Materials Science and Engineering A 375–377 (2004) 120–126
Development and applications of ultrafine aluminium powders
Martin Kearns
The Aluminium Powder Company Limited, Forge Lane, Minworth, Sutton Coldfield, B76 1AH, UK
Abstract
Over the last 20 years or so, a variety of new technologies has been developed to produce sub-micron powders. Among the products
attracting interest is nanoaluminium which is being evaluated in specialist propulsion and exothermic end-uses. This paper examines the
advances made in ‘nanopowder’ production in the context of the existing aluminium powder industry where finest commercial grades have
a median size of ∼6 m (one or two orders of magnitude coarser than nanopowders) and which today supplies the markets being targeted
by nanopowders with coarser, but effective products. Are there genuine market opportunities for nanoaluminium and if so, how will they be
produced? One the one hand there are the novel nanopowder production methods which are high yielding but generally slow and costly, while
on the other, there is the very fine fraction from conventional atomising routes which generate a very low yield of sub-micron powder but which
nevertheless can translate into a meaningful rate as part of the bulk production. Can conventional routes ever hope to make sufficient volumes
of nanopowders cost effectively and which will be the favoured routes in future? Moreover, what of the ‘ultrafine’ size range (∼0.5–5 m)
which is of more immediate potential interest to today’s powder users. This paper seeks to identify the near term opportunities for application
of low volume/high value ultrafine and nano powders.
© 2003 Elsevier B.V. All rights reserved.
Keywords: Aluminium; Atomising; Superfines; Nanopowders
1. Introduction
Annual sales of aluminium powders and granules
(∼<1 mm) worldwide is estimated at ∼200 k tonnes per
annum (tpa) primarily comprising sales to the metallurgical,
chemical and paint and pigment industries [1]. Specialist
end uses include rocketry, explosives, thermal spray, powder
metallurgy, etc. The vast majority of powders are produced
by conventional air or inert gas atomisation though significant quantities are made by granulation of foils. Several of
the bulk applications where aluminium is used as a powerful reductant or as a precursor in the chemical industry
attract low premiums. There is therefore an economic drive
to maximise production of superfine fractions (those defined as having median particle sizes in the range 5–15 m)
which are precursors for the manufacture of increasingly sophisticated pigments for decorative finishes on automotives
and domestic appliances.
For other end uses, such as thermal spray or powder
metallurgy, removal of superfines can be advantageous in
improving powder flow characteristics and reducing the
E-mail address: mkearns@alpoco.co.uk (M. Kearns).
0921-5093/$ – see front matter © 2003 Elsevier B.V. All rights reserved.
doi:10.1016/j.msea.2003.10.160
hazards associated with airborne superfines and associated
dust collection systems [2]. For the powder producer, there
is a drive to develop a balance of customers requiring complementary size fractions in order to sell the entire atomised
size distribution. In order to increase the value of the portfolio, gas atomising technology has focused on achieving
higher yields of fine powders to satisfy the demand for fine
pigments. The natural progression is towards nanopowders,
but with the exception of a few specialist niches, the focus is on stepwise size reductions to service established
Al powder markets. Atomising technologies are therefore
being geared towards maximising the yield of superfines.
While gas atomisation processes are generally regarded as
inefficient, with as little as 1% of applied energy being
utilised in size reduction, significant amounts of sub-micron
material are generated during atomising. It is debatable how
much further the technology can be developed to produce
superfines, but it will almost certainly be unable to bridge
the gap to nanopowder production methods (Refs. [3–11]).
Ultrafines (∼0.5–5 m) would, however, be a more realistic
target.
Fig. 1 shows a schematic relationship between ‘product
size’ and approximate price range for aluminium. In the
‘coarse’ limit, 660 kg sows or T-bars are available on the
M. Kearns / Materials Science and Engineering A 375–377 (2004) 120–126
1000
121
1000
Median Particle
Size, microns
nano
Approx.
100
price,
£/kg
Band of powder size
results
fuels
pigments
10
100
Reductants
Specialist
superfines
1.0
LME
ingot
0.1
10-9
10-6
10-3
100
10
0.1
Particle Size, m
1.0
10
3
Gas/Metal Ratio, m /kg
Fig. 1. Approximate prices for Al as a function of the product size: from
ingot to nanopowders.
LME at ∼£0.9–1.1 kg−1 and this contrasts with a quoted
price of up to £700 kg−1 for nanopowders [12]. Fig. 2 is an
approximate indication of the volumes of aluminium produced in different sizes. Without attaching too much significance to the relationship, there is a striking trend between
the world’s aluminium product capacities and the physical
size of the product—from smelter to nanopowders: this suggests an ultimate market size of 10–100 tpa.
2. Production of aluminium powders
A variety of methods is available for production of aluminium powders from the melt but the most significant
volumes of fine powders are prepared by air and gas atomisation. For gas atomisation an empirical relationship has
been determined relating the metal/gas ratio to the median
particle size. For a given molten metal flux, then increasing
the incident gas flux will reduce the median particle size
resulting in an increase in the yield of fines. The width of
particle size distribution is also dependent on the design of
the atomising head and detailed process variables and this
also affects the yield of the fine fraction.
Fig. 3. Gas/metal ratio vs. Al particle size for close-coupled atomization
processes.
The efficiency of gas atomising processes is low (typically quoted as ∼1%) and whilst several process innovations
have enabled reasonable yields of superfines to be achieved
(type and temperature of atomising gas, nozzle and manifold design), there are difficulties in achieving stable running
conditions if parameters are set to achieve very fine median
sizes.
Fig. 3 shows that the median particle size achievable by
gas atomisation [13] tends towards an asymptotic limit with
increasing gas/metal ratio, suggesting that direct atomisation of nanopowders would require unsustainable gas/metal
ratios. Nevertheless, as the median size decreases, the proportion of sub-micron product increases and while yields
will inevitably be low, this is compensated for by the fact
that the atomising process runs continuously at relatively
high throughputs (tonnes per day) compared with nanopowder methods (typically kg per day). Therefore, meaningful
net production rates may be achieved for nanopowders if
effective separation can be achieved.
3. Ultrafine aluminium powders from gas atomisation
108
World Smelting Capacity
106
Market
Volume,
Tonnes
rod
coarse
powders
104
superfines
102
nanopowders
100
10-9
10-6
10-3
Particle Size, m
Fig. 2. Approximate market size for Al as a function of product size:
from ingot to nanopowder.
100
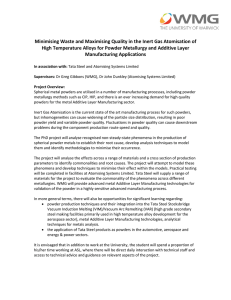
Fig. 4 shows SEM images of a fine fraction of gas atomised powder which has been separated from a coarser, gas
atomised distribution. The SEM images confirm that individual particles are effectively spherical and that there is a
large size range from ∼100 to 2000 nm. Laser particle size
analysis (Malvern Mastersizer) in Fig. 5 shows a median
size of ∼1.9 m and that there is ∼20% by mass which is
sub-micron.
The fact that atomisation has been performed in inert gas
and the particle size is relatively coarse results in a relatively
pure powder product with a relatively low oxide content.
Analysis shows that there is 0.55% oxygen and 0.02% C.
The low carbon level contrasts with levels found in some
powders produced by plasma technology [5]. Depending on
the final application, this is potentially advantageous since
it is known that adsorbed carbonaceous species can stifle
122
M. Kearns / Materials Science and Engineering A 375–377 (2004) 120–126
Fig. 4. SEM images of 2 m median size gas atomised aluminium powder.
surface activity of Al powders [14]. The specific surface
area (SSA) of this sample was determined by BET (surface
adsorption) analysis to be ∼2 m2 /g. This value is consistent with that predicted from an assumption of the oxide
thickness and the measured oxygen content of the powder.
Values measured elsewhere on fine powders are in the range
∼2–4 nm (Refs. [3–5]). Tetronics quote a typical analysis of
15% oxygen (33% Al2 O3 ) in their ‘aluminium’ nanopowder.
Fig. 6 shows the relationship between median particle size
and SSA and oxide content for selected gas atomised products. For comparison, published data for nanopowders prepared elsewhere are included in the figure. It appears that
the gradient of the relationship between the SSA and median size is <0.5 (0.5 is the value expected of monodisperse
spherical powders) while the gradient for percent oxygen
versus median size is >0.5. The deviation from the expected
gradient may indicate different size distributions and different oxide thicknesses on different particle sizes. There is
very good agreement with the values determined by Higa
et al. [6] for chemically produced powders and by Tetronics [5] for plasma-produced nanopowders. Argonide’s Alex
powder appears to have a slightly thinner oxide in relation
to its size, but overall there is a remarkably good correspon-
dence between the amount of active aluminium (oxide level)
and the particle size. Technanogy [12] claim to be able to
control oxide thickness in their product and so the relationship in Fig. 6 would not necessarily apply to their products.
Within measurement errors, Fig. 6 appears to confirm that
below 10 m, particles may be treated as spherical and have
a consistent oxide thickness. If the relationship is examined
at coarser sizes, there is a deviation towards relatively high
oxide contents and surface areas which is indicative of increasingly irregular particle shape.
It is known that fine aluminium powders (<45 m)
can form explosive mixtures with air. Indeed it is the
highly exothermic reaction of aluminium with oxygen ( H
(298 K) = −1678 kJ/mol of Al2 O3 ) that confers the desirable reducing and propulsive properties of the powder.
The hazards associated with aluminium powders have been
described recently [2] and it is not surprising that these
become more acute as the powder size reduces, particularly
below 45 m. Increased reactivity of nanoaluminium has
been commented on by Tepper [3] and Tetronics [5] and
initial explosibility tests have been conducted on the gas
atomised 2 m powder to examine its behaviour versus
SSA & %Oxygen vs Particle Size
Particle Size Distribution
100
90
80
70
60
50
40
%
30
20
10
0
100
SSA (m2/g),
%Oxygen
SSA
Oxygen
10
1
0.1
1
0.1
0.01
0.1
1
Size, microns
Fig. 5. Malvern Mastersizer size analysis: Alpoco 2 m secondary collector powder.
10
Median Particle Size, microns
Fig. 6. Relationships between median particle size and specific surface
area (SSA), oxygen content. Includes data for atomised powders and
quoted values from refs. [4,2].
10
M. Kearns / Materials Science and Engineering A 375–377 (2004) 120–126
123
Table 1
Shows a selection of explosibility data for different aluminium powders
Powder size
Sample origin
MiE (mJ)
MEC (g/m3 )
Test house
−75, +45
−38 m
6 m median
2 m median
Screened air atomised
Screened air atomised
Gas classification
Secondary filter
300–400
50–60
13
8.5
750
60
n/a
70
Chilworth
Chilworth
Chilworth
Wolfson BS 5958
Min.500
Ignition
Energy, mJ
6
Endothermic
4
Heat flow
(mW/mg)
2
400
300
+38 m powder
200
0
100
-2
0
6 m powder
2 m powder
-4
0
10
20
30
40
50
Exothermic
60
-6
Median Particle Size, microns
500
Fig. 7. Relationship between minimum ignition energy and aluminium
powder size.
550
600650
Temperature (C)
700
750
Fig. 8. DSC traces showing oxidation followed by melting of aluminium
powders.
other commercial powders. Explosibility testing is used routinely for the safe design of production plant and this uses a
20 l sphere apparatus for measuring explosion pressure transients following ignition of a dust cloud within. Among parameters characterising explosibility, the minimum ignition
energy (MiE) is a measure of the reactivity of the powder
and the minimum explosible concentration (MEC) is the
threshold concentration that will support ignition (Table 1).
Tests were done by Wolfson Electrostatics on a sample
of fine powder collected from Alpoco’s secondary filtration
system [15]. The minimum ignition energy of 8.5 mJ for
2 m aluminium powder is somewhat lower than typical
values for superfines (Fig. 7). Note that measurements on
even finer samples may be affected by agglomeration of fines
which will not allow true dispersion into the most potent
dust cloud.
The increased reactivity of superfine powders is further
confirmed by DSC analysis in air which shows the early
onset of oxidation (509 ◦ C (2 m) and 562 ◦ C (6 m)) and
the much enlarged exothermic peak areas compared with
coarser powder (see Fig. 8).
4. Production of nanopowders
Several techniques are being developed today for the manufacture of nano aluminium. With the exception of gas atomisation, exploding wire and plasma wire fragmentation, most
methods seek to grow powders from an induced gaseous
phase (a ‘bottom up’ approach rather than a fragmentation method). Table 2 lists some of the leading practitioners: Alpoco’s ultrafine gas atomised powder is included for
comparison.
In general the methods break down into chemical/pyrolysis methods and high energy plasma or current-assisted
methods. Typical production rates for nanoaluminium are
quoted at between ∼200 g/h and 2 kg/h. The fastest production route appears to be flame pyrolysis which is claimed to
be capable of delivering 1000–5000 tpa from a single reactor
for oxides and carbon black. AP Materials claim a unique
sodium flame and encapsulation technology for pyrolysis
and subsequent encapsulation of particles before agglomeration occurs. They claim advantages in scale of production
Table 2
shows a selection of manufacturing methods for nanopowders
Method
Producer
Quoted size (nm)
Production rate
Electro-explosion of wire
DC Plasma torch
Inert gas condensation physical vapor synthesis
Chemical: alane adducts
Sodium flame encapsulation (SFE)
Gas condensation
Inert gas atomisation
Argonide
Tetronics
Nanophase Technologies
US Navy
AP Materials
Technanogy
Alpoco
50–500
50–150
10–50
65–500
100 g/h
2 kg/h short run
tpa
Low
Industrial scale
kg/h per reactor
0.5 kg/h
20–200
100–5000
SSA (m2 /g)
10–15
25–30
20–60
>50
2
Reference
[3,4]
[5]
[6]
[7]
[18]
124
M. Kearns / Materials Science and Engineering A 375–377 (2004) 120–126
and low cost versus IGC. Singhal and Skandan [11] quotes
∼US$ 50 kg−1 production cost for a reactor with burner diameter of 12.5 cm scaled up to 100 tpa for oxides. Particle
size can be controlled by controlling pressure in the reactor.
Reduced pressure in flame pyrolysis leads to rapid quenching and fine particles, but at normal pressure there is an opportunity for coarsening by coalescence.
Nanophase Technologies employs plasma evaporation of
a metal substrate followed by cooling with carrier gas and
collection (physical vapour synthesis (PVS) or inert gas
condensation (IGC)). The conditions in the carrier stage
can determine size and level of agglomeration. Alumina
with median size 10–50 nm can be produced with SSA of
15–90 m2 /g. Nanoalumina is offered at ∼US$ 200 kg−1 . The
IGC method involves evaporation of the precursor followed
by homogeneous nucleation/condensation of powder in a
low partial pressure of inert gas. Importance is placed on
control of the colloidal behaviour of nanoaluminium and
complementary coating technology enables subsequent dispersion.
Technanogy also operates an IGC method (reactor output ∼lbs/h) and claim techniques for control of particle size
within ±10 nm and control of oxide thickness between 1
and 5 nm [12]. They expect to deliver 20 t nanoaluminium
products in 2002. The SSA is >50 m2 /g and the main application is in propulsion where the goal is to increase effective
payload of space vehicles. IGC methods are also operated
by Nanoproducts Inc., who describe preparation of a precursor solution of the required stoichiometry which is then
subjected to plasma evaporation. Higa et al. [6] have a solution method for decomposition of solutions using transition
metal catalysts. Choice of catalyst and concentration of reactants determines particle size. In general, chemical methods
appear to be advantageous in giving tight size distributions
and low impurity levels but production rates are relatively
low.
Argonide operate a unique exploding wire method for
making aluminium powders by passing high currents
through fine wires. This is a semi-continuous process and
the plasma formed subsequently condenses to form fine
particles (∼100 nm) in an argon gas environment. This requires expensive equipment and production rates are low.
Tetronics’ DC Plasma route also has a wire feed, but the
application of a plasma torch results in significantly finer
particle sizes (see Table 2) and a noticeable level of carbon
pick up (∼2.4 w/o) and other significant impurity levels.
The very high surface area of nanopowders generally means
that they are prone to adsorb impurities from the manufacturing environment. Other highly energetic sources such
as spark discharge are also being applied to production of
nanopowders (e.g. CyTerra Corp., Advanced Materials and
Processes, November 2001).
The extremely high reactivity of fresh nanopowders
means that each technique has a method for collecting the
product in an inert atmosphere and must ensure a controlled
passivation (e.g. controlled oxidation, salt or organic coat-
ing) before onward processing can be done safely (this is
described in Section 6).
5. Demand for ultrafine and nanopowders?
Demand for ultrafine and nanopowders can be expected
from several quarters. Paint and pigment producers have
driven the demand for finer powders for making products
with high covering power and novel aesthetics. The pigment
producers are interested in finer and more consistent products, because these will improve still further the covering
power of the pigment. Allied to this, there are some consumers who produce conductive pastes and inks for electronic devices. As miniaturisation continues, so the need
to offer thinner and more uniform/consistent coatings will
grow.
Most of the projected applications for nanoaluminium aim
to exploit the vast quantities of energy stored in nanoaluminium. Fuels for space and naval vehicles and propellants
for the military are perhaps the areas of greatest interest for
application of nanoaluminium. Aluminium powder is used
today in solid rocket boosters, e.g. for the Space Shuttle and
Ariane 5 and there is an ongoing drive to reduce launch
costs and increase payload. Tetronics refer to an increase in
burn rate of between 2 and 10× when using nano versus
regular aluminium powder fuel [5] and this is in line with
Argonide’s claim that their ‘Alex’ nanoaluminium doubles
the burning rate and increases manoeuvrability and thrust
compared with standard 20 m sized spherical aluminium
powder [3,4].
Tepper describes a means for capturing their products
directly in kerosene to produce a powerful fuel which is
fully consumed before it exits the engine giving maximum
burn efficiency. At the same time, it is clear that reliability and consistency are critical for successful missions
and qualification trials will rightly be highly demanding.
There is interest in the potential of the turbulent reaction
of finely divided aluminium in contact with water to propel
super-cavitating naval vehicles and ordnance [16]. Specialist military pyrotechnics is another potential market:
super-thermitic reactions are described by Lowe [12] which
can be of particular interest for pyrotechnics, primers,
detonators, etc.
Powder metallurgy is an underdeveloped market for
aluminium: a consequence of the difficulties in sintering
powders with such a tenacious oxide layer. While nanosize
powders will never be a commercial prospect for bulk PM,
there is evidence that as initiators they could stimulate developments in Al and ferrous systems. Tepper [3] reports
that pressed pellets with other powders such as B, Ni can
be made to react at low temperatures and reference has
been made to in situ formation of NiAl coatings. The use of
conventional superfine (6 m) aluminium powder as a sintering aid for stainless steels has already been demonstrated
by Degnan et al. [17]. In this case local thermitic reduction
M. Kearns / Materials Science and Engineering A 375–377 (2004) 120–126
1000
Dendrite Arm
Spacing,
100
microns
Gravity
Casting
Die
Cast
10
Spun
Granule
Gas
Atomised
1.0
Water
Rapid
Solidification
Splat/Ribbon
0.1
0.01
-3
-1
1
3
5
7
9
methods are critical [2]. It may be desirable for the product to be kept as active as possible, but unpassivated Al is
pyrophoric and can not be safely air-freighted. Added care
is required in the containment, packaging and transport of
these products.
Various producers refer to controlled oxidation, varying
thickness of the oxide film [12], capture in organic media,
coating with salt or hydrophobic species, etc. Specific methods will be geared towards certain end uses and it will be
important to characterise the metastability and reproducibility of reactivity of such species if their ultimate performance
is determined by the state of the film. Preservation of the
surface condition during subsequent processing will need
to be ensured for applications as critical as rocketry where
a long shelf life is required and performance is absolutely
paramount.
Exponent (x) of Cooling Rate, 10x Ks-1
Fig. 9. Relationship between cooling rate and microstructural refinement.
(2Al + Cr2 O3 (surface oxide) = 2Cr + Al2 O3 ) generates
heat to initiate early reaction.
Groza [18] reports that early sintering of nanopowders can
occur at∼0.2 Tm for, e.g. Fe, W compared with ∼0.5 Tm for
conventional sintering. Tetronics report the onset of an oxidation exotherm at ∼538 ◦ C and Argonide at 548 ◦ C (measured by DSC [5], DTA [19]). The attraction of nanopowders
in this sense is not only in accelerated, lower cost sintering,
but in allowing processing on thermally sensitive substrates,
e.g. electronic interconnects described above. Another example is in the joining of dissimilar materials using a reactive interlayers, e.g. joining stainless steel to aluminium.
In addition to sintering aids, then ultrafine alloy powders
will also have interesting properties and strength levels are
expected to be much enhanced as grain size decreases. In
particular, dispersion hardening alloys should attain high
strength and toughness. Such powders could be of interest
for surface application via cold or thermal spraying techniques [20]. Fig. 9 shows a schematic of the cooling rate
versus particle size. Rapid solidification in finer powders
confers desirable microstructural refinement that is exploited in some powder metallurgical products to achieve,
e.g. optimum dispersion strengthening or superplastic forming properties in consolidated parts [21].
Metallurgical reduction processes: Ultrafine aluminium
may be exploitable in some metallurgical processes, e.g. to
enhance firing rates in the exothermic production of Cr, but
there are some practical difficulties which may preclude its
use. For example, control of the reaction, safe handling of
fine mixes and extraction/collection of air-borne dust.
7. Conclusions
A variety of methods are emerging for the production of
nanosized aluminium powders which are seen as having potential for application as propellants, high power metallurgical reductants/sintering aids and high efficiency coatings in
particular. Each of the production processes discussed has
limitations: all have low throughput and some demand expensive equipment and result in high oxide and impurity
levels. Between the established superfines (5–15 m) market and the future nanosize market, an ultrafines category
may be defined between 0.5 and 5 m which could be more
accessible and of more immediate commercial interest.
Results shown here demonstrate that even at 2 m median size, there is evidence of exceptional reactivity. While
this size is at the limit of what can be produced today by
gas atomising, this may yet be a more feasible short-term
prospect for supply of meaningful quantities of powder. Little work has been done so far to characterise this fraction,
but the initial signs are that further work is merited.
Acknowledgements
Thanks are due to Prof. D.G. McCartney of the School 4M
in the University of Nottingham, for arranging SEM micrographs, to Dr. Rob Claridge of QinetiQ for arranging some
of the explosibility tests reported here and to Dr. Isaac Chang
of Birmingham University, for DSC analyses and valuable
discussions. Last, but not least, thanks to Emma Wilby and
Paul Winder of Alpoco, Anglesey, for other powder analyses.
6. Practical aspects
The very feature that makes nanopowders so attractive
for some applications, namely its high reactivity, can also
lead to problems in handling and the preservation of reactive
properties. As described above, as powder size decreases,
explosibility increases and safe collection and encapsulation
References
[1] Aluminum Association APMI Statistics, 2001.
[2] J.W. Wright, in: Proceedings of the Conference of PM in Automotive
Applications, Aluminium Powders: Hazardous or not? APMI, Troy,
MI, November 2000.
125
126
M. Kearns / Materials Science and Engineering A 375–377 (2004) 120–126
[3] F. Tepper, Int. J. Powder Metall. 35 (7) (1999) 39–44.
[4] F. Tepper, Powder Metall. 43 (4) (2000) 320–322.
[5] Tetronics Company Literature, Mark Hull, Powder Metall. 45 (1)
(2002) 8–9.
[6] K.T. Higa, et al., US Patent No. 5,885,321 (1999).
[7] http://www.apmaterials.com.
[8] J. Murakami, et al., US Patent No. 6,146,505 (2000).
[9] M.C. Roco, T.C. Lowe, M. Krebs, Adv. Mater. Processes 42–43
(2001).
[10] H. Eifert, D. Kupp, B. Gunther, Powder Metall. 43 (4) (2000) 310–
313.
[11] A. Singhal, G. Skandan, Int. J. Powder Metall. 35 (7) (1999) 45–
51.
[12] T. Lowe, Adv. Mater. Processes 63–65 (2002).
[13] J.J. Dunkley, in: Proceedings of the 1999 International Conference
on Advances in Powder Metallurgy and Particulate Materials, vol.
1, Vancouver Publishers, MPIF, Princeton, NJ, June 1999, pp. 3–12.
[14] T. Sercombe, G.B. Schaffer, Acta Mater. 49 (2001) 2671–2678.
[15] Personal Communication, Rob Claridge, QinetiQ, 2002.
[16] Scientific American, Advanced Propulsion Systems, May 2001, pp.
69–71.
[17] C. Degnan, et al., Mater. Sci. Technol. 17 (2001) 1624–1634.
[18] R. Groza, Int. J. Powder Metall. 35 (7) (1999) 59–66.
[19] M.M. Mench, K.K. Kuo, C.L. Yeh, Y.C. Lu, Combustion Sci. Technol. 135 (1998) 269–292.
[20] S.J. Harris, et al., Mater Sci. Forum 331–337 (2000) 519–526.
[21] R. Grimes, et al., in: Proceedings of the Institute of Materials
Congress 2000, Cirencester, UK, April 2000.
心得報告在下方
奈米粉體應用實務
心得報告
奈米三乙
高上龍 49814039
奈米三乙
黃俊淙 49814044
我們這次的心得報告是選用Martin Kearns的 Development and
applications of ultrafine aluminium powders,超細鋁粉的發展與
應用。
當初會選用這篇是因為感覺到對超細鋁粉似乎有點陌生,也想知道超
細鋁粉的發展與應用究竟是如何,所以就決定採用這篇來研究。
在過去的20年左右的時間,各種的新技術已開發生產亞微米粉末。在
這些產品之中,吸引興趣的是奈米鋁正在評估專家推進和放熱的最終
用途。本文在探討奈米粉體的生產在現有的鋁粉行業最好的商業成績
有至6微米(一個或兩個數量級,粗比奈米粉體)和今天的中位數大
小的情況下作出的墊款用品市場通過有針對性的奈米粉體與粗糙,但
有效的產品。是否有真正的奈米鋁市場機會?若有,他們將如何產
生?
另一方面,有很高出產的新的奈米粉體的生產方式但普遍緩慢和代價
高昂,而另一方面,有非常細微的分餾是從傳統霧化生產非常低的亞
微米級粉末產量的路線,但仍然可以有高生產,一般緩慢又昂貴的新
型的奈米粉體生產方法可以轉化為有意義的成批生產的一部分。 傳
統路線希望能夠有足夠數量的奈米成本效益,這將是在未來的青睞路
線?此外,“超細”的尺寸範圍(約0.5-5微米)到今天的粉末使用
者更多直接的潛在利益是什麼。本文旨在確定低容量、高附加價值的
超細級奈米粉體中的短期應用機會。
鋁粉末和顆粒年銷售額全球據估計在200k噸每年,主要包括銷售、冶
金、化學品,油漆和顏料行業等等。
有些專門再使用超細鋁粉的專家最終用途是使用在,包括火箭,炸
藥,熱噴塗,粉末冶金,等等。可以說是應用在很多地方啊!
因為鋁有良好的導電性和導熱性,所以被使用在火箭還有炸藥方面,
具有良好的爆炸效果。
研究完這篇文章後,也大概有了初步的認知,知道了奈米鋁粉體的最
終用途,奈米鋁的市場等方面,以及它的製作生產等等。
▲圖一 鋁作為一種功能的產品尺寸近似價格:從鑄錠到奈米
▲圖二 鋁作為功能產品尺寸近似的市場規模:從鑄錠到奈米粉體
各式各樣的方法是從熔融的鋁粉生產,但空氣和氣體霧化製備超細粉
是最顯著的。粒度分佈的寬度也是依賴於設計的霧化頭和詳細過程變
量,這也影響了產量。真的感覺到做這個真不容易啊。
從這篇文章中也得知了,氣體霧化過程的效率是低的,要實現穩定的
運行條件,如果參數設置以達到非常精細的中間尺寸,這是有困難的。
▲圖三
圖三顯示出,實現氣體霧化中間的粒徑往往隨著天然氣/金屬比對漸
近極限,這表明奈米粉體的直接霧化,將需要不可持續的天然氣/金
屬比例。
在今天有幾種技術正在開發奈米鋁的製造。下方的表1列出了一些領
導的實踐者:Alpoco的超細氣體霧化粉末進行比較。
▲表1:奈米粉末的製造方法的選擇
一般的方法分解成化學/熱解方法和高能等離子體電流輔助方法。
典型的生產奈米鋁報價在200克/小時~2公斤/小時之間。
最快的生產路線應該是火焰熱解法了,大概是能夠提供1000-5000萬
噸從單一氧化物和碳黑色反應堆。
超細的奈米粉體也被應用在油漆和顏料生產,所以也帶動了細粉末的
需求,它能使產品具有高覆蓋力和新穎的美觀。顏料生產商在更精
細,更一致的產品感興趣,因為這將進一步改善顏料的覆蓋力。
本篇文章也說到了大多數的奈米鋁預計應用的目標是利用大量能量
存儲在奈米鋁。海軍軍事車輛燃料和推進的燃料來源是可能的最大利
益在奈米鋁的這塊應用領域。鋁粉現今被用在固體火箭的推進器,例
如太空梭和阿麗亞娜5號,是一個持續的推進器可以減少發射成本和
增加有效載荷。可以說是有很好的用處,在成本和power方面都
很棒。
也提到了鋁和水的接觸所產生的潛力,推動海軍車輛和彈藥。另外,
軍事專家也提出煙火是另一個潛在的市場,超級鋁熱劑反應在煙火、
底漆、雷管的部分。
然後粉末冶金是鋁欠發達市場,因為有很頑強的氧化層使粉末燒結困
難的的緣故。
隨著奈米粉體大小的下降,爆炸性的增加與安全的收集和封裝的方法
都是關鍵的。產品要盡可能保持活躍,這可能是可取的,但容易起化
學反應的鋁是有自燃性的,所以不能安全地空運。在控制、包裝和運
輸這些產品需要特別小心。
經過了這次的報告,閱讀了這篇英文期刊,讓我了解了不少關於奈米
級超細鋁粉的種種知識,它的發展以及應用,也讓我明白了它的重要
性。