RESPONSIBLE CARE SUBMISSION
advertisement

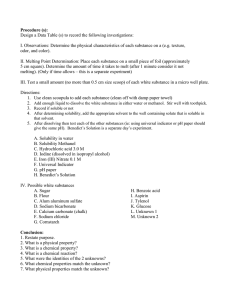
RESPONSIBLE CARE SUBMISSION PAGE 1 OF 11 MULTI-TONNE API MANUFACTURING: OUR APPROACH TO PROCESS DEVELOPMENT, ILLUSTRATED BY A CASE STUDY DESCRIPTION OF COMPANY/SITE ACTIVITIES Clarochem Ireland Ltd. operates a manufacturing facility on Damastown Industrial Estate, Dublin, Ireland. The industrial area is occupied by mixed industrial developments including several other fine chemical and pharmaceutical companies. The plant was purpose built in 1992/93, on a greenfield site, for the manufacture of bulk pharmaceutical chemicals. It forms part of a larger API manufacturing group. The plant currently employs 31 people, some of who work on a two shift basis (from 6.30 a.m. to 10.30 p.m.), which represents an important contribution to local employment. The plant was originally dedicated to the manufacture of a single product, but is now being developed into a multi product facility. The site operates under an Integrated Pollution Prevention and Control licence issued by the Irish Environment Agency. As Best Available Techniques (BAT) was introduced as a key principle of the IPPC Directive, these principles have been incorporated into the development of the site and its methods of operation. The overall objective of ensuring a high level of protection for the environment as a whole is central to the development of new processes on site. The site was accredited to ISO 14001 in 1998; this has been maintained to date. RESPONSIBLE CARE SUBMISSION PAGE 2 OF 11 PROJECT SUMMARY At Clarochem Ireland, responsible care is driven by our culture and systems for the prevention of environmental impact. This submission explains how our approach to process development and technology transfer directs us to explore ways to reduce our impact on the environment through the use of low waste technology and energy minimisation, the careful consideration and selection of solvent consumption and nature of raw materials used in our process, emissions of volatile organic compounds as well as considering the recovery and recycling of materials used in the process and of waste. The approach is illustrated by a case study: a manufacturing process recently acquired from a sister site. We describe targeting and cost evaluation for potential optimisations, followed by supporting development work and plant implementation. All steps are punctuated by ‘STOP/GO’ stage gates, where for example, a laboratory trial may result in the cessation of a particular target. This submission describes the targeting of 3 potential optimisations, the implementation of which would result in waste and energy minimisation, as well as material re-use. Following the laboratory phase, one was dropped and two were progressed, ultimately to routine manufacture. The successfully implemented optimisations, the removal of a product re-slurry and the reduction of a problematic waste stream, coupled with solvent re-use, are now part of the established production process. Based on a projected production target of 18mt for 2010, removal of the re-slurry operations will result in a saving of ~€100k, by virtue of savings in the acquisition of ~25mt of methanol, the disposal ~32mt of methanol/water waste and 36 days of plant usage. Removal of ~50% of a problematic (phosphate rich) waste stream, whose original volume was 99mt, results in a direct saving of €77k from reduced costs, while re-use of 50% (40mt) of the methanol input results in an additional saving of ~€30k. It should be noted that significantly greater production of this API is forecasted for 2011 onwards, so the positive environmental and financial impact discussed for 2010, will be improved upon over the coming years. RESPONSIBLE CARE SUBMISSION PAGE 3 OF 11 OUR GREEN APPROACH TO PROCESS TECHNOLOGY TRANSFER At Clarochem Ireland, our approach to new product and process introductions is strongly driven by the environmental component; process greenness is important to us, as a key cost driver and a contributor to Responsible Care. In addition to the standard considerations associated with a technology transfer, such as process, operational and analytical issues, right from the onset, we assess the process for optimisation opportunities. In almost all cases, process optimisations go hand in hand with waste minimisation, conversion improvements and energy reductions, illustrating the positive environmental outcomes, arising from these optimisation programmes. This submission describes how we apply these systems of evaluation to technology transfer, illustrated by a recent case study. The approach is illustrated by the diagram below: Robustness Cost benefits STOP/ Target Process Scale-up issues Yields STOP/ Development Phase GO Environmental Impact GO Plant Friendly The key questions to be asked were as follows: 1. 2. 3. Plant Implementation which operations should be targeted for optimization potential eviromental and cost benefits development phase – is there a strong technical bais for these optimizations? Quality Re-appraise costs RESPONSIBLE CARE SUBMISSION PAGE 4 OF 11 These are developed in detail. WORKED EXAMPLE 0F OUR GREEN APPROACH During Q3-Q4 2009, Clarochem Ireland undertook the technology transfer of a chemical process for a particular high volume API , from our sister site. In accordance with our philosophy, we implemented our standard approach to target certain points of the process for optimisation. This was followed by a laboratory development programme and implementation on the plant, on commercial scale. The chemistry initially involves the hydrolysis of a polyphosphoric acid and subsequent reaction with an amino alcohol. This is achieved by heating the two raw materials in a suitable reactor, for a sufficient time to ensure the product is formed. Any un-reacted polyphosphoric acid is hydrolysed by the addition of water. Methanol is charged to crystallise the product, which is isolated and washed with methanol/water, to remove any un-reacted starting materials. Further purification is ensured by reslurrying in methanol/water, followed by washing with methanol. The product is dried under vacuum at an appropriate temperature, to ensure solvent removal to in-specification levels, sieved and packaged in double polyethene bags/fibre drums. The key questions to be asked were as follows: 4. 5. 6. which operations should be targeted for optimization potential eviromental and cost benefits development phase – is there a strong technical bais for these optimizations? These are developed in detail. WHICH OPERATIONS SHOULD WE TARGET FOR OPTIMISATION? RESPONSIBLE CARE SUBMISSION PAGE 5 OF 11 The table below outlines potential target operations for optimisation, along with potential advantages: 1. 2. 3. 4. 5. Potential Target Operations Reaction efficiency Improve volume efficiency Reduce processing time Remove the re-slurry step Re-cycle and re-use of solvent 1. 2. 3. 4. 5. Key considerations & potential benefits Can the yield be improved by changing reaction conditions, such as ratios of materials, concentrations, times and temperatures? This could potentially result in a greater yield of material per kg of starting materials, resulting in a decrease in energies, material quantities and waste streams. Can we decrease solvent volumes, to increase the batch sizes, thereby saving on energies, material volumes and waste streams? Can we save energies by reducing operation time, such as reagent charging and distillation times? Can we consistently attain the desired product quality, without re-slurrying? This would potentially result in yield, energies and material savings, as well as considerable waste minimisation. Can we reduce the volume of the process mother liquor by distilling off the methanol/water, thereby reducing the volume of the most problematic waste stream, a mixture of methanol, water, phosphoric acid and dissolved product? If so, can we re-use the distillate in batches of the chemistry step? This would potentially result in waste reduction and the requirement for less methanol. STOP/GO STAGE GATE It was decided to progress Target Operations 2, 4 and 5 through to the development stage, because: These operations were considered to offer the greatest potential benefits, in terms of energies, material and waste reduction Development projects stand the greatest chance of providing a successful outcome RESPONSIBLE CARE SUBMISSION PAGE 6 OF 11 POTENTIAL ENVIRONMENTAL AND COST BENEFITS TARGET 2, IMPROVE VOLUME EFFICIENCY - Investigate removal of 25, 50 and 75% of the methanol used in the process For the batch size (3100 litre) originally implemented, this would result in the reduction of 340, 680 or 1020kg of methanol per batch. On an annualised basis, with a projected production of 18mt, this would equate to a saving of 12.2, 24.5 or 36.7mt methanol, respectively. Item Raw material - Option 1 Methanol 25% reduction - Option 2 Methanol 50% reduction - Option 3 Methanol 75% reduction Methanol waste stream Unit cost (€) Total savings 2010 Savings (€) 0.765 per kg 12,200 kg methanol 24500 kg methanol 36700kgs methanol 9,300 18,600 27,900 0.8 per kg As above kg 9,600 19,600 29,400 57,300 Maximum Projected Total savings TARGET 4, REMOVE THE RE-SLURRY STEP - Removal of this step will result in savings from raw materials (methanol and water), waste stream reduction and overhead/energies The following savings are targeted for 2010, with an 18mt production schedule Item Unit cost (€) Total savings 2010 Savings (€) Raw material - Methanol/water 0.765 per kg 19,280 Methanol water waste stream Reactor time/Energy input/man hours 0.8 per kg 1436 per day, 25,200 kg methanol 6,660 kg water 31,860 kg 51,696 25,500 51,696 RESPONSIBLE CARE SUBMISSION PAGE 7 OF 11 36 days Projected Total savings 96,546 TARGET 5, Re-cycle and re-use of solvent - Distilliative removal of all the water and methanol from the mother liquor and washes of the chemistry step, would result in a reduction of the problematic waste stream, containing methanol, water, phosphoric acid and product, by 50%. This would result in a cost saving of €77k in waste costs. The distillate, which contains methanol and water, can be re-used in subsequent chemistry steps. This will reduce consumption and subsequent emissions of Methanol and reduce costs by €30K RESPONSIBLE CARE SUBMISSION PAGE 8 OF 11 DEVELOPMENT PHASE: IS THERE A STRONG TECHNICAL BASIS FOR THESE OPTIMISATIONS? Having accepted the environmental and economic advantages of implementing Targets 2, 4 and 5 into routine manufacturing, lab scale process development work was required, to assess the impact of these proposed changes on process yield and product quality. Target 2 Key Laboratory Activities Standard lab scale modeling of the process, using 25, 50 and 75% of the prescribed methanol quantity Outcomes and Conclusions 25%: Drastic reduction in yield, due to greatly reduced quantities of anti-solvent 50 and 75%: Yields acceptable, but quality issues STOP/GO STAGE GATE Do not develop further, as reduction in (anti-)solvent volumes results in less liquid to wash out un-reacted phosphoric acid, leading to quality issues STOP Target 4 Key Laboratory Activities Review lab data for ‘crude’ process (chemistry step), from process familiarisation work Outcomes and Conclusions Removal of re-slurry would only slightly increase the overall yield, as yield from the re-slurry process is close to quantitative Higher levels of impurities, but still in-specification: Some data appears to suggest higher levels of un-reacted phosphoric acid and starting amine, in crude relative to re-slurried material Washing on production scale may be more effective: assess data from this scale, prior to making a decision STOP/GO STAGE GATE Promising, but plant data required prior to support potential process change GO RESPONSIBLE CARE SUBMISSION PAGE 9 OF 11 DEVELOPMENT PHASE: IS THERE A STRONG TECHNICAL BASIS FOR THESE OPTIMISATIONS? Target 5 Key Laboratory Activities Outcomes and Conclusions Lab scale distillations of mother liquor, to assess temperatures required to obtain desirable quantities Check methanol/water ratio in relevant fractions Check % distillate obtainable, relative to total mother liquor quantity Experiments to verify if the distillate can be re-used in the process Experiments to check if mother liquor can be converted into a less problematic waste stream, by increasing pH to >4, with aqueous potassium hydroxide solution Lab runs showed effective distillations achievable, at atmospheric pressure, from 80100oC Capable of obtaining 60-70% of total methanol from mother liquor % water decreases with progress, as expected, but significant fractions possess water values ≤10% Waste stream, even with high methanol/water levels (25%), was used successfully in the process The quantity of aqueous potassium hydroxide required to increase the pH of the mother liquor above 4 was shown to be prohibitively high. Also, taking the pH above 2 resulted in salts precipitation STOP/GO STAGE GATE Worth progressing to production scale, on a trial basis initially. GO (cont.) RESPONSIBLE CARE SUBMISSION PAGE 10 OF 11 PLANT IMPLEMENTATION On the basis of the development phase, target 2 was dropped, while targets 4 and 5 were progressed to plant evaluation. Target 4 Plant Evaluation Data from the laboratory phase was largely complimented by plant data, which suggested that the crude process was capable of providing conforming material, without the re-slurry. Outcomes The crude process, without the re-slurry process was validated in a successful 3 batch prospective series. This was followed by a complete campaign, which showed no non-conformances CONCLUSIONS The re-slurry is no longer part of the standard process and all the cost and environmental goals discussed have been realised. Target 5 Plant Evaluation A plant trial showed that, using the conditions developed during lab scale, ~65% of the total methanol used in the process is recoverable. This also reduced the problematic waste stream by ~50%. As predicted, the % water started at ~8% and rose to ~20% by the end. Outcomes The mother liquor can be reduced considerably by distillation, thereby decreasing the volume of a problematic waste stream. The distillate from the mother liquor can be re-used in successive batches, thereby reducing the raw materials required. These steps are now applied to routine manufacture. CONCLUSIONS Waste reduction and solvent re-use targets have been achieved, bringing the anticipated environmental and economic benefits. RESPONSIBLE CARE SUBMISSION PAGE 11 OF 11 CONCLUSIONS How does the project go beyond compliance? Clarochem took a well established manufacturing process that had been in production for many years and undertook a systematic review to identify opportunities for a reduced carbon frontprint. Despite being limited by a requirement to operate within the existing filed process Clarochem were successful in implementing a significant in solvent usage and waste generation form the process without adversely impacting on the quality of the product. Is the approach applicable for improvements in other companies? As the process was manufactured for many years in our sister site, we could have accepted it without critically analyzing any optimizations that could be made with associated cost benefits. Our culture and systems do not allow us to do this, there the complete process was reviewed in a step by step way with significanct environmental and cost benefit. This approach will now be implemented in our sister site in Italy and can easily be replicated in existing plants regardless of the manufacturing processes involved. What are the key benefits both internal and external? Internal benefits include reduced solvent usage, higher throughput of product, and reduced hazardous waste stream volumes. External benefits include reduced volumes of hazardous waste streams that have to be managed by waste management contractors and reduced environmental impact through reduced energy consumption. Does the project ensure a cycle of continuous improvement? As the site is continuously evolving through the introduction of new processes, the review process will ensure that the principlies of BAT are considered at an early stage in process development. This project also demonstrates that continuous improvements are carried out at all stages of a project, even for older products and established manufacturing processes. The site carried out regular reviews of all manufacturing processes and employs a metric-driven performance assessment to aid the drive for continuous improvement. Is it well communicated to employees, local communities and local stakeholders? This innovation was communicated widely to customers and clients who are very impressed with our procedures for the introduction of new processes to the facility coupled with the desire to identify improvements at every opportunity. The Environment agency acknowledge the efforts being made to continuously improve. Corporate headquarters are impressed as we have achieved significant cost savings in a process that has been manufactured at our sister site for many years Employees use our employee suggestion scheme to highlight areas were potential HSE impacts can be reduced and they are commended at year end company meetings for their involvement and support of all HSE initiatives.