2.852 Lecture 25:
An Integrated Quality/Quantity
Model of a Transfer Line
Jongyoon Kim
Stanley B. Gershwin
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All right reserved.
AGENDA
1. Motivation
2. Research Objectives
3. Research Directions
4. Model Descriptions
5. Preliminary Results
6. Future Research Plan
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
MOTIVATION
Quality
“Effective implementation of quality program leads to
significant wealth creation.” (38% to 46% of higher stock
value)*
“At 3 sigma level, quality cost accounts for
Revenue.”**
25 – 40% of
“A dissatisfied customer will tell 9 to 10 people about an
unhappy experience, even if the problem is not
serious.”***
Goal: Perfect Quality!
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
*Hendricks and Singhal, Management Science
**Harry and et al., “6 Sigma”
***Pande, Holpp, “What is 6 Sigma?”
MOTIVATION
System Effect on Quality
Design and control of production system have
significant impact on product quality”*
• Jaguar**
After Ford acquired Jaguar, Jaguar’s quality improved rapidly.
Product design wasn’t changed, but production system
changed.
• Toyota***
Numerous study show that Toyota’s particular attention to
the production system’s impact on quality
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
*Inman et al., General Motors R&D center
** Smith, Wards Auto World, July 2001
*** Monden, Toyota Production System
MOTIVATION
Quality, Quantity and
Production System Design
*Womack, et al. (1990)
Machine that changed the world
Is there any relationships among quality, productivity, and
production system design?
If then, can we quantify them?
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
MOTIVATION
Toyota Production System
Does reduction of inventory lead to higher
quality?
Does JIDOKA (stopping the lines whenever
abnormalities occur) improve quality and
productivity in every case?
Existing arguments about this are based on anecdotal experience
or qualitative reasoning that lack sound scientific foundation.
Scientific conceptual and computational model is needed.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
RESEARCH
OBJECTIVE
Mission
Gain in-depth understanding to investigate
how manufacturing system design and
operations simultaneously influence quality
and productivity.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
MOTIVATION
System Yield
System yield is the fraction of production that is of
acceptable quality.
System yield depends on
•Individual operation yields,
•Inspection strategies,
•Operation policies,
•Environmental conditions
in a very complex way.
•Buffer sizes, and
Comprehensive approaches are needed to manage
system yield effectively.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Limit of Partial
Approach
MOTIVATION
Focusing on the yield of individual operations gives
limited influence on the system yield.
M1
B1
M2
B8
M9
B9
M10
For typical mfg. operations, Cp =1.3, which means
yield = 99%
Probability of non-defective output is
•For one operation – 99%
•For 10 operations – 90.4%
•For 100 operations – 36.6%
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Limit of Robust
Processes
MOTIVATION
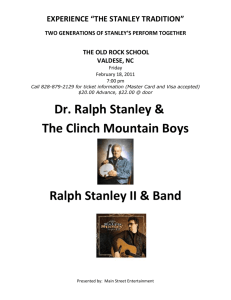
Hypoid gear set factory in Michigan
• Lead time :
KASPER BORING LATHES (8)
KASPER CNC SPINDLE LATHES (12)
GLEASON #116 ROUGHERS (57)
INCOMING PINION
FORGINGS
INCOMING RING
FORGINGS
3 weeks
KASPER TURNING LATHES (8)
BARNES DRILLS (4)
SNYDER DRILL
STANDARD DRILL
• Chronic Scrap:
5 - 6 %(50,000 ppm)
• Machine capability:
GLEASON 606/607
GEAR CUTTERS (43)
• Inventory :
HEAT TREAT
GLEASON #960 (12)ANNEAL CELL
GLEASON #116
FINISHERS (64)
GLEASON #514 GEAR SET MATCHING
PRATT & WHITNEY GRINDERS (14)
GLEASON #506
HEAT TREAT
36
LAPPERS
300,000 units
ID HONING MACHINES (6)
OERLIKON
GLEASON #19
24
LAPPERS
Cp = 1.67 (233 ppm)
GLEASON 17A ROLL
TESTERS (21)
36
LAPPERS
WHEELABRATOR
SHOT-PEEN (7)
Assembly
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
MOTIVATION
Influence of Material
Flow Control
A material control scheme can affect the
performance of a factory dramatically.*
Various practices are used to control material
flow.
MRP/ERP
Kanban
Conwip
*Bonvik Couch and Gershwin, “A comparison of production line control
mechanism”, International Journal of Production Research, 1997
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
MOTIVATION
What has been done?
- Quality Control
Managerial Practices
Statistical Quality Control (SQC)
Poka-Yoke
-> Early detection of defective parts
Total Quality Management (TQM)
Six Sigma
-> Root cause elimination
Academic Approaches
Inspection Location Problem
-> Only heuristic solutions using simulation have been
proposed.
Optimal Quality Control Chart Design
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
MOTIVATION
Managerial Practices
Kanban
CONWIP
Base Stock
MRP
ERP
Academic Approaches
Control Point Policy
Hybrid Control
Generalized Kanban
Extended Kanban
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
What has been done?
- Material Flow Control
MOTIVATION
Missing Links
Practices in Quality Control have focused on one
operation; each machine is treated separately.
But quality is a system-wide problem.
Practices in material flow control assume that each
machine produces non-defective parts.
But capacity is wasted if machines are working on
already defective parts.
Quality control and material flow control are
interrelated and need to be treated together.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Ideal Inspections
MOTIVATION
Production
Inspection
M1
M1
B1
M2
B8
M9
B9
M10
Ideally, inspection is ubiquitous. Bad parts are
caught and scrapped or reworked immediately.
No downstream capacity is wasted on parts that
will be scrapped. Problems are identified and
corrected immediately.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Actual Inspections
MOTIVATION
M1
B1
M2
B8
M9
B9
M10
However, ubiquitous inspection is expensive.
Inspection is often done at inspection stations.
Question: What is the best distribution of inspection
stations?
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
RESEARCH
OBJECTIVE
Mission
Find the best way to achieve high quality with low
cost by bringing quality control and material flow
control together.
Develop a conceptual and computational tool which
avoids conflict between productivity and quality.
The tool will efficiently assess quality and
throughput simultaneously.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Research Direction
Analytic or Simulation?
We choose a continuous material analytical model
because
Considerably less computation required time than simulation
-> Larger searchable design space
Same inputs always give same outputs
->Easy to evaluate reliable direction for improvement
Continuous optimization is much easier than discrete optimization.
But…
Tough to develop.
Approximate.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Research Plan
Big picture
1. Immediate Research Plan
Characterization
2M 1B
Long line decomposition
2. Long term possible research tasks
Optimization
Case study for PSA
3. Ultimate Goal
Redesign factory layouts.
Improving inspection policies
Revamping material flow controls
SAVE BIG MONEY
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Immediate Research Plan
Research Plan
Characterization
Simulator Construction – For a comparison purpose
Zero buffer/ Infinite buffer case
Transition Equations
2M-1B case
Finding probability density function
Boundary conditions
Performance measures evaluations
Development of a new decomposition method for long line
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Quality
Model Description
Two sources of process variation
Assignable Variation: variation due to a specific,
identifiable cause which changes the process mean.
Random Variation: variation that is inherent in the
design of the process and cannot be removed.
d
Tool Change
d
Mean
Assignable Variation
Random Variation
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
In this research, we
focus on Assignable
Variation.
REVIEW
Quality Failures
Two kinds of process variation
Common Cause Variation: random variation that is
inherent in the design of the process and cannot be
removed.
Assignable Cause Variation: variation due to a specific,
identifiable cause.
Two types of quality failures
Bernoulli-type: quality failure due to common cause of
variation-> quality of each part is independent of others.
Markovian-type: quality failure due to assignable
cause of variation.-> Once a bad part is produced, all the
subsequent parts will be bad until the operation is repaired.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Model Description
Characterization
State of One Machine
Objective – Capture important features but try to be simple!
•Each machine can produce ‘good’ or ‘bad’ parts
•Each machine has inspection
0
p
0’’
r
1
g
p
p
-1
r
1
g
-1
f
0
f
r
r
0’
• How many states do we need? -> as few as possible!
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Model Description
Characterization
State of One Machine
Each machine has 3 states
•State 1:Machine is producing
non-defective parts.
p
g
1
f
-1
0
r
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
•State –1: Machine is producing
defective parts but the
operator doesn’t know it.
•State 0: Machine is not operating
REVIEW
Single Machine Analysis
= a speed at which a machine processes material while
it is operating and not constrained by the other
machine or buffer.
p= probability rate that machine fails (=1/MTTF)
r= probability rate that machine is repaired (= 1/MTTR)
f = rate of transition from state –1 to state 0
(=1/Mean Time to Detect and Stop)
-> more inspection leads smaller MTDS & larger f
g = rate of transition from state 1 to state –1
(=1/Mean Time to Quality Failure)
-> more stable operation leads larger MTQF & smaller g
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Model Description
Characterization
State of 2M1B
M1
B1
M2
x : total amount of material at B1
y : amount of defective material at B1
State Definition
1: status of machine 1 (1,-1,0)
( x, y , 1 , 2 )
2 : status of machine 2 (1,-1,0)
•Blockage of machine 1 and starvation of machine 2
are dependent on x and independent of y.
•Inspection at Machine 2 can trigger state change at
machine 1.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
REVIEW
2M1B Special Cases
Production Rate
Infinite Buffer Case
Infinite Buffer
Finite Buffer
Zero Buffer
Case #
1
2
3
4
5
6
7
8
9
10
Buffer Size
Develop formulas with special
cases: zero buffer and infinite
buffer cases.
Results are very good.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Pe(A)
0.762
0.708
0.657
0.577
0.527
0.745
0.762
1.524
0.762
1.524
Pe(S)
0.761
0.708
0.657
0.580
0.530
0.745
0.760
1.522
0.762
1.526
% Difference
0.17%
0.00%
-0.06%
-0.50%
-0.42%
0.01%
0.30%
0.14%
0.01%
-0.13%
Zero Buffer Case
Case #
1
2
3
4
5
6
7
8
9
10
Pe(A)
0.657
0.620
0.614
0.529
0.480
0.647
0.706
1.377
0.706
1.377
Pe(S)
0.662
0.627
0.621
0.534
0.484
0.651
0.712
1.526
0.711
1.380
% Difference
-0.73%
-1.15%
-1.03%
-0.99%
-0.77%
-0.57%
-0.91%
-9.79%
-0.77%
-0.22%
Model Description
2M1B Internal Transition
Equations
9 transition equations are derived
f (1,1, x, y)
f (1,1, x, y) 2 y f (1,1, x, y)
(2 1 )
( p1 g1 p2 g 2 ) f (1,1, x, y) r2 f (1,0, x, y) r1 f (0,1, x, y)
t
x
x
y
f (1,0, x, y)
f (1,0, x, y)
p2 f (1,1, x, y) 1
( p1 g1 r2 ) f (1,0, x, y) f 2 f (1,1, x, y) r1 f (0,0, x, y)
t
x
f (1,1, x, y)
f (1,1, x, y) 2 y f (1,1, x, y)
g 2 f (1,1, x, y) (2 1 )
( p1 g1 f 2 ) f (1,1, x, y) r1 f (0,1, x, y)
t
x
x
y
f (0,1, x, y)
f (0,1, x, y) 2 y f (0,1, x, y)
p1 f (1,1, x, y) 2
(r1 p2 g 2 ) f (0,1, x, y) r2 f (0,0, x, y) f1 f (1,1, x, y)
t
x
x
y
f (0,0, x, y)
p1 f (1,0, x, y) p2 f (0,1, x, y) (r1 r2 ) f (0,0, x, y) f 2 f (0,1, x, y) f1 f (1,0, x, y)
t
f (0,1, x, y)
f (0,1, x, y) 2 y
p1 f (1,1, x, y) g 2 f (0,1, x, y) (r1 f 2 ) f (0,1, x, y) 2
(0,1, x, y) f1 f (1,1, x, y)
t
x
x
f (1,1, x, y)
f (1,1, x, y) 2 y
f (1,1, x, y)
g1 f (1,1, x, y) ( p2 g 2 f1 ) f (1,1, x, y) (2 1 )
(
1 )
r2 f (1,0, x, y)
t
x
x
y
f (1,0, x, y)
f (1,0, x, y)
f (1,0, x, y)
g1 f (1,0, x, y) 1
1
(r2 f1 ) f (1,0, x, y) p2 f (1,1, x, y) f 2 f (1,1, x, y)
t
x
y
f (1,1, x, y)
f (1,1, x, y) 2 y
f (1,1, x, y)
g1 f (1,1, x, y) g 2 f (1,1, x, y) (2 1 )
(
1 )
( f1 f 2 ) f (1,1, x, y)
t
x
x
y
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Model Description
2M1B Internal Transition
Equations
The transition equations are linear partial
differential equations in t,x,y with coefficients that
are nonlinear functions or x and y.
Unlikely to be solved
Facts
• Starvation and Blockage of machines are
independent of y.
• Average value of y can be calculated from other
formulations.
Redefine the 2M1B state as ( x,1 , 2 )
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
2M1B
REVIEW
M1
State Definition
( x,1 , 2 )
B
M2
x : total amount of material at B
1 : status of machine 1 (1,-1,0)
2: status of machine 2 (1,-1,0)
No part is scrapped: defective parts are marked and
reworked later.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
REVIEW
2M1B Finite Buffer Case
Finite buffer case:
Approach: Develop Markov process model;
write and solve transition equations and
boundary equations.
When buffer B is neither empty nor full the behavior is
described by differential equations with probability
density function f(x,1,2).
When buffer B is either empty or full, the behavior is
described by boundary equations with probability mass
functions P(0,1,2), P(N,1,2).
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
REVIEW
2M1B Internal
Transition Equations
9 transition equations for f(x,1,2) are derived
f ( x,1,1)
f ( x,1,1)
( 2 1 )
( p1 g1 p2 g 2 ) f ( x,1,1) r2 f ( x,1,0) r1 f ( x,0,1)
t
x
f ( x,1,0)
f ( x,1,0)
p2 f ( x,1,1) 1
( p1 g1 r2 ) f ( x,1,0) f 2 f ( x,1, 1) r1 f ( x,0,0)
t
x
f ( x,1, 1)
f ( x,1, 1)
g 2 f ( x,1,1) ( 2 1 )
( p1 g1 f 2 ) f ( x,1, 1) r1 f ( x,0, 1)
t
x
f ( x,0,1)
f ( x,0,1)
p1 f ( x,1,1) 2
(r1 p2 g 2 ) f ( x,0,1) r2 f ( x,0,0) f1 f ( x, 1,1)
t
x
f ( x,0,0)
p1 f ( x,1,0) p2 f ( x,0,1) (r1 r2 ) f ( x,0,0) f 2 f ( x,0, 1) f1 f ( x, 1,0)
t
f ( x,0, 1)
f ( x,0, 1)
p1 f ( x,1, 1) g 2 f ( x,0,1) (r1 f 2 ) f ( x,0, 1) 2
f1 f ( x, 1, 1)
t
x
f ( x, 1,1)
f ( x, 1,1)
g1 f ( x,1,1) ( p2 g 2 f1 ) f ( x, 1,1) ( 2 1 )
r2 f ( x, 1,0)
t
x
f ( x, 1,0)
f ( x, 1,0)
g1 f ( x,1,0) 1
(r2 f1 ) f ( x, 1,0) p2 f ( x, 1,1) f 2 f ( x, 1, 1)
t
x
f ( x, 1, 1)
f ( x, 1, 1)
g1 f ( x,1, 1) g 2 f ( x, 1,1) ( 2 1 )
( f1 f 2 ) f ( x, 1, 1)
t
x
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
REVIEW
Solution to Internal
Transition Equations
x
Assume a solution in a form of f ( x,1 , 2 ) e G1 (1 )G2 ( 2 ).
After much mathematical manipulation, the equations are
simplified into 2 equations and 2 unknowns.
i x i
i
f
(
x
,
,
)
e
G
(
)
G
It turns out that there are multiple roots i
1
2
1
1
2 ( 2 )
depending on machine parameters. (3 to 7 roots)
A general solution to the transition equations is a linear
RN
combination of the roots. f ( x, 1 , 2 ) ci ei x G1i (1 )G2i ( 2 )
i 1
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Model Description
2M1B Internal Transition
Equations
Assume that f ( x,1 , 2 ) e x G1 (1 )G2 ( 2 ) Then, the
transition equations in steady state become
{( 2 1 ) ( p1 g1 p 2 g 2 )G1 (1)G2 (1)} r2 G1 (1)G2 (0) r1G1 (0)G2 (1) 0
{1 ( p1 g1 r2 )}G1 (1)G2 (0) p 2 G1 (1)G2 (1) f 2 G1 (1)G2 (1) r1G1 (0)G2 (0) 0
{( 2 1 ) ( p1 g1 f 2 )}G1 (1)G2 (1) g 2G1 (1)G2 (1) r1G1 (0)G2 (1) 0
{ 2 (r1 p2 g 2 )}G1 (0)G2 (1) p1G1 (1)G2 (1) r2G1 (0)G2 (0) f1G1 (1)G2 (1) 0
p1G1 (1)G2 (0) p2G1 (0)G2 (1) (r1 r2 )G1 (0)G2 (0) f 2G1 (0)G2 (1) f1G1 (1)G2 (0) 0
{ 2 (r1 f 2 )}G1 (0)G2 (1) p1G1 (1)G2 (1) g 2G1 (0)G2 (1) f1G1 (1)G2 (1) 0
{( 2 1 ) ( p2 g 2 f1 )}G1 (1)G2 (1) g1G1 (1)G2 (1) r2G1 (1)G2 (0) 0
{1 (r2 f1 )}G1 (1)G2 (0) g1G1 (1)G2 (0) p2G1 (1)G2 (1) f 2G1 (1)G2 (1) 0
{( 2 1 ) ( f1 f 2 )}G1 (1)G2 (1) g1G1 (1)G2 (1) g 2 G1 (1)G2 (1) 0
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
2M1B Transition
Equations (5)
Model Description
If we define
i pi
Gi (1)
G (1)
ri f i i
Gi (0)
Gi (0)
i f i gi
Gi (1)
Gi (1)
i pi g i ri
Gi (0)
Gi (1)
1 2 0
2 1 2
Then, 9 transition
equations become
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
(1 2 ) 1 2
1 2 1
(1 2 ) 1 2
1 2 1
2 1 2
(1 2 ) 2 1
(1 2 ) 1 2
Model Description
2M1B Internal Transition
Equations
Gi (1)
Gi (1)
Yi
, Zi
Gi (0)
Gi (0)
Define
And introduce two parameters: M, N
p1Y1 r1 f1Z1 ( p2Y2 r2 f 2 Z 2 ) M
1 2 0
1
1
(1
1
1
) 1 (1
)N
2
Y1 Z1
Y2 Z 2
In addition to that, we already have
p1 g1
r1
Y1
f1 g1
Y1
Z1
, p2 g 2
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
r2
Y2
f2 g2
Y2
Z2
Model Description
2M1B Internal Transition
Equations
After multiple mathematical manipulation we get
{( M r1 )( 1 N 1) f1}2 {( p1 g1 f1 ) r1 ( 1 N 1)}{(M r1 )( 1 N 1) f1}
r1 0 (red )
( f1 p1 )( 1 N 1)
( f1 p1 )( 1 N 1)
{( M r2 )( 2 N 1) f 2 }2 {( p2 g 2 f 2 ) r2 ( 2 N 1)}{( M r2 )( 2 N 1) f 2 }
r2 0 (blue)
( f 2 p2 )( 2 N 1)
( f 2 p2 )( 2 N 1)
It turns out that this formulation is easy to be
solved because
• Curves only have asymptotes perpendicular to M or N
• Locations of gaps at red curves and blue curves are easily
calculated
• Locations and number of roots are easily estimated
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Model Description
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
2M1B Internal Transition
Equations
Model Description
2M1B Transition
Equations (10)
Root finding
From the characterization of red curves and blue curves
what we found are:
•There are 3 roots at the top
•There are no roots at the bottom
•There are maximum 4 roots at RHS or LHS
•If there are any roots at RHS, then there are no roots at LHS
and vice versa
Based on the characterization of the curves, a special
algorithm to find all the roots is developed.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
REVIEW
2M1B Boundary Equations
How to determine coefficients ci in probability density functions
and probability masses P(0,1 , 2 ), P( N ,1 , 2 ) ?
22 Boundary equations are derived for 1 2 case and solved.
( p1 g1 p2b g2b ) P(0,1,1) r1P(0,0,1) 0
g2b P(0,1,1) ( p1 g1 f 2b ) P(0,1, 1) r1P(0,0, 1) 0
p1 P(0,1,1) r1 P(0,0,1) 2 f (0,0,1) f1P (0, 1,1) r2 P (0,0,0) 0
p1 P(0,1, 1) r1 P(0,0, 1) 2 f (0,0, 1) f1P(0, 1, 1) 0
g1P(0,1,1) ( f1 p2b g2b ) P(0, 1,1) 0
g1P(0,1, 1) g 2b P(0, 1,1) ( f1 f 2b ) P(0, 1, 1) 0
…
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
REVIEW
2M1B
Performance Measures
After finding all of probability densities and masses,
Total production rate is calculated from
PT P
1
T
N
2 1,0,1
2
1[ { f ( x, 1, 2 ) f ( x,1, 2 )}dx P(0,1, 2 ) P(0, 1, 2 )]
0
1 1,0,1
{P( N , 1 ,1) P( N , 1 , 1)}
Average inventory is expressed as
N
x
xf ( x,1 , 2 )dx NP ( N ,1 , 2 )
1 1,0,1 2 1,0,1 0
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
2M1B
Performance Measures
REVIEW
After finding all of probability densities and masses,
Effective production rate is calculated from
PE
where
PE2
PT
PE2
PT
PT
N
1[ f ( x,1, 2 )dx P(0,1, 2 )] 2 {P( N ,1, 1) P( N ,1,1)}
2 [ f ( x,1 ,1)dx P( N ,1 ,1)] 1{P(0, 1,1) P(0,1,1)}
P
1
E
PE1
2 1,0,1
1 1,0,1
0
N
0
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Preliminary Result
2M1B Validation
Solution for 2M1B with equal production rate case
is found and validated through comparison with
simulation.
Case #
1
2
3
4
5
6
7
8
9
10
PR(Analytic)
0.806
0.855
0.936
0.944
0.909
0.922
0.909
0.925
0.840
0.763
PR(Sim)
0.808
0.858
0.938
0.946
0.911
0.924
0.910
0.926
0.843
0.767
%Difference Inv(Analytic)
-0.25%
2.500
-0.37%
25.000
-0.23%
4.709
-0.22%
12.654
-0.19%
2.781
-0.24%
9.213
-0.07%
2.220
-0.18%
7.242
-0.38%
20.020
-0.49%
4.983
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Inv(Sim)
2.619
24.883
4.989
12.757
2.832
9.318
2.321
7.080
20.149
5.110
%Difference
-4.53%
0.47%
-5.60%
-0.81%
-1.81%
-1.13%
-4.39%
2.30%
-0.64%
-2.48%
2M1B Validation (1)
REVIEW
Analytic solution for 2M1B with 1 2 case is found
and validated through comparison with simulation.
Average inventory estimation
10.00%
8.00%
8.00%
6.00%
6.00%
4.00%
4.00%
-2.00%
-4.00%
-2.00%
-4.00%
-6.00%
-6.00%
-8.00%
-8.00%
-10.00%
-10.00%
Case Number
Average absolute error = 0.73%
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Case Number
Average absolute error = 2.75%
49
46
43
40
37
34
31
28
25
22
19
16
13
7
10
0.00%
4
49
46
43
40
37
34
31
28
25
22
19
16
13
10
7
4
0.00%
2.00%
1
2.00%
% error of Inv
10.00%
1
% error of PE
Effective production rate estimation
2M1B with 1 2
Boundary Equations
26 Boundary equations are derived and solved.
1 f (0,1, 0) p2b P(0,1,1) f 2b P(0,1, 1)
1 f (0, 1, 0) p2b P(0, 1,1) f 2b P(0, 1, 1)
2 f ( N ,0,1) 0
2 f ( N , 0, 1) 0
( p1 g1 p2b g2b ) P(0,1,1) (2 1 ) f (0,1,1) r1P(0,0,1) 0
(2 1 ) f ( N ,1,1) r2 P( N ,1,0)
( 2 1 ) f ( N , 1,1) r2 P( N , 1,0)
…
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
2M1B with 1 2
2M1B Validation (2)
Analytic solution for 2M1B with 1 2 case is found
and validated through comparison with simulation.
Average inventory estimation
10.00%
8.00%
8.00%
6.00%
6.00%
4.00%
4.00%
-2.00%
2.00%
-4.00%
-6.00%
-6.00%
-8.00%
-8.00%
-10.00%
-10.00%
Average absolute error = 0.68%
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Case Number
Average absolute error = 3.41%
49
46
43
40
37
34
31
28
25
22
19
16
13
10
-2.00%
-4.00%
Case Number
7
0.00%
4
49
46
43
40
37
34
31
28
25
22
19
16
13
10
7
4
0.00%
1
2.00%
% error of Inv
10.00%
1
% error of PE
Effective production rate estimation
Preliminary Result
Quality Information
Feedback
Quality Information Feedback
Inspection @ M2 notify M1 is
producing bad parts
M1
M2
Inspection @ M1 notify M1 is
producing bad parts
Downstream machines can detect defective parts
made by an upstream machine and notify the
operator at the machine.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Preliminary Result
Quality Information
Feedback
If there is quality information feedback, the yield of
the system depends on the time gap between
making a defect and identifying the defect.
System yield is a function of buffer size: A smaller
buffer increases system yield since lower inventory
level leads to a smaller the time gap.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Quality Information
Feedback
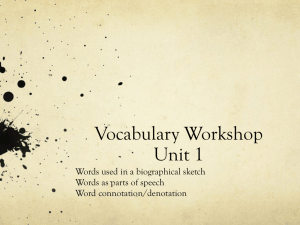
Preliminary Results
Quality feedback slightly decrease total production rate
but increases *effective production rate significantly.
0.74
0.79
0.73
0.78
0.72
Effective Production Rate
Production Rate
0.8
0.77
0.76
Pr w/o feedback
Pr w/ feedback
0.75
0.74
0.71
0.7
0.69
0.68
ePr w/o feedback
ePr w/ feedback
0.67
0.73
0.66
0.72
0
5
10
15
20
Buffer Size
25
0.65
0
5
10
15
20
25
Buffer Size
*The effective production rate is the rate of production of good parts.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
How to Increase
Quality
Preliminary Results
Effect of maintenance (MTTD) on quality monotonically decreases.
Effect of inspection (MTTI) on quality is monotonically decreases
1
0.8
0.9
0.7
Effective Production Rate
Effective Production Rate
There is a combination of maintenance and inspection
policies that achieve target quality with minimum cost.
0.8
0.7
0.6
0.5
0.5
0.4
0.3
0.4
0.3
0
0.6
0.2
50
100
150
200
250 300 350
Mean Time To Defect
400
450
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
500
0.1
0
20
40
60
80
100
120
Mean Time To Identify
140
160
180
How to increase
productivity
Preliminary Results
In some situations, increasing inspection reliability is more
effective than increasing buffer size to boost productivity.
0.66
0.93
0.925
0.655
Effective Production Rate
Effective Production Rate
0.92
0.65
0.645
0.64
0.915
0.91
0.905
0.9
0.895
0.635
0.89
0.63
0
5
10
15
20
25
Buffer Size
30
35
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
40
0.885
0
5
10
15
20
Buffer Size
25
30
35
40
How to increase
productivity?
Preliminary Result
In some situations, increasing machine stability is more
effective than increasing buffer size to enhance productivity.
0.33
0.85
0.32
0.84
Effective Production Rate
Effective Production Rate
0.31
0.3
0.29
0.28
0.27
0.82
0.81
0.8
0.79
0.26
0.78
0.25
0.24
0
0.83
5
10
15
20
25
Buffer Size
30
35
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
40
0.77
0
5
10
15
20
25
Buffer Size
30
35
40
Quality Information
Feedback
REVIEW
Inspection @ M2
M2
M1
Downstream machines can
detect defective parts made
by an upstream machine and
notify the operator at the
machine.
Inspection @ M1
System yield is a function of buffer size: A smaller buffer increases
system yield since lower inventory level leads to a early detection
of quality failures.
Quality information feedback is captured by modifying f.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Quality Information
Feedback
MFG. SYSTEM
BEHAVIOR
Quality feedback results in more effective production rate
and less total production rate.
Increase of buffer size is beneficial contrary to TPS.
0.8
Effective Production Rate
Total production Rate
0.8
0.75
Without feedback
With feedback
0.7
0.65
0
5
10
15
20
Buffer Size
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
25
Without feedback
With feedback
0.75
0.7
0.65
0
5
10
15
Buffer Size
20
25
MFG. SYSTEM
BEHAVIOR
Harmful Buffer Case
The effective production rate may decrease as the buffer size
increases when
•M1 is faster than M2 and quality feedback exists.
•M1 produces bad parts frequently.
•Inspection at M1 is poor and inspection at M2 is good.
This is a case when inventory reduction is good as TPS advocates.
0.8
Effective Production Rate
0.75
0.7
Without feedback
With feedback
0.65
0.6
0.55
0.5
0.45
0.4
0.35
0.3
0
10
5
Copyright c 2003 Jongyoon Kim, Stanley
B. Gershwin
All rights reserved
15
20
25
Buffer Size
30
35
40
Effectiveness of
Inspection
MFG. SYSTEM
BEHAVIOR
Effect of inspection (MTDS) on effective production rate
decreases as f increases.
increases as a line gets longer.
B1
M1
M2
B1
0.9
0.9
0.8
0.8
0.7
0.6
0.398
0.5
0.4
0.3
M2
B2
M3
B3
M4
0.7
0.6
0.5
0.560
0.4
0.3
0.2
0.2
0.1
Effective Production Rate
Effective Production Rate
M1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
f
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
0.1
0
0.1
0.2
0.3
0.4
0.5
f
0.6
0.7
0.8
0.9
1
Effectiveness of
Operation Stabilization
MFG. SYSTEM
BEHAVIOR
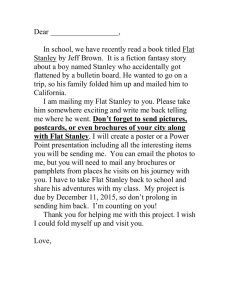
Effect of machine stabilization (MTQF) on effective production rate
decreases as MTQF increases.
increases as a line gets longer.
B1
M2
M1
B1
0.9
0.9
0.8
0.8
0.7
0.7
0.6
0.609
0.5
0.4
0.3
0.2
0.1
0
Effective Production Rate
Effective Production Rate
M1
M2
B2
M3
B3
0.6
0.5
0.701
0.4
0.3
0.2
0.1
0
50
100
150
200
250 300
350
400
450
500
MTQF
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
M4
0
0
50
100
150
200
250
300 350 400
MTQF
450 500
How to increase
productivity
MFG. SYSTEM
BEHAVIOR
In some situations, increasing inspection reliability is more
effective than increasing buffer size to boost productivity.
0.8
Effective Production Rate
0.75
MTDS = 20
MTDS = 10
MTDS = 2
0.7
0.65
0.6
0.55
0.5
0
5
10
15
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
20
25
Buffer Size
30
35
40
How to increase
productivity
MFG. SYSTEM
BEHAVIOR
In some situations, increasing machine stability is more
effective than increasing buffer size to enhance productivity.
1
Effective Production Rate
0.9
0.8
0.7
MTQF = 20
MTQF = 100
MTQF = 500
0.6
0.5
0.4
0.3
0
5
10
15
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
20
Buffer Size
25
30
35
40
LONG LINE
Extension
Longer line increases the dimension of partial differential
equations used at internal transitions equations.
No good exact method known for longer lines.
It is reasonable to use approximation methods to obtain
solutions for transfer lines with more than two machines.
Decomposition techniques have been successfully used for
various kind of long line analysis.
Tandem long line
Assembly/disassembly line
Closed loop
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
LONG LINE
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Decomposition Technique
Decomposition Technique
LONG LINE
Decomposition Technique
Decompose the line (L) into a set of two-machine lines L(i) in a way
that performance measures of the L(i)s are close to those of the
original line L.
Pseudo-machine Mu(i) models the part of the line upstream of Bi and
Md(i) models the part of line downstream from Bi.
Decomposition techniques work well even though no mathematical
proof is available.
Procedures
Develop equations for 10(k-1) pseudo-machine parameters for kmachine line.
Develop algorithm to solve the equations efficiently.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Ubiquitous Inspection
Case
LONG LINE
M1
B1
M2
B2
M3
B3
M4
Each machine has both of operational failures and quality failures
Each operation works on different features.
Inspection at machine Mi can detect defective features made by Mi
not others.
For each decomposed line L(i), incoming parts from upstream are
viewed as non-defective ones. -> gi is independent of other
machine parameters: gu(i) = gi , gd(i) = gi+1
Outgoing defective parts from L(i) are not checked from inspection
downstream -> fi is independent of others: fu(i) = fi , fd(i) =
fi+1
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
3-state-machine /
2-state-machine
LONG LINE
How to determine u (i), ru (i), pu (i), d (i), rd (i) and pd (i ) ?
Strategy: approximate 3-state machine with 2-state
machine.
The strategy will work well if the transition time from up states
(1 or -1) to down state closely follow to the exponential
distribution.
0
10
p
-1
g
1
f
-1
0
1'
0
Frequency distribution
10
p'
-2
10
-3
10
-4
10
Operating
r
Stopped
r
-5
10
0
100
200
300
400
500
Transition time from 1 to 0
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
600
700
3-state-machine /
2-state-machine
LONG LINE
10.00%
8.00%
8.00%
6.00%
6.00%
4.00%
4.00%
-2.00%
-4.00%
-6.00%
-6.00%
-8.00%
-8.00%
-10.00%
Case Number
Average absolute error = 0.68%
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Case Number
Average absolute error = 1.07%
97
91
85
79
73
67
61
55
49
43
37
31
25
19
-2.00%
-4.00%
-10.00%
13
0.00%
7
97
91
85
79
73
67
61
55
49
43
37
31
25
19
13
7
0.00%
2.00%
1
2.00%
% error of Inv
10.00%
1
% error of PE
A 2-state-machine with parameter adjustments
closely approximates the corresponding 3-statemachine.
Long Line Validation
LONG LINE
B1
M2
M3
B2
20.00%
20.00%
15.00%
15.00%
10.00%
10.00%
5.00%
0.00%
-5.00%
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20
-10.00%
% error of Inv 1
% error of PE
M1
-15.00%
B3
5.00%
0.00%
-5.00%
1
2
3
4
5
6
7
8
-10.00%
-20.00%
Case Number
Case Number
Average absolute error = 0.25%
Average absolute error = 4.21%
20.00%
20.00%
15.00%
15.00%
10.00%
10.00%
5.00%
0.00%
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20
-10.00%
-15.00%
% error of Inv 3
% error of Inv 2
9 10 11 12 13 14 15 16 17 18 19 20
-15.00%
-20.00%
-5.00%
M4
5.00%
0.00%
-5.00%
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20
-10.00%
-15.00%
-20.00%
-20.00%
Case Number
Average absolute error = 3.66%
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Case Number
Average absolute error = 2.54%
UPCOMING TASK
Effective of Jidoka
Does JIDOKA (stopping the lines whenever abnormalities
occur) improve quality and productivity in every case?
Hypothesis
The effectiveness of Jidoka on productivity depends on which
type of quality failures (Markovian or Bernoulli) is dominant.
The effective production rate may decrease by adopting Jidoka
practice when quality failures are mixture of Bernoulli and
Markovian
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Next Long Line
Analysis Task
FUTURE PLAN
Operational Failures +
Quality Failures
M1
B1
Inspection
M2
B2
M3
B3
M4
Operational Failures
M1 undergoes both of quality failures and operational failures.
Other machines (M2, M3 , M4 ) have only operational failures.
Inspection takes place only at the final machine (M4)
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Next Long Line
Analysis Task
FUTURE PLAN
Inspection
M1
B1
M2
B2
M3
B3
M4
Operational Failures + Quality Failures
Each machine has both of quality failures and operational
failures.
Inspection is only at the final machine (M4) and detect bad
parts made by any of upstream machines.
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
RESEARCH
PROGRESS
Term
1999 - Spring 2002
Fall 2002
Spring 2003
Summer 2003
Fall 2003
Research Progress
Research on Toyota Production Systems .
Chacterization.
2M1B model formulation.
Simulation building.
Infinite buffer and zero buffer validations.
Internship at General Motors
Proposal to General Motors for collaboration.
Thesis proposal finalization.
2M1B model completion.
1st committee meeting (Dec, 15th)
Long line decomposition without quality feedback.
Validation of the decomposition technique.
Spring 2003
Summer 2004
2nd committee meeting (April 7th)
Study on Jidoka practice.
Long line decomposition with quality feedback.
Numerical experimentations and intuition building.
3rd committee meeting (late May/ early June)
Possible case study at GM
Finalize the research
Finish thesis write up
Defense (Early September)
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Supplementary
Notes
Input Parameters for
2M1B Special Cases
Infinite Buffer Case
Case #
1
2
3
4
5
Mu1
1.0
1.0
1.0
1.0
1.0
Mu2
1.0
1.0
1.0
1.0
1.0
r1
0.400
0.100
0.100
0.100
0.100
r2
0.100
0.100
0.100
0.100
0.100
p1
0.010
0.010
0.010
0.010
0.010
p2
0.010
0.010
0.005
0.005
0.005
g1
0.001
0.001
0.001
0.005
0.001
g2
0.001
0.001
0.001
0.001
0.001
f1
0.100
0.100
0.100
0.100
0.100
f2
0.500
0.500
0.500
0.500
0.100
g2
0.001
0.001
0.001
0.001
0.001
f1
0.100
0.100
0.100
0.100
0.100
f2
0.100
0.100
0.100
0.100
0.300
Zero Buffer Case
Case #
1
2
3
4
5
Mu1
1.0
1.0
1.0
1.0
1.0
Mu2
1.0
1.0
1.0
1.0
1.0
r1
0.400
0.100
0.100
0.100
0.400
r2
0.100
0.100
0.100
0.100
0.100
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
p1
0.010
0.010
0.010
0.010
0.010
p2
0.010
0.010
0.000
0.010
0.010
g1
0.001
0.001
0.001
0.010
0.001
Supplementary
Notes
Input Parameters for
2M1B Validation
Intermediate Buffer Size Case
Case #
1
2
3
4
5
6
7
8
9
10
Mu1
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.0
Mu2
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.0
1.0
r1
0.100
0.100
0.300
0.300
0.300
0.300
0.200
0.200
0.100
0.100
r2
0.100
0.100
0.300
0.300
0.200
0.200
0.300
0.300
0.100
0.100
p1
0.005
0.005
0.010
0.010
0.010
0.010
0.010
0.010
0.010
0.010
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
p2
0.005
0.005
0.010
0.010
0.010
0.010
0.010
0.010
0.010
0.010
g1
0.010
0.010
0.005
0.005
0.005
0.005
0.005
0.005
0.005
0.001
g2
0.010
0.010
0.005
0.005
0.005
0.005
0.005
0.005
0.005
0.001
f1
0.100
0.100
0.500
0.500
0.500
0.500
0.500
0.500
0.200
0.200
f2
0.100
0.100
0.500
0.500
0.500
0.500
0.500
0.500
0.200
0.200
N
5
50
10
25
5
15
5
20
40
10
FB?
N
N
N
N
N
N
N
N
Y
Y
Supplementary
Notes
Input Parameters for
Preliminary Result
Quality feedback
Mu1
1
Mu2
1
r1
0.1
r2
0.1
p1
0.01
p2
0.01
g1
0.01
g2
0.01
f1
0.1
f2
0.9
Increase Quality
Mu1
1
Mu2
1
r1
0.1
r2
0.1
p1
0.01
p2
0.01
g1
0.01
g2
0.01
f1
0.1
f2
0.1
Mu1
1
Mu2
1
r1
0.1
r2
0.1
p1
0.005
p2
0.005
g1
0.001
g2
0.001
Mu1
1
Mu2
1
r1
0.1
r2
0.1
p1
0.01
p2
0.01
f1
0.1
f2
0.1
How to increase
productivity (1)
How to increase
productivity (2)
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
SUPPLEMENTARY
NOTES
Simplified Internal
Transition Equations
After much mathematical manipulation.
the 9 equations and 7 unknowns are simplified to
{( M r1 )( 1 N 1) f1}2 {( p1 g1 f1 ) r1 ( 1 N 1)}{(M r1 )( 1 N 1) f1}
r1 0 (red )
( f1 p1 )( 1 N 1)
( f1 p1 )( 1 N 1)
{( M r2 )( 2 N 1) f 2 }2 {( p2 g 2 f 2 ) r2 ( 2 N 1)}{( M r2 )( 2 N 1) f 2 }
r2 0 (blue)
( f 2 p2 )( 2 N 1)
( f 2 p2 )( 2 N 1)
where
p1
1
1
G1 (1)
G (1)
G (1)
G (1)
r1 f1 1
( p2 2 r2 f 2 2
)M
G1 (0)
G1 (0)
G2 (0)
G2 (0)
(1
1
1
1
)
(1
)N
G1 (1) G1 (1)
G
(1)
G
(
1)
2
2
2
G1 (0) G1 (0) 1
G2 (0) G2 (0)
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
SUPPLEMENTARY
NOTES
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Shape of SITEs
SUPPLEMENTARY
NOTES
Case #
1
2
3
4
5
6
7
8
9
10
Mu1
1
1
1
1
1
1
2
3
1
2
Mu2
1
1
1
1
1
1
1
2
2
3
r1
0.1
0.3
0.2
0.1
0.1
0.1
0.1
0.1
0.1
0.1
r2
0.1
0.3
0.05
0.1
0.1
0.1
0.1
0.1
0.1
0.1
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Input Parameters for
2M1B Special Cases
p1
0.01
0.005
0.01
0.05
0.01
0.01
0.01
0.01
0.01
0.01
p2
0.01
0.005
0.01
0.005
0.01
0.01
0.01
0.01
0.01
0.01
g1
0.01
0.05
0.01
0.01
0.05
0.01
0.01
0.01
0.01
0.01
g2
0.01
0.05
0.01
0.01
0.005
0.01
0.01
0.01
0.01
0.01
f1
0.2
0.5
0.2
0.2
0.2
0.5
0.2
0.2
0.2
0.2
f2
0.2
0.5
0.2
0.2
0.2
0.1
0.2
0.2
0.2
0.2
Input Parameters for
Preliminary Results
SUPPLEMENTARY
NOTES
Mu1
1
Mu2
1
Quality Feedback
Harmful
Buffer Case
Effectiveness…
Mu1
2
Mu2
1
r1
0.3
r2
0.1
Mu1
1
Mu2
1
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
r1
0.1
r2
0.1
p1
0.005
p2
0.01
r1
0.1
r2
0.1
p1
0.01
p2
0.01
g1
0.05
g2
0.01
p1
0.01
p2
0.01
g1
0.01
g2
0.01
f1
0.05
f2
0.9
g1
0.01
g2
0.01
f1
0.1
f2
0.9
Byp1
1
Byp2
1
f1
0.2
f2
0.2
Byn1
0
Byn1
0
SAT1
1.832
SAT2
0.835
N
30
Input Parameters for
Preliminary Results
SUPPLEMENTARY
NOTES
Intermediate buffer case: same machine speed
Case # Mu1 Mu2
r1
r2
p1
p2
g1
g2
f1
f2
N
r1
r2
p1
p2
g1
g2
f1
f2
N
Yp1
1
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
Yp1 Yp2 Yn1 Yn2 Case # Mu1 Mu2
1
1
0
0
26
1
1
0.1
0.1
0.01
0.1
0.01
0.01
0.2
0.2
30
1
1
0
0
2
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
5
1
1
0
0
27
1
1
0.1
0.1
0.01
0.001
0.01
0.01
0.2
0.2
30
1
1
0
0
3
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
20
1
1
0
0
28
1
1
0.1
0.1
0.01
0.01
0.1
0.01
0.2
0.2
30
1
1
0
0
4
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
50
1
1
0
0
29
1
1
0.1
0.1
0.01
0.01
0
0.01
0.2
0.2
30
1
1
0
0
5
0.5
0.5
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
30
1
1
0.1
0.1
0.01
0.01
0.01
0.1
0.2
0.2
30
1
1
0
0
6
2
2
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
31
1
1
0.1
0.1
0.01
0.01
0.01 0.001
0.2
0.2
30
1
1
0
0
7
3
3
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
32
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.9
0.2
30
1
1
0
0
8
1
1
0.01 0.01
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
33
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.05
0.2
30
1
1
0
0
9
1
1
0.05 0.05
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
34
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.9
30
1
1
0
0
10
1
1
0.5
0.5
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
35
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.05
30
1
1
0
0
11
1
1
0.1
0.1
0.001
0
0.01
0.01
0.2
0.2
30
1
1
0
0
36
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
5
1
1
0
0
12
1
1
0.1
0.1
0.05
0.05
0.01
0.01
0.2
0.2
30
1
1
0
0
37
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
20
1
1
0
0
13
1
1
0.1
0.1
0.1
0.1
0.01
0.01
0.2
0.2
30
1
1
0
0
38
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
50
1
1
0
0
14
1
1
0.1
0.1
0.01
0.01
0.001
0.001
0.2
0.2
30
1
1
0
0
39
1
1
0.2
0.05
0.01
0.01
0.01
0.01
0.2
0.2
5
1
1
0
0
15
1
1
0.1
0.1
0.01
0.01
0.05
0.05
0.2
0.2
30
1
1
0
0
40
1
1
0.2
0.05
0.01
0.01
0.01
0.01
0.2
0.2
20
1
1
0
0
16
1
1
0.1
0.1
0.01
0.01
0.1
0.1
0.2
0.2
30
1
1
0
0
41
1
1
0.2
0.05
0.01
0.01
0.01
0.01
0.2
0.2
50
1
1
0
0
17
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.02
0.02
30
1
1
0
0
42
1
1
0.05
0.2
0.01
0.01
0.01
0.01
0.2
0.2
5
1
1
0
0
18
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.5
0.5
30
1
1
0
0
43
1
1
0.05
0.2
0.01
0.01
0.01
0.01
0.2
0.2
20
1
1
0
0
19
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.95
0.95
30
1
1
0
0
44
20
1
1
0.5
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
45
1
1
1
1
0.05
0.1
0.2
0.1
0.01
0.01
0.01
0.01
0.01
0.01
0.01
0.01
0.2
0.2
0.2
0.2
50
30
1
0.9
1
0.9
0
0
0
0
21
1
1
0.01
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
46
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0.2
0.2
22
1
1
0.1
0.5
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
47
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
0.8
1
0
0
23
1
1
0.1
0.01
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
48
1
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
0.8
0
0
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0.2
0
1
0.1
0.1
0.01
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0.2
24
1
1
0.1
0.1
0.1
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
49
1
25
1
1
0.1
0.1
0.001
0.01
0.01
0.01
0.2
0.2
30
1
1
0
0
50
1
Copyright c 2003 Jongyoon Kim, Stanley B. Gershwin
All rights reserved
Yp2 Yn1 Yn2