the present invention, the semiconductor layer of the chalcopyrite
structure as a light absorbing layer is preferably a p-type semiconductor layer
containing p-type impurities and n-type impurities. Among semiconductors of the
chalcopyrite structure, CuInS.sub.2, for instance, having strong ionic bond has a
problem that even when a great amount of p-type impurities are doped, a p-type
semiconductor of a carrier concentration corresponding to the high doping amount
can hardly be obtained. This problem can be overcome by doping not only the p-type
impurities but also n-type impurities together to obtain a p-type semiconductor. An
international application has already been filed by the applicant of the present
invention for the technique of obtaining a p-type semiconductor of the chalcopyrite
structure having high carrier concentration.
The p-type impurities for the semiconductor of the chalcopyrite structure can include
elements belonging to the group IIa and/or the group Vb and the n-type impurities
therefor can include elements belonging to the group IVb and/or the group VIIb.
The semiconductor layer of the chalcopyrite structure as the light absorbing layer of
the solar cell of the present invention may also contain elements belonging to the
group Ia such as Li, K and Na. Incorporation of such elements can provide effects of
increasing the crystallinity of the semiconductor layer of the chalcopyrite structure
and improving the conversion efficiency of the solar cell.
As the method of forming the semiconductor layer of the chalcopyrite structure, any
of known methods can be adopted, for example, a sputtering method, an ohmic
heat-vapor deposition method, an electron beam vapor deposition method, a
molecular beam epitaxy method, a chemical vapor deposition method, a spray
decomposition method, an electrolysis method, an electroless plating method, a
chemical bath deposition (CBD) method and a coating method. If necessary, a heat
treatment may be conducted in a gas containing sulfur or selenium.
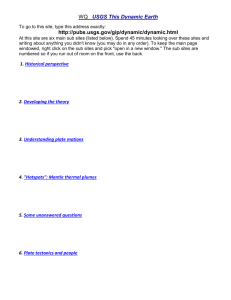
The structure of the solar cell of the present invention can include a structure, as
shown in FIG. 1, of using a flexible film as a substrate 1, disposing a first electrode
layer 2 on at least a portion of the surface, disposing a p-type semiconductor layer 3
of a chalcopyrite structure partially or entirely on the surface of the first electrode
layer 2, disposing an n-type semiconductor layer 4 further thereover, and disposing a
second electrode layer 5 to at least a portion on the surface of the n-type
semiconductor layer 4. In addition, as shown in FIG. 2, there is also a structure having
a reinforcing layer 6 on the entire back surface of the substrate 1 comprising a flexible
film in addition to each of the layers in FIG. 1.
The solar cell has an opto-electric conversion function by the pn junction of the p-type
semiconductor layer 3 of the chalcopyrite structure and an n-type semiconductor layer
4. The pn junction includes a homo-junction structure in which materials of the same
crystalline structure are used for the p-type semiconductor and the n-type
semiconductor and a hetero-junction structure in which materials of different
crystalline structure is used for the p-type semiconductor and the n-type
semiconductor. Compound semiconductors such as semiconductors of the
chalcopyrite structure, cadmium sulfide, zinc sulfide, zinc selenide, zinc oxide, tin
oxide, zirconium oxide and indium hydroxide can be used as the n-type
semiconductor.
As the method of forming the pn junction, any of known methods can be adopted, for
example, a sputtering method, an evaporation method, an electron beam evaporation
method, a molecular beam epitaxy method, a chemical vapor deposition method, a
spray decomposition method, an electrolysis method, an electroless plating method, a
chemical bath deposition (CBD) method and a coating method. If necessary, a heat
treatment can be conducted in an appropriate gas atmosphere after forming the pn
junction.
Any material can be used as the material for the first electrode layer 2 so long as it is
electroconductive, and a material of excellent corrosion resistance and heat resistance
such as molybdenum is preferably used. As the material for the second electrode layer
5, a transparent electrode material such as ITO (indium/tin oxide) and zinc oxide are
preferably used for allowing incident light and emission light to permeate
therethrough.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 is a schematic cross sectional view showing a laminate structure of an existent
solar cell and a solar cell of the present invention, which is prepared in Examples 2, 4
and 6.
FIG. 2 is a schematic cross sectional view showing a laminate structure of a solar cell
of the present invention prepared in Examples 1, 3, 5, 8 and 9.
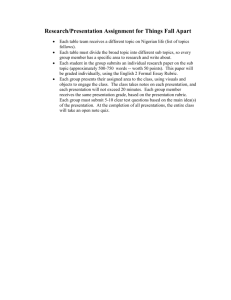
FIG. 3 is a schematic cross sectional view showing a laminate structure of a solar cell
of the present invention prepared in Examples 7 and 10.
BEST MODE FOR PRACTICING THE INVENTION
Explanations will be made for the embodiments of the present invention with
reference to concrete examples.
In the examples described below, the thickness of the film as the substrate was
measured by using a dial gage having a measuring surface with a diameter of 2 mm.
Tensile strength and elongation at break were measured by using a constant extension
rate type strength and elongation measuring instrument DDS-500 manufactured by
Shimazu Seisakusho Co. Ltd. under the conditions with a measuring length of 100
mm and at a tensile speed of 50 mm/min. Modulus elasticity was calculated within a
range of elongation from 0.05 to 0.25% based on a stress-strain curve determined by
the measurement for the tensile strength by using the measuring instrument described
above.
The linear expansion coefficient of the film as the substrate was measured as
described below. At first, a sample cut into a width of 5.0 mm and a length of 25.0
mm was attached to a TM 7000 type thermodynamic property measuring instrument
manufactured by Shinku Riko Co. Ltd., and the temperature was elevated from a
room temperature to 300.degree. C. at a condition under the load of 0.3 g or less to
remove residual strains of the sample. Subsequently, the dimensions A1 and B1 in the
lateral and longitudinal directions of the samples were measured at 300.degree. C.
Then, the sample was cooled from 300.degree. C. to 30.degree. C. in a nitrogen
stream. Subsequently, the dimensions A2 and B2 in the lateral and longitudinal
directions were measured at 30.degree. C.
Next, the dimension variation coefficient in the lateral direction ((A1-A2)/A2) was
divided by a temperature change 270 to calculate an average value of the linear
expansion coefficient in the range of 30.degree. C. to 300.degree. C. in the lateral
direction. In the same manner, the average value of the linear expansion coefficients
in the range of 30.degree. C. to 300.degree. C. in the longitudinal direction is
calculated, to determine the average value of both of them as a linear expansion
coefficient.
EXAMPLE 1
As a substrate, a polyparaphenylene terephthalamide (PPTA) film of 50 .mu.m
thickness having a modulus of elasticity of 1200 kg/mm.sup.2, a strength of 35
kg/mm.sup.2, an elongation at break of 40% and a linear expansion coefficient of
5.0.times.10.sup.-6 /.degree. C. was provided. The film contains silica particles with
an average primary particle size of 0.05 .mu.m (spherical shape at a major
diameter/minor diameter ratio of about 1.2) are contained as micro-particles at a ratio
of 0.05% by weight based on PPTA.
At first, a titanium layer of 3.5 .mu.m thickness was formed on one surface (back
surface) of the film by a sputtering method using a titanium target.
Then, a molybdenum layer of 1 .mu.m thickness was formed on the other surface
(front surface) of the film formed with the titanium layer by a sputtering method using
a molybdenum target.
Then, the PPTA film was attached to a substrate holder in another sputtering apparatus
and the inside of a vacuum chamber was evacuated to a vacuum degree of
1.times.10.sup.-5 Torr or higher. Then, a In (indium) layer was laminated at a
thickness of 0.45 .mu.m to the PPTA film on the side of the molybdenum layer by a
sputtering method using an In target, with introducing an argon gas into the vacuum
chamber. Then, the target was replaced with Cu (copper) and a Cu layer was
laminated at a thickness of 0.2 .mu.m on the In layer. The PPTA film was not heated
during sputtering of the In layer and the Cu layer.
Then, the PPTA film was attached in a reactor at high temperature, the inside of the
reactor was kept at a mixed atmosphere of hydrogen selenide and argon (5%
hydrogen selenide), and a heat treatment was applied at 400.degree. C. for a
predetermined period of time, to form a p-type CuInSe.sub.2 layer on the
molybdenum layer of the PPTA film. The thickness of the thus formed CuInSe.sub.2
was 2 .mu.m when measured by a step gage.
On the CuInSe.sub.2 layer, a CdS layer was formed at a thickness of about
0.08 .mu.m by a chemical bath deposition (CBD) method. On the CdS layer, an ITO
(indium/tin oxide) was formed at a thickness of 1 .mu.m by a sputtering method.
As described above, a solar cell of a laminate structure having a reinforcing layer 6
comprising a titanium layer over the entire back surface of the substrate 1 comprising
a PPTA film and having, on the front surface of the substrate 1, a first electrode layer
2 comprising a molybdenum layer, a p-type semiconductor layer 3 of a chalcopyrite
structure comprising a CuInSe.sub.2 layer, an n-type semiconductor layer 4
comprising a CdS layer and a second electrode layer 5 comprising a ITO layer in this
order as shown in FIG. 2 was manufactured.
The conversion efficiency of the solar cell was 12% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, while peeling of the CuInSe.sub.2
layer from the molybdenum electrode layer (first electrode layer) was observed
slightly, peeling of the molybdenum electrode layer from the PPTA film substrate was
not observed.
EXAMPLE 2
A solar cell of a laminate structure shown in FIG. 1 was formed by using a substrate 1
comprising the same PPTA film as in Example 1 by the same method as in Example 1
except for not forming the reinforcing layer 6.
The conversion efficiency of the solar cell was 10% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, while peeling of the CuInSe.sub.2
layer from the molybdenum electrode layer was observed, peeling of the molybdenum
electrode layer from the PPTA film substrate was not observed. The degree of peeling
of the CuInSe.sub.2 layer from the molybdenum electrode layer was greater than that
in Example 1.
COMPARATIVE EXAMPLE 1
A solar cell of a laminate structure as shown in FIG. 1 was manufactured by the same
method as in Example 2 except for using, as a substrate 1, a polyimide layer of
50 .mu.m thickness, having a modulus of elasticity of 400 kg/mm.sup.2, a strength of
23 kg/mm.sup.2, an elongation at break of 61.5% and a linear expansion coefficient of
21.times.10.sup.-6 /.degree. C.
The conversion efficiency of the solar cell was 6% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, peeling of the CuInSe.sub.2 layer
from the molybdenum electrode layer and peeling of the molybdenum electrode layer
from the polyimide film substrate were observed.
EXAMPLE 3
A solar cell of a laminate structure as shown in FIG. 2 was manufactured by using a
substrate 1 comprising the same PPTA film as in Example 1 by the same method as
Example 1 except for changing the thickness of the reinforcing layer comprising a
thin titanium layer to 2.5 .mu.m and forming a CuInS.sub.2 layer as a semiconductor
layer 3 of a chalcopyrite structure as below.
As a step of forming the CuInS.sub.2 layer, after forming a molybdenum layer on the
PPTA film, at first, the PPTA film was attached in a vacuum reaction vessel, and the
inside of the reaction vessel was evacuated to a vacuum degree of 1.times.10.sup.-5
Torr or higher. Subsequently, an Na.sub.2 S layer was formed at a thickness of 50 nm
on the molybdenum layer of the PPTA film by an evaporation method.
Then, a gas mixture of H.sub.2 S+Ar (8% H.sub.2 S) was introduced into the reaction
vessel, and a CuInS.sub.2 layer was formed on the Na.sub.2 S layer of the PPTA film
by conducting reactive sputtering using Cu and In as targets. The substrate (PPTA film)
was not heated during sputtering.
Then, the PPTA film was placed in an another reaction vessel and put to a heat
treatment at a temperature of 400.degree. C. in an atmosphere of a gas mixture
comprising H.sub.2 S+Ar (5% H.sub.2 S). By the heat treatment, Na in the Na.sub.2 S
layer diffuses into the CuInS.sub.2 layer. As a result, a highly crystalline p-type
CuInS.sub.2 layer was formed on the molybdenum layer. Thickness of the thus
formed CuInS.sub.2 layer was 1.3 .mu.m when measured by a step gage.
The conversion efficiency of the solar cell was 7% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, while peeling of the CuInS.sub.2
layer from the molybdenum electrode layer was observed slightly, peeling of the
molybdenum electrode layer from the PPTA substrate was not observed.
EXAMPLE 4
A solar cell of a laminate structure shown in FIG. 1 was manufactured by using the
substrate 1 comprising the same PPTA film as in Example 1 by the same method as in
Example 3 except for not forming the reinforcing layer.
The conversion efficiency of the solar cell was 4% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, while peeling of the CuInS.sub.2
layer from the molybdenum electrode layer was observed, peeling of the molybdenum
electrode layer from the PPTA substrate was not observed. The degree of peeling of
the CuInS.sub.2 layer from the molybdenum electrode layer was greater than that in
Example 3.
EXAMPLE 5
A solar cell of a laminate structure shown in FIG. 2 was manufactured by using a
substrate 1 comprising the same PPTA film as in Example 1 by the same method as
Example 1 except for changing the thickness of the reinforcing layer made of a thin
titanium layer to 2.5 .mu.m and forming a p-type CuInS.sub.2 layer containing Sn
(n-type impurity) and P (p-type impurity) as a semiconductor layer 3 of a chalcopyrite
structure as below.
As the step of forming a CuInS.sub.2 layer containing Sn and P, after forming the
molybdenum layer on the PPTA film, the PPTA film was at first attached in a vacuum
reaction vessel and the inside of the reaction vessel was evacuated to a vacuum degree
of 1.times.10.sup.-5 Torr or higher. Subsequently, an Sn layer was formed at a
thickness of 10 nm on the molybdenum layer by a sputtering method of introducing
an argon gas to the reaction vessel and using Sn as a target.
Then, reactive sputtering was conducted by introducing a gas mixture of H.sub.2
S+Ar (8% H.sub.2 S) into the reaction vessel, and using an InP pellet on In and Cu as
targets. Thereby a CuInS.sub.2 layer containing Sn and P was formed on the
molybdenum layer of the PPTA film. The substrate was not heated during sputtering.
Then, the film was placed in an another reaction vessel and put to a heat treatment at a
temperature of 400.degree. C. in an atmosphere of a gas mixture comprising H.sub.2
S+Ar (5% H.sub.2 S) .
When the concentrations for Sn and P in the thus formed CuInS.sub.2 layer were
measured by a secondary ion mass spectroanalyzer (IMA-3, manufactured by Hitachi
Seisakusho), P was about 1.times.10.sup.19 (cm.sup.-3) and Sn was about
5.times.10.sup.18 (cm.sup.-3). Further, the film thickness of the thus formed
CuInS.sub.2 layer was 1.3 .mu.m when measured by a step gage.
The conversion efficiency of the solar cell was 10% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, while peeling of the CuInS.sub.2
layer from the molybdenum electrode layer was observed slightly, peeling of the
molybdenum electrode layer from the PPTA film substrate was not observed.
EXAMPLE 6
A solar cell of a laminate structure shown in FIG. 1 was manufactured by using a
substrate 1 comprising the same PPTA film as in Example 1 by the same method as in
Example 5 except for not forming the reinforcing layer.
The conversion efficiency of the solar cell was 7% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminates state of the solar
cell was observed by scanning electron microscopy, while peeling of the CuInS.sub.2
layer from the molybdenum electrode layer was observed, peeling of the molybdenum
electrode layer from the PPTA film substrate was not observed. The degree of peeling
of the CuInS.sub.2 layer from the molybdenum electrode layer was greater than that
in Example 5.
EXAMPLE 7
A substrate 1 comprising the same PPTA film as in Example 1 was used and, after
forming a reinforcing layer comprising a thin titanium layer of about 2.5 .mu.m
thickness on the back surface of the substrate 1 and a molybdenum layer of 1 .mu.m
thickness on the front surface, respectively, in the same manner as in Example 1, a
chromium layer of about 0.04 .mu.m thickness was formed on the molybdenum layer
by a sputtering method using a chromium target. Subsequently, a CuInS.sub.2 layer
containing Sn and P was formed by the same method as in Example 5 on the thin
chromium layer and then a CdS layer and a ITO layer were formed by the same
method as in Example 1.
Thus, a solar cell of a laminate structure having a reinforcing layer 6 comprising a
titanium layer on the entire back surface of a substrate comprising a PPTA film and
having a first electrode layer 2 comprising a molybdenum layer, a bonding layer 7
comprising a chromium layer, a semiconductor layer 3 of a chalcopyrite structure
comprising a p-type CuInS.sub.2 containing p-type impurities and n-type impurities,
an n-type semiconductor layer 4 comprising a CdS layer and a second electrode layer
5 comprising an ITO layer in this order on the front surface of the substrate 1 was
manufactured as shown in FIG. 3.
The conversion efficiency of the solar cell was 11% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, peeling between the CuInS.sub.2
layer and the molybdenum electrode layer was not observed due to the presence of the
chromium layer, and peeling of the molybdenum electrode layer from the PPTA
substrate was not observed.
EXAMPLE 8
A substrate 1 comprising the same PPTA film as in Example 1 was used, and a
molybdenum layer of 3.0 .mu.m thickness was formed as a reinforcing layer 6 on the
back surface of the substrate 1 by a sputtering method using a molybdenum target.
The solar cell having a laminate structure as shown in FIG. 2 was manufactured by the
same method as in Example 1 except for the modification described above.
The conversion efficiency of the solar cell was 12% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, while peeling of the CuInSe.sub.2
layer from the molybdenum electrode layer was observed slightly, peeling of the
molybdenum electrode layer from the PPTA film substrate was not observed.
EXAMPLE 9
A substrate 1 comprising the same PPTA film as in Example 1 was used, and a
molybdenum layer of 2.0 .mu.m thickness was formed as a reinforcing layer 6 on the
back surface of the substrate 1 by a sputtering method using a molybdenum target. A
solar cell having a laminate structure as shown in FIG. 2 was manufactured by the
same method as in Example 5 except for the modification described above.
The conversion efficiency of the solar cell was 10% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, peeling of the CuInS.sub.2 layer
from the molybdenum electrode layer was observed slightly, but peeling of the
molybdenum electrode layer from the PPTA film substrate was not observed.
EXAMPLE 10
A substrate 1 comprising the same PPTA film as in Example 1 was used, and a
molybdenum layer of 2.0 .mu.m thickness was formed as a reinforcing layer 6 using a
molybdenum target on the back surface of the substrate 1 by a sputtering method
using a molybdenum target. A solar cell having a laminate structure as shown in FIG.
3 was manufactured as by the same method as in Example 7 except for the
modification described above.
The conversion efficiency of the solar cell was 11% when measured by a solar
simulator (AM 1.5, 100 mW/cm.sup.2). Further, when the laminated state of the solar
cell was observed by scanning electron microscopy, peeling between the CuInS.sub.2
layer and the molybdenum electrode layer was not observed, and peeling of the
molybdenum electrode layer from the PPTA substrate was neither observed.
The results are shown in Table 2.
From the results shown in Table 2, when Example 2 and Comparative Example 1
which are different only with respect to the material for the substrate are compared, it
can be seen that since a PPTA (polyparaphenylene terephthalamide) film having a
linear expansion coefficient (average value in the range of 30.degree. C. to 300.degree.
C.) of 5.0.times.10.sup.-6 /.degree. C. is used as the substrate, peeling of the
semiconductor layer of the chalcopyrite structure from the molybdenum electrode
layer is suppressed more to improve the conversion efficiency of the solar cell in
Example 2 compared with Comparative Example 1 using a polyimide film having a
linear expansion efficient of 21.times.10.sup.-6 /.degree. C. as a substrate.
Further, from comparison between Example 1 and Example 2, between Example 3
and Example 4, and between Example 5 and Example 6, which are different only with
respect to the provision of the reinforcing layer 6 although an identical semiconductor
layer of the chalcopyrite structure is disposed on an identical PPTA film, it can be
seen that peeling of the semiconductor layer of the chalcopyrite structure from the
molybdenum electrode layer is suppressed by the presence of the reinforcing layer 6
to improve the conversion efficiency of the solar cell. Further, it can be seen from
comparison between Example 5 and Example 7 that peeling of CuInS.sub.2 layer of
the molybdenum electrode layer is no more caused due to the presence of the bonding
layer 7 to further improve the conversion efficiency of the solar cell.
Further, it can be seen from comparison between Example 1 and Example 8,
comparison between Example 5 and Example 9 and comparison between Example 7
and Example 10, that the same effect can be obtained whether the material for the
reinforcing layer 6 is titanium or molybdenum.
Further, it can be seen from comparison between Example 3 and Example 5 and
comparison between Example 4 and Example 6 that when CuInS.sub.2 containing Sn
and P is used as the light absorption layer, the conversion efficiency is increased more
than the case of using CuInS.sub.2 not containing Sn and P as the light absorption
layer.
In this embodiment, while only an example of using a polyparaphenylene
terephthalamide which is a para-orientation type aromatic polyamide as a substrate is
mentioned as an example of a solar cell in which a reinforcing layer is disposed to the
back surface of a substrate comprising a flexible film, the invention is not restricted
only thereto but a solar cell in which a reinforcing layer is disposed to a back surface
of a substrate such as a polyimide film is also included in the present invention.
An example will be described below.
A solar cell of a laminate structure shown in FIG. 2 formed by using a polyimide film
of 50 .mu.m thickness having a modulus of elasticity of 400 kg/mm.sup.2, a strength
of 23 kg/mm.sup.2, an elongation at break of 61.5% and a linear expansion coefficient
of 21.times.10.sup.-6 /.degree. C. as a substrate and formed by the same method as in
Example 1 was observed by scanning electron microscopy, peeling of the
molybdenum electrode layer from the polyimide film substrate and peeling of the
CuInSe.sub.2 layer from the molybdenum electrode layer were observed. It is
consumed that since the linear expansion coefficient of the polyimide film is much
greater than that of CuInSe.sub.2, sufficient effect due to the provision of the
reinforcing layer 6 can not be obtained. However, it was confirmed that the degree of
peeling in this solar cell was smaller compared with a solar cell having a laminate
structure shown in FIG. 1 with no reinforcing layer 6 and using the same polyimide
film as the substrate (Comparative Example 1).
TABLE 1
linear expansion coefficient (.times. 10.sup.-6
/.degree. C.)
MO
5.3
Ta
Co
Ti
Ni
6.8
6.5
9.9
15.3
TABLE 1
linear expansion coefficient (.times. 10.sup.-6
/.degree. C.)
MO
Ta
Co
Ti
Ni
5.3
6.8
6.5
9.9
15.3
INDUSTRIAL APPLICABILITY
As has been described above, since the flexible film having a predetermined linear
expansion coefficient is used as the substrate, the solar cell according to the present
invention causes less peeling or break-down to the semiconductor layer of the
chalcopyrite structure upon fabrication of the solar cell formed into a film-like shape
to a predetermined shape or during use thereof as the solar cell. As a result, a solar
cell having a high conversion efficiency, reduced in the weight and having a high
degree of freedom for the shape can be obtained. Further, since peeling or break-down
in the semiconductor layer of the chalcopyrite structure is further suppressed by
disposing the reinforcing layer to the back surface of the flexible film substrate, a
solar cell having a higher conversion efficiency, reduced in weight and having high
degree of freedom for the shape can be obtained.
Further, according to the method of the present invention, since the flexible film as
the substrate causes less warp upon heat treatment in the step of forming the
semiconductor layer of the chalcopyrite structure, peeling or partial break-down to the
semiconductor layer of the chalcopyrite structure can be prevented upon manufacture
of the solar cell. This can provide a solar cell having a high conversion efficiency
reduced in weight and having a high degree of freedom for the shape. Further, since
the yield upon manufacture is improved, the production cost can be suppressed.
*****
2 Title:Solar
○
cell
PAT. NO.:6,259,016
詳細資料:
United States Patent
Negami ,
6,259,016
et al.
July 10, 2001
Solar cell
Abstract
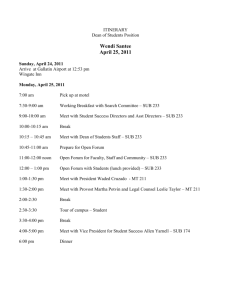
The present invention includes a substrate, a lower electrode film, a p-type semiconductor
layer (a second semiconductor layer), an n-type semiconductor layer (a first semiconductor
layer), an upper electrode film and an anti-reflection film, which are stacked sequentially
on the substrate in this order, and an interconnection electrode formed on the upper
electrode film. The first semiconductor layer is free from Cd, and the second
semiconductor layer is a light-absorption layer. The band gap Eg.sub.1 of the first
semiconductor layer and the band gap Eg.sub.2 of the second semiconductor layer satisfy a
relationship: Eg.sub.1 >Eg.sub.2. The electron affinity .chi..sub.1 (eV) of the first
semiconductor layer and an electron affinity .chi..sub.2 (eV) of the second semiconductor
layer satisfy a relationship: 0.ltoreq.(.chi..sub.2 -.chi..sub.1)<0.5.
Inventors: Negami; Takayuki (Osaka, JP); Hashimoto; Yasuhiro (Kyoto, JP);
Hayashi; Shigeo (Kyoto, JP)
Assignee: Matsushita Electric Industrial Co., Ltd. (Osaka, JP)
Appl. No.: 515143
Filed:
February 29, 2000
Foreign Application Priority Data
Mar 05, 1999[JP]
Current U.S. Class:
Intern'l Class:
11-058768
136/265; 136/252; 136/262; 136/263; 136/264;
257/43; 257/428; 257/461; 257/464; 257/E31.007
H01L 031/072; H01L 031/04
136/252,262,253,254,265 257/43,428,461,464
Field of Search:
References Cited [Referenced By]
U.S. Patent Documents
3978510
Aug., 1976
Kasper et al.
4016586
Apr., 1977
Anderson et al.
136/261.
4106951
Aug., 1978
Masi
136/263.
4335266
Jun., 1982
Mickelsen et al.
4612411
Sep., 1986
Weiting et al.
4687881
Aug., 1987
Goslowsky et al.
5078804
Jan., 1992
Chen et al.
5112410
May., 1992
Chen.
5137835
Aug., 1992
Karg.
5141564
Aug., 1992
Chen et al.
5356839
Oct., 1994
Tuttle et al.
5422304
Jun., 1995
Kohiki et al.
5441897
Aug., 1995
Noufi et al.
5474939
Dec., 1995
Pollack et al.
5578503
Nov., 1996
Karg et al.
5626688
May., 1997
Probst et al.
5843341
Dec., 1998
Orita et al.
5858121
Jan., 1999
Wada et al.
5948176
Sep., 1999
Ramanathan et al.
136/264.
5981868
Nov., 1999
Kushiya et al.
136/265.
Foreign Patent Documents
863555
Sep., 1998
EP.
1-28967
Jan., 1989
JP.
3-64973
Mar., 1991
JP.
4-132233
May., 1992
JP.
5-63224
Mar., 1993
JP.
8-195501
Jul., 1996
JP.
8-330614
Dec., 1996
JP.
9-199741
Jul., 1997
JP.
WO 94/07269
Mar., 1994
WO.
Other References
Kurita et al, Proceedings of the 1st Photovoltaic Science and Engineering
Conference in Japan, 1979; Japanese Journal of Applied Physics, vol. 19
(1980) Supplement, 19-2, pp. 169-172.*
Aranovich et al, J. Appl. Phys., 51(8) pp. 4260-4268, Aug. 1980.*
Potter et al, "Device Analysis of CulnSe2/(Cd,Zn)S/ZnO Solar Cells,"
Conference Record, 18th IEEE Photovoltaic Specialists Conference, pp.
1659-1664, published Apr. 1986.*
Devi et al, "Photodielectric Studies in (MgO-ZnO) Mixed System," Nat.
Acad. Sci. Letters, 14(11), pp. 453-457, 1991.*
Niemegeers et al. "Model for Electronic Transport in Cu(In,Ga)Se2 Solar
Cells", Progress in Photovalics Research and Applications, 6, 407-421
(1998).
Schmid et al. "Solar Enerty Materials and Solar Cells", 41/42, 281-294
(1996).
Negami et al. "CIGS Solar Cells Using a Novel Window Zn1-xMgxO Film",
Proc. 28th IEEE Photovalic Specialists Conf., Anchorage, Alaska, Sep. 2000,
to be published.
"Prospects of Wide--gap chalcopyrites for thin film photovoltaic modules";
Herberho1z, R., Nadenau, V., Ruhle, U., Koble, C., Schock, H.W., Dimmler,
B., pp 227-237; Solar Energy Materials and Solar Cells 49 (1997).
"Preparation of Device--Quality Cu(In, Ga)Se.sub.2 Thin Films Deposited by
Coevaporation with Composition Monitor"; Naoki Kohara, Takayuki
Negami, Mikihiko Nishitani and Takahiro Wada; Jpn. Appl. Phys. vol. 34
(1995) pp. L1141-L1144.
Kushiya et al., "The Role of Cu(InGa)(SeS)2 Surface Layer on a Graded
Band-Gap Cu(InGa)Se2 Thin Film Solar Cell Prepared by Two-Stage
Method," 25.sup.th IEEE PVSC, Hyatt Regency Crystal City, Washington,
DC.
J. Shewchun et al. "The Application of Pentenary Alloy Compounds of
the . . . Variety to Photovoltaic Solar Energy Conversion" 14.sup.th IEEE
Photovoltaic Specialists Conference, pp. 650-655.
M.L. Fearheiley "The Phase Relations in the Cu, In, Se System and the
Growth of CuInSe.sub.2 Single Crystals" Solar Cells, vol. 16, pp. 91-100.
H. Hallak et al. "Composition and substrate effects on the structure of
thin-film CuGaSe.sub.2 " Applied Physics Letters, vol. 55, No. 10, pp.
981-983.
H. Neumann et al. "Relation Between Electrical Properties and Composition
in CuInSe.sub.2 Single Crystals" Solar Cells, vol. 28, No. 4, pp. 301-313.
A. Rockett et al. "CuInSe.sub.2 for photovoltaic applications" J. Appl. Phys.,
vol. 70, No. 7, pp. R81-R97.
C.L. Jensen et al. "The Role of Gallium in CuInSe.sub.2 Solar Cells
Fabricated by a Two--Stage Method" Proceedings of the Photovoltaic
Specialists Conference, pp. 577-580.
Hans-W. Schock "CuInSe.sub.2 and Other Chalcopyrite-Based Solar Cells"
MRS Bulletin, vol. 18, No. 10, pp. 42-44.
A.M. Gabor et al. "High Efficiency Polycrystalline Cu(In,Ga)Se.sub.2 -Based
Solar Cells" American Institute of Physics, pp. 59-66.
J.R. Tuttle et al. "Structure, chemistry, and growth mechanisms of
photovoltaic quality thin-film Cu(In,Ga)Se.sub.2 grown from a mixed phase
precursor" J. Appl. Phys., vol. 77, No. 1, pp. 153-161.
M. Hornung et al. "Growth of bulk Cu.sub.0.85 In.sub.1.05 Se.sub.2 and
characterization on a micro scale" Journal of Crystal Growth, vol. 154, pp.
315-321.
K.O. Velthaus et al., "Novel Buffer Layers for the CuInSe.sub.2 /Buffer/ZnO
Devices", 11th E.C. Photovoltaic Solar Energy Conference, 12-16 Oct. 1992,
pp. 842-845.
H.W. Schock et al., "High Efficiency Chalcopyrite Based Thin Film Solar
Cells--Results of the Eurocis-Collaboration", 11th E.C. Photovoltaic Solar
Energy Conference, pp. 116-119.
H.W. Bloss et al., "Thin-Film Solar Cells", Progress in Photovoltaics:
Research and Applications, vol. 3, pp. 3-24.
Ji-Beom Yoo et al. "Preparation and Properties of CuInSe.sub.2 Solar Cells
with a ZnSe Intermediate Layer" Twentieth IEEE Photovoltaic Specialists
Conference, pp. 1431-1436.
S.K. Deb "Current Status of Thin Film Solar Cell Research at Seri" Thin
Solid Films, vol. 163, pp. 75-84.
A.G. Fitzgerald et al. "A microbeam analysis study of heterojunctions formed
with CuInS.sub.2 and CuInSe.sub.2 " Solar Energy Materials, vol. 22, pp.
43-61.
Primary Examiner: Diamond; Alan
Attorney, Agent or Firm: Merchant & Gould P.C
Claims
What is claimed is:
1. A solar cell comprising a first semiconductor layer that is n-type and a second
semiconductor layer that is p-type, the first and second semiconductor layers forming
a pn junction, wherein
the first semiconductor layer is free from Cd,
the second semiconductor layer is a light-absorption layer,
a band gap Eg.sub.1 of the first semiconductor layer and a band gap Eg.sub.2 of the
second semiconductor layer satisfy a relationship: Eg.sub.1 >Eg.sub.2, and
an electron affinity .chi..sub.1 (eV) of the first semiconductor layer and an electron
affinity .chi..sub.2 (eV) of the second semiconductor layer satisfy a relationship:
0<(.chi..sub.2 -.chi..sub.1)<0.5.
2. The solar cell according to claim 1, wherein the first semiconductor layer is formed
closer to a side from which light is incident than the second semiconductor layer.
3. The solar cell according to claim 1, further comprising a third semiconductor layer
between the first semiconductor layer and the second semiconductor layer,
wherein a band gap Eg.sub.3 of the third semiconductor layer and the band gap
Eg.sub.2 satisfy a relationship: Eg.sub.3 >Eg.sub.2.
4. The solar cell according to claim 3, wherein the third semiconductor layer is made
of a semiconductor selected from the group consisting of an n-type semiconductor and
a highly resistive semiconductor.
5. The solar cell according to claim 3, wherein
an electron affinity .chi..sub.3 (eV) of the third semiconductor layer and the electron
affinity .chi..sub.2 satisfy a relationship: (.chi..sub.2 -.chi..sub.3).gtoreq.0.5, and
a thickness of the third semiconductor layer is not more than 50 nm.
6. The solar cell according to claim 5, wherein the third semiconductor layer
comprises an oxide comprising Zn and at least one element selected from group IIIb,
or a chalcogenide comprising Zn and at least one element selected from group IIIb.
7. The solar cell according to claim 1, further comprising an insulating layer between
the first semiconductor layer and the second semiconductor layer,
wherein a band gap Eg.sub.INS of the insulating layer and the band gap Eg.sub.2
satisfy a relationship Eg.sub.INS >Eg.sub.2.
8. The solar cell according to claim 7, wherein
an electron affinity .chi..sub.INS (eV) of the insulating layer and the electron
affinity .chi..sub.2 satisfy a relationship: (.chi..sub.2 -.chi..sub.INS).gtoreq.0.5, and
a thickness of the insulating layer is not more than 50 nm.
9. The solar cell according to claim 8, wherein the insulating layer is made of at least
one insulator selected from Al.sub.2 O.sub.3, Ga.sub.2 O.sub.3, Si.sub.3 N.sub.4,
SiO.sub.2, MgF.sub.2 and MgO.
10. The solar cell according to claim 1, wherein the second semiconductor layer
further comprises an n-type semiconductor layer or a highly resistive semiconductor
layer on a surface thereof on a side of the first semiconductor layer.
11. The solar cell according to claim 1, wherein the second semiconductor layer is a
compound semiconductor layer comprising at least one element from each of groups
Ib, IIIb, and VIb.
12. The solar cell according to claim 1, wherein the first semiconductor layer is made
of a compound comprising Zn.
13. The solar cell according to claim 12, wherein the compound is an oxide
comprising Zn and at least one element selected from group IIa, or a chalcogenide
comprising Zn and at least one element selected from group IIa.
14. The solar cell according to claim 12, wherein the compound comprises an oxide
expressed by a general formula Zn.sub.1-x A.sub.x O where element A is at least one
selected from Be, Mg, Ca, Sr and Ba, and 0<X<1 as a main component.
15. The solar cell according to claim 14, wherein the element A is Mg, and the X
satisfies a relationship: 0<X<0.5.
16. The solar cell according to claim 12, wherein the compound is an oxide
comprising Zn and at least one element selected from group IIIb or a chalcogenide
comprising Zn and at least one element selected from group IIIb.
17. The solar cell according to claim 12, wherein the compound comprises an oxide
expressed by a general formula Zn.sub.Y B.sub.2-2Y O.sub.3-2Y where element B is
at least one selected from Al, Ga and In, and 0<Y<1 as a main component.
18. A solar cell comprising a p-type light-absorption layer an n-type semiconductor
layer stacked over the light-absorption layer,
wherein the semiconductor layer comprises an oxide expressed by a general formula
Zn.sub.1-z C.sub.z O where element C is at least one selected from Be, Mg, Ca, Sr
and Ba, and 0<Z<1 as a main component.
19. The solar cell according to claim 18, wherein the element C is Mg, and the Z
satisfies a relationship: 0<Z<0.5.
Description
BACKGROUND OF THE INVENTION
1. Field of the Invention
The present invention relates to a solar cell, in particular, a solar cell including a
compound semiconductor layer comprising at least one element from each of groups
Ib, IIIb and VIb as the light-absorption layer.
2. Description of the Prior Art
CuInSe.sub.2 and Cu(In, Ga)Se.sub.2 are compound semiconductors (having a
chalcopyrite structure) comprising at least one element from each of groups Ib, IIIb
and VIb. Thin-film solar cells using a CuInSe.sub.2 film (hereinafter, also referred to
as a CIS film) or a Cu(In, Ga)Se.sub.2 film (hereinafter, also referred to as a CIGS
film) as the light-absorption layer have a high energy conversion efficiency, which
does not deteriorate due to irradiation or the like. Therefore, such a thin film solar cell
has received attention.
In the solar cell, theoretically, when the band gap of the light-absorption layer is in the
range from 1.4 eV to 1.5 eV, the highest conversion efficiency can be obtained. In the
case of the solar cell including a CIGS film, it is possible to control the band gap by
changing the ratio of Ga and In. When the ratio Ga/(In+Ga) by number of atoms is in
the range from 0.5 to 0.8, the band gap is 1.4 eV to 1.5 eV.
However, in the current CIGS solar cells, the highest conversion efficiency can be
obtained when the band gap of the CIGS film is in the range from 1.2 eV to 1.3 eV
(corresponding to the range of the ratio Ga/(In+Ga) by number of atoms from 0.2 to
0.3). In the current CIGS solar cell, contrary to the theory, even if the band gap is
broadened by increasing the Ga concentration, the conversion efficiency is reduced.
The CIGS solar cell with high conversion efficiency that has been reported has a
heterojunction of a CdS film as the window layer and a CIGS film as the
light-absorption layer. On the other hand, in recent years, a CIGS solar cell without
CdS has received attention for environmental reasons. As a result, several CIGS solar
cells using a ZnO based semiconductor as the window layer instead of CdS, have
been reported. However, these cells have a lower conversion efficiency than that of
cells comprising the CdS film. When a ZnO based semiconductor is used as the
window layer, especially the open-circuit voltage is low.
SUMMARY OF THE INVENTION
Therefore, with the foregoing in mind, it is an object of the present invention to
provide a solar cell that comprises no CdS film in the semiconductor layer forming a
pn junction and has a high efficiency.
In order to achieve the above-object, a first solar cell of the present invention includes
a first semiconductor layer that is n-type and a second semiconductor layer that is
p-type, the first and second semiconductor layers forming a pn junction, wherein the
first semiconductor layer is free from Cd, the second semiconductor layer is a
light-absorption layer, the band gap Eg.sub.1 of the first semiconductor layer and the
band gap Eg.sub.2 of the second semiconductor layer satisfy the relationship:
Eg.sub.1 >Eg.sub.2, and the electron affinity .chi..sub.1 (eV) of the first
semiconductor layer and the electron affinity .chi..sub.2 (eV) of the second
semiconductor layer satisfy the relationship: 0.ltoreq.(.chi..sub.2 -.chi..sub.1)<0.5.
This embodiment provides a solar cell that comprises no CdS film in the
semiconductor layer forming a pn junction and has high efficiency.
In the first solar cell, it is preferable that the first semiconductor layer is formed closer
to the side from which light is incident than the second semiconductor layer is. This
embodiment allows loss of incident light to be reduced.
The first solar cell preferably further includes a third semiconductor layer between the
first semiconductor layer and the second semiconductor layer, and it is preferable that
the band gap Eg.sub.3 of the third semiconductor layer and the band gap Eg.sub.2
satisfy the relationship: Eg.sub.3 >Eg.sub.2. This embodiment provides a solar cell
having particularly high efficiency.
In the first solar cell, it is preferable that the third semiconductor layer is made of a
semiconductor selected from the group consisting of an n-type semiconductor and a
highly resistive semiconductor. This embodiment can reduce damage to the second
semiconductor layer in the process of forming the first semiconductor layer and
provides a satisfactory pn junction, so that a solar cell having particularly high
efficiency can be obtained.
In the first solar cell, it is preferable that the electron affinity .chi..sub.3 (eV) of the
third semiconductor layer and the electron affinity .chi..sub.2 satisfy the relationship:
(.chi..sub.2 -.chi..sub.3).gtoreq.0.5, and the thickness of the third semiconductor layer
is not more than 50 nm. This embodiment provides a solar cell having a high
conversion efficiency, because carriers tunnel through the third semiconductor layer
and are transported.
In the first solar cell, it is preferable that the third semiconductor layer comprises an
oxide comprising Zn and at least one element selected from group IIIb or a
chalcogenide comprising Zn and at least one element selected from group IIIb.
The first solar cell preferably further includes an insulating layer between the first
semiconductor layer and the second semiconductor layer, and it is preferable that the
band gap Eg.sub.INS of the insulating layer and the band gap Eg.sub.2 satisfy the
relationship Eg.sub.INS >Eg.sub.2. This embodiment provides a solar cell having a
particularly high efficiency.
In the first solar cell, it is preferable that the electron affinity .chi..sub.INS (eV) of the
insulating layer and the electron affinity .chi..sub.2 satisfy the relationship:
(.chi..sub.2 -.chi..sub.INS).gtoreq.0.5, and the thickness of the insulating layer is not
more than 50 nm. This embodiment provides a solar cell having a high conversion
efficiency, because carriers tunnel through the third semiconductor layer and are
transported.
In the first solar cell, it is preferable that the insulating layer is made of at least one
insulator selected from Al.sub.2 O.sub.3, Ga.sub.2 O.sub.3, Si.sub.3 N.sub.4,
SiO.sub.2, MgF.sub.2 and Mgo.
In the first solar cell, it is preferable that the second semiconductor layer further
includes an n-type semiconductor layer or a highly resistive semiconductor layer on
the surface thereof on the side of the first semiconductor layer. This embodiment
provides a solar cell having a high conversion efficiency, because the pn junction is
formed in the second semiconductor layer so that the defect density at the junction
interface can be reduced.
In the first solar cell, it is preferable that the second semiconductor layer is a
compound semiconductor layer comprising at least one element from each of groups
Ib, IIIb, and VIb. This embodiment provides a solar cell including a compound
semiconductor of a chalcopyrite structure having less light-induced degradation as the
light-absorption layer. Throughout this specification, "groups Ib, IIIb, VIb, and IIa"
refer to "groups 1B, 3B, 6B and 2A" of the periodic table of elements according to the
old IUPAC recommendation before 1985.
In the first solar cell, it is preferable that the first semiconductor layer is made of a
compound comprising Zn. This embodiment provides a solar cell that is free from
CdS in the semiconductor layer forming the pn junction and has a particularly high
conversion efficiency.
In the first solar cell, it is preferable that the compound of the first semiconductor
layer is an oxide comprising Zn and at least one element selected from group IIa, or a
chalcogenide comprising Zn and at least one element selected from group IIa.
In the first solar cell, it is preferable that the compound of the first semiconductor
layer comprises an oxide expressed by a general formula Zn.sub.1-x A.sub.x O (where
element A is at least one selected from Be, Mg, Ca, Sr and Ba, and 0<X<1) as the
main component. This embodiment allows the electron affinity of the first
semiconductor layer to be changed by changing the element A and X depending on
the second semiconductor layer and thus provides a solar cell having a particularly
high conversion efficiency.
In the first solar cell, it is preferable that the element A is Mg, and the X satisfies the
relationship: 0<X<0.5. This embodiment provides a solar cell having even higher
characteristics.
In the first solar cell, it is preferable that the compound of the first semiconductor
layer is an oxide comprising Zn and at least one element selected from group IIIb or a
chalcogenide comprising Zn and at least one element selected from group IIIb. This
embodiment provides a solar cell that is free from CdS in the semiconductor layer
forming the pn junction and has a particularly high conversion efficiency.
In the first solar cell, it is preferable that the compound of the first semiconductor
layer comprises an oxide expressed by a general formula Zn.sub.Y B.sub.2-2Y
O.sub.3-2Y (where element B is at least one selected from Al, Ga and In, and 0<Y<1)
as the main component. This embodiment allows the electron affinity of the first
semiconductor layer to be changed by changing the element A and Y depending on the
second semiconductor layer and thus provides a solar cell having a particularly high
conversion efficiency.
A second solar cell includes a p-type light-absorption layer and an n-type
semiconductor layer stacked over the light-absorption layer, wherein the
semiconductor layer comprises an oxide expressed by a general formula Zn.sub.1-Z
C.sub.Z O (where element C is at least one selected from Be, Mg, Ca, Sr and Ba, and
0<Z<1) as the main component. In the second solar cell, there are few defects in the
semiconductor layer that functions as the window layer, and the band gap of the
window layer can be changed as desired, so that a solar cell having a high conversion
efficiency can be obtained.
In the second solar cell, it is preferable that the element C is Mg, and the Z satisfies
the relationship: 0<Z<0.5.
As described above, the first solar cell of the present invention can be provided with
high conversion efficiency by defining the relationship with respect to the band gap
and the electron affinity between the first semiconductor layer (window layer) and the
second semiconductor layer (light-absorption layer). By using the window layer
having an electron affinity in the above range, recombination at the junction interface
can be suppressed, and the window layer and the light-absorption layer do not become
barriers against photoexcited carriers. Furthermore, the first solar cell is provided with
high conversion efficiency without using CdS as the window layer.
The second solar cell of the present invention comprises an oxide expressed by a
general formula Zn.sub.1-z C.sub.z O (where element C is at least one element
selected from the group consisting of Be, Mg, Ca, Sr and Ba, and 0<Z<1) as the main
component. Therefore, there are few defects in the window layer, and the band gap
and the electron affinity of the window layer can be changed as desired. Consequently,
a solar cell with high conversion efficiency can be obtained.
These and other advantages of the present invention will become apparent to those
skilled in the art upon reading and understanding the following detailed description
with reference to the accompanying figures.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 is a cross-sectional view illustrating an example of a solar cell of the present
invention.
FIG. 2 is a cross-sectional view illustrating another example of a solar cell of the
present invention.
FIG. 3 is a schematic band diagram of an example of the solar cell shown in FIG. 1.
FIGS. 4A and 4B are schematic band diagrams of examples of conventional solar
cells.
FIG. 5 is a cross-sectional view illustrating another example of a solar cell of the
present invention.
FIG. 6 is a cross-sectional view illustrating still another example of a solar cell of the
present invention.
FIG. 7A is a graph showing the short-circuit current density of an example of the solar
cell of the present invention, and
FIG. 7B is a graph showing the open-circuit voltage thereof.
FIG. 8A is a graph showing the fill factor of an example of the solar cell of the present
invention, and
FIG. 8B is a graph showing the conversion efficiency thereof.
FIG. 9 is a graph showing the relationship between the light optical-absorption
coefficient and the photon energy with respect to Zn.sub.1-x Mg.sub.x O films having
different composition ratios.
FIG. 10 is a graph showing changes in the difference between the electron affinity of a
Zn.sub.1-x Mg.sub.x O film and the electron affinity of a CIGS film when the content
ratio of Mg in the Zn.sub.1-x Mg.sub.x O film is changed.
FIG. 11 is a graph showing the current-voltage characteristics of an example of the
solar cell of the present invention.
FIG. 12 is a graph showing changes in the conversion efficiency against changes in
the Mg content ratio in the Zn.sub.1-x Mg.sub.x O film.
FIG. 13 is a graph showing changes in the normalized conversion efficiency when a
value of Y in the Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film is changed.
FIG. 14 is a graph showing changes in the normalized conversion efficiency when the
thickness of an Al.sub.2 O.sub.3 film, which is a buffer layer, is changed.
FIG. 15 is a graph showing changes in the normalized conversion efficiency when the
solid solution ratio X of a CuIn(Se.sub.1-x S.sub.x).sub.2 film, which is a
light-absorption layer, is changed.
DESCRIPTION OF THE PREFERRED EMBODIMENTS
Hereinafter, the present invention will be described with reference to the
accompanying drawings.
Embodiment 1
In Embodiment 1, an example of a solar cell of the present invention will be described.
The example of the solar cell in Embodiment 1 generates photovoltaic power by light
incident from the side opposite to the substrate.
FIG. 1 is a cross-sectional view of the solar cell of Embodiment 1. Referring to FIG. 1,
a solar cell 10 of Embodiment 1 includes a substrate 11, a lower electrode film 12, a
semiconductor layer 13 (a second semiconductor layer), a semiconductor layer 14 (a
first semiconductor layer), an upper electrode film 15 and an anti-reflection film 16,
which are stacked sequentially on the substrate 11 in this order, and an
interconnection electrode 17 formed on the upper electrode film 15. In order words,
the semiconductor layer 14 is provided closer to the side from which light is incident
than the semiconductor layer 13 is.
For the substrate 11, for example, glass, stainless steel, a polyimide film can be used.
For the lower electrode film 12, for example, a metal film comprising Mo can be used.
The semiconductor layer 13 (second semiconductor layer) is a p-type semiconductor
layer that functions as a light-absorption layer. The semiconductor layer 13 is
provided closer to the back surface than the semiconductor layer 14 is. For the
semiconductor layer 13, for example, a compound semiconductor layer comprising at
least one element from each of groups Ib, IIIb, and VIb can be used. For example,
CuInSe.sub.2, Cu(In, Ga) Se.sub.2, CuInS.sub.2, Cu(In, Ga)S.sub.2 or the like can be
used. The semiconductor layer 13 can be provided with a surface semiconductor layer
13a on the surface on the side of the semiconductor layer 14 (which also applies to the
following embodiments). FIG. 2 is a cross-sectional view of a solar cell 10a
comprising the surface semiconductor layer 13a. The surface semiconductor layer 13a
is an n-type semiconductor layer or a highly resistive semiconductor layer (having a
resistivity of 10.sup.4 .OMEGA.cm or more). Examples of highly resistive
semiconductor layers include CuIn.sub.3 Se.sub.5 and Cu(In, Ga).sub.3 Se.sub.5.
The semiconductor layer 14 (first semiconductor layer) forms a pn junction with the
semiconductor layer 13, and functions as a window layer. The semiconductor layer 14
is an n-type semiconductor layer. The semiconductor layer 14 is substantially free
from Cd (Cd is not contained as a constituent element or a dopant). A compound
comprising Zn, for example, can be used for the semiconductor layer 14. For example,
an oxide or chalcogenide comprising Zn and at least one element selected from group
IIa, or an oxide or chalcogenide comprising Zn and at least one element selected from
group IIIb can be used as the compound comprising Zn. More specifically, a
compound comprising an oxide expressed by a general formula Zn.sub.1-x A.sub.x O
(where element A is at least one selected from Be, Mg, Ca, Sr and Ba, and 0<X<1) as
the main component (in a content of 90wt % or more) can be used. In this case, it is
preferable that the content of the element A is 0.1 at % or more. Alternatively, a
compound comprising an oxide expressed by a general formula Zn.sub.Y B.sub.2-2Y
O.sub.3-2Y (where element B is at least one selected from Al, Ga and In, and 0<Y<1)
as the main component (in a content of 90 wt % or more) also can be used. In this
case, it is preferable that the content of the element B is 5 at % or more.
In the solar cell 10 of Embodiment 1, the band gap Eg.sub.2 of the semiconductor
layer 13 and the band gap Eg.sub.1 of the semiconductor layer 14 satisfy the
relationship Eg.sub.1 >Eg.sub.2. The electron affinity .chi..sub.2 (eV) of the
semiconductor layer 13 and the electron affinity .chi..sub.1 (eV) of the semiconductor
layer 14 satisfy the relationship 0.ltoreq.(.chi..sub.2 -.chi..sub.1)<0.5.
The upper electrode film 15 is a transparent conductive film, and for example,
ZnO:Al where ZnO is doped with Al, or ITO (indium tin oxide) can be used for the
upper electrode film 15.
The anti-reflection film 16 is a film that prevents incident light from being reflected at
the interface of the upper electrode film 15. In the case where the upper electrode film
15 is ITO or ZnO:Al, for example, MgF.sub.2 can be used for the anti-reflection film
16.
For the interconnection electrode 17, a metal film comprising a laminate of a NiCr
film and an Au film can be used.
Next, an example of a method for producing the solar cell 10 will be described.
First, the upper electrode film 12 is formed on the substrate 11, for example by
sputtering or vapor deposition. Therefore, the semiconductor layer 13 is formed on the
upper electrode film 12, for example by sputtering or vapor deposition. Then, the
semiconductor layer 14 is formed on the semiconductor layer 13, for example by
chemical bath deposition or sputtering. Then, the upper electrode film 15 is formed on
the semiconductor layer 14, for example by sputtering. Then, the interconnection
electrode 17 is formed on a portion of the upper electrode film 15, for example, by
electron beam evaporation. Then, the anti-reflection film 16 is formed on the upper
electrode film 15, for example by vapor deposition. In this manner, the solar cell 10
can be formed. In the case where an n-type semiconductor layer or a highly resistive
semiconductor layer is formed on the surface of the semiconductor layer 13, they can
be formed, for example by a solution-immersion, vapor deposition or gaseous
diffusion method.
FIG. 3 is a schematic band diagram of an example of the solar cell 10. In the example
of FIG. 3, the semiconductor layer 13 is made of Cu(In, Ga)Se.sub.2, and the surface
semiconductor layer 13a made of Cu(In, Ga).sub.3 Se.sub.5 is formed on the surface
of the semiconductor layer 13.
Next, the functions of the solar cell 10 will be described by taking a solar cell using a
CIGS film for the semiconductor layer 13, which is a light-absorption layer.
In order to improve the efficiency of the solar cell using a CIGS film for the
light-absorption layer, it is effective to enlarge the band gap of the CIGS film.
However, in a conventional solar cell provided with a window layer made of CdS,
when the band gap of the CIGS film is broadened to 1.3 eV or more, contrary to the
theory, the efficiency is reduced. This may be caused partly by the energy difference
(offset) in the conduction band at the heterojunction between the CIGS film as the
light-absorption layer and the CdS film as the window layer. E. Herberholz et al. has
put forward the following model (Solar Energy Materials and Solar Cells, p.227,
vol.49, no. 3, published in 1997). In the case where the ratio {Ga/(In+Ga)} by number
of atoms in the CIGS film is lower than 0.5, the band discontinuity caused due to the
offset of the conduction band between the CdS film and the CIGS film is in a
spike-like form, where the conduction band of the CdS film is raised and is projected
in the vicinity of the junction. In the case where the ratio {Ga/(In+Ga)} by number of
atoms is higher than 0.5, the band discontinuity is in a cliff-like form, where the
conduction band of the CIGS film is raised, and a step is generated between the
conduction band of the CdS and the conduction band of CIGS. FIG. 4A is the band
diagram when the offset between CdS and CIGS is spike-like, and FIG. 4B is the band
diagram when the offset between CdS and CIGS is cliff-like. This model suggests that
when the band discontinuity of the conduction band is cliff-like, recombination
increases at the heterojunction interface and in the vicinity of the interface, thus
reducing the conversion efficiency. Similarly, in the case where the band gap of the
CIGS film is 1.2 eV-1.3 eV, it is expected that when the CdS film as the window layer
is replaced by a ZnO film, the band discontinuity of the conduction bands of the ZnO
film and the CIGS film is cliff-like where the conduction band of the CIGS film is
raised.
Such a band discontinuity of the conduction band of the heterojunction results from
the difference in the electron affinity between the window layer and the CIGS film as
the light-absorption layer. In general, with respect to an n-type semiconductor and
p-type semiconductor having different band gaps, in the case of .chi..sub.n
<.chi..sub.p, where .chi..sub.n is the electron affinity of the n-type semiconductor
and .chi..sub.p is the electron affinity of the p-type semiconductor, the discontinuity of
the conduction bands is spike-like. On the other hand, in the case of .chi..sub.n
>.chi..sub.p, the discontinuity of the conduction bands is cliff-like. When the electron
affinity is compared between a CuInSe.sub.2 film free from Ga and the CdS film, the
electron affinity of the CdS film is smaller by about 0.2 eV to 0.3 eV. Therefore, when
a heterojunction is formed, a spike is generated on the side of CdS. However, the
electron affinity of CIGS decreases with increasing Ga concentration. Consequently,
when the Ga concentration exceeds a certain level, the electron affinity of CIGS
becomes smaller than that of CdS, so that, when a heterojunction is formed, a cliff is
generated on the side of CIGS.
Furthermore, the form of the band discontinuity of the window layer and the CIGS
film also is determined by the electron affinities of the window layer and the CIGS
film. When the CdS film and the ZnO film are compared as the window layer, since
the electron affinity of ZnO is about 0.4 eV larger than that of CdS, a cliff is generated
when a heterojunction is formed even with a CuInSe.sub.2 film free from Ga, which
may lead to a loss.
In the case where the electron affinity of the window layer is smaller than that of the
light-absorption layer so that a spike is generated in the conduction band, the energy
difference in the conduction bands is large so that it affects the conversion efficiency
of the solar cell. The energy difference between CdS and CIGS is about 0.2 eV to 0.3
eV, which does not substantially form a barrier against carrier transport. However, for
example, when ZnS is used as the window layer, the energy difference with the CIGS
is about 1.6 eV, which forms a barrier for photoexcited carriers. In this case, carrier
transport is prevented, so that photocurrent is not substantially accessible from outside.
Therefore, the conversion efficiency is reduced. Thus, when a spike is generated in
the conduction bands of the window layer and the light-absorption layer, there is an
optimal range of the energy difference (offset) that can provide a high efficiency. In
view of the above-described optimal ranges, the electron affinities and the band gaps
of the semiconductor layer 13 (light-absorption layer) and the semiconductor layer 14
(window layer) are defined for the solar cell 10 of Embodiment 1. Therefore, the solar
cell 10 of Embodiment 1 has little recombination of carriers at the junction interface
between the semiconductor layer 13 and the semiconductor layer 14.
As described above, according to the solar cell 10 of the Embodiment 1, a solar cell
with high efficiency can be obtained without using CdS for the window layer. In this
embodiment, the first semiconductor layer is provided closer to the side from which
light is incident than the second semiconductor layer is. However, the first
semiconductor layer can be provided closer to the back surface than the second
semiconductor layer is.
Embodiment 2
Another example of the solar cell of the present invention will be described in
Embodiment 2.
FIG. 5 is a cross-sectional view of a solar cell 20 of Embodiment 2. The solar cell 20
of Embodiment 2 is different from the solar cell 10 of Embodiment 1 in that a
semiconductor layer 21 is provided in Embodiment 2. A duplicated description will be
omitted.
The semiconductor layer 21 (third semiconductor layer) is provided between the
semiconductor layer 13 and the semiconductor layer 14. The band gap Eg.sub.3 of the
semiconductor layer 21 and the band gap Eg.sub.2 of the semiconductor layer 13
satisfy the relationship Eg.sub.3 >Eg.sub.2. An oxide comprising Zn and at least one
element selected from group IIIb or a chalcogenide comprising Zn and at least one
element selected from group IIIb, for example, can be used as the third semiconductor
layer. Alternatively, SnO.sub.2 can be used as the semiconductor layer 21.
It is preferable that the electron affinity .chi..sub.3 (eV) of the semiconductor layer 21
and the electron affinity .chi..sub.2 (eV) of the semiconductor layer 13 satisfy the
relationship (.chi..sub.2 -.chi..sub.3).gtoreq.0.5. Furthermore, it is preferable that the
thickness of the semiconductor layer 21 is 50 nm or less. A Zn(O, S) film can be used
as the semiconductor layer 21. Herein, Zn(O, S) refers to a compound that
substantially contains Zn, O and S and comprises Zn--O bonds and Zn--S bonds.
The solar cell 20 can be produced by the same method as the solar cell 10 of
Embodiment 1. The semiconductor layer 21 can be formed, for example by chemical
bath deposition or vapor deposition.
According to the solar cell 20 of the Embodiment 2, a solar cell with high efficiency
can be obtained without using CdS for the window layer.
Embodiment 3
Another example of the solar cell of the present invention will be described in
Embodiment 3.
FIG. 6 is a cross-sectional view of a solar cell 30 of Embodiment 3. The solar cell 30
of Embodiment 3 is different from the solar cell 10 of Embodiment 1 in that an
insulating layer 31 is provided in Embodiment 3. A duplicated description will be
omitted.
The band gap Eg.sub.INS of the insulating layer 31 and the band gap Eg.sub.2 of the
semiconductor layer 13 satisfy the relationship Eg.sub.INS >Eg.sub.2. An insulating
layer made of at least one insulator selected from Al.sub.2 O.sub.3, Ga.sub.2 O.sub.3,
Si.sub.3 N.sub.4, SiO.sub.2, MgF.sub.2 and MgO, for example, can be used as the
insulating layer 31.
It is preferable that the electron affinity .chi..sub.INS of the insulating layer 31 and the
electron affinity .chi..sub.2 of the semiconductor layer 13 satisfy the relationship
(.chi..sub.2 -.chi..sub.INS).gtoreq.0.5. Furthermore, it is preferable that the thickness
of the insulating layer 31 is 50 nm or less.
The solar cell 30 can be produced by the same method as the solar cell 10 of
Embodiment 1. The insulating layer 31 can be formed, for example by sputtering or
vapor deposition.
According to the solar cell 30 of the Embodiment 3, a solar cell with high efficiency
can be obtained without using CdS for the window layer.
EXAMPLES
Example 1
In Example 1, an example of the solar cell characteristics of the solar cell 10a of
Embodiment 1 calculated with varied offsets of the conduction band between the
semiconductor layers 13 and 14 will be described. The band structure of the solar cell
used for the calculation is the same as that shown in FIG. 3.
In the calculation of Example 1, a Cu(In, Ga)Se.sub.2 film (CIGS film) having a band
gap Eg.sub.2 of 1.2 eV and an electron affinity of .chi..sub.2 was used as the
semiconductor layer 13, which is the light-absorption layer. The calculation was
performed as to the case where a Cu(In, Ga).sub.3 Se.sub.5 layer as the surface
semiconductor layer 13a was formed on the surface of the CIGS film. A
semiconductor layer having a band gap (about 3.2 eV) substantially equal to that of
ZnO and an electron affinity of .chi..sub.1 was used as the semiconductor layer 14,
which is the window layer. The thickness of the CIGS film is 2 .mu.m, the Cu(In,
Ga).sub.3 Se.sub.5 layer, which is the surface semiconductor layer, is 20 nm thick,
and the window layer is 0.1 .mu.m thick.
In order to examine the influence of the offset (.chi..sub.2 -.chi..sub.1) between the
conduction band of the semiconductor layer 13 and the conduction band of the
semiconductor layer 14, the solar cell characteristics were calculated while changing
the difference in the electron affinity between the semiconductor layer 13 and the
semiconductor layer 14. In the calculation, it is assumed that defects are present at the
interface between the Cu(In, Ga).sub.3 Se.sub.5 layer, which is the surface
semiconductor layer 13a, and the semiconductor layer 14, and recombination occurs
in the defects.
FIGS. 7 and 8 show the results of the calculation. FIG. 7A shows the short-circuit
current density (J.sub.SC), FIG. 7B shows the open-circuit voltage (V.sub.OC), FIG.
8A shows the fill factor (FF), and FIG. 8B shows the conversion efficiency (Eff.).
First, when the conduction band offset is negative, namely, the electron affinity of the
window layer is larger than that of the CIGS film, J.sub.SC decreases gradually with
increasing offset in the negative direction, but the decrease rate is small. On the other
hand, V.sub.OC and FF decrease sharply with increasing offset in the negative
direction. This is because when the offset is negative, injected carriers stay at the
interface between the window layer and the light-absorption layer for a longer time,
so that recombination via defects present at the interface increases. When the offset is
positive, namely, the electron affinity of the window layer is smaller than that of the
light-absorption layer, V.sub.OC decreases slightly with increasing offset. On the
other hand, J.sub.SC and FF decrease sharply when the offset is 0.5 eV or more. This
is because when the offset is 0.5 eV or more, the window layer becomes a barrier
against transport of photoexcited electrons so that electrons stop flowing. In
conclusion, a solar cell having high characteristics can be obtained by setting the
offset between the conduction band of the window layer and the conduction band of
the light-absorption layer to 0.5 eV or less.
Here, the offset of the conduction band between an actually usable material for the
window layer and the CIGS film will be examined. In the case where a CdS film is
used for the window layer, the offset is 0.2 eV to 0.3 eV, which is in the range that
achieves a high conversion efficiency. On the other hand, in the case where ZnO is
used for the window layer, the offset is about -0.2 eV. In this case, the conversion
efficiency is reduced to about 70% of the case where the CdS is used.
What is important here is not the absolute value of the electron affinity of the
light-absorption layer or the electron affinity of the window layer, but the difference
therebetween. Therefore, in order to form a solar cell with high conversion efficiency,
it is necessary to select a window layer having an electron affinity .chi..sub.1
satisfying 0.ltoreq.(.chi..sub.2 -.chi..sub.1)<0.5 (preferably 0.ltoreq.(.chi..sub.2
-.chi..sub.1).ltoreq.0.4) with respect to the light-absorption layer having an electron
affinity .chi..sub.2 (eV). For example, when the Ga concentration of the CIGS film is
changed, the band gap increases, and the electron affinity decreases.
Therefore, a solar cell with a high efficiency can be obtained by using a window layer
having an electron affinity difference within the range from 0 to 0.5 eV even with
respect to the CIGS film having a band gap that allows the most efficient conversion
from solar light to electric energy.
In this example, the CIGS film on the surface of which a thin n-type Cu(In, Ga).sub.3
Se.sub.5 layer was formed was used as the p-type semiconductor for the
light-absorption layer. However, the same results were obtained with a p-type CIGS
film that was coated with an n-type CIGS or a p-type CIGS film whose surface was
covered with a highly resistive Cu(In, Ga)S.sub.2 layer.
Example 2
In Example 2, first, a method for producing the Zn.sub.1-X Mg.sub.x O film, which is
formed as the semiconductor layer 14 (window layer), and the characteristics thereof
will be described. The Zn.sub.1-X Mg.sub.X O film was formed by cosputtering from
two targets of ZnO and MgO. The composition ratio of the Zn and Mg was controlled
by changing the high frequency power applied to the two targets. The measurement of
the produced Zn.sub.1-X Mg.sub.X O film by X ray diffraction revealed that the
crystals were oriented significantly to the c axis and were in monophase until X was
0.3 (Zn.sub.0.7 Mg.sub.0.3 O), and diffraction based on the structure of ZnO was
observed significantly until X was 0.5 (Zn.sub.0.5 Mg.sub.0.5 O) In the case where an
electronic device is to be formed, in general, it is advantageous to use a monophase
semiconductor or dielectric, because current loss or voltage loss is small. Therefore, a
preferable range of X is 0<X<0.5 in the composition ratio when the Zn.sub.1-X
Mg.sub.X O film is used in an electronic device.
Next, the relationship between the optical-absorption coefficient and the photon
energy was calculated by measuring the transmittance of the Zn.sub.1-X Mg.sub.X O
films having different composition ratios. FIG. 9 shows the results of the calculation.
In FIG. 9, .upsilon. represents the frequency of incident light, and .alpha. represents
the optical-absorption coefficient. The optical band gap can be obtained from the
extrapolated line of the data plotted with respect to each film with a particular
composition ratio. The optical band gap of ZnO is about 3.24 eV, and the optical band
gap increases with increasing Mg content ratio. As the band gap increases, the
electron affinity becomes small, so that the electron affinity can be controlled by
changing the content ratio of Mg.
A calculation was performed with respect to the changes in the difference between the
electron affinity of the CIGS film and the electron affinity of the Zn.sub.1-x Mg.sub.x
O film when the content ratio of Mg in the Zn.sub.1-x Mg.sub.x O film was changed.
FIG. 10 shows the results of the calculation. The calculation was carried out in the
following manner. First, with respect to each of the Zn.sub.1-x Mg.sub.x O film and
the CIGS film, the difference (E.sup.VBM.sub.CL) between the core level of the film
and the valence band maximum was measured by X-ray photoelectron spectroscopy
(XPS). Then, the difference (.DELTA.E.sub.CL) in the core level between the
Zn.sub.1-x Mg.sub.x O film and the CIGS film was calculated from the results of the
measurement. Then, substituting these values in equation (1) below derives the
difference .DELTA.E.sub.V (valence band offset) in the level of the valence band
between the Zn.sub.1-x Mg.sub.x O film and the CIGS film. Next, equation (2)
derives the difference .DELTA.E.sub.C in the electron affinity between the Zn.sub.1-x
Mg.sub.x O film and the CIGS film. The band gap Eg(ZnMgO) of the Zn.sub.1-x
Mg.sub.x O film and the band gap Eg(CIGS) of the CIGS film can be measured from
the light transmission characteristics or reflection characteristics and the changes in
the quantum efficiency of the solar cell with respect to the wavelength of the incident
light.
.DELTA.E.sub.V =E.sup.VBM.sub.CL (CIGS)-EV.sup.VBM.sub.CL
(ZnMgO)-.DELTA.E.sub.CL (1)
.DELTA.E.sub.C =Eg(ZnMgO)-Eg(CIGS)-.DELTA.E.sub.V (2)
Herein, a method for calculating the electron affinity by XPS measurement has been
described. However, it also can be calculated by ultraviolet ray photoelectron
spectroscopy (UPS). In the case where the UPS method is used, since the conduction
band level can be measured, the difference in the electron affinity can be calculated
directly
Next, the characteristics of the solar cell with varied content ratios of Mg were
examined.
In Example 2, an actually produced example of the solar cell 20 of Embodiment 2 will
be described. The solar cell of Example 2 includes a Cu(In, Ga)Se.sub.2 layer
containing Cd as the surface semiconductor layer 13a on the surface of the
semiconductor layer 13. Furthermore, in the solar cell of Example 2, a Zn.sub.1-x
Mg.sub.x O film was used as the semiconductor layer 14 (window layer).
In Example 2, first, a Mo electrode film is formed on a glass substrate, and a
Cu(In.sub.0.08, Ga.sub.0.2)Se.sub.2 (CIGS) film as the semiconductor layer 13
(light-absorption layer) was formed thereon. The Mo film and the Cu(In, Ga)Se.sub.2
film were formed in the following manner (see Japanese Journal of Applied Physics,
vol. 34, L1141, 1995). First, the Mo film was formed by sputtering in an Ar gas
atmosphere. The thickness of the film was about 1 .mu.m. Then, the Cu(In,
Ga)Se.sub.2 film was formed by deposition with three stages. In the first stage, a (In,
Ga).sub.2 Se.sub.3 film was formed at a substrate temperature of 350.degree. C. on
the Mo film. Then, in the second stage, the substrate temperature was raised to
500.degree. C. or more so that Cu and Se were deposited to form a Cu(In,
Ga)Se.sub.2 film where the composition ratio of Cu is excessive. In the last stage, In,
Ga and Se were deposited simultaneously so as to form a Cu(In, Ga)Se.sub.2 film
where the composition ratio of (In, Ga) was slightly in excess. The thickness of the
Cu(In, Ga)Se.sub.2 film was about 2 .mu.m.
Next, a surface semiconductor layer made of Cu(In, Ga)Se.sub.2 doped with Cd was
formed on the surface of the CIGS film by immersing the CIGS film in an aqueous
solution of cadmium nitrate and ammonia. Then, a Zn(O, S) film (10 nm thick) as the
semiconductor layer 21 (buffer layer) was formed on the semiconductor layer 13 by
chemical bath deposition. The electron affinity of this Zn(O, S) buffer film is at least
0.5 eV smaller than that of the CIGS film, and the conduction band level of the Zn(O,
S) film is higher in the energy position than the CIGS film.
Thereafter, Zn.sub.1-x Mg.sub.x O films (0.1 .mu.m thick) with varied content ratios
of Mg were formed as the semiconductor layer 14 (window layer) on the Zn(O, S)
film. The Zn.sub.1-x Mg.sub.x O film was formed in the above-described manner.
Thereafter, an ITO film (0.1 .mu.m thick) was formed as the upper electrode film 15
on the semiconductor layer 14 by sputtering. Furthermore, the interconnection
electrode 17 and a MgF.sub.2 (0.12 .mu.m thick) as the anti-reflection film 16 were
formed on the upper electrode film 15. Thus, the solar cell 20 was produced.
FIG. 11 shows the current-voltage characteristics when X is 0.03, that is, the
Zn.sub.0.97 Mg.sub.0.3 O film was used as the window layer. In this case, the
conversion efficiency was 16.0%. This is substantially the same as the efficiency of
the solar cell using a CdS film as the window layer. Next, FIG. 12 shows the changes
in the conversion efficiency with respect to the content ratio of Mg. When Mg is
added, the efficiency improves about 30% from that of the solar cell using ZnO alone.
The difference (.chi..sub.2 -.chi..sub.1) between the electron affinity .chi..sub.1 (eV)
of the ZnO film used herein and the electron affinity .chi..sub.2 (eV) of the CIGS film
is about -0.1 (eV). Thus, since the conduction band level of the ZnO window layer is
low, recombination increases at the interface between ZnO and Zn(O, S). Therefore,
the conversion efficiency of the solar cell is reduced. On the other hand, when Mg is
added, as shown in FIG. 9, the band gap increases, and the electron affinity decreases,
so that the offset with the CIGS film (.chi..sub.2 -.chi..sub.1) becomes positive, and
the recombination rate at the interface is reduced. Thus, the conversion efficiency
improves. In the solar cell of Example 2, the efficiency is not substantially changed
even if the content ratio of Mg increases to the vicinity of 0.2. This is believed to be
because the offset (.chi..sub.2 -.chi..sub.1) is in the range of 0.5 eV or less. Thus, the
conversion efficiency can be improved by using the Zn.sub.1-x Mg.sub.x O film with
which the electron affinity can be controlled.
In Example 2, the Zn.sub.1-x Mg.sub.x O film was formed by cosputtering from two
targets of ZnO and MgO. However, the Zn.sub.1-x Mg.sub.x O film can be formed by
using a sintered target of (ZnO+MgO) comprising an arbitrary MgO that has been
added previously. Furthermore, the same effects can be obtained even in the presence
of impurities such as Al.sub.2 O.sub.3 in a small amount that cannot change the
crystal structure of ZnO in the Zn.sub.1-x Mg.sub.x O film. In this example, the
Zn(O,S) film, which is a highly resistive n-type semiconductor was used as the
semiconductor layer 21 (buffer layer) having a small electron affinity, but the same
effects can be obtained with a ZnS film or the like having an offset with the CIGS
film of 1.3 eV or more. Furthermore, in this example, the very thin n-type surface
semiconductor layer that is doped with Cd is formed on the surface of the p-type
CIGS film. However, even if this surface semiconductor layer is not formed, the solar
cell of this example using the Zn.sub.1-x Mg.sub.x film as the window layer achieves
higher efficiency than a conventional solar cell using a ZnO film.
Example 3
In Example 3, an actually produced example of the solar cell 10a of Embodiment 1
will be described. In Example 3, a glass substrate as the substrate 11, a Mo film as the
lower electrode film 12, Cu(In, Ga)Se.sub.2 as the semiconductor layer 13
(light-absorption layer), a Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film (0<Y<1) having a
different electron affinity as the semiconductor layer 14 (window layer), ITO as the
upper electrode film 15, and MgF.sub.2 as the anti-reflection film 16 were used. A
Cu(In, Ga)Se.sub.2 film was formed as the surface semiconductor layer 13a on the
surface of the semiconductor layer 13.
In the solar cell of Example 3, since the electron affinity of Al.sub.2 O.sub.3 is
smaller than that of ZnO, it is expected that the electron affinity can be controlled by
adding Al.sub.2 O.sub.3 to the ZnO film. The Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film
was formed by cosputtering from two targets of ZnO and Al.sub.2 O.sub.3. The
composition ratio of Zn and Al was controlled by high frequency power applied to the
two targets. FIG. 13 shows the changes in the conversion efficiency of the solar cell
with respect to the Al content ratio. The conversion efficiency in the vertical axis in
FIG. 13 is normalized with respect to the conversion efficiency hen ZnO is used. The
conversion efficiency of a cell using the Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film is
lower than that of a cell using the ZnO film without Al, until the ratio {Al/(Zn+Al)}
by number of atoms in the Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film reaches 0.1. This is
believed to be because the addition of a small amount of Al reduces the resistance of
the Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film so that leakage current flows. Then, when
{Al/(Zn+Al)} is from 0.2 to 0.7, the efficiency improves and is substantially constant.
This is because when the amount of Al.sub.2 O.sub.3 added increases, the electron
affinity of the film becomes smaller than that of CIGS film. Then, when {Al/(Zn+Al)}
is 0.7 or more, the efficiency decreases sharply. This is believed to be because the
difference between the electron affinity .chi..sub.1 of the Zn.sub.Y Al.sub.2-2Y
O.sub.3-2Y film and electron affinity .chi..sub.2 of the CIGS film becomes 0.5 eV or
more, so that the Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film becomes a barrier, and thus
photoexcited carriers in the CIGS film cannot flow. Thus, it was found that the
electron affinity of the Zn.sub.Y Al.sub.2-2Y film can be controlled by changing the
content ratio of Al, and the conversion efficiency can improve when {Al/(Zn+Al)} is
in the range from 0.2 to 0.7.
Furthermore, since the electron affinity of the CIGS film is changed by changing the
ratio (Ga/(In+Ga)) by number of atoms in the CIGS film, the range of the composition
ratio of Al that improves the conversion efficiency is varied. In Example 3, the
Zn.sub.Y Al.sub.2-2Y O.sub.3-2Y film was used as the window layer. However, the
same effects can be obtained with a material such as Zn.sub.Y
Ga.sub.2-2Y.sub.O.sub.3-2Y (0<Y<1) where an element of group IIIb is used instead
of Al. The optimal range of the composition ratio of the element of group IIIb for
improvement of the conversion efficiency is varied with the element used.
Example 4
In Example 4, an actually produced example of the solar cell 30 of Embodiment 3 will
be described. For the solar cell of Example 4, a glass substrate as the substrate 11, a
Mo film as the lower electrode film 12, Cu(In, Ga)Se.sub.2 as the semiconductor
layer 13, a Zn.sub.0.9 Mg.sub.0.1 O film as the semiconductor layer 14 (window
layer), ITO as the upper electrode film 15, MgF.sub.2 as the anti-reflection film 16
and an Al.sub.2 O.sub.3 film as the insulating layer 31 (buffer layer) were used. A
Cu(In, Ga)Se.sub.2 film containing Cd was formed as the surface semiconductor layer
13a on the surface of the semiconductor layer 13.
In this example, the difference (.chi..sub.2 -.chi..sub.1) between the electron
affinity .chi..sub.1 of the semiconductor layer 14 (window layer) and the electron
affinity .chi..sub.2 of the semiconductor layer 13 (light-absorption layer) is in the
range from 0 to 0.5 eV. Furthermore, the electron affinity .chi..sub.INS (eV) of the
insulating layer 31 and the electron affinity .chi..sub.2 (eV) satisfy the relationship
(.chi..sub.2 -.chi..sub.INS).gtoreq.0.5. The layers were formed in the same manner as
in Example 2. The Al.sub.2 O.sub.3 film was formed on the CIGS film by electron
beam evaporation. FIG. 14 shows the changes of the conversion efficiency of the solar
cell when the thickness of the Al.sub.2 O.sub.3 film is changed. The conversion
efficiency in the vertical axis is normalized with respect to the conversion efficiency
when the thickness of the Al.sub.2 O.sub.3 film is 0 (the Al.sub.2 O.sub.3 film is not
provided). The conversion efficiency is highest at the thickness of the Al.sub.2
O.sub.3 film of about 10 nm, and then it decreases with increasing thickness. At
thicknesses of 50 nm or more, the output was substantially reduced. The reason is as
follows. First, it is believed that when the thickness of the Al.sub.2 O.sub.3 film is
smaller than 10 nm, the coating ratio of the Al.sub.2 O.sub.3 film that coats the CIGS
film is low, so that sputtering damage is caused on a portion of the surface of the
CIGS film by collision of scattered accelerated particles or ionized gas molecular
during formation of the Zn.sub.1-X Mg.sub.X O film. Thus, it is believed that the
defect density on the interface of the CIGS film increases so that the conversion
efficiency decreases.
The conversion efficiency decreases at a thickness of the insulating layer larger than
10 nm, and decreases sharply at 50 nm or more for the following reasons. The
insulating layer Al.sub.2 O.sub.3 having a small electron affinity becomes a barrier of
the pn junction formed by the CIGS film and the Zn.sub.1-X.sub.Mg.sub.X O film.
However, when the film is thin, optical carriers tunnel through this barrier and flow to
the n-type window layer. On the other hand, when the thickness of the film increases,
the thickness of the barrier increases so that tunneling current is reduced drastically,
and therefore the efficiency drops. Therefore, in the case where the insulating layer
whose electron affinity is smaller than the electron affinity of the CIGS by 0.5 eV or
more is used as the buffer layer, it is preferable that the thickness thereof is 50 nm or
less and there is the optimal range of the thickness.
Furthermore, the same effects can be obtained even if the highly resistive
semiconductor layer described in Example 2 (the semiconductor layer whose electron
affinity is larger than the electron affinity of the light-absorption layer by 0.5 eV or
more) is used instead of the insulating layer. Moreover, the same effects can be
obtained when Ga.sub.2 O.sub.3, Si.sub.3 N.sub.4, SiO.sub.2, MgF.sub.2 or the like is
used, instead of Al.sub.2 O.sub.3, for the insulating layer.
Example 5
In Example 5, another example of the solar cell 20 of Embodiment 2 will be described.
In the solar cell of Example 5, the changes of the conversion efficiency of the solar
cell were measured when the semiconductor layer 14 (window layer) is fixed, and the
electron affinity of the semiconductor layer 13 (light-absorption layer) is changed. For
the solar cell of Example 5, a glass substrate as the substrate 11, a Mo film as the
lower electrode film 12 a CuIn(Se.sub.1-X S.sub.X).sub.2 (0.ltoreq.X.ltoreq.1)
containing S in the form of a solid solution as the semiconductor layer 13, a
Zn.sub.0.8 Mg.sub.0.2 O film as the semiconductor layer 14 (window layer), ITO as
the upper electrode film 15, MgF.sub.2 as the anti-reflection film 16 and a ZnS film
(10 nm thick) as the semiconductor layer 21 (buffer layer) were used. A
CuIn(Se.sub.1-X S.sub.X).sub.2 film containing Cd was formed as the surface
semiconductor layer 13a on the surface of the semiconductor layer 13.
CuInS.sub.2 has an electron affinity about 0.4 eV smaller than that of CuInSe.sub.2.
Therefore, the electron affinity of the semiconductor layer 13 is changed by changing
the solid solution ratio X of S. FIG. 15 shows the changes of the conversion efficiency
with respect to the solid solution ratio X of S. The conversion efficiency in the
vertical axis is normalized with respect to the conversion efficiency when the
CuInSe.sub.2 film is used (X=0).
As shown in FIG. 15, the conversion efficiency does not substantially change when
the solid solution ratio X of S is from 0 to 0.8, whereas the efficiency decreases when
X exceeds 0.8. This is believed to be caused for the following reasons. The electron
affinity of the window layer, Zn.sub.0.8 Mg.sub.0.2 O film is about 0.3 eV smaller
than that of CuInSe.sub.2. Therefore, when X is 0.8 or less, the electron affinity of the
window layer and the electron affinity of the light-absorption layer satisfy the
requirements of the solar cell of the present invention that achieves a high conversion
efficiency. On the other hand, when the solid solution ratio X of S becomes large, the
electron affinity of the CuIn(Se.sub.1-X S.sub.X).sub.2 film decreases. At this point,
the efficiency does not change in the range where the electron affinity .chi..sub.1 (eV)
of the Zn.sub.0.8 Mg.sub.0.2 O film and the electron affinity .chi..sub.2 (eV) of the
CuIn(Se.sub.1-X S.sub.X).sub.2 film satisfy the relationship 0.ltoreq..chi..sub.2
-.chi..sub.1 <0.5. However, when the solid solution ratio X of S further
increases,(.chi..sub.2 -.chi..sub.1) becomes below 0 eV, so that the efficiency is
strongly affected by recombination at the interface and drops. As seen from Examples
1 and 2, in the case where the electron affinity of the light-absorption layer becomes
small, it is necessary to form a window layer having an electron affinity suitable for it.
Thus, it is preferable to use the Zn.sub.1-X Mg.sub.X O film that can control the
electron affinity as the window layer.
In this example, the CuIn(Se.sub.1-X S.sub.X).sub.2 film is used as the
light-absorption layer. However the same results can be obtained with a
Cu(In.sub.1-X Ga.sub.X)Se.sub.2 (0.ltoreq.X.ltoreq.1) film. In this case, since the
electron affinity of CuGaSe.sub.2 film is about 0.6 eV smaller than that of
CuInSe.sub.2 film, the electron affinity is varied significantly with the solid solution
ratio X of Ga. Even if X of the Cu(In.sub.1-X Ga.sub.X)Se.sub.2 film is changed,
high conversion efficiency can be obtained by using a window layer having an
electron affinity suitable for it. Furthermore, in the Cu(In.sub.1-X
Ga.sub.X)(Se.sub.1-Y Sd.sub.Y).sub.2 film, the electron affinity is changed by the
solid solution ratio X of Ga and the solid solution ratio Y of S. However, high
conversion efficiency can be obtained by providing a window layer having an electron
affinity suitable for it. Moreover, even in a graded-type light-absorption layer where
the solid solution ratio of Ga or the solid solution ratio of S is changed in the
thickness direction, a conversion efficiency as high as above can be obtained by using
a window layer having an electron affinity 0.5 eV smaller than that of the
light-absorption layer in the depletion layer.
The preferred embodiments of the present invention have been described above.
However, the present invention may be embodied in other forms without departing
from the spirit or essential characteristics thereof For example, in the
above-embodiments, a solar cell that generates electricity by light incident from the
side opposite to the substrate has been illustrated. However, the solar cell can generate
electricity by light incident from the side of the substrate.
The embodiments disclosed in this application are to be considered in all respects as
illustrative and not limiting. The scope of the invention is indicated by the appended
claims rather than by the foregoing description, and all changes which come within
the meaning and range of equivalency of the claims are intended to be embraced
therein.
*****
3 Title:Process for producing light absorption
○
layer of solar cell
PAT. NO.:5,489,372
詳細資料:
United States Patent
5,489,372
Hirano
February 6, 1996
Process for producing light absorption layer of solar cell
Abstract
A process for producing a light absorption layer of a solar cell is disclosed, in which prior
to heat-treatment, at least two of the following steps are performed in combination: (1)
electrodeposition of a copper layer including selenium particles, (2) electrodeposition of an
indium layer including selenium particles, (3) electrodeposition of a copper layer not
including selenium, and (4) electrodeposition of an indium layer not including selenium.
Control of copper, indium, and selenium contents becomes easier with this process.
Inventors: Hirano; Tomio (Susono, JP)
Assignee: Fujitsu Limited (Tokyo, JP)
Appl. No.: 302976
Filed:
September 12, 1994
Foreign Application Priority Data
Sep 16, 1993[JP]
Current U.S. Class:
5-230011
205/109; 136/264; 136/265; 205/170; 205/182;
205/224; 205/225; 205/227; 205/228; 257/E31.027;
427/76; 438/95; 438/930
C25D 015/00; H01L 031/18
Intern'l Class:
205/109,170,182,224-225,227-228 437/5 427/76
136/264,265
Field of Search:
References Cited [Referenced By]
U.S. Patent Documents
5275714
Jan., 1994
Bonnet et al.
205/109.
Foreign Patent Documents
WO92/05586
Apr., 1992
WO.
WO94/29904
Dec., 1994
WO
205/109.
Primary Examiner: Weisstuch; Aaron
Attorney, Agent or Firm: Armstrong, Westerman Hattori, McLeland & Naughton
Claims
What is claimed is:
1. A process for producing a light absorption layer for a solar cell, comprising the
steps of:
implementing at least two steps, in combination, of forming on a conductive substrate
(1) an electrodeposited copper layer which contains dispersed selenium particles by
use of a copper plating bath with a dispersion of fine particles of selenium suspended
therein and (2) forming an electrodeposited indium layer thereon which contains
dispersed selenium particles by use of an indium plating bath with a dispersion of fine
particles of selenium suspended therein to form a multi-layer electrodeposited layer
including copper, indium, and selenium on said conductive substrate; and
heat-treating the multi-layer electrodeposited layer to convert it into a ternary alloy
layer of copper-indium-selenium.
2. The process according to claim 1, wherein said copper plating bath is a sulfamic
acid type electrodeposition bath which contains cupric ions and is mixed with fine
selenium powder.
3. The process according to claim 1, wherein said indium plating bath is a sulfuric
acid type electrodeposition bath which contains indium and is mixed with fine
selenium powder.
4. A process for producing a light absorption layer for a solar cell, comprising the
steps of:
implementing at least two steps, in combination, of forming on a conductive substrate
(1) an electrodeposited copper layer which contains dispersed selenium particles by
use of a copper plating bath with a dispersion of fine particles of selenium suspended
therein and (2) forming an electrodeposited indium layer thereon by use of an indium
plating bath to form a multi-layer electrodeposited layer including copper, indium,
and selenium on said conductive substrate; and
heat-treating the multi-layer electrodeposited layer to convert it into a ternary alloy
layer of copper-indium-selenium.
5. The process according to claim 4, wherein said copper plating bath is a sulfamic
acid type electrodeposition bath which contains cupric ions and is mixed with fine
selenium powder.
6. The process according to claim 4, wherein said indium plating bath is sulfuric acid
type electrodeposition bath which contains indium sulfate.
7. A process for producing a light absorption layer for a solar cell, comprising the
steps of:
implementing at least two steps, in combination, of forming on a conductive substrate
(1) an electrodeposited copper layer by use of a copper plating bath and (2) forming
an electrodeposited indium layer thereon which contains dispersed selenium particles
by use of an indium plating bath with a dispersion of fine particles of selenium
suspended therein to form a multi-layer electrodeposited layer including copper,
indium, and selenium on said conductive substrate; and
heat-treating the multi-layer type electrodeposition layer to convert it into a ternary
alloy layer of copper-indium-selenium.
8. The process according to claim 7, wherein said copper plating bath is a sulfuric
acid type electrodeposition bath which contains cupric sulfate.
9. The process according to claim 7, wherein said indium plating bath is a sulfuric
acid type electrodeposition bath which contains indium and is mixed with fine
selenium powder.
Description
BACKGROUND OF THE INVENTION
1) Field of the Invention
The present invention relates to a process for producing a light absorption layer of a
solar cell which layer consists of a compound semiconductor of Group IB, Group 3A,
and Group 6A of the periodic table. More specifically, the present invention relates to
a process for producing a light absorption layer of a solar cell which layer consists of
a ternary alloy comprising copper-indium-selenium.
2) Description of the Prior Art
A solar cell is a device to convert light energy into electrical energy and is normally
composed of a light-transmitting electrode, a light absorption layer consisting of a
photoelectric semiconductor, and an electrode laminated sequentially on an insulating
substrate. As for the photoelectric semiconductor, it has been considered that the
highest efficiency for photoelectric conversion is given by a thin layer of ternary alloy
of copper-indium-selenium, the atomic ratios of which are 1:1:2. However, it has been
difficult to control the thickness of the thin layer of the alloy while controlling the
ratios of the three components.
That is, in the production of the light absorption layer by vapor deposition which has
been widely employed for the formation of thin layers, it has been very difficult to
control exactly the ratios of copper, indium, and selenium. In a process for alloying
the vapor deposited layer after each component has been deposited, it has also been
difficult to attain a uniform alloy. In addition, such alloying method tends to cause
fluctuation of the composition in a heat treatment step and also has a problem of high
production cost for forming a light absorption layer having a large area. Further,
although thin films of copper, indium, or alloys thereof can be formed by electrolytic
plating at a relatively low cost, electrodeposition of selenium is not easy.
Recently, a process for producing a light absorption layer of ternary alloy of
copper-indium-selenium has been proposed, in which a copper-indium layer with
dispersed selenium particles is formed by using an alloy electrodeposition bath of
copper and indium, in which a dispersion of fine selenium particles is suspended, and
the thus formed deposition layer is alloyed in such a manner as disclosed in PCT
Publication No. WO 92/05586. However, according to this process, it is required to
balance the conditions in the electrodeposition bath, such as pH, temperature,
concentration of metal ions, current density, stirring speed, and the like in order to
control the composition of the electrodeposited layer. Such control is relatively easy if
the constituents are copper and indium; however, there is difficulty in controlling the
amount of selenium particles contained in the deposit. Accordingly, it has been very
difficult to produce the light absorption layer of the solar cell in a stable manner with
good performance.
It is therefore an object of the present invention to eliminate the problems encountered
with the prior art method and to provide an improved process for producing in a stable
manner a light absorption layer of a solar cell which comprises a ternary alloy of
copper-indium-selenium having an atomic ratio controlled to be in a desired narrow
range.
SUMMARY OF THE INVENTION
According to the present invention, a light absorption layer of a solar cell is provided
having a preferred atomic composition and thickness and excellent crystallinity. The
present invention for obtaining such light absorption layer comprises a combination of
steps selected from a series of steps of forming an electrodeposited copper layer
which contains dispersed selenium particles by employing a copper plating bath with
a dispersion of fine particles of selenium suspended therein, forming an
electrodeposited indium layer which contains dispersed selenium particles by
employing an indium plating bath with a dispersion of fine particles of selenium
suspended therein, forming an electrodeposited copper layer by employing a copper
plating bath, and forming an electrodeposited indium layer by employing an indium
plating bath. By properly selecting a combination of the enumerated steps, an
electrodeposited layer consisting of a plurality of plated layers comprising three
constituents, i.e., copper, indium, and selenium is formed on a conductive substrate.
The thus formed electrodeposited layer is then converted into a ternary alloy layer of
copper-indium-selenium by a heat-treatment.
DETAILED DESCRIPTION OF THE INVENTION
In one aspect of the present invention for producing a light absorption layer of a solar
cell, a multi-layer type electrodeposited layer comprising three constituents, i.e.
copper, indium, and selenium is formed on a conductive substrate by implementing, in
combination, at least two electrodeposition steps: (1) forming an electrodeposited
copper layer which contains dispersed selenium particles by employing a copper
plating bath with a dispersion of fine particles of selenium suspended therein, and (2)
forming an electrodeposited indium layer which contains dispersed selenium particles
by employing an indium plating bath with a dispersion of fine particles of selenium
suspended therein. The thus formed electrodeposited layer is then converted into a
ternary alloy layer of copper-indium-selenium by a heat-treatment.
In another aspect of this invention for producing a light absorption layer of a solar cell,
a multi-layer type electrodeposited layer comprising three constituents, i.e. copper,
indium, and selenium is formed on a conductive substrate by implementing, in
combination, at least two electrodeposition steps: (1) forming an electrodeposited
copper layer which contains dispersed selenium particles by employing a copper
plating bath with a dispersion of fine particles of selenium suspended therein, and (2)
forming an electrodeposited indium layer by employing an indium plating bath. The
thus formed electrodeposition layer is then converted into a ternary alloy layer of
copper-indium-selenium by a heat-treatment.
In still another aspect of this invention for producing a light absorption layer of a solar
cell, a multi-layer type electrodeposited layer comprising three constituents, i.e.
copper, indium, and selenium is formed on a conductive substrate by implementing, in
combination, at least two steps: (1) forming an electrodeposited copper layer by
employing a copper plating bath, and (2) forming an electrodeposited indium layer
which contains dispersed selenium particles by employing an indium plating bath
with a dispersion of fine particles of selenium suspended therein. The thus formed
electrodeposition layer is then converted into a ternary alloy layer of
copper-indium-selenium by a heat-treatment.
As mentioned above, while it is very difficult to control the composition of the layer
to be within a desired range when electrodepositing the three constituents at the same
time, however, it is relatively easy to control two constituents of the layer, such as in
copper plating with dispersed selenium particles and indium plating with dispersed
selenium particles. According to the present invention, it is possible to control the
ratios of the constituents of the composition to be within a desired range by depositing
each layer in succession and adjusting the thickness of each by selecting from a
combination of a copper layer with dispersed selenium particles, an indium layer with
dispersed selenium particles, a copper layer not containing selenium, and an indium
layer not containing selenium .
The present invention will be illustrated in more detail by the EXAMPLES taken in
view of the Reference Examples which follow below.
Reference Example 1
An electrodeposited copper layer having a thickness of 1 .mu.m was formed by
conducting the electrodeposition thereof for five (5) minutes at a current density of 1
A/dm.sup.2 using a sulfuric acid type electrodeposition bath which contained 0.8
mol/1 of cupric sulfate, wherein a glass substrate having a molybdenum thin film
electrode on the surface thereof was employed as the cathode.
Reference Example 2
An electrodeposited indium layer having a thickness of 1 .mu.m was formed by
conducting the electrodeposition thereof for three (3) minutes at a current density of 1
A/dm.sup.2 using a sulfuric acid type electrodeposition bath which contained 0.1
mol/1 of indium sulfate, wherein a glass substrate having the same molybdenum thin
film electrode as in Reference example 1 was utilized as the cathode.
Reference Example 3
An electrodeposited copper layer continuing selenium particles and having a thickness
of 6.0 .mu.m was formed by conducting the electrodeposition thereof for six (6)
minutes with stirring at a current density of 5 A/dm.sup.2, using a sulfamic acid type
electrodeposition bath which contained 0.5 mol/1 of cupric ion and mixed with fine
selenium powder of 30 g/1, wherein a glass substrate having the same molybdenum
thin film electrode as in Reference example 1 was utilized as the cathode. The thus
obtained electrodeposited copper layer was analyzed and it was found that 32.1 mol %
copper and 67.9 mol % selenium were contained therein.
Reference Example 4
An electrodeposited indium layer containing selenium particles and having a
thickness of 3.3. .mu.m was formed by conducting the electrodeposition thereof for
five (5) minutes with stirring at a current density of 2 A/dm.sup.2 in a sulfuric acid
type electrodeposition bath which contained 1.0 mol/1 of indium and mixed with fine
selenium powder for 20 g/1, wherein a glass substrate having the same molybdenum
thin film electrode as in Reference example 1 was utilized as the cathode. The thus
obtained electrodeposited indium layer was analyzed and it was found that 65.0 mol
% indium and 35.0 mol % selenium were contained therein.
EXAMPLE I
A laminated layer having a molar ratio of 1:1:2.6 for copper: indium: selenium was
formed by electrodepositing an indium layer containing selenium particles and having
a thickness of 3.3 .mu.m, under the same conditions as in Reference Example 4, on an
electrodeposited copper layer containing selenium particles and having a thickness of
6.0 .mu.m and formed under the same conditions as in Reference Example 3. Then,
this laminated layer was inserted into a vacuum furnace for heat treatment together
with a boat filled with selenium powder. The heat-treatment was implemented at
200.degree. C. for 1 hour and then at 400.degree. C. for 2 hours after evacuating the
atmosphere therein to a 10.sup.-3 Torr. A p-type light absorption layer for a solar cell
having excellent crystallinity and a molar ratio of 1:1:2 for the copper: indium:
selenium was obtained.
EXAMPLE II
A laminated layer having a molar ratio of 1:1:2.1 for copper: indium: selenium was
formed by electrodepositing an indium layer not containing selenium and having a
thickness of 2.2 .mu.m, under the same conditions as in Reference Example 2, on an
electrodeposited copper layer containing selenium particles and having a thickness of
6.0 .mu.m and formed under the same conditions as in Reference Example 3. Then,
this lamination layer was heat-treated under the same conditions as in EXAMPLE 1.
A p-type light absorption layer for a solar cell having excellent crystallinity and a
molar ratio of 1:1:2 for the copper: indium: selenium was obtained.
EXAMPLE III
A laminated layer having a molar ratio of 2:2:1 for copper: indium: selenium was
formed by electrodepositing an indium layer containing selenium particles and having
a thickness of 3.3 .mu.m, under the same conditions as in Reference Example 4, on an
electrodeposited copper layer having a thickness of 1.0 .mu.m and formed under the
same condition as in Reference Example 1. Then, this lamination layer was
heat-treated under the same conditions as in EXAMPLE I. A p-type light absorption
layer for a solar cell having excellent crystallinity and a molar ratio of 1:1:2 for the
copper: indium: selenium was obtained.
It is to be understood by those skilled in the art that the foregoing description relates
only to preferred embodiments of the present invention and various changes and
modifications may be made in the invention without departing from the spirit and
scope thereof.
*****