ww-2
advertisement

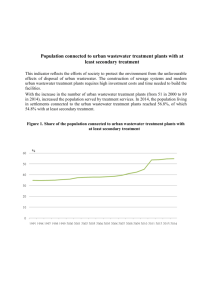
Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. Water Re-Use and Wastewater Treatment in the German Sugar Industry Hans-Joachim Jördening Institute for Technical Chemistry,Technical University Braunschweig Braunschweig,Germany. Introduction 1,0 20 0,8 Spec. Waste water production (m3/t) The sugar production requires a high amount of water. For the production of 1 t sugar, 70 to 120 m3 of water are needed. For a medium-sized German sugar factory, this means a demand of more than 200.000 m3 water per day. Only by introducing internal water cycles could the demand of water for bigger factories be met; then, a reasonable wastewater treatment plant could be established, for instance. Beet processed (× 106 t/year) 1. 15 0,6 10 0,4 5 0,2 0,0 0 1950 1960 1970 1980 Fig. 1. Wastewater production and Beet processing in a German sugar factory As an example, Fig. 1 shows the time course of beet processing versus the specific wastewater production in one German factory. Whereas the beet processing increased from less than 100.000 t/year to more than 600.000 t/year in the years from 1948 to 1980, the wastewater production could be reduced from nearly 4.000.000 m3 to 430.000 m3 in 1980. A further decrease is not possible, because the beet contains 75-78 % water and the major part of this water will leave the factory as wastewater. In this way, some sugar factories in Germany are able to work only with that water which is conveyed to the factory in the beet itself. 2. Sugar beet processing and water cycles For a better understanding of the changes and savings of water in the production process, the sugar beet processing is shown in Fig. 2. 1 Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. The beet enters the factory after a pre-cleaning directly on the field. In the factory, a cautious unloading should help to avoid damages which would lead to product loss (by sucrose elution) with a corresponding increase of the pollution of the wastewater. Fig. 2. Water cycles in a beet sugar factory Whereas some factories carry out the transport of sugar beet by water (in so-called flume channels), the modern sugar factory beet yard is dry as far as possible. In such factories, the transport is realized with a combination of front-end loaders and conveyor belts. However, the water demand in this area amounts to 200 up to 1000 % calculated on Beet (o.B.). The bigger part is needed for the transport, but 200-300 % o.B. is also needed for beet washing prior to the processing. The last washing of the beet is done with so-called fresh water, which is supplied by condensate. This point is the only entrance for “fresh” water into the washing procedure. The only outlet is the Brukner basin, where the soil sediments. With 10 to 20 % dry substance, the soil is pumped usually to soil ponds, where it can sediment again and dry up for two or three years. The transport water is decanted and treated in a two-stage wastewater treatment plant. For getting the chance of recirculation of water on the beet yard, the most important point is the separation of solids from the water. This separation has to distinguish between stones, sand, soil, trash and beet pulp, to enable the optimal use of each of these fractions. Stones are used for road construction, the sand is used in the construction industry, soil is used again in agriculture, 2 Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. and trash and beet pulp is dried for use as animal feed. For this purpose, a sophisticated plant is needed. In Fig. 3, the beet washing process with all connected devices for separation and treatment of by-products is schematically presented. For the extraction of sugar, 30 to 40 % o.B. water is needed as fresh water. The resulting raw juice has to be purified from all non-sugar compounds, such as proteins, pectin, organic and inorganic salts, and amino acids. For this purpose, the juice is alkalized gradually with lime and in the following sections treated with carbon dioxide for the precipitation of calcium carbonate, which in the end results in the so-called thin juice. In this process step, only minor amounts of water are used for the dissolution of lime and for cleaning purposes. Fig. 3. Process scheme of the beet yard The only water-“generating” step during beet processing is the evaporation, in which the major part of water from the thin juice is evaporated, increasing the sugar content from 15 % in the thin juice to more than 70 % in the thick juice. The steam produced in the multieffect evaporation plant is firstly used for all those purposes where heat is needed and by which it is condensed again. This water (95 % o.B.), which is called condensate, is used 3 Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. for supplementing the washing process, for the sugar extraction, the juice purification and also for the crystallisation. The high water demand for crystallisation is needed for the socalled barometric crystallisation (Fig. 4). For that, cold water is taken for cooling and condensing the steam from a crystalliser pan. The pressure loss caused by this enables the evaporation crystallisation at pressures of 0.2 to 0.35 bar and temperatures of 60 to 90 °C. By this treatment, the sucrose destruction can be reduced. The amount of water condensed in this step is negligible in comparison to the condensate. Fig. 4. Discontinuous crystallisation of sucrose connected with barometric condensation 3. Biological wastewater treatment Even if no additional water is needed for the beet processing, the water which comes in with the beet itself has to be treated in a wastewater treatment plant. This amounts to 3.5 to 5 m³ per t sugar and to 6000–8000 m³ wastewater per day in a medium sized German sugar factory. For an optimized treatment of the wastewater, it has to be separated into two fractions. The one is the highly polluted so called “flume and washing water” with a high content of organic compounds, mainly sugar and its microbial conversion products. The other is the so called “condensate”, which mainly contains heat and ammonia, but only minor amounts of organic compounds (Table 1). 4 Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. Table 1. Average kinds of wastewater from the sugar production process Wastewater Flume/washing water Condensate 3 -1 Spec. Production m · to Beet 0,3 0,3 pH 6 - 11 8,5 - 9,5 -1 COD g·L 6 - 30 0,1 - 0,4 N-inorg. g · L-1 0,02- 0,04 0,06- 0,2 -1 Calcium g·L 0,8 - 4 The actual demands for the treatment of the wastewater before releasing it to the next river are fixed in a wastewater regulation (Table 2). Next to the general limit values for the parameters BOD, COD, Ammonia-N, Total-N and PO4-P, a column with data for special cases is added. Then, if for instance the receiving water needs an enhanced protection, the limit values can be set lower. The phosphate is normally not found in the wastewater and has therefore been added to support microbial growth in the biological plant. Table 2. Wastewater regulations for the sugar industry (Appendix 18) Parameter Minimum Demands Special case mg/L mg/L BOD5 25 25 COD 200 100 NH4-N 10 10 Ntot-inorganic 30 18 PO4-Ptotal 2 2 Most German sugar factories have wastewater treatment plants with two biological stages (Fig. 5). soil-transport-water Biogaz Hydrolysis Methanreactor Sedimentation Degassing Soil-pond Condensate Denitrification Sedimentation Nitrification Air Fig. 5. Wastewater treatment plant for a sugar factory 5 River Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. The first stage contains the anaerobic treatment of the highly polluted wastewater (flume/washing water after soil sedimentation). This includes a hydrolysis/acidification of all organic compounds; following this a methanisation of the acidified products. As shown in Fig. 5, this step is done preferentially in two separate units. This is due to significant differences in the properties of the involved organisms for hydrolysis/acidification and methanisation with respect to pH, T and also organic fatty acids. The produced biogas (70 % methane, 30 % carbon dioxide, ammonia, hydrogen sulphide in traces) is used for several purposes in the factory. The hydrolysis is often realized not in closed reactors but in open ones. Because the factories are active in autumn and winter, the temperatures are relatively low (-10 – 10 °C) and therefore high retention times are needed in this case. If the hydrolysis/acidification is run in reactors, these are usually simple tanks without any mixing devices. Fig. 6. CSTR with clarifier 6 Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. Fig. 7. Fluidized bed reactor Much more emphasis is laid on the design of the methane producing unit. Predominantly used systems contain a CSTR (continuously stirred tank reactor) with central or tangential stirrer or gas injection. For the biomass separation, either sedimentation basins or lamella clarifiers are used (Fig. 6). The overall elimination rates with such systems in the sugar industry ranges from 3-7 kg/(m³∙d) COD-elimination. Therefore the total plant volume lies usually between 6.000-10.000 m³, including the sedimentation unit. A relatively new process uses the ability of bacteria to adhere to solid surfaces. The fluidized bed reactor system (Fig. 7) uses pumice (diameter: 0.25-0.5 mm) as support for microbial growth. By recirculation of water from the upper part of the reactor to the bottom, this material together with the adhering bacteria is expanded and gets into contact with the wastewater, which is pumped into the recirculation volume stream. A special construction of the bottom enables a relatively uniform distribution of the incoming water. The widening in the conically shaped top enables the retention of the biomass-covered pumice particles whereas the water and the gas are separated by further baffle plates. The elimination rate of this system lies in the range of 10-35 kg/(m³∙d). Until today three reactors of this type have been erected in sugar factories, all with the same total volume of 700 m³. 7 Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. The second biological stage contains the nitrogen elimination by a combination of nitrification and denitrification. In general, this is realized with a pre anoxic zone denitrification because of the high COD in the wastewater, coming from the anaerobic plant with a residual COD of 300 to 800 mg/L. The major part of the wastewater treated in the nitrogen elimination originates from the condensate. As shown in Fig. 8, the wastewater is first treated in the denitrification unit. This part is only stirred. Thus, no oxygen is available and the nitrate is used as reduction-equivalent for the oxidising of organic material (anoxic part), so that the nitrate-nitrogen is reduced to molecular nitrogen. In the aerobic part, the nitrification happens by aeration of this part. By autotrophic bacteria, the ammonia is oxidised into nitrate. By an internal recirculation of 400 % compared to the total volume stream entering the plant, more than 80 % of the total N can be removed. Usually a further 100 % recirculation is added from the biomass sedimentation. Fig. 8. Pre anoxic zone denitrification plant for nitrogen elimination Behind the wastewater treatment plant many sugar factories have a further pond. This has to functions: usually it helps brightening the treated wastewater (for instance a further reduction of solids in the wastewater) but it also can be seen as a factor of safety. If the plant does not reach the demands the water can be kept in the pond and treated a second time. 8 Water & Waste Conference, June 3-6, 2007, Assiut university, Egypt. The purification effect of the whole wastewater treatment plant concerning the organic compounds (calculated as COD) in general is higher than 99.5 %, with remaining COD values of less than 50 mg/L. The total N-elimination effect lies in the range of 85–90 %, with remaining concentrations of 5-10 mg/L. Author’s address: PD Dr. rer.nat. Hans-Joachim Jördening Institute for Technical Chemistry Technical University Braunschweig Hans-Sommerstrasse 10 38106 Braunschweig Germany E-mail: A.Joerdening@TU-Braunschweig.de 9