MODELING MANUFACTURING SYSTEMS TERM PROJECT LANTECH CASE STUDY
advertisement

MODELING MANUFACTURING SYSTEMS
TERM PROJECT
LANTECH CASE STUDY
Prepared by:
Raymond Essig
Natalie Lavergne
Karine Lavoie-Tremblay
Abstract
This project will first provide the reader with a brief overview of what the Kaizen
process is, how it works, why it should be used, and the history behind it. The
introduction will then continue by explaining the key concepts of the Kaizen
process. To wrap up the introduction, we will provide a brief history on the
company and case study this project will mainly focus on, Lantech Inc.
Following the introduction, we will look at how Lantech operated before any
Kaizen events took place.
We will analyze a few pre-Kaizen subassembly
processes and the production rate of one of Lantech’s most popular products –
the Model Q Wrapper.
Using this information as a baseline, we will begin to look at the steps taken
during a five day Kaizen blitz to improve operations on the assembly floor in
order to try to increase the production rate of the Model Q Wrapper while
decreasing waste and manpower required.
Once the changes from the Kaizen Blitz have been implemented on the
manufacturing floor, we will analyze the old and the new system using two
different analysis tools. First a well know computer simulation software package,
ProModel, will be used to set up a ‘virtual’ manufacturing floor to analyze the
production rates of the Model Q Wrapper before and after the Kaizen blitz. This
model will them be used to try and optimize the production rate of the wrapper
even further. Next, techniques discussed in the book ‘Modeling and Analysis of
Manufacturing Systems’, by Ronald Askin and Charles Standridge, will be used
2
to analytically analyze the before Kaizen and after Kaizen manufacturing system
of the Model Q Wrapper.
Finally, the results of the ProModel simulation and the analytical methods will be
collected, reviewed, and then compared to the actual results which were
published in Quality Magazine. This will be followed by a summary describing
the
motivation
for
further
improvements,
financial
impacts,
ergonomic
improvements, changes in employee morale, and other impacts to Lantech Inc.
which were credited to the events of the five day Kaizen Blitz.
3
Table of Contents
Introduction
5
(Ray Essig)
Assumptions
9
(Natalie Lavergne)
Queuing Theory
13
(Ray Essig)
Flow Shop Sequencing
18
(Karine Lavoie-Tremblay)
Facility Layout
22
(Karine Lavoie-Tremblay)
Pro-Model
28
(Natalie Lavergne)
Discussion
36
(Karine Lavoie-Tremblay)
Conclusion
38
(Karine Lavoie-Tremblay)
References
39
4
Introduction
Kaizen is a process that was developed by Toyota Motor Company shortly after
World War II that attempts to improve the manufacturing operations of a
company. The word “Kaizen” means continuous, incremental improvement in an
activity, to create more value with less waste. A “Kaizen event” is a process that
a company orchestrates to try to improve their specific manufacturing operations.
There are several different types of kaizen events that can be performed. This
paper will concentrate mostly on the event know as “Kaizen Blitz”.
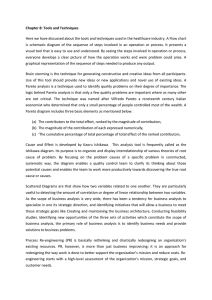
A Kaizen blitz is a kaizen event that takes place over a five-day period. In order
for this event to be successful, it must be carried out in a real time operating
environment so that the kaizen team can witness the everyday activities of the
workers on the manufacturing or assembly floor. These kaizen events should
always be held towards the end of an improvement program and should be
utilized to “fine tune” the improvement program. (A typical improvement program
utilizing kaizen can be seen in figure 1).
5
100% Lean
No Waste
Improvement process
Process
Standardization
and Improvement
Kaizen closes the
gap and applies
the finishing
touches.
Training
and
Planning
Time
Figure 1
The first step in implementing a kaizen blitz is to form a team, which will work
together from the start of the process till the end. This team should include, but
not be limited to, the following people; workers who work in the current
manufacturing system, workers who will work in the new manufacturing system,
experienced kaizen facilitators, and management personnel who have the
authority to approve and implement all changes recommended by the team.
After team selection, the team begins the next step, which is referred to as
6
“Problem Identification”. During problem identification the team determines the
problem areas where manpower and/or materials are being wasted. Once the
problem areas have been identified the team determines a goal and quantifies
what they expect the outcome to be. The next step is to gather information by
observing the current manufacturing or assembly process very closely and
record times of the operation cycles so that there is a baseline to measure
improvements from. Next, the team analyzes the information gathered in order
to establish any trends and to understand the effects of each action in the
manufacturing or assembly process.
Once the data has been analyzed, the
team begins to brainstorm to determine the root cause of the problems and to
generate new ideas and solutions to fix the problems.
Once this has been
completed, the team utilizes simulation software to test their proposed solutions
and learn the benefit of the solutions. Simulation software allows the team to try
out their solutions before spending any money or effort to modify a workstation.
Once the team has agreed upon solutions, they immediately implement these
solutions to the effected workstations. The final step of the kaizen blitz is to
check the results of the changes the team has implemented. All the results
should be recorded and the data compared to the baseline data taken earlier in
the process. A check should them be made to see if the team accomplished the
goals and objectives they set earlier in the kaizen process.
All approved
changes should be made permanent and new standards should be created to
ensure the improved conditions are retained.
7
The remainder of this report will focus on a company named Lantech Inc.
Lantech manufactures, assembles, and sells wrapping machines.
In 1989
Lantech’s original patents for their stretch-wrapping machinery expired. They
were then no longer the only company that would be manufacturing these
machines. Realizing this, the owner, Pat Lancaster, determined that he needed
to improve his current manufacturing processes to a leaner, more efficient
process. He decided the best way to accomplish this, without interrupting the
products currently being manufactured on the floor was to hold a five day “Kaizen
Blitz”. In doing this he allowed a team of 50 people from outside the company
into his company to form teams with his employees and spend five days
observing his operations, analyzing the results, and implement immediate
changes to improve efficiency and waste.
The next few sections of this report will go into specific details on some of the
changes that were made and their results. It will also contain sample
calculations and simulations to prove these results as well as investigate if further
improvements can still be made.
8
Assumptions
The first step to doing an analysis of the Lantech case was determining the basic
items involved in the manufacturing of a stretch wrapper. In order to do that, we
did some research on the internet and pulled up multiple stretch wrapper
companies including Lantech to see what the basic features of stretch wrappers
were. In addition to looking at the specification, we took some information
straight form the original article we based this case study on “Five Days to a
Better Process – Are You Ready For Kaizen”, Quality Online, June 1998. The
following reflects the basic steps we assumed for manufacturing of a stretch
wrapper throughout the balance of this project:
How to manufacture a stretch wrapper:
Assemble Switch Mounts
Assemble Wiring harnesses
Assemble Control panel
Assemble gear drive
Assemble motor
Assemble roll carriage
Assemble turntable
Final Assembly
Inspection
Shipping
These general steps are based on wrapper machine industry literature found on
the Internet.
Based on the case that stated they had fifty employees, we figured that 80% of
the employees were in manufacturing with the remaining 20% being in
management, HR etc. The total number of shop workers was thus assumed to
9
be 40. Lantech has 4 different wrapper models, the Q200, Q-300, Q-300XT and
the Q400XT. We are focusing on one assembly line, so we have ¼ of the
personnel (ie 10 people). This means that we have 1 worker per station since we
have a total of ten stations. In the article, the daily production output that
Lantech started with prior to the Kaizen events was given as 8 machines per day.
Assuming a 40-hour work week, that gave a total cycle time per machine of:
40 employees x 8 hours/ employee = 320 hours
320 hours /day / 8 machines/day = 40 hours/machine
The next step was to assume a breakdown of how that 40 hours was split over all
the operations. We assumed, based on Lantech’s past history, that the shop
was set up with a linear, sequential flow where none of the steps were concurrent
(ie once assemble of the switch mounts was completed, assembly of the wiring
harnesses began and so on). The numbers associated with each operation are
based on our own experiences since we were unable to find any useful
information in the literature. The breakdown we used was as follows:
Assemble Switch Mounts
Assemble Wiring harnesses
Assemble Control panel
Assemble gear drive
Assemble motor
Assemble roll carriage
Assemble turntable
Final Assembly
Inspection
Shipping
Total time
2 hours
5 hours
4 hours
6 hours
6 hours
4 hours
4 hours
4 hours
3 hours
2 hours
40 hours
10
Switch
mounts
Wiring
Harness
Control
Panel
Shipping
Inspection
Final
assembly
Gear
drive
Turntable
Motor
assy
Roll
carriage
Finally, we needed to assume a shop layout for this portion of the Lantech plant.
We assumed that all the 4 product lines were parallel to each other giving a total
of 40 individual blocks of the same size as shown in Table 1. This is based on
our own experiences with old factories’ layouts.
For this project, the team decided to investigate four different manufacturing
systems models seen in class and compared the results from each analysis to
the actual case results. The four different theories chosen are Queuing theory,
Flow shop sequencing, Facility layout and Pro-Model.
11
Table 1: Lantech Plant Layout (original)
Switch
Mount
Assy
Model 1
Switch
Mount
Assy
Model 2
Switch
Mount
Assy
Model 3
Switch
Mount
Assy
Model 4
INPUT
Wiring
Harness
Assy
Model 1
Wiring
Harness
Assy
Model 2
Wiring
Harness
Assy
Model 3
Wiring
Harness
Assy
Model 4
CELL LINE
Control
Panel
Assy
Model 1
Control
Panel
Assy
Model 2
Control
Panel
Assy
Model 3
Control
Panel
Assy
Model 4
Gear
Drive
Assy
Model 1
Gear
Drive
Assy
Model 2
Gear
Drive
Assy
Model 3
Gear
Drive
Assy
Model 4
Motor
Assy
Model 1
Motor
Assy
Model 2
Motor
Assy
Model 3
Motor
Assy
Model 4
Roll
Carriage
Assy
Model 1
Roll
Carriage
Assy
Model 2
Roll
Carriage
Assy
Model 3
Roll
Carriage
Assy
Model 4
Turntable
Assy
Model 1
Final Assy Inspection Shipping
Model 1
Model 1
Model 1
Turntable
Assy
Model 2
Final Assy Inspection Shipping
Model 2
Model 2
Model 2
Turntable
Assy
Model 3
Final Assy Inspection Shipping
Model 3
Model 3
Model 3
Turntable
Assy
Model 4
Final Assy Inspection Shipping
Model 4
Model 4
Model 4
OUTPUT model for each line.
12
Queuing Theory
In this section of the report we look at Lantech’s operations before and after a
Kaizen event takes place. Using the assumptions stated earlier and some actual
data taken from our reference source, we will analyze the before and after
Kaizen operations of Lantech using queuing theory techniques discussed in
class. Currently Lantech has a demand for the model Q-wrapper of 1.5 per day
or 7.5 per week. However, we know that it takes 6 hours to assemble both the
gear drive and the motor. Therefore, a linear assembly line will not allow Lantech
to meet the current demand of 1.5 machines per day (7.5 per week) during a
regular 8-hour day (40-hour week). Therefore, the majority of this section will
concentrate mostly on improving the process of the gear drive assembly
operation and the motor assembly operation, since these are the only two
operations keeping Lantech from meeting demand. Looking closer at the gear
drive assembly:
Gear drive assembly takes 6 hours:
1 machine, 6 hours
1.5 machine, 9 hours.
As you can see, since it takes 9 hours to assemble 1.5 gear drive assemblies,
demand of 1.5 per day is not met. In the past, Lantech held the patent for these
machines and was not to worry about not meeting demand, since the customers
had nowhere else to purchase their machines. However, Lantech’s patent for
these machines has expired and they are now competing with other
manufacturers. This makes meeting the demand for these machines extremely
13
important to the future of Lantech. If they do not meet the customer’s demands,
then the customers will go elsewhere to purchase these machines.
Knowing this, let’s see how Lantech can improve their operations, which currently
do not allow them to meet the customer’s demands. For a study case, let’s
investigate the gear drive assembly operation. This operation currently does not
allow Lantech to meet their customer’s demands because the assembly
operation takes too long, as was shown above.
The first thing that needs to be done is to understand the number of gear drive
assemblies in the system, number in queue, total time in assembly, and the
probability that a part will have to wait in line to begin assembly. To do this, we
will be applying the following queuing theory equations to our model to determine
how to improve the current system:
P(0) = Probability system is empty = 1-
Wq = expected time in line = /(1-)
L = time in system = /(1-)
W = Total time in system = 1/(1-)
Where: = /c , = average arrival rate, c = number of servers, and =
average service rate.
The M/M/1 queue theory is used based on a Poisson process for arrivals and
services.
14
To make the above calculations more neat and organized, they have been
programmed into a spreadsheet. The results of these calculations can be seen
in Tables 2 and 3.
Results of Queuing Theory Analysis
For the “Before Kaizen Gear Box Assembly” case, the arrival rate used was ½ =
0.5 per day. The service rate used was 8 hours/6 hours per unit = 1.33333 units
per day. Also, there is only one server making this specific product. As shown in
Table 2, the expected total time in system (W) is equal to 1.2 days. Knowing that
customer demand requires these units to be made in one day, 1.2 days is
unacceptable.
M/M/s
Arrival rate
Service rate
Number of servers
Assumes
Poisson
process for
arrivals and services.
0.5
1.33333
1
Utilization
P(0), probability that the system is empty
Lq, expected queue length
L, expected number in system
Wq, expected time in queue
W, expected total time in system
Probability that a customer waits
37.50%
0.6250
0.2250
0.6000
0.4500
1.2000
0.3750
Table 2
Therefore, something must be done to improve the service rate to allow Lantech
to meet customer demands. Lantech decides to hold a five-day Kaizen Blitz to
try to improve the assembly time. After these five days, the team has made
15
several improvements, such as installing a fixed ruler to the assembly desk (so
the assembler does not have to get a ruler, make a measurement, and put back
the ruler every time). Also, they improved the layout, which allows the assembler
to stay in one place and rotate the table around as necessary instead of walking
to a different location to install hardware. These few improvements, along with
others, improve the service time of gearbox assembly from 6 hours down to 5
hours. This gives a new service rate of 1.6 per day.
Utilizing this new service rate obtained by a five-day Kaizen Blitz, new
calculations were performed and tabulated in Table 3. Table 3 shows that the
new value for the expected time in system (W) is .9091 days. This shows that
the customer demand for 1.5 units per day will be met, with time to spare!
M/M/s
Arrival rate
0.5
Assumes Poisson process for
Service rate
1.6
arrivals and services.
Number of servers
1
Utilization
31.25%
P(0), probability that the system is empty
0.6875
Lq, expected queue length
0.1420
L, expected number in system
0.4545
Wq, expected time in queue
0.2841
W, expected total time in system
0.9091
Probability that a customer waits
0.3125
Table 3
16
Of course there is still the same issue with the motor assembly. However, the
Kaizen team worked on both assembly areas and made the same improvements,
allowing the assembly time for the motor to also decrease from 6 hours to 5
hours.
There are several other interesting calculations presented in Tables 2 and 3.
However, we are not too concerned with these in the subject of this paper. It is
however interesting to note that as the service rate is increased, the expected
time in the queue (Wq) and the expected time in the system (L) decreases. This
allows us to see that the improvements we are making in service rate are directly
affecting queue length, queue time, expected number in system and expected
time in queue. Also, the probability that we will be keeping a customer waiting
also decreases with an increase in service rate.
In conclusion, it is easy to see that the improvements made to Lantech’s
assembly operations will have a huge impact on customer satisfaction and
company profits. These improvements may seem small on a daily basis, but if
we were to compound the differences in service rates (before and after Kaizen
blitz) over one year, the results would really be quite impressive.
17
Flow shop sequencing
Based on “Modeling and Analysis of Manufacturing systems, chapter four”, we
can define sequencing versus scheduling:
“Sequencing is the process of defining the order in which jobs are to be run on a
machine.”
“Scheduling” is the process of adding start and finish time information to the job
order dictated by the sequence. Essentially, the sequence determines the
schedule.”
In this section, we will try to optimize the Lantech case by improving their flow
shop sequence. Based on our assumption of a sequential flow where none of
the steps were concurrent, we can produce a Gantt chart, Chart I, reflecting the
original flow of jobs and respective processing times for one line of products.
Chart I shows a total of 40 hours being used to fabricate one wrapper machine.
This chart also shows each of our employees being allocated to a single task.
From the information retrieved on the internet, we can make the following
changes to our assembly flow and create a precedence structure.
This structure implies that the assembly steps of “switch mounts” can be done
simultaneously with “wiring harness” before the control panel assembly. It also
implies that the assembly steps of “carriage roll” can be done at the same time as
“gear drive” and still be in sequence for the “turntable” assembly.
18
Switch
mounts
Control panel
Wiring
harness
Final
Assembly
Gear
drive
Inspection
Shipping
Motor
Turntable
Carriage
roll
Figure 2: Precedence Structure
This is considered as our first flow shop optimization. Gantt Chart II shows our
new flow of jobs, fabricating a wrapper machine in 25 hours – a 38% gain in
efficiency. This is still assuming our 40 working employees to be single task
resources.
Original case:
320 hours/day / 40 hours/machine = 8 machines/day
40 people/day x 1 day/8 machines = 5 employees/machine
Improved case:
320 hours/day / 25 hours/machine = 12.8 machines/day
40 people/day x 1 day/12.8 machines = 3.1 employees/machines
Gain:
(5 employees-3.1 employees)/5 employees *100% = 38%
19
In today’s environment, every resource has to be optimized. Being skilled at
multiple tasks is highly rewarded. For our second attempt at optimizing the
Lantech case, we will assume that our resources are skilled at operating every
machine. In fact, Lantech’s new direction is all about cultivating a more involved
and knowledgeable workforce. This training development strategy will allow
Lantech to maximize the use of its personnel on the floor and in the office.
We used the same flow sequence in Gantt Chart III than in Gantt Chart II but we
started fabricating 2 wrappers at the same time. By having our personnel
performing different tasks and be better integrated into the whole cycle, we not
only were able to fabricate 2 wrapper machines in the same time period (25
hours) but also optimized the use of our resources to 5 operators instead of 10.
The original case was producing a wrapper machine every 40 hours of total labor
time using 40 employees. Our last optimization made us realize that we can do
two wrapper machines every 25 hours of total labor time using 20 employees on
an efficient schedule. From our original case, this is a 69% gain in efficiency.
Original case:
320 hours/day / 40 hours/machine = 8 machines/day
40 people/day x 1 day/8 machines = 5 employees/machine
Improved case:
160 hours/day / 12.5 hours/machine = 12.8 machines/day
20 people/day x 1 day/12.8 machines = 1.56 employees/machines
20
Gain:
(5 employees-1.56 employees)/5 employees *100% = 69%
By using the flow shop sequencing and make our personnel multi-task resources,
we were able to optimize Lantech case efficiency by 69%.
A further step in increasing efficiency at Lantech would be to emphasize efforts
on small but continuous improvements through each step of the line. An
example could be working on taking the human error out of the process or by
rearranging the layout within a cell and cutting process time. The reader needs to
keep in mind that the amplitude of the savings might be influenced by the
exactitude of our original assumptions.
21
Facility Layout
In this section, we will try to optimize the Lantech case by improving their facility
layout. Based on our layout assumption, our original case has all the 4 product
lines parallel to each other giving a total of 40 individual blocks of the same size
as shown in Table 1. We will use the theory seen in “Modeling and Analysis of
Manufacturing systems, chapter seven” to help us identify an optimal layout.
We will first build a REL chart showing the relationship between the different
departments. The REL chart is an upper triangular matrix containing a diamond
for each pair of departments. Each diamond will show the degree of “desirability
of locating the two associated departments adjacent to each other in the
production facility.
A set of symbols may be used to indicate the level of adjacency. Let’s use letter
A, E, I, O, U, X for our case analysis, where A means a highly desirable degree
and X means a not desirable one. In our model we will consider a layout that
respects our proposed precedence structure. In the previous section “Flow shop
sequencing”, we showed a significant gain in efficiency by adopting this structure.
22
Switch
I
Wiring
E
E
Control P.
U
U
U
Gear
U
U
U
E
Motor
U
U
O
Roll car.
O
E
U
O
A
U
U
O
U
I
Inspc
E
U
E
U
U
U
I
Assy
U
U
U
E
Turntable
U
U
U
U
U
U
U
O
O
E
A
Ship
Figure 3: REL chart
Now, for calculation purpose, let’s assign a quantitative value to each letter:
V(A)
V(E)
V(I)
V(O)
V(U)
V(X)
81
27
9
3
1
-243
Now, each department can be ordered related to their total closeness rating,
TCR, defined as:
TCRi = Sum of V(rij)
for all j=1, j not equal to i, to M
where M is number of departments) and
r ij = importance of adjacency between departments i and j.
23
Let’s find the value of TCR for each of our ten departments:
TCR(SW) = V(I) + V(E) + 7V(U) = 43
TCR(WH) = V(E) +V(I) +7V(U) = 43
TCR(CP) = 5V(U) + 3V(E) + V(O) = 89
TCR(GD) = V(E) + 7V(U) + V(O) = 37
TCR(MA) = V(O) + 2V(E) + V(U) = 63
TCR(RC) = V(E) + V(I) + 3V(O) + 4V(U) = 49
TCR(TA) = 3V(E) + V(I) + 2V(O) + 3V(U) = 99
TCR(FA) = V(A) + 3V(E) + V(I) + 4V(U) = 175
TCR(IN) = 2V(A) + V(I) + 2V(O) + 2V(U) = 181
TCR(SH) = V(A) + V(E) + 2V(O) + 5V(U) = 119
We can now rank the various departments according to their TCRs:
Departments
Inspection
Final assembly
Shipping
Turntable
Control panel
Motor
Roll carriage
Switch
Wiring harness
Gear
TCR value
181
175
119
99
89
63
49
43
43
37
Table 4
Inspection is ranked first and placed in the middle of the layout. Final assembly
has the second highest score and should then be adjacent to Inspection. All
departments are allocated a position following their rank to obtain the following
layout:
24
Roll Carriage
Turntable
Final assembly
Control Panel
Switch
Gear
Motor
Inspection
Shipping
Wiring Harness
CELL LINE
INPUT
INPUT
OUTPUT
Figure 4
Total flow cost = [Sum (i=1 to M-1) {Sum (j>1)wijd(ai, aj)]}]
The original layout can be referred to in Table 1 and the modified one in Figure 4.
The precedence structure is applied in both cases. We will assume a material
handling system cost factor, hij (cost/unit distance), equals to 1 for all
departments and a flow volume, fij (trips/time) also equals to 1 for all
departments.
Wij = hij * fij = 1 for each department
Total flow cost for original layout = 15
d (Switch to Control panel) = 2
d (Wiring to Control panel) = 1
d (Control panel to Assembly) = 5
d (Assembly to Inspection) = 1
d (Inspection to Shipping) = 1
d (Gear to motor) = 1
d (Motor to Turntable) = 2
d (Turntable to Assembly) = 1
d (Roll carriage to Turntable) = 1
Total flow cost for modified layout = 10
d (Switch to Control panel) = 1
d (Wiring to Control panel) = 2
d (Control panel to Assembly) = 1
25
d (Assembly to Inspection) = 1
d (Inspection to Shipping) = 1
d (Gear to motor) = 1
d (Motor to Turntable) = 1
d (Turntable to Assembly) = 1
d (Roll carriage to Turntable) = 1
Flow cost savings = (15-10)/15 * 100%= 33%
By going to this new plant layout with the precedence structure to preserve our
efficiency level, Lantech would save 33% on total flow cost.
The plant layout for all four cell lines at Lantech would look like Figure 5, where
we are respecting the original plant dimensions.
Gear
Motor
Inspection
Shipping
Wiring Harness
Roll Carriage
Turntable
Final assembly
Control Panel
Switch
Roll Carriage
Turntable
Final assembly
Control Panel
Switch
Gear
Motor
Inspection
Wiring Harness
Shipping
Gear
Motor
Inspection
Wiring Harness
Shipping
Roll Carriage
Turntable
Final assembly
Control Panel
Switch
Roll Carriage
Turntable
Final assembly
Control Panel
Switch
Gear
Motor
Inspection
Shipping
Wiring Harness
Figure 5
By putting some departments back to back, we allow for a further optimization of
the resources.
For example, the inspector in line four can be used for inspecting products at
both lines four and five, therefore reducing our number of employees.
26
Another possibility is that the productivity of those two lines can be improved
because of the closeness of the resources: more than one unit can be produced
in the same cycle time (as we saw in the previous section).
Lines 4 and 5 layout had to be slightly modified: the wiring harness unit was
switched location with the shipping unit to have all shipping units at the perimeter
of the building. This change did not affect the level of cost savings identified
earlier, keeping the overall plant cost savings of 33% compared to the original
layout. The reader needs to keep in mind that the amplitude of the savings might
be influenced by the exactitude of our original assumptions.
27
Pro Model
Using the basic information provided in the Assumptions section with regards to
the various steps in manufacturing of a stretch wrapper as well as the time
involved for each step, we loaded the information into a simulation in Pro Model.
We discovered after the project was submitted that there must have been some
problems with our particular installation of the student version of Pro-Model,
because we were getting error messages saying we were exceeding the capacity
of the program, when we should have been within program capacities. As a
result of the capacity limits we had on our particular installation, some of the
analysis was simplified to fit into the constraints. The analysis was conducted
using several methods and all the data from the various runs is included in
Appendix 1.
Analysis 1: Assembly processes 1 through 5 only
We started with the simplified case of 5 stations and 5 queues. The setup was
modeled as follows:
Orders coming into the plant were named as the entity “wrapper” went into a
queue of infinite capacity called “wait for start”. From there they were routed into
a station called “switch” which represents the switch assembly process with an
instruction to “wait 2” in the processing screen in order to mimic the processing
time we established for switch assembly. Similarly, the output from the switch
processing, still named “wrapper” went into a queue for the next assembly step
28
which was “wiring harness”, and so on all the way through station 5 which was
“motor”. After a 40-hour simulation time, only 3 units had made it through station
5 to the exit. A review of the data shows that the wiring harness station is the
most highly utilized in the first five stations. The limited capacity of the first five
stations caused 2 hours of blockage time per approximately 25 hours of total time
in the system for the wrappers.
The next step was to model the remaining 5 stations, which is described in the
next analysis section.
Analysis 2: Assembly processes 6 though 10 only
In order to get a feel for where the bottlenecks in the total assembly were; we
modeled the remaining 5 assembly stations the same way as we had modeled
the original 5 stations.
Once again, we started with an input queue called “wait for start”; in this case this
would represent the output from the first five stations. The model had the same
set-up as the first analysis with processing time at each station being defined as
wait time and queues between each station. The simulation was run for the
same 40 hours as the previous one. Both models had the same total input (10
orders). What was interesting to note was that the second analysis provided a
throughput of 5 units compared to 3 for the initial model. In the second analysis
there was no blockage time for the units.
29
Analysis 3: 5 stations with 2 operations per station
Although the first 2 cases we ran provided some interesting results, they didn’t
really give us a feel for the assembly system as a whole. We decided to model
the entire system with 5 queues and 5 stations. Two assembly processes were
grouped together at each station in order of precedence i.e. switch assembly and
wiring harness assembly became one station, then control panel assembly and
gear drive assembly the second station, and so on, all the way through to
inspection and shipping.
The simulation was run for 40 hours, and in that time no units exited the system.
The bottleneck appeared to be at the control panel/gear drive station; this is likely
due to the high combined operation time (10 hours). We did not proceed any
further with this approach because it made it very difficult to determine
adequately what stations were causing issues.
Analysis 4: 9 assembly stations with move logic
In order to be able to fit as many stations as possible without grouping our next
approach was to do away with the queues and use move logic to route parts from
one station to the next. We still had to group inspection and shipping together,
but this is not unrealistic to real life applications. Using the “move for” command,
and establishing a move time of 0.001 hours, we modified the operation time at
each station such that the move time to that station plus the operation time was
30
equivalent to the operation times we defined in our assumptions. For example,
the assumed operation time at the switch assembly was 2 hours, in this model
we reduced that time to 1.999 hours to make up for the 0.001 move time we
added.
The simulation was run for 40 hours similarly to the previous analyses. As with
analysis 3, there were no wrappers which exited the system in that time. The
first three assembly stations experienced some blockage, likely due to the longer
operational times at stations 4 and 5. The first assembly station (switch) was
actually blocked over 50% of the time – this is due to the fact that the next station
in line had double the operation time.
This model was much more useful in determining areas of bottleneck. The
throughput of wrappers could be increased by reducing blockage, specifically by
increasing capacity at stations 3 (wiring harness) and 5 (gear drive) as well as 5
(motor), which did not show any blockage, but would were we to increase the
capacity of stations upstream of it.
The simulation was also run for 41 hours to show that a unit will come out in the
area of every 40 hours as we had assumed. The data for the 41 hour run
revealed that 1 wrapper exited the system in that time.
31
In order to get an appreciation for how the system reacts over time; the
simulation was also run using a warm-up period. This warm-up period takes into
account the fact that the first unit is the longest to get through, but subsequent
units will go faster since they are started as soon as a unit moves out of the first
assembly station. For example, if Lantech receives 20 orders in 1 day, and no
units are currently in the system, the first unit will exit the system in a little over
40 hours, however, the next unit will not follow 40 hours later, but rather much
sooner. We opted to run the model with 80 hours of warm up (equivalent to 2
weeks). The results for the 40-hour run with an 80-hour warm-up are that more
units exit the system, in the order of 7 compared to none previously. The other
thing we see clearly is that the blockage situation only gets worse (70% at station
1 compared to 58% previously). This indicates that we have an issue with flow.
Analysis 5: 9 assembly stations using precedence diagram
The next step in our analysis of the Lantech system was to apply the precedence
diagram we established to the flow line to see if it improved things. This analysis
was approached using 2 different methods.
Method 1: define 1 entity only
The first attempt to run the simulation using precedence was done using only 1
entity “wrapper” which flowed throughout the array. In addition to the standard
“wait” operations and the rules for movement of material we had employed in
previous models, we also used a routing rule called “join”. The join statement
32
basically mimics the steps of an assembly process by which piece part are
assembled together and the new entity moves on to the next station.
The way we set up the model was that once the wrapper went to the “order
received” section, it could then be routed to any of 4 assembly stations based on
availability: switch, wiring harness, gear drive, or roll carriage. From the switch
station, the wrapper went to control panel where it joined with output from the
wiring harness station. Similarly, roll carriage output and motor output were
joined at the turntable station, and then turntable output and control panel output
were joined at the final assembly station. Once again, inspection and shipping
were grouped together at one station.
This simulation was run for the standard 40 hours as we did with other models.
The blockages we had experienced previously were not the same in this model.
The blockages in this model occurred at the roll carriage and wiring harness
assembly stations. We also noted that the switch, turntable, and control panel
assembly stations had some significant waiting times. However, the fact that we
had identified only 1 entity caused some confusion in the results, so we opted to
re-run this naming different entities.
Method 2: Define multiple entities
The previous model was changed to account for different entities running through
the assembly process. For simplification the entity wrapper does not come about
until the final assembly output. In this method, we started with an entity called
33
“po” that goes to any of the first 4 assembly stages (switch, wiring harness, gear
drive, roll carriage) as the stations become available. The output from the stages
is then a different entity for each station: switches exit the switch assembly
station, gears exit the gear drive assembly, harnesses exit the wiring harness
assembly and carriages exit the roll carriage assembly. Using the “join” logic, at
each of the sub assembly stations we were able to join the new entities into
another entity which then carried on through the system. When all the
miscellaneous subassemblies are joined at the final assembly station, the output
becomes a wrapper which then proceeds to inspection and shipping.
As usual, we ran the model for 40 hours with no warm-up. The stations that
were blocked or waiting did not change because of the new entities, but the
output became much easier to interpret. In order to find out the throughput in the
40-hour period, we simply looked at the wrapper exits, which was 3. This output
is much better than the output we had from previous models where everything
was laid out linearly. However, the fact that there was still some significant
blockage and waiting time shows that event his set-up could be approved on by
adding capacity or re-allocating resources.
The 40 hour simulation with no warm up period only shows what the results
would be if you started from scratch. Like with the previous model, we were
curious how the throughput would increase if this was a running line. We ran
another simulation with 80 hours warm-up to get a feel for how far behind the first
34
3 units the next units would be. This new run gave a throughput of 7 units in 40
hours, with some of the blockage and waiting times decreasing. The startling
thing was that this output is the same as for the linear layout with warm-up time.
This leads us to believe that the output after a warm-up period is more a function
of capacity than layout.
From the various simulations we were able to run, it is obvious that establishing a
parallel assembly process for certain steps helps the situation. Applying the
kaizen technique, we would try to reduce overall cycle time by studying each
process and removing redundancies. The fact that the model indicates some
station experience blockage, while others indicate waiting periods shows that the
resources they have could be used better perhaps by combining some assembly
processes and doubling up on operators at some stations.
35
DISCUSSION
We analyzed the Lantech wrapper machine operations with four different tools:
“Queuing Theory”, “Flow shop sequencing”, “Facility Layout” and “Pro-Model”.
Each tool focuses on a different element of the Lantech manufacturing system
and suggests a significant improvement.
The Queuing theory brought to light the impact on the service rate associated
with the Kaizen Blitz. One of the Kaizen addressed the gearbox assembly time.
This step was first chosen because of its significant impact on the capability to
meet customers’ demand. Our Queuing analysis shows that the Kaizen event
allowed an improvement of 23% on the service rate, lowering the probability of
not meeting delivery schedule.
The Flow shop sequencing theory identified the role of job sequencing on the
efficiency of the plant operations. By redefining the sequence of the jobs with a
precedence structure, our analysis showed a 38% cycle time reduction. The
Lantech decision to nurture a skilled and knowledgeable workforce proved to be
worthwhile. Our analysis showed a potential of 69% efficiency gain by having
multi-task employees within our precedence job structure.
The Facility layout theory showed the effects of an optimized layout on the total
flow cost. Our analysis of the relationships between the different departments
generated a total closeness rating (TCR) for each of them. The highest the
36
rating is, the more popular the department is. Our proposed facility layout shows
a 33% saving on total flow cost by mainly reorganizing the inspection and final
assembly areas (high TCR values).
Finally, the Pro- Model software interactions allowed timely simulations with a
minimum of resources. Our models helped determining areas of bottleneck as
well as weaknesses in our resource utilization. The reader needs to keep in mind
that the amplitude of the savings might be influenced by the exactitude of our
original assumptions.
37
CONCLUSION
Lantech showed how phenomenal Kaizen events can be on the overall
productivity of a plant. The various Kaizens were used in specific parts of the
organization, where it was thought they would be most beneficial. For example,
a Kaizen event in the gearbox assembly line as well as in the motor assembly
line allowed a respective 17% time reduction by optimizing the line.
One thing a company should do when looking for manufacturing improvement
initiatives is to get familiar with the different tools that exist. The analysis we did
on four tools other than Kaizen showed substantial benefits in different parts of
the system: service rate, cycle time, resources, facility layout, sequencing, flow
cost and scheduling.
From this exercise, we would recommend that a company initially needs to
identify which elements of their system they would like to optimize. The company
should then proceed to use a combination of the different tools in order to
maximize their respective strengths and provide an overall system benefit.
38
References
“Five Days to a Better Process – Are You Ready For Kaizen”, Quality, June 1998
“Kings of Kaizen”, Industry Week, March 2000
www.lantech.com
“Modeling and Analysis of Manufacturing Systems” R.G. Askin, C.R. Standridge,
1993
“Simulation Using ProModel”, C.R. Harrell, B.K. Ghosh, R. Bowden, 2000
39