Chelation Therapy & Cardiac Tissue Engineering
Click here to login or here to join our newsletter.
Brain Diseases
Dieting, Weight Loss, and Eating Disorders
Endocrinology
Environment and Toxins
Health and Medical Conditions
Therapies and Treatments
Heart Disease, Cardiovascular and Peripheral Vascular Health
Chelation Therapy
The word chelation is derived from the Greek word, "chel," meaning "to claw." Chelation is a
common reaction in both the biological and chemical world. The chelation reaction is used by
both organic and inorganic chemists. EDTA, ethylene diamine tetra acetic acid (an amino acid),
was first synthesized by Franz Munz, a German chemist, for use in textile and fabric production.
Chelation therapy, in conjunction with sodium citrate, was first used in medicine for lead
poisoning.
Over the last several decades, the medical application of chelation therapy has continued to grow,
although some opposition has grown as well. Some of the early studies using EDTA have found it
removes heavy metals from the body, especially calcium. This characteristic was severely
criticized by orthodox medicine. Orthodox physicians pointed out that chelation robs the body of
vitamins, mainly B-6, and may even chelate an abundance of calcium from the bones and teeth.
Newer applications of this therapy have been accompanied by a vitamin regimen designed to
replace whatever is lost. The decalcification of teeth or bones with chelation therapy cannot occur
under these conditions. Protocols instituted by the new American Board of Chelation Therapy
have reduced side effects to virtually zero.
Oral EDTA was used at first, but this actually increased lead and heavy metal absorption from the
lower intestines. Today, this method of delivery is strongly discouraged. Early studies also tended
to encourage the infusion of too high an EDTA concentration too quickly. This caused problems
in patients, especially those on cardiac drugs. Now, over 3 million chelation treatments have been
given to over 300,000 patients.
EDTA the chelating agent, donates an electron to the ligand, which is usually calcium or another
metal. Once bound, this complex can be eliminated through the urine. Chelation therapy has been
used for arteriosclerosis, lead or other heavy metal intoxification, memory loss, senility,
Alzheimer's disease, diabetic gangrene, impaired vision,
kidney stones, high blood pressure, and a host of other maladies. In one case, a 54-year-old
chiropractor had been saved from a leg amputation for diabetic gangrene by chelation therapy.
Another doctor used chelation to lower his cholesterol (which it did), and noticed a great
improvement in his memory. Certain eye diseases, for example, macular degeneration where
circulation is diminished, are greatly helped by EDTA chelation therapy due to its cleansing effect
on the blood vessels.
Although it has had numerous applications, perhaps the most widely used one is for treatment of
cardiovascular disease, including high blood pressure and arteriosclerosis. EDTA is a non specific
chelator, although it focuses on calcium since this is in abundance. By doing this, EDTA stabilizes
intracellular membranes of the cells of the arteries. In addition, it helps to correct enzyme
inhibition which is concomitant with the advancing of the disease. It also assists in stabilizing the
electric charge of platelets, and thus reduces platelet leukocyte interaction leading to a reduction in
unnecessary clotting. It can act as a calcium channel blocker and thus lower unnecessary arterial
vasoconstrictions. The process of calcification is intimately associated with sclerotic hardening,
and this can be reversed by EDTA chelation.
While the potential benefits of chelation therapy are currently unobtainable anywhere in orthodox
medicine, it can save countless cardiovascular patients from the horrors of bypass surgery and
other high risk, low success rate techniques. Chelation therapy is possibly a great, overall
antioxidant technique. (See also Chelation: Heavy Metal Toxicity, Section 12, p. 157.)
The PATH cardiovascular reversal program continues to progress, with patients routinely showing
cholesterol levels in the range of 90-111 while undergoing niacin medication therapy, vitamin
therapy, and chelation. Apparently, chelation in and of itself has a great cholesterol lowering
effect, which is worthwhile for patients with severe heart disease.
Article Navigation: [ Prev 3 4 5 6 7 8 9 10 11 Next ]
Home : Mission : About : Services : Highlights : Shop : Members : Help : Contact Us
All Content © 2003 PATH Medical. All Rights Reserved. The information provided on this site is designed to
support, not replace, the relationship that exists between a patient/site visitor and his/her existing physician. Powered
by Odin Organic Framework. (Links)
Spring 2000
Small heart muscle constructs cultured
in the NASA-developed rotating wall
bioreactor (on the left) bear remarkable
resemblance to native heart muscle,
offering new research potential.
The Microgravity Research Program supports
microgravity-based research in mammalian cell science and
tissue engineering. Many of the scientists in the program
culture cells and tissue using the NASA-designed rotating
wall bioreactor, which models some aspects of a microgravity environment. Two scientists
involved in cardiac research are finding promising results using the NASA bioreactor for heart
muscle research, drug testing, and possibly the eventual growth of transplantable heart tissue.
Cardiovascular disease is responsible for a preponderance of health problems in the United States.
In the vast array of research conducted under the auspices of private and federal funding, there is a
compelling need for isolated, bench top, tissue-based research. Standard cell culture of cardiac
muscle cells seldom yields tissue modeling consistent with the development of new strategies that
offer novel platforms for research and the eventual development of transplantable heart muscle.
The NASA bioreactor affords such a strategy by promoting the assembly and maturation of small
heart muscle constructs that bear remarkable resemblance and coordinated performance
similarities with native heart muscle. The engineered constructs respond to cardioregulatory drugs
and perform electrophysiologically such that their activity can be monitored using
electrocardiography. Thus with this new platform, research will target near-term basic research
and include as a long-term goal the production of transplantable tissue.
Cardiac Tissue Engineering at A.I. duPont Hospital for Children
The underdevelopment or absence of tissue structures in the heart can be life threatening. Each
year, approximately 25,000 children in the United States undergo surgical procedures to correct
structural defects of the heart. In addition, each year thousands more children and adults are
treated for functional problems arising from injury, infection, or maladaptation of the heart.
Treatments for both congenital-heart-defects (missing structures) and cardiomyopathies (poor
function) have become highly advanced, but when they fail, organ replacement remains the only
other treatment option. At present, heart transplantation is limited by both the number of donors
and by the limited life-span of implanted organs. New approaches that expand the current
treatment options of medical management, corrective surgery, and transplantation are needed. One
possibility is tissue engineering of cardiac implants.
The A.I. duPont Hospital for Children (AIDHC) in Wilmington, Delaware, is one of the world's
premier facilities for the treatment of congenital heart defects. With the support of the NASA
Cellular Biotechnology program and the Nemours Foundation, Dr. Charles Hartzell established
one of the first cardiac tissue–engineering programs in the country at AIDHC in 1992. By 1993,
the team produced its first tissue–engineered cardiac constructs and has been a leader in the field
of cardiac tissue engineering ever since.
Researchers in the cardiac tissue engineering program at AIDHC, now under the direction of Dr.
Robert Akins, use NASA-designed bioreactors to study how the component cells of the heart
interact to form cardiac structures outside the body. "AIDHC has a long history of culturing and
characterizing animal cardiac cells, and we are applying all that experience to develop constructs
for use in humans," says Dr. Akins, "and our approaches span cell biological, biochemical, and
molecular biological methods." The group focused its early efforts on studying the conditions
needed to grow bioreactor-derived tissue constructs on a variety of surfaces like plastics, synthetic
polymers, and naturally occurring proteins. These early efforts were very fruitful and demonstrated
that the NASA bioreactors were desirable vessels for cardiac tissue engineering.
The team's initial results growing constructs that had the outward appearance and function of small
pieces of tissues were very encouraging; however, they were not altogether surprising. The beating
of isolated cardiac cells had been described many years earlier, and the culture of cardiac cells in
three dimensions was well known long before the term tissue-engineering was coined.
"Spontaneous contraction is characteristic of cells isolated from very young animals. Groups of
cultured rat heart cells beat in unison within 36 hours of seeding, but the outward signs of 3-D
shape and contractile effort don't tell you much about the underlying organization of the cells"
explains Dr. Akins. There were surprises to be found in the architecture of what the team was
growing, and when they looked at the micro-organization of their constructs, they found structure
that was indistinguishable from the intact tissue. Dr. Akins continues, "Cells isolated from rat
hearts were able to regenerate aspects of the very thing that is disrupted in congenital heart
disease: tissue structure. They did this without any external cues from us, which was very
surprising and very exciting ... the cells themselves showed an intrinsic ability to re-establish
structure." The research group believes that it may be possible to harness this organizational ability
to grow individually designed heart implants or even an entire transplantable organ.
Dr. Akins is quick to point out that there is an enormous amount of research to be carried out
before cardiac tissue engineering can be applied in a surgical setting. "The amount of work to be
done is daunting," Dr. Akins says. Just a short list of some crucial questions illustrates his point:
Where will the cells come from? How will these cells, and the constructs prepared from them, be
maintained and stored? How will the simultaneous formation of both macro- and micro-structures
be controlled so that a construct of the desired size and shape has the specific cellular and subcellular organization needed for long-term function? How will blood be supplied to the constructs
when they're put into a heart? Clearly, bringing cardiac tissue engineering to the clinical setting
will take a large amount of work in a large number of labs, but Dr. Akins is optimistic. "There is a
growing number of labs working in the field, and things can progress very dramatically as more
people work together," he says.
Thanks to NASA support, the AIDHC research program is moving ahead with studies into the
interactions between cardiac cells and their surroundings to see how these interactions affect the
structure and function of tissue-engineered constructs. The group is beginning to dissect the steps
by which cells form tissue architectures outside the body. While they do this, they are also
analyzing how the establishment of tissue structure affects cell function. "NASA support made the
cardiac tissue engineering program at AIDHC a reality, and NASA biotechnologies have given us
tools for looking at the complex interactions that occur when cells freely associate into three
dimensional tissue structures," says Dr. Akins, "the prospects are very exciting."
Working to Make Cardiac Patches a Reality
Lisa Freed and Gordana Vunjak-Novakovic, both of the Massachusetts Institute of Technology
(MIT), have become used to taking on tremendous challenges in their more than eight years of
partnership in cell tissue culture research. Their efforts, funded in part by the microgravity
biotechnology cell science program, have paid off enormously with the first-ever laboratory
observation of engineered cardiac tissue beating in unison.
Using techniques that have also allowed the successful
culturing of functional cartilage tissues, Freed and VunjakNovakovic have taken the first steps toward engineering
heart muscle tissue that could one day be used to patch
damaged human hearts. "We start from cells that are isolated
from very young animals," explains Freed. The cells are
then attached onto a three-dimensional polymer scaffold.
"Usually our scaffold is a fibrous mesh of a polymer that is
biodegradable and synthetic," she continues. Cells are
attached on all surfaces of the scaffold and between its
pores, unlike standard cell culture, where cells are spread
flat, almost two-dimensionally, in a petri dish. This
technique allows the cells to behave in ways that more
closely mimic activity in a living organism. The attachment
process takes only a few hours, after which the scaffold
containing the cells is placed in a NASA bioreactor
containing a solution of nutrients to feed the cells and a
Functionally connected heart cells that
membrane for gas exchange. The bioreactor rotates, keeping are capable of transmitting electrical
signals are the goal for tissue
the scaffold freely suspended in the liquid.
engineering researchers Freed and
Vunjak-Novakovic.
Electrophysiological recordings of
engineered tissue show spontaneous
contractions at a rate of 70 beats per
minute (a), and paced contractions at
rates of 80, 150, and 200 beats per
minute respectively (b, c, and d).
It takes about a week of just the right conditions for the
more than 5 million (on average) cells to begin to form
connections among themselves. The process is exacting,
explains Freed, because cardiac cells are very sensitive to
their growth environment and require lots of oxygen. The
researchers start with such a large number of cells because
cardiac cells essentially do not divide in culture. "If you start with 5 million cells," says VunjakNovakovic, "you end up with 5 million cells, more or less." The object of culturing individual
cardiac cells is not to produce more cells, but to encourage the cells to develop connections and to
begin to contract in unison, as a piece of functional tissue. Vunjak-Novakovic explains the
significance of this behavior: "Transmission or conduction of electrical signals is possible only if
the cells are functionally connected. This is the goal, actually -- to make and reorganize or
reconstruct the cells' native tissue."
The second goal of the research begins where culturing in
the bioreactor leaves off -- studying the engineered tissue.
Freed, Vunjak-Novakovic, and a number of researchers and
students at MIT and Boston University characterize the
tissues in order to learn about their electrophysiological,
Success in heart tissue engineering
histological, and molecular properties. Using an electrode
comes one step at a time. To date,
array, researchers can study the propagation of electrical
researchers are capable of
waves through the tissue, command the tissue to beat at a
engineering only very thin patches of
heart muscle, but they are working
prescribed rate, and study the range of frequencies that can
toward the even greater challenges of be used to pace the tissue, much like the function of a
creating in-vitro, thick, vascularized
pacemaker implanted in a human heart patient. "We can use
tissue. Here, a transmission electron
antibodies to look at the connecting proteins that are joining
micrograph of engineered tissue
the cells together and study those channel proteins," says
shows a number of important
landmarks present in functional heart
Freed. "We can also use biochemical methods to look at
tissue: (a) well-organized myofilaments construct metabolism and enzyme levels."
(Mfl), z-lines (Z), and abundant
glycogen granules (Gly); and (b)
intercalcated disc (ID) and
desmosomes (DES).
Though excited about their successes thus far, Freed and
Vunjak-Novakovic know that there is a long road ahead of
them before engineered heart muscle patches are ready to
help patients in need. "Right now we've just made the muscle component, and even that muscle is
very thin. To get a real piece of implantable cardiac tissue, that cardiac muscle that we now have
has to be integrally fed by a vascular system. It's sort of the $64 million question for tissue
engineering," says Freed. A further challenge will be learning to solve the same engineering
challenges with human cells. Current experiments on rat cells offer the advantage of a mammalian
analog to human cardiac function, but only human cells can give researchers the ability to move
from laboratory observation to an actual clinical application. One possibility for resolving the gap
between research on rat cells and studies of human cardiac cells lies in the use of stem cells, or
primitive cells, which are still capable of cell division and differentiation. "Amplification,
vascularization, and immunological compatibility could all be solved with stem cells," says Freed.
"It's just that we are at the very, very beginning of that research."
Freed, Vunjak-Novakovic, and their team of researchers have published their findings in two
articles: "Cardiac Muscle Tissue Engineering: Toward an In-Vitro Model for Electrophysiological
Studies," American Journal of Physiology, vol. 277 (Heart Circ. Physiol. 46) H433–H444, 1999;
and "Cardiac Tissue Engineering: Cell Seeding, Cultivation Parameters, and Tissue Construct
Characterization," Biotechnology and Bioengineering, 64: 580–589, 1999.
A High-Performance Embedded Computing System for Medical Applications
Iain Goddard
The industry-standard PCI bus and RACE architecture team up to provide the bandwidth and flexible configurability.
Medical imaging system development is driven by two demands in seeming conflict: one, the expectation of ever
increasing resolution, which requires ever more computation to yield images, and two, the need to maximize patient
throughput in order to make high-end systems affordable. Improvements in resolution and versatility in turn lead to
greater demand for imaging resources. Imaging systems have entered diagnostic and interventional settings where they
had been little used before.
Higher-performance embedded computer systems for image processing and image formation must be developed in
response to these trends. Embedded systems must handle increasing volumes of sensor data in order to create images
of greater quality. Simultaneously, they must also generate images more quickly in order to process more patients and
provide near-real-time images for interventional applications and acute diagnostics.
Today's medical imaging applications require computers with far greater processing and data-handling bandwidth than
ever before. Proprietary pixel buses that have a large yet restricted bandwidth must often be used to augment busoriented, board-based systems. The pipeline bus must be arranged in segments so that bandwidth does not become
throttled as system size increases. But segmentation results in diminished flexibility: the data stream is more
predetermined, and the connection between bus segments has to be designed carefully.
System flexibility and bandwidth can be improved, however, by recourse to a switched-fabric architecture. A
switching fabric interconnects system resources by means of switches in multiple stages, which route transactions
between an initiator and a target. Each stage of a switching fabric typically consists of an intelligent multiport crossbar
switch. The switch device can recognize an identifying data-stream header in order to route the communication
transaction dynamically through the appropriate port to the next stage of the network. The initiator and target of the
transaction can be any combination of processor and I/O controller, which allows for multiprocessor architectures and
flexible I/O configurations. Such a crossbar architecture enables system bandwidth to be increased as the size of the
system increases.
Figure 1. The RACE-series VantageRT base module, which combines the industry-standard PCI bus and the
RACEway Interlink standard.
Some embedded computing systems, such as Mercury Computer Systems' FACE architecture, embody this capability.
Using the RACEway Interlink standard, they offer multiprocessor computing supported by multiple softwareselectable data paths at full bandwidth.1 The systems are available in both PCI (peripheral component interconnect)
and VME form factors. They make possible field upgradability for entry-level to high-end medical imaging systems.
This article discusses the hardware and software components of the flexible, high-bandwidth systems, and examines
their performance in medical imaging applications.
Embedded Processing Based on Combination Architecture
The VantageRT series combines the industry-standard PCI bus with the RACEway Interlink standard. This RACEPCI combination has found broad acceptance for medical imaging applications. PCI-based systems may be less rugged
than those based on the VME bus, but they provide a cost advantage and also access to a broader range of component
choices.
Base Module. Each base module, or board, has a PCI edge connector on the bottom, two RACE ports on the top, and
two six-way RACE crossbars. An SCSI (small-computer systems interface) connector allows communication to such
devices as an SCSI disk array. Several base modules can be configured together, typically in an industrial PC chassis,
with PCI Interlink modules resting on top of them for attachment to the RACE ports and providing flexible paths for
communication between boards through another crossbar (Figure 1).
Processing is performed by compute nodes (CNs), of which there are two on each base module. The processors in a
CN may be either SHARC digital signal processors or PowerPC microprocessors. Other CN components include
SDRAM (static-dynamic random- access memory), level 2 cache (in the case of the PowerPC), and an applicationspecific integrated circuit (ASIC) chip that acts as both memory controller and network interface to the RACE
switched-fabric interconnect.
Ports. Each connection provides a bandwidth of 160 Mbyte/sec, with multiple connections occurring at the same time;
a six-way crossbar supports three simultaneous communication paths. The two RACE communication ports located on
top of the base module provide 320 Mbyte/sec of peak data-transfer access for interconnecting boards. With a six-
board configuration, the system has 960 Mbyte/sec of peak data-transfer bandwidth. Additional system bandwidth is
available via PCI communications.
High Bandwidth. The high-bandwidth capacity of this RACE-plus-PCI architecture stands in sharp contrast to the
limited bandwidth achievable in a PCI-only system. The PCI standard was not designed to handle many processors or
many interrelated I/O streams. The bandwidth of a PCI-bus segment is 133 Mbyte/sec; a typical segment can accept
up to four plug-in boards, each of which may contain several processors, but there can be only one communication
path along that segment at any particular time. Contention for use of the PCI-bus segment can induce long latencies
that limit real-time operation.
Scalability. PCI system scalability can be increased with PCI-to-PCI bridges connecting multiple PCI-bus segments in
a passive backplane. Unfortunately, such bridges exacerbate the contention problems of the bus. A single
communication path from one side of a bridge to another can consume all of the communication resources for both the
upstream and downstream PCI-bus segments. A medical imaging computer system that requires multiple processors
and multiple I/O modules will face difficult contention issues if it has PCI-only architecture.
Figure 2. One base module and a display device can be
used to construct a vascular review station. See text for the
role played by each labeled component.
Although 64-bit PCI systems expand the bandwidth of the PCI segment to 266 Mbyte/sec, that greater bandwidth is
still shared by all the resources in the system. Switched-fabric architecture offers higher bandwidth that scales with the
number of nodes—up to 2.5 Gbyte/sec connecting 32 CNs. In the RACE++ architecture available in VME-based
systems from Mercury—and soon in its RACE-PCI products as well—each connection provides a bandwidth of 266
Mbyte/sec, with an eight-way crossbar supporting four simultaneous communication paths. As many as 32 CNs can be
connected with more than 4 Gbyte/sec of bandwidth.
Software for Real-Time Systems
Real-time systems for medical imaging applications need deterministic, low-latency software components that can
exploit the performance capabilities of high-bandwidth, multiprocessor hardware. Multiprocessor configurations
require system-level software services at the intraprocessor and interprocessor levels.
The software core of the system under discussion is a run-time environment that has been designed to leverage the full
potential of the RACE architecture. The operating system (OS) includes a nanokernel that is executed on each
processor to provide intraprocessor services. Known as POSIX, it is a real-time portable operating system for UNIX
kernel with single-processor application programming interfaces (APIs) for process and thread control, timers,
interrupts, and device control. Also within the OS is an interprocessor communication system (ICS) for interprocessor
services. The ICS supplies a uniform set of process-to-process communication facilities that operate between
processes running anywhere within a network of processors. It makes possible remote process control and
synchronization, shared-memory objects, and data transfers.
Also necessary to achieve higher productivity during application development are higher-level APIs and development
tools. The VantageRT includes a multiprocessor communication API with a high-performance set of libraries in C
language. The libraries constitute a complete programming environment for developing parallel applications in a
distributed-memory multicomputer system while maintaining optimal hardware performance.
Integral to the run-time environment is a scientific algorithm library (SAL) consisting of more that 400 hand-coded
assembly language routines. The SAL is optimized for each processor in the RACE architecture and is designed to
promote code reusability. It encompasses a comprehensive group of functions, including vector processing, fast
Fourier transform (FFT) algorithms, and data conversion, that are callable from high-level-language programs.
Vascular Imaging
The technology just described can be used in vascular image processing. In the systems discussed below, a PowerPC
microprocessor was used. Optional special-processing hardware, such as a convolver, or I/O interfaces may be added
to the system at the RACE daughtercard locations.
Digital data can be brought into the system by means of a variety of standard or custom input devices, connected
either directly to a RACEway module or by a PCI-to-RACEway interface. Data may be archived to or replayed from
an array of high-performance SCSI disks interfaced directly to the real-time system. Image processing is executed on
RACE CNs running compiled C programs and special library functions. A programmable RACE convolver node
provides up to 9 X 9 spatial filtering at full frame rates.
One base module and a display device can be used to configure a vascular review station as diagrammed in Figure 2.
To create such a system, frames acquired at 512 X 512-pixel resolution are archived to a disk drive attached to the
board's SCSI interface (point [a] in the figure). During review, the images are retrieved from the disk at 30 frames per
second (fps) and sent to a CN (b), where each image is subtracted from a mask image. Images are then edge-enhanced
with a 5 X 5 filter and passed through a log look-up table (c). In the display card, the 512 X 512-pixel images are
zoomed to 1024 X 1024 pixels (d).
A 30-fps cardiac interventional system can be built from three base modules connected by a RACEway Interlink
module, along with a display device, as shown in Figure 3. The live frames, 1024 X 1024 reasolution with 10-bit depth
at 30 fps, are sent from the acquisition system to a RACEway input module (a). The frame lines are divided between
two CNs (b), where a complex adaptive algorithm is applied and where the pixel depth is reduced to 8 bits. The frame
lines are rejoined as they enter the convolution module (c), where a 9 X 9 sharpening filter is applied in real time and
with eight lines (260 microseconds) of latency. In another CN (d), a region of interest of each frame is zoomed and
formatted and then sent to the left half of the frame buffer in the display card (e).
Synchronized with this live-image processing chain, a second imaging chain plays back a previously acquired series of
1024 X 1024 X 8-bit pre- and post-contrast frames. These frames have been archived on two SCSI disk arrays (SDAs)
of four disks each (f); each SDA can be read at 30 fps (30 Mbyte/sec). These pairs of frames are sent to a CN (g) for
subtraction, and then to a convolver module (h) for edge enhancement. A CN (i) performs formatting and delivers the
frames to the right half of the display frame buffer (j).
Scalability. System performance can be increased by adding more base modules, thereby increasing the number of
CNs. Standard interfaces are used to facilitate upgrades and new technology. The software environment is common to
each. System bandwidth grows through the addition of PCI segments and RACEway paths, while I/O and processing
capabilities increase.
Reconfigurability. The speed at which the operating mode of a system can change is governed by interrupt times. A
node-to-node interrupt is measured at 20 microseconds. The time to change algorithms and look-up tables is then
determined by memory bandwidth and is on the order of a few microseconds per kilobyte.
High Bandwidth. The SDA interface bandwidth is 40 Mbyte/sec peak, which may be achieved with three or four SCSI
disks. This is equivalent to 19 fps for 1024 X 1024 X 10-bit frames. RACE 1.0 bandwidth is approximately 157
Mbyte/sec sustained, sufficient for simultaneous reading and writing of 2048 X 2048 X 10-bit frames at 19 fps.
Low Latency. At 30 fps for 1024 X 1024-pixel frames, one line of the image represents 32 microseconds of latency,
and two-frame intervals are 67 milliseconds. The system's convolver module introduces 260 microseconds of latency
for 8-bit frames, and one frame plus 260 microseconds for 10- or 12-bit images (two convolver passes are used for
these pixel depths). RACEway transfers are most efficient for blocks larger than 2048 bytes; therefore, system
operation must be tuned for the most time-critical processing steps in terms of fast transfers (more lines per block) and
low latency (fewer lines per block). In addition, special algorithms may introduce more latency because of operating
on multiple lines at one time.
Figure 3. Diagram of a cardiac interventional system based on three base modules connected by a RACEway Interlink
module and including a display device. See text for an explanation of the role played by each labeled component.
Computation power. A system convolver performs spatial filtering with 9 X 9 arbitrary kernels on 1024 X 1024 X 8bit frames at full frame rate up to 30 fps. Systems based on standard PCI and RACEway architectures feature highly
scalable performance. Basic configurations of system elements support 30 fps in acquisition and display of 1024 X
1024 frames, while larger configurations support larger frames, greater pixel depths, faster frame rates, and more
functionality. Simpler configurations can sacrifice performance in trade for lower cost. All system configurations use
the same scalable, real-time software base. These programmable systems can be reconfigured on the fly by means of
software switching.
Other Medical Imaging
Real-time magnetic resonance (MR) scanning has historically been hampered by slowness of image acquisition,
reconstruction, and display. The computer processing alone could take several seconds, and images could be analyzed
only after an examination had been completed. Additionally, any movement within the body, such as blood flow,
slowed image capture and made getting a clear image difficult. Images frequently had to be retaken. These limitations
resulted in only a relatively small number of patients being processed by each imaging machine, and then only for a
small set of diagnostic applications.
Technologists have been able to solve these problems by designing a real-time MR scanning system using the
embedded processing technology described above. Data acquisition and image reconstruction can be performed at
speeds that make possible interactive MR examinations of a beating heart. In less than 1 second, a complete 3-D
image can be acquired, reconstructed, and displayed. As a result of these improvements, blood flow in deep tissues
now can be recorded with high resolution.
Conclusion
Solutions to challenging imaging
problems require the use of high-performance embedded computing systems and low-latency, real-time
communication capabilities. Significant new trends in medical imaging, such as multislice computer tomography and
3-D imaging, will also require such technologies. The performance of the system described here suggests its potential
utility in devices created to fill present and future needs.
Reference
1. ANSI/VITA 5—1994, "RACEway Interlink," VMEbus International Trade Association, Scottsdale, AZ.
Iain Goddard, ScD, is manager of Medical Technology Applications, Mercury Computer Systems Inc. (Chelmsford,
MA).
Back to the Fall 2000 Table of Contents
Copyright ©2000 Medical Electronics Manufacturing
FUTURE TECH Devices
The information chain gets personal.
September 2001
- Healthcare Informatics
In this special section, the editorial staff explores IT-based medical
Healthcare Informatics
on Point of Care
technology devices that have the potential to enhance the growing trends
Computing Index
of home healthcare, patient empowerment and gene-based medicine. To
narrow the field, we chose devices that are in the pipeline and scheduled
for adoption, that have the capacity to improve the delivery of
healthcare, and that seem to hold the most promise--for both patients and
healthcare providers.
In the following pages, you'll find descriptions of new technologies
being employed in devices ranging from a diagnostic wristwatch for
cystic fibrosis to brain-machine connectivity interfaces that may be able
to replace impotent neurological functions. We know this is just the tip
of the technology iceberg and welcome your suggestions and comments
(hciletters@mcgraw-hill.com).
Now, enjoy a brief respite from HIPAA--and see what else is shaping the
next phase of healthcare delivery.
Cynthia Huff
Executive Editor
Creating an artificial pancreas
Diabetes researchers are aiming much higher than being able to control
blood glucose levels--they're working to create an artificial pancreas. For
now, sensor technologies can continuously monitor glucose levels, but
Philip Levin, M.D., medical director at Mercy Medical Center,
Baltimore, is awaiting the day when a closed-loop system becomes
available, allowing automatic delivery of insulin as needed. Such a
system wouldn't mean the end of diabetes, Levin says, but it would
dramatically diminish the secondary and often debilitating effects of the
disease.
At present, patients at Mercy are using the Continuous Glucose
Monitoring System developed by Northridge, Calif.-based MiniMed Inc.
(slated for acquisition this year by Medtronic Inc., Minneapolis). A
sensor placed under the skin records glucose levels. Data, downloaded to
an external computer, is analyzed periodically to check insulin dosing.
In a step toward automated insulin delivery, MiniMed's affiliate Medical
Research Group, Sylmar, Calif., is developing a semi-permanent system
in which a glucose sensor implanted in the central vein leading to the
heart works in conjunction with a hockey puck?size insulin pump
implanted in the abdomen. The patient would program the insulin dosage
via a handheld computer using radio frequency telemetry. The pump,
which could hold a three-month insulin supply, would be refilled in a
physician's office. The sensor's life span is one to two years and the
pump's is 10 years. Eventually, the sensor and pump will be combined to
create an artificial pancreas that measures glucose levels and delivers the
right amount of insulin automatically.
Another system being developed, by Animas Corp., Frazer, Pa., uses an
optical sensor implanted across a vein to measure glucose levels in the
blood through short-wave infrared absorption. Readings will be
transmitted via radio waves to a wristwatch-like display unit. The sensor
will be marketed along with an insulin infusion pump--creating a closedloop system. A key component of a closed-loop glucose delivery system
is algorithm software, which would allow real-time measurements to
control insulin dosing through a small pager-like telemetry device. The
fundamental pieces of the technology are there, says Kevin Sayer, CFO
of MiniMed. If all goes as planned, a combination unit with both sensor
and pump will be on the market in three to four years. *
Stacy May is assistant editor of Healthcare Informatics.
Diagnostic wristwatch
Researchers at Ireland's Dublin City University's National Centre for
Sensor Research are completing work on a wristwatch that uses external
sensor technology to diagnose cystic fibrosis. Children are the main
target of the device because early diagnosis is important, says Dermot
Diamond, the Centre's associate director, but it also works in adults.
The watch collects the patient's sweat in tubing. Then three built-in
electrodes use voltage to measure the sodium, chloride and potassium
levels to detect an electrolyte imbalance characteristic of cystic fibrosis.
Voltage readings are sent to either an LED monitor, where lights are
illuminated depending on the outcome, or are transmitted wirelessly to a
laptop.
Traditionally, physicians diagnose cystic fibrosis by sending a blood or
sweat sample to a lab for testing, which can be time-consuming and
expensive. With the watch, results are available in minutes. The price of
the device has not been determined, and Diamond has not yet applied for
U.S. Food and Drug Administration approval. *
Lisa Stammer is senior technology writer at Healthcare Informatics.
Camera in a capsule
Some of the anxiety and discomfort associated with gastrointestinal tract
examinations may soon be history. Scientists at Given Imaging Ltd.,
Yoqneam, Israel, have developed a wireless digital camera about the size
of a pill (11 x 30 mm). It's sealed in a capsule, which patients swallow,
and it takes high-quality color images while passing through the
digestive system--including areas that traditional endoscopy methods
have trouble viewing.
The M2A Swallowable Imaging Capsule embarks on its journey
equipped with two white light? emitting diodes, a complementary metal
oxide silicon image sensor, an application-specific integrated circuit
transmitter and antenna, and two silver oxide batteries with a life of more
than five hours. As patients go about their daily routine, the camera
captures images (two per second) that are transmitted, using UHF
telemetry through an array of sensors placed on the body, to a portable
recorder worn on a special belt. Caregivers can download the stored
images onto a PC to produce short video clips for diagnosis using
proprietary Given software. The disposable M2A capsule is excreted
within a few days.
Clinical trials, led by Blair Lewis, M.D., Mt. Sinai School of Medicine,
New York, and Paul Swain, M.D., The Royal London Hospital, got
under way last fall. The capsule has been approved for use in Europe and
Australia, and the U.S. Food and Drug Administration recently approved
its use in conjunction with standard endoscopy.
Bob Oas is associate managing editor of Healthcare Informatics.
Nanotechnology in medicine
More and more scientists and engineers are configuring structures out of
less and less. Using nanotechnology, they're building with particles that
are 1/80,000 the diameter of a human hair. Medicine is one of the most
promising areas for application of this discipline, and the Bush
administration has requested that $519 million be set aside for its study
in 2002--$45 million of it to go to the National Institutes of Health.
Researchers predict that nanotechnology will significantly improve
treatment of a variety of diseases in the next five to 10 years.
The definition of nanotechnology differs even among scientists active in
the field, but basically, it means working on a very small scale. (The
prefix "nano" means one billionth.) "Essentially it's any technology that
lets you build devices using atoms or molecules like Legos," says Mauro
Ferrari, Ph.D., professor of internal medicine and mechanical
engineering at The Ohio State University, Columbus. Nano structures are
no larger than the body's smallest molecules, such as DNA. And
theoretically, because of their minuscule size they will not be rejected by
the immune system when injected into the human body.
But there's more to nanotechnology than size. Unlike passive
microelectromechanical systems, which miniaturize larger structures,
nanotechnology uses individual particles to build smart devices and
control processes.
Ferrari, like other researchers, is using this smart technology to
differentiate abnormal from normal cells and to replace damaged cells
with nanocells that can perform normal cellular functions. And through
cell differentiation, Ferrari hopes to create a safer drug delivery system.
For example, in a patient who has cancer, nanoscopic chemotherapeutic
agents could be directed at cancerous cells only, sparing healthy ones.
Ferrari is also working on microdelivery systems for heart disease drugs,
and he hopes to have cellular transplantation for diabetic patients
available commercially by 2003. Researchers at the University of Illinois
College of Medicine, Chicago, are exploring similar techniques using
brain cell replacement for treatment of Alzheimer's disease.
--L.S.
Surgical precision with automation
Striving to improve surgical outcomes by augmenting preoperative data
with intraoperative imaging, a multinational team of researchers is
developing a magnetic resonance-compatible robotic device, known
simply as the medical robot. The project involves use of cooperative
("steady hand") manipulation devices and automation of low-level
mechanical actions to accomplish high-precision tasks, such as moving a
needle or catheter to an exact position. Technologies being applied
include robotics, imaging, optical tracking and computational modeling.
The prototype medical robot consists of a display, positioned at the
surgeon's head, and long arms for reaching into the surgical field. In its
first clinical test later this year, the device will hold a biopsy needle.
Though simple, the test will enable researchers to develop underlying
concepts and set a framework for more sophisticated devices, says Ron
Kikinis, M.D., director of the Surgical Planning Laboratory at Brigham
and Women's Hospital, Boston, one of three collaborating institutions.
The others are Computer Integrated Surgical Systems and Technology at
Johns Hopkins University, Baltimore, and Surgical Assist Technology
Group in AIST, Tsukuba, Japan.
For more information, see
http://www.spl.harvard.edu:8000/pages/projects/robot-new/index.
Charlene Marietti is editor of Healthcare Informatics.
Smart Probe may avert biopsy
Breast cancer could soon be detected with little more than the prick of a
needle. The Smart Probe, a new diagnostic tool developed by San Jose,
Calif.-based BioLuminate and Lawrence Livermore National Laboratory
in Livermore, Calif., will be used after initial screening and is expected
to reduce unnecessary biopsies--for a projected savings of nearly $2,100
per patient.
Once inserted into the suspicious region, the tip of the probe sends out
beams of light that bounce off tissue and measure optical, electrical and
chemical properties in real time. Measurements can be compared with
those of healthy and cancerous tissue to determine whether a lump is
benign. The device can be configured to deliver various therapies, such
as laser heat and radioactive seeds, if cancer is found. The tool is
expected to be effective in women of any age.
The Smart Probe comes with a disposable four-inch-long needle and
small electronic box containing a computer, optical components and a
graphics display. The system is anticipated to cost less than $50,000.
Researchers intend the Smart Probe to be available by 2003. Clinical
trials were slated to begin at the University of California, Davis and San
Francisco campuses, in August.
Laurie Dion is editorial intern at Healthcare Informatics.
Interfacing the brain
Scientists have been tinkering with neural implants for decades, trying to
tap into the brain's electronic communication system. Brain implants
might be able to erase many disabilities--restoring messages to a
paralyzed limb or circumventing a blind eye, for example.
Encouragement comes from other successes: Cochleal implants have
reinstated partial hearing, and retinal implants have returned vision of
basic shapes and light intensities. But these types of implants work only
if the damage is in the organ, not along the nervous system's messaging
expressway. Brain implants may represent the detour--a direct interface
with the body's command center.
In 1998, researchers at Atlanta's Emory University linked a computer to
the brain of a paralyzed, mute man. After much practice, he could select
conversational phrases and spell out words on a computer screen by
thinking about them.
Last year, Miguel Nicolelis, M.D., a neurobiologist at Duke University,
Durham, N.C., interfaced specific neurons in a monkey's brain to a
robotic arm housed at the Massachusetts Institute of Technology,
Boston. When the monkey raised its arm, the remote robot "overheard"
the brain's command and copied the movement. This huge step in neural
interfacing has fueled thoughts of "smart prostheses"--artificial limbs
hot-wired directly to the brain.
Neuroengineers at Arizona State University, Tempe, and other
institutions are exploring new types of implantable microelectrodes that
have more communication arrays in a smaller space and better materials
to reduce chances of degradation or rejection by the body.
Brain-machine interface technology holds much promise, but vast
hurdles remain. No one is really sure how the brain perceives what it
does, so the approach to mimicking the brain's messaging "language" is
uncertain. Which part of the brain controls motor activity has been
determined, but how the brain encodes the neural message "lift this
finger" has not been. It may be possible to send images directly into the
visual cortex of a lifelong blind person, but how can the brain be told
what "yellow" is?
Nevertheless, progress and optimism continue. Engaging in conversation
with the brain's complex circuitry and deriving practical benefits from
brain implants may not be as futuristic as they sound.
Pamela Tabar is news editor of Healthcare Informatics.
Smart shirts
In 1978, Marvin Sackner, M.D., medical director of VivoMetrics Inc.,
Ventura, Calif., introduced a technology for use in sleep labs that was so
inventive and useful, more than 1,600 articles have been written about it.
Today, VivoMetrics is licensing this inductive sensor technology for use
in the LifeShirt, which monitors wearers' body position, breathing
patterns and heart activity.
Using insulated copper wires, sensors able to record data on as many as
40 different physiological parameters are attached to the abdominal
section of the shirt's fabric. The wires expand and contract with
breathing, which creates a magnetic field that is converted to voltage.
Data is collected 50 times per second and sent via a cable imbedded in
the shirt to a handheld computer attached to the patient's belt. Data is
recorded and encrypted on a 64Mb flashcard and can be sent to
VivoMetrics' processing center via the Internet, phone modem or
standard mail. Once the data is received, it is processed and a report is
returned to the physician within an hour.
VivoMetrics hopes that the LifeShirt, currently approved for research,
will receive full U.S. Food and Drug Administration (FDA) approval and
be available commercially by year's end. Sackner estimates that real-time
wireless monitoring and three more versions of the shirt will be available
in one to two years.
A similar shirt used to monitor patients' vital signs--the Wearable
Motherboard--is under development at Sensatex Inc., New York.
However, researchers are concentrating on the electro-optical fabric it's
made of, which allows transfer of data from the wearer to the garment,
rather than on the sensors. Jeff Wolf, CEO, says that any commercially
available sensors can be used to collect the low-voltage data. A
transceiver on the shirt acts like a mini-processor to record data from the
sensors and send it to a wireless gateway, where the appropriate method
of transmitting results to the physician is determined.
The shirt is the brainchild of Sundaresan Jayaraman, Ph.D., professor of
textile engineering at the Georgia Institute of Technology, Atlanta. He
won funding from the Defense Department's Defense Advanced
Research Projects Agency in 1997 for a shirt that can track the vital signs
of soldiers on the battlefield so triage units can determine those most in
need of immediate care.
Sensatex licensed the shirt in April 2000. Wolf anticipates FDA approval
and commercial availability in about a year.
--L.S.
Genomics in everyday diagnosis
Among the progeny spawned by the recent marriage of genomic
knowledge with new technologies, DNA diagnostic testing has been an
early beneficiary. Already worth $530.8 million in 1997, the global
molecular testing market is growing at 20 percent per year and is
estimated to reach $1.3 billion by 2003, according to San Antonio-based
Technical Insights, a division of Frost & Sullivan. For now, the market
centers on sophisticated methodologies and centralized testing, largely
concentrated in specialized laboratories where turnaround times, like
costs, are high.
But the lab testing market is moving downstream. "Within 10 years,
probably within five, distributed diagnostics will be done regularly and
noninvasively in patients' homes," predicts Richard Smith, director of
Forecasts in Science, Technology, and Engineering at Coates & Jarratt
Inc., Washington, D.C. He expects 80 percent of diagnoses to be at the
molecular level by 2010. To underwrite this transition, Smith looks to
microfluidics technologies, such as "lab-on-a-chip,"
microelectromechanical systems, nanoelectromechanical systems and,
ultimately, nanotechnology.
Among biotechnology companies that want to be part of the molecular
diagnostic testing market and also develop point-of-care strategies are
Nanogen, San Diego, and Motorola Life Sciences, Schaumberg, Ill.
Nanogen isn't rushing to point-of-care devices just yet, says Kierhan
Gallahue, president, but in three to five years the company expects to
have validated its technology in core clinical reference labs and
centralized testing environments. Then it will move toward distributed
diagnostics with its NanoChip.
Motorola is making strong headway toward the point-of-care market. Its
currently available eSensor DNA detection unit, a clinical lab-based
instrument about the size of a large laser printer, is first generation, says
Daniel H. Farkas, Ph.D., director of clinical diagnostics. The system uses
Motorola's postage stamp-size eSensor biochips, each a printed circuit
board containing 36 gold electrodes and up to 36 place-specific DNA
capture probes. The bioelectronic detection chip can identify, for
example, not only the bacteria responsible for an infection but also the
most effective antimicrobial regimen. Generated data is digital, so it can
be transmitted via hard-wiring or wirelessly to a laboratory, physician
pager or other point of need.
The eSensor DNA detection handheld unit will deliver eSensor
technology in a smaller, cheaper format. Farkas' ideal point-of-care
device would be small--but not necessarily a handheld--and able to
perform DNA extraction, amplification and bioelectronic detection on a
raw sample within 15 minutes. Plus, it would be able to transmit the
digital results wherever needed. He thinks achieving such a device by
2004 is a realistic goal, given Motorola's forte in chips and wireless
communications. As for the amplification and extraction functionalities,
which are yet to be developed and integrated, Farkas foresees few
barriers since both technologies are robust and well studied.
DNA and RNA diagnostic testing devices continue to shrink in size, cost
and complexity. It's another genomics race--with infectious disease,
oncology, genetic testing and pharmacogenomic diagnoses the winners.
--C.M.
Click here for Subscription Information
RETURN TO SEPTEMBER 2001 TABLE OF CONTENTS
HOME | MAGAZINE | RESOURCE
GUIDE | CLASSIFIEDS | SPOTLIGHTS | ADVERTISER
SERVICES | CONFERENCES | REGISTER
Copyright (C) 2001. The McGraw-Hill Companies. All Rights Reserved
E-mail Privacy Notice.
INTRODUCTION
Heart valve prostheses are a well known example of the application of engineering
techniques to medical situations, and must be considered a great success by any measure
(1). Occasionally, however, there is a need for a valve to be mounted in a short length of
conduit tubing rather than directly into the heart at the normal anatomic site. This need
arises particularly in children where there is also some reconstructive surgery to be
carried out on the great vessels to correct a congenital abnormality (2). At present this
need is largely met commercially by fixing a conventional mechanical valve, without its
sewing ring, into a fabric tube of the type used in arterial grafts (3). This has the
advantages that all the component parts are readily available and have been proved in
many thousands of implants. This does not imply, however, that this approach to conduit
valves is ideal or even satisfactory.
The main problem with existing valved conduits is that the valves in them were designed
for insertion between two chambers of the heart (generally the left atrium and ventricle,
or the ventricle and the aortic sinus chamber) and were never intended for placing in the
confined flow conditions to be found in a cylindrical tube. Most valve prostheses rely on
the formation of vortices or recirculating flow patterns behind the occluder or leaflets to
assist their closure (4) and it is difficult to achieve this in a straight tube, which is not
shaped to give ventricular or sinus flow. Hence there is evidence that some existing
conduit valves do not function properly at certain operating conditions (5). The prosthesis
shown in Fig 1 was initially developed to overcome this drawback to the existing limited
range of conduit valves, and the design philosophy adopted was to use a rigid conduit
body so that the blood flow could be guided around a ball occluder, maintaining a near
constant flow area and hence minimising pressure drops, shear rates, and areas of
recirculation or stasis. The ball occluder, much employed in this discipline over the years
e.g. in the Starr-Edwards series of valves, lends itself to this approach because of its
inherently streamlined shape and the way in which it wears evenly.
Figure 1 Schematic of the ball valve conduit.
The early design and development stages
of this conduit valve have been reported
by Gentle (6), who described various
preliminary attempts at producing an
optimum valved section where the key
parameters were the pressure drop and
the overall length. Generally the flow
properties were found to be better if
more gradual changes in cross-section
were adopted, but this led to an
excessively long prosthesis which could
not readily be accommodated within the
chest cavity. A compromise was reached
by having inlet and outlet cones with half
angles of 45, separated by a central
cylindrical section as shown in Fig 2.
Figure 2 Some model stages in the conduit
The relative dimensions are set by the
valve design.
stipulation that the inlet area A, the
frustum area B, the annular area C, the
frustum area D and the outlet area E
should all be equal.
This simple design produced very low pressure drops while maintaining the overall
length within a physiologically acceptable limit. It was clear, however, that the abrupt
changes of cross section area and flow direction at the joins between the various conical
and cylindrical shapes would lead to high shear stresses and regions of recirculation or
stasis. It was subsequently decided, therefore, to pursue this preliminary design
investigation through the medium of Computational Fluid Dynamics (CFD), as reported
by Tansley, Edwards and Gentle (7), and by Tansley (8). Without the need to construct
each modified design physically, it was possible to investigate many different designs by
modelling them on PHOENICS, a commercially available finite difference CFD package.
Figure 3 CFD velocity plot showing high velocity regions at the sharp corners.
Typical velocity results are shown in Fig 3 which illustrate that it is possible to visualise
the complete flow field, albeit only for steady flow at the moment, so that areas of high
haemolytic or thromboembolic potential can be minimised by adjusting the internal
profile of the conduit body. This example validates the assertion made above that the
abrupt changes in profile are associated with regions of high velocity. An important
advantage to this approach is that the method incorporates a non-Newtonian blood
viscosity model, a significant advance on simple blood analogue fluids used in
conventional flow experiments.
The outcome is the conduit valve
illustrated in Fig 1, with rounded profile
to eliminate corners and a throat to
produce a low pressure region behind the
ball which helps to hold it on the three
supports. Subsequent tests on a
fabricated model have confirmed a
reliable action and demonstrably good
flow properties, as shown in Fig 4 which
indicates the pulsatile flow
characteristics for the ball conduit valve, Figure 4 Flow characteristics of the conduit
valve.
a Björk-Shiley conduit valve and a
* Uncorrected stenosis; * Björk-Shiley; * Ball
typical aortic stenosis.
valve conduit;
The use of a rigid valve body does, however, introduce the complication that some
material has to be found which can form a well-defined shape to close tolerances, while
at the same time providing an acceptable interface with the blood. The material which
was eventually chosen was ceramic, in particular it is envisaged that a commercially
available medical grade of alumina (Deranox 997, manufactured by Morgan Matroc Ltd
(Rugby Division), Rugby, U.K.) will be suitable. This material is no longer considered to
be a biograde ceramic, according to the definition of ISO 6474, since its porosity causes a
structural strength and surface finish which are not suitable for orthopaedic prostheses.
The purpose of the rest of this paper is to consider the particular requirements and
attributes of the chosen alumina for this cardiovascular application, and then briefly to
look at manufacturing methods which could be employed for production of the conduit
Wellington Sears Handbook of Industrial Textiles
Adanur, Sabit
Hardcover
832 pages
1995
Description
The Wellington Sears Handbook of Industrial Textiles has been a widely used textile
industry reference for more than 50 years. Now a completely updated new edition has been
published.
It was prepared by a team of industrial textile specialists at Auburn University to provide
both technical and management personnel with a comprehensive resource on the current
technology and applications of today's industrial textiles.All aspects of industrial textiles are
covered: man-made and natural materials, manufacturing and finishing methods, and all
applications.
There are also sections on properties, testing, waste management, computers and
automation, and standards and regulations. The appendices provide extensive reference
data: properties, specifications, manufacturers and trade names, mathematical equations
and measurement units.
The text is organized for easy reference, and well illustrated with hundreds of schematics
and photographs.
Table of Contents
Foreword/Preface/Introduction
OVERVIEW OF INDUSTRIAL TEXTILES
Overview of Industrial Textiles
POLYMERS AND FIBERS
Fiber Forming Polymers
Natural and Man-Made Fibers
FIBER AND YARN MANUFACTURING
Manufacture of Man-Made Fibers
Manufacture of Continuous Filament Yarns
Manufacture of Staple Yarns
FABRIC MANUFACTURING
Classification of Fabrics
Yarn Preparation
Slashing
Weaving
Knitting
Braiding and Narrow Fabrics
Tufting
Nonwoven Fabrics
FABRIC FINISHING AND COATING
Dyeing, Printing and Finishing
Coating and Laminating
ARCHITECTURAL AND CONSTRUCTION TEXTILES
Fabrics for Architecture and Construction
Applications of Coated Fabrics in Building Structures
Awnings and Canopies
Textiles as Roofing Materials
Storage Vessels
Fiber Reinforced Concrete and Cement
Textiles for Acoustic and Heat Insulation
TEXTILE STRUCTURAL COMPOSITES
Textile Composite Materials
Classification of Textile Reinforcement Structures
Manufacture of Textile Preforms
Composite Manufacturing
Composite Properties and Testing
Designing with Composites
Applications of Textile Structural Composites
Future of Textile Structural Composites
FILTRATION TEXTILES
Introduction
Principles of Filtration
Filtration Equipment
Textiles in Dry Filtration
Textiles in Liquid Filtration
Designing for Filtration Testing
GEOTEXTILES
Introduction
Geotextile Materials and Manufacturing
Geotextile Properties and Testing
Geotextile Functions
Designing with Geotextiles
Application
Examples of Geotextiles
Geotextiles Market
Geosynthetics
MEDICAL TEXTILES
Introduction
Materials Used in Biotextiles
Classification of Medical Textiles
Textiles for Implantation
Non-Implantable Textiles
Textiles for Extracorporeal (Biomedical) Devices
Healthcare and Hygiene Products
MILITARY AND DEFENSE TEXTILES
Introduction
Protective Clothing and Individual Equipment
Textiles Used in Defense Systems and Weapons
Other Applications
PAPER MACHINE CLOTHING
Introduction
Paper Machines and Papermaking
Process Forming
Fabrics o Press Felts
Dryer Fabrics
Current and Future Trends in Paper Machine Clothing
SAFETY AND PROTECTIVE TEXTILES
Introduction
High Temperature Textiles
Flame Resistant Protective Clothing
Chemical Protective Clothing (CPC)
Mechanical Protection
Electrical Protective Clothing
Clean Room Textiles
Radiation Protection
Thermal Insulation (Protection from Cold)
High Visibility Textiles
Metallized Fabrics
Space Suits
SPORTS AND RECREATION TEXTILES
Introduction
Sports Uniforms
Camping and Hiking
Baseball o Tennis
Football
Golf and Hockey Equipment
Skates o Bikes o Marine Products
Textiles in Sports Surfaces
Hot-Air Ballooning
Fabrics for Children
Fun and Play
Other Fibers and Fabrics
TRANSPORTATION TEXTILES
Introduction
Tires
Airbags
Seat Belts
Automotive Interior Trim
Automotive Exterior Trim
Truck and Car Covers
Belts, Hoses and Filters in Cars
Textiles for Aircrafts
Textiles as Structural Elements in Transport Vehicles
Inflatable Products Used in Transportation
GENERAL INDUSTRIAL TEXTILES
Textiles in Agriculture
Textiles in Electronics
Banners and Flags
Textile Reinforced Products
Transport Bags and Sheets
Fabrics to Control Oil Spills
Canvas Covers and Tarpaulins
Ropes and Nets
Home and Office Furnishings
Miscellaneous Applications
FIBER PROPERTIES AND TECHNOLOGY
Refractive Index Density (Specific Gravity) of
Fiber Fineness and Diameters
Fiber Strength and Tenacity
Fiber Breaking o Elongation
Fiber Load-Elongation Diagrams
Viscoelasticity Elastic Modulus
Toughness or Energy Absorption
Elongation-Recovery Properties
Rate of Recovery Properties
Bending, Compression, Shear and Torsion Strains
Loop Strength
Knot Strength
Friction Abrasion and Wear Resistance
Moisture Absorption Properties
Fiber Swelling Properties
Wet Fiber Strengths
Wet Fiber Breaking
Elongations
Effect of Relative Humidity on Tenacity-Elongation
Diagrams
Thermal Properties of Fibers
Effect of Heat on the Tensile Properties of Fibers
Fiber Flammability
Resistance of Fibers to Mildew, Aging, Sunlight and Abrasion
Chemical Resistance of Fibers
Electrostatic Properties of Fibers
Electrical Resistivity
NOMENCLATURE, PROPERTIES AND TECHNOLOGY
Yarn Number
Systems
Yarn Twist Direction
Singles and Producer's Yarn Nomenclature
Plied Yarn Nomenclature
Yarn Twist Mathematics
Twist Take-up
Helix Angle versus Turns per Inch
Yarn Stability
Corkscrew Yarn
Twist Multiplier for Spun Yarns
Effect of Yarn Twist on Breaking Strength
Yarn Breaking Strength and Elongation Tests
Cotton Yarn Strength-Count Factor
Yarn Twist Balance
Relationship of Singles to Ply Twist
FABRIC PROPERTIES AND TECHNOLOGY
Fabric Geometry
Yarn Count and Cover Factor
Fabric Density, Packing Factor, and Porosity
Yarn Crimp and Take-up
Fabric Skew and Bow
Fabric Weight
Fabric Thickness
Fabric Compressibility and Resilience
Thermal Conductivity
Air Permeability
Moisture Vapor
Transmission
Water Repellency and Resistance
Drying Rates and Drying Time
Fabric Breaking
Strength and Elongation
Biaxial Stressing
Bursting Strength
Yarn and Fabric Elongation
Balance Impact Properties
Tear Strength and Energy Abrasion
Resistance Stiffness
Drape and Hand Crease Retention and Wrinkle Resistance
Blended and Combination Fabrics
TESTING
Introduction
Standard Test Methods and Standards
Organizations
Environmental Test Conditions
Sampling and Quality Control
Fiber Testing
Sliver, Roving, and Yarn Evenness Tests
Yarn Test Methods
Tensile Testing of Yarns and Fabrics
Fabric Test Methods
AATCC Test Methods
TEXTILE WASTE MANAGEMENT
Textile Waste Management
Introduction
Waste Management
Source Reduction
Recycling
Recycling of Industrial Textiles
Energy Recovery
Landfills
COMPUTERS AND AUTOMATION IN TEXTILES
Introduction
Computer Technology
Computer Aided Design (CAD)
Computer Integrated Manufacturing (CIM)
Expert Systems
Network Systems
Future
STANDARDS AND REGULATIONS
Introduction
ISO 9000 Quality Standards
Associations for Standards, Regulations, and Specifications
24.0 FUTURE OF INDUSTRIAL TEXTILES
Introduction
Smart Materials
Conclusions
APPENDICES
Air, Tent, and Tensile Structures Fabric Specification Table
Awnings and Canopies Fabric Specification Table
Geotextile Fabric Properties
Characteristics, Industrial Uses, and Manufacturers
Of Major Generic Fibers and Trade Names
Derivation of Mathematical Equations
Measurement Units
INDEX
Each chapter also includes a section of references and review questions.
Low Cost Woven Coir Blanket Performs Right
Lanka Santha, P.E. and Calista R. Santha, Ph.D.
RoLanka International, Inc., 365 Toccoa Place, Jonesboro, Georgia, USA
ABSTRACT
Mattress coir woven erosion control blanket (ECB) has proven to be very effective in controlling
erosion and establishing vegetation in a variety of applications. The blanket has a number of
added advantages as a regular organic ECB. One hundred percent coir in the blanket provides
the required strength and ground cover for proper erosion protection. The absence of multiple raw
materials in the blanket eliminates the problem of one raw material staying longer or
decomposing earlier than other raw materials. It has an ideal functional longevity of three to four
years to ensure proper erosion control and vegetation establishment. Its woven feature eliminates
chances for wildlife entrapment, enhances the environmental friendliness, and allows planting
directly into the soil through the blanket without cutting the blanket. The high flexibility of the
woven coir ECB allows the blanket to conform to the contour of the soil surface easily. The
blanket’s ability to make a direct contact between the fibers and the soil develops a bond between
soil and the blanket. The blanket provides excellent performance for cost and gives designers
and specifiers an opportunity to solve their erosion problems effectively and environmentally
friendly manner.
Introduction
There is world-wide growing attention being given to the control of soil erosion and sedimentation.
With this increasing concern, design professionals in the erosion control industry face the
challenge of solving soil erosion problems in the most economical, effective, and environmentally
friendly manner. Vast improvements in techniques and tools used for soil erosion and
sedimentation control have occurred during the past twenty years. One such tool is the soil
erosion control blanket. Erosion control blankets (ECBs) are available in various raw materials
and configurations. The most commonly used erosion control blanket materials are straw, wood
fiber, jute, coir (coconut fiber), and synthetic fibers. Performance, environmental friendliness, and
cost are the governing factors in the selection of erosion control blankets.
This poster introduces a low cost erosion control blanket woven from mattress coir yarns. It
provides excellent performance for its cost. A number of case studies document that this woven
coir blanket has performed very well. Three factors contributing to this blanket’s vast acceptance
in applications on steep slopes and streambanks are its excellent environmental friendliness, its
functional longevity and its cost effectiveness. This presentation provides designers and
specifiers an opportunity to identify a solution to their erosion control problems that demand low
cost, environmental friendliness, and high performance.
Mattress Coir Woven Erosion Control Blanket
Loosely spun coir yarns are woven to make a coir blanket. The type of coir used in the blanket is
freshwater-cured brown mattress coir. Mattress grade coir contains light-weight, thin fibers. The
coir yarns in the blanket are extremely flexible. These yarns are lower in tensile strength
compared to the tightly spun yarns. Loosely spun mattress coir yarns have a puffy texture. When
used in a woven blanket, puffy yarns increases the ground cover and hold extra moisture.
Flexible yarns increase the flexibility of the blanket. The high flexibility of the blanket increases
the blanket's ability to conform to the contour of the soil surface. As a result, upon installation the
woven coir blanket hugs the soil surface and holds soil particles in place. The puffy formation of
the woven structure in the blanket leaves fibers sticking out from individual coir yarns. Upon
installation, these protruding fibers create a micro-bond between the soil and the blanket. This
micro-bonding effect significantly contributes to the halting of water flow between the erosion
control blanket and the soil surface. It also prevents the washing away of soil particles from the
soil surface. The weight of the blanket is 600 g/m 2 (17.8 oz/sy). This weight makes the blanket
very stable upon installation, increases its ability to hold extra moisture and thus reduces runoff.
The woven structure of the blanket allows direct sunlight to reach the soil surface at the open
areas and creates an excellent environment for seed germination and growth of seedlings. The
woven structure of the blanket also allows intersecting yarns to move independently. This feature
permits planting through the blanket without cutting it. The woven structure also avoids possible
wildlife entrapment in the blanket.
How It Compares with Other Organic Erosion Control Blankets
The woven coir blanket has higher wet tensile strength and functional longevity (3-4 years) than
many other organic ECBs. The blanket is extremely environmentally friendly compared to other
organic ECBs that have synthetic nets. The organic ECBs with synthetic nets create an
entrapment danger to wildlife and a nuisance for maintenance and human activities. The woven
structure of this blanket consists of freely movable intersecting points. This feature significantly
increases wildlife friendliness compared to synthetic net stitched organic blankets. There are
many instances where fish, birds, and reptiles get entangled in synthetic nets. The open-weave
structure of the blanket facilitates planting through the blanket without cutting it. It also allows
hydroseeding in subsequent years as well as immediately after installation. When organic ECBs
that have double nets are installed, the bottom net forms a barrier between the soil and the
organic fibers in the blanket. That barrier prevents an excellent contact between the soil and the
blanket fibers. On the other hand, the puffy fibers in the mattress coir blanket penetrate into the
soil and create a micro-bond between the soil and the blanket.
Mattress coir woven blankets come in widths of two meters, three meters, and four meters. The
available wide widths of the blanket reduce installation labor and save materials due to fewer
overlaps. The one hundred percent coconut fiber blanket eliminates problems associated with
organic ECBs with either polypropylene or jute nets. Degradation problems with these organic
ECBs include the remaining synthetic material after the degradation of organic fibers in the
synthetic net organic ECBs or the too rapid degradation of the jute in jute net organic ECBs. The
extended functional longevity in the mattress coir woven blanket compared to many other types of
organic ECBs guarantees erosion protection for a long period of time and furnishes enough time
for the establishment of vegetation. While providing these advantages, the mattress coir woven
blanket also costs the same or perhaps less than the double net organic erosion control blankets.
Applications of Mattress Coir Woven Blanket
Field evaluation carried out at Texas Transportation Institute (TTI) erosion control testing facility
in Texas showed good erosion protection and vegetation growth with the mattress coir blanket in
slope applications. As a result, the mattress coir blanket is on the Texas Department of
Transportation (TxDOT) approved product list.
Figure 1 shows an application of the mattress coir woven blanket in a streambank with rocks at
the toe. Figure 2 shows a streambank six months after application of mattress coir woven blanket.
Figure 3 shows another stream restoration project one month after installation of mattress coir
blanket on bank slopes with coir rolls at the toe. Figure 2 and 3 both show live woody plant
cuttings planted through the mattress coir woven blanket. Figure 4 is the stream restoration site
shown in Figure 3 two years after installation. All these field applications of the mattress coir
woven blanket resulted in completely satisfactory erosion control and establishment of vegetation.
The poster presentation will include many other successful applications of the mattress coir
woven erosion control blanket.
Figure 1: An application of mattress coir woven ECB in a streambank.
Erosion control, beat the soil erosion with jute soilsaver and coir net
- skiing area
- river
- coastal erosion
- beach erosion
- road
mountain skiing area and road
erosion control
LISOTEC KGW 400
and plantation
river embankment
erosion control
LISOTEC KGW 700
Dust terril
erosion control
LISOTEC KM 400
- airport
- green house top
separation of humus and underground
LISOTEC KGW 900
Research Initiatives Conference 2002 Abstracts
SESSION V - SOLVING THE PROBLEMS WITH ENDOGRAFTS FOR AAA
REPAIR
Title: Are Branched Endografts Practical?
Author: Timothy A. M. Chuter, M.D.*
Time: 10:15
am
Introduction
Fenestrated stent-grafts allow blood to reach branch arteries through holes in the fabric of the graft.
This approach poses two technical challenges. First, each fenestration must be aligned precisely with
the orifice of the corresponding branch artery; otherwise, fabric covers the branch and perfusion is lost.
Second, the fabric around the margin of the fenestration must be in direct contact with the aortic wall
around the orifice of the branch artery; otherwise, blood leaks between the stent-graft and the aorta into
the aneurysm.
Multi-branched stent-grafts channel blood into the branch artery through a sidearm of the primary
conduit. Two distinct versions have been described. In the unibody approach, the stent-graft is inserted
whole. In the modular approach, the stent-graft is assembled in-situ from multiple components. The
two approaches face different challenges. In the unibody approach, the side arms of the graft have to be
kept in a collapsed state, guided into position and deployed without twisting, kinking, or tangling. In
the modular approach, each sidearm has to be guided from a remote access site into the trunk of the
stent-graft, out of the stent-graft through the correct docking site into the aorta, and out of the aorta into
the correct branch artery. Then it must be deployed so that one end generates secure hemostatic
attachment to the stent-graft and the other generates a secure hemostatic attachment to the side artery.
We have used multi-branched stent-grafts for thoracoabdominal aneurysm and for bilateral common
iliac aneurysm. The specifics of stent-graft design and delivery are very different in the two locations,
but the underlying problem is the same: the aneurysm encroaches on the origins of vital branches.
Others have combined stent-graft fenestration with stentgraft side arms to create a hybrid technology.
Multi-branched Stent-grafts for Pararenal and Thoracoabdominal Aneurysm
When the aneurysm itself has vital branches, the stent-graft also needs branches. Fenestrations alone
will not suffice, because the trunk of the stent-graft cannot generate a seal with the aneurysmal aortic
wall.
In our method, multi-branched repair of the visceral aorta is an all or nothing proposition because the
renal, superior mesenteric and celiac arteries are so close to one another. The branched portion of our
stent-graft is too irregular to create a proper seal with the aorta, so the seal must be created where there
are no branches, in the supraceliac aorta. This type of stent-graft typically has at least four branches,
one for each branch of the visceral aorta.
The characteristic differences between the modular and unibody approaches are amplified by the
presence of additional branches. Modular stent-grafts are more versatile, more flexible, less
complicated to insert and less prone to limb occlusion. Their only drawback is the risk of component
disassembly, leading to type III endoleak. Nevertheless, the first bifurcated stent-grafts were of the
unibody type, as were the first multi-branched stentgrafts. Inoue et al have described a family of
ingenious unibody stent-grafts for use in the aortic arch, the visceral aorta and the iliac bifurcation.
Each branch has a framework of simple loop stents, together with an independent catheter system to
guide placement and control stent expansion. The main complication has been type I endoleak, not, as
one might expect, entanglement of multiple catheters and limbs.
Our modular stent-graft for thoracoabdominal aneurysm repair consists of a central aortic adapter,
multiple visceral side branches, and an infrarenal combination.
The central aortic adapter has a single orifice proximally for the supraceliac aorta, and multiple orifices
distally, one for each of the visceral side branches and one for the infrarenal combination. The
proximal attachment is secured by a barbed, uncovered Gianturco stent. A similar stent within the
trunk of the graft generates a seal. A series of markers on the anterior aspect of the trunk indicate stentgraft orientation. Short celiac and mesenteric attachment sites branch off the anterior aspect of the
trunk, while renal attachment sites branch off the lateral aspect. Each attachment site has a stent and
markers to guide catheterization. Below the renal attachment sites, the distal end of the adapter serves
as a neck for the implantation of the infrarenal combination
Although the visceral side branches are just simple tubular stent-grafts, they have to satisfy several
demanding performance criteria. These stent-grafts must be able to accommodate acute angles,
conform to an irregular luminal profile, expand to a predictable length, and attach themselves to both
the stent-graft and the branch artery. Their delivery system must be flexible, trackable, and low profile.
These features necessitate a level of technology not found in homemade devices. The first version of
the device used a PTFE Smartstent (Cordis) sandwich, which was withdrawn by the company shortly
after we obtained IDE approval to study the device. Our first substitute was the Wallgraft (Boston
Scientific), which is low profile, trackable and flexible, but difficult to deploy accurately due to
shortening, and too easily separated from the primary stent-graft. We currently have an IDE to use the
Hemobahn stent-graft (W.L. Gore).
The infrarenal combination is essentially a standard system of infrarenal aneurysm repair. We use a
modified Zenith system, in which the barbed proximal stent has been moved down into the proximal
end of the graft.
Essentially the same technique is used to treat aneurysms of the pararenal aorta and the
thoracoabdominal aorta. Both stent-grafts must extend above the celiac artery in the area that originates
segmental arteries to the anterior spinal cord. Although, a risk of paraplegia may be acceptable for
thoracic and thoracoabdominal aneurysms, the same cannot be said of pararenal aneurysms. We have
designed our system for pararenal aneurysm repair to minimize the length of supraceliac coverage to
preserve as many intercostal arteries as possible in the hope that this will reduce the risk of paraplegia.
Multi-branched Stent-grafts for Bilateral Iliac Aneurysms
Opinions vary regarding the importance internal iliac artery perfusion, but most surgeons try to
maintain flow through at least one internal iliac artery. Buttock claudication is common after internal
iliac embolization, especially when the coils are implanted distal to the main trunk, but more serious
complications such as paraplegia, lumbosacral plexopathy and colon ischemia are rare unless both
internal iliac arteries are sacrificed. When both common iliac arteries are too large for stent-graft
implantation, the options are:
1. Open surgical bypass to the internal iliac artery.
2. Endovascular bypass between the internal iliac artery and the ipsilateral external iliac artery
with aorto-uniiliac bypass to the contralateral external iliac artery.
3. Endovascular bypass into ipsilateral internal and external iliac arteries through an iliac
bifurcation in the primary stent-graft.
It has been said that open surgical bypass to the iliac artery can be accomplished through a small
retroperitoneal incision with no additional anesthesia and no effect on the postoperative course. This
has not been my experience. Internal iliac artery exposure can be difficult and dangerous, especially
when the patient is obese. Option #2 is only feasible if the iliac bifurcation is soft enough and splayed
enough to accommodate the stent-graft delivery system. The delivery system of a large diameter
Wallgraft (10–12 mm), for example, is quite large (up to 11 French) and rigid.
Assuming that the outflow arteries are non-dilated, an aneurysmal common iliac artery can usually be
reconstructed using an endovascular stent-graft that bifurcates into external and internal iliac branches.
As always, these systems can be categorized into the modular or unibody types, depending on the
nature of the bifurcation and the method of internal iliac branch delivery. In the iliac location the
advantages of the modular approach are not so clear cut as they are elsewhere. As always, the modular
approach is more versatile, but this is less important when the distal implantation sites (the internal and
external iliacs) are long and vary little in width. In addition, separate insertion of the internal iliac
branch is a particular disadvantage of the modular approach, because there is no site for downstream
access to the internal iliac artery and the internal iliac branch of a modular stent-graft has to be
introduced either across the aortic bifurcation from the other femoral artery, or around the aortic arch
from the brachial artery. The only industry made system to have entered FDA studies (Teramed, now
Cordis) is a hybrid device with a modular aortic bifurcation and a unibody iliac bifurcation.
Nevertheless, we prefer the modular approach for two reasons. First, it allows the procedure to be
broken down into a series of fairly simple maneuvers. Second, the addition of a single uniform
component allows a standard system of endovascular aneurysm repair to be applied in cases of bilateral
common iliac aneurysm.
Our bifurcated iliac component is just like the bifurcated main body of a standard system for
endovascular aneurysm repair. It has a wide proximal orifice, one long limb, one short limb, and
markers for orientation. The trunk of the iliac component is shorter (30 mm) and narrower 18–24 mm
than the typical aortic main body. Both limbs measure 11.5 mm in diameter.
When the common iliac artery is long and the aortic bifurcation angle wide, it possible to insert the
internal iliac extension, a Wallgraft (Boston Scientific), from the contralateral common femoral artery.
Under these conditions, we reconstruct the common iliac artery (or arteries) first. Then we proceed
with aortic aneurysm repair in the standard fashion using the trunk of the iliac component for distal
implantation. just as though it were a native common iliac artery.
When the common iliac aneurysm is short, the aortic bifurcation angle narrow, and the iliac arteries
calcified, we prefer to insert the internal iliac extension from the arm. Under these circumstances, it is
easiest to reconstruct the iliac bifurcation last. The aortic repair is performed using a standard iliac
extension that is 2 mm narrower than the trunk of the bifurcated iliac component. The length of overlap
between the two common iliac components is adjusted to achieve precise placement of the short limb
just above the internal iliac orifice. The internal iliac extension is inserted through the right brachial
artery over a stiff guidewire. Its delivery system is carried through the aorta by two coaxial guiding
sheaths. The outer sheath takes the Wallgraft delivery system around the aortic arch; the inner sheath
takes it through the stent-graft. These sheaths combine to straighten the path from the right arm to the
pelvis, thereby preventing looping in the ascending aorta and ensuring that the 90 cm-long Wallgraft
delivery system is long enough.
Whichever approach is used, the result is a stent-graft that bifurcates once in the aortic aneurysm and
again in the common iliac aneurysm.
Fenestrated and Hybrid Fenestrated/Multi-branched Stent-grafts
Early reports of stent-graft fenestration described endovascular aneurysm repair in small numbers of
patients with unusual circumstances, such as an isolated saccular aneurysm of the posterior visceral
aorta, or a combination of aortic tortuosity and single renal artery. In every case, the lesion was
localized enough to permit exclusion despite the large size of the fenestration.
Two groups, both working in Australia with versions of the Zenith system (Cook, Inc.), can be credited
with fundamental technical advances that greatly widened the applicability of whole approach. Their
innovations included the use of a bridging wire, balloon, or catheter to guide each fenestration onto the
ostium of the corresponding branch artery, and the use of a stent to attach the margin of the
fenestration to the margin of the ostium. Accurate placement resulted in a low rate of branch artery
occlusion, and hemostatic attachment resulted in a low guide each fenestration onto the corresponding
branch artery orifice, thereby avoiding branch artery occlusion while preventing type I endoleak.
Although the basic principles remain the same, several technical advances have simplified the
procedure and allowed treatment of even more complicated cases. Centers in Europe (Stelter et al) and
Australia (Anderson, Lawrence-Brown, Hartley et al) have between them treated more than 100 cases
worldwide. Their techniques differ, but they share the same high success rates.
One advantage of the fenestrated approach is its ability to engage the aorta around the branch arteries,
whereas our multibranched stent-graft reaches into the supraceliac aorta for an aortic attachment site
because its branches impair sealing at a more distal level. The goal in creating a hybrid it to add
branches without distorting the external profile. John Anderson has demonstrated the feasibility of this
approach by substituting a bridging stent-graft (Jomed, Sweden) for the bridging stent of a typical
fenestrated stentgraft. This substitution was necessitated by aneurysmal change in the aorta around the
orifice of the patient’s sole renal artery. In this case the seal was fine and the repair has proved durable.
However, the lack of any overlap might impair both the seal and the fixation at the junction between
the aortic and branch stent-grafts. The fenestration of this stent-graft had no docking site (or sleeve)
like the docking sites on our multi-branched graft. Indeed, the only other modular stent-graft to have
had so little overlap between the components was the simple bifurcated Stentor, which we now know
had a very high rate of dislocation and type III endoleak.
The Overlapping Roles of Fenestrations And Side-branches
A fenestrated stent-graft is probably the more appropriate choice when a small number of branch
arteries arise from a diseased, but not truly aneurysmal, implantation site; whereas a multi-branched
stent-graft is needed when many vital branches arise from the aneurysm itself a thoracoabdominal
aneurysm. The fenestrated approach might be useful in as many as 20%–30% of abdominal aortic
aneurysms in which the neck is compromised or absent, whereas the multi-branched stent-graft might
permit endovascular repair of pararenal or thoracoabdominal aneurysms.
The future roles of the two techniques will also reflect different levels of industry involvement. The
fenestrated stent-graft depends on sophisticated endovascular technique, whereas the multi-branched
stent-graft depends on sophisticated endovascular technology. The impetus to develop such technology
depends on a variety of factors, but the lack of a large potential market is something of a problem.
Indeed, the endovascular treatment of thoracoabdominal aneurysms will only occur if we are able to
adapt technology, such as the Hemobahn stent-graft, intended for other applications. Branched iliac
stent-grafts also have an uncertain future. This application of the multi-branched approach is less
demanding, but, in my experience, suitable cases are far from common. The fenestrated stent-graft is a
different matter. The technique is well tried and the technology well developed. The use of fenestrated
stent-grafts is already expanding rapidly at tertiary referral centers, mainly in Australia and Europe.
*Competition of interest: Dr. Chuter has licensed patents to Cook Inc., manufacturer of the Zenith
Device.
Joan L. and Julius H. Jacobson
Research Initiatives Conference
April 3-4, 2003
Hyatt Regency Bethesda, Bethesda, Maryland
Landscape Supplies
Erosion Control
Geotextiles
•Polyester Spunbond L/S
Fabric
•Straw & Straw
Coconut Blankets
•Woven Fabrics
•Fiber Blk L/S
Fabric Punched Woven
•Excelsior Blankets
•Non-Woven Fabrics
•Steel & Galvanized Edging •Jute Mesh
•Woven Groundcover
•Edge Pins
•Synthetic
Turf Reinforcement
•Winter Protection
•Fabric Staples
•Sand Bags - Burlap & Poly •Seed Germination
•Tree Straps
•Geo-Grids
•Pond Liner Underlay
•Aerators/Coring Tools
•Straw Wattles
•Safety Fence
•Root Feeders & Supplies
•Silt Fence
•Shade Cloth
•Deer Netting
•Oak Stakes
•Sediment Filter Bags
(de-watering bags)
•Windmills: Made in U.S.A.
•Wood Fiber Mulch
•Silt Fence Fabric
•Oak Stakes
•50/50 Blend Mulch
•Silt Fence w/Stakes
•Burlap Rolls & Bags
•Excelsior Logs
•Pocketed Silt Fence
•Woven Ground Cover
•Erosion Netting
•Winter Protection Blankets
•Shade Cloth
•Seed Germination Fabric
What you need to know about Landscape Fabrics.
How does one go about selecting a landscape fabric? This is a question that has
confounded anyone who has found themselves needing a good solution to weed control.
About the only method available currently, is through the comparison of fabric
specifications published by each manufacturer. The problem with this method is that most
fabric specifications pertain to construction applications rather than landscape.
Consequently, most of us become boggled down comparing specifications that have little
meaning for our intended purposes. We have tried to narrow these specifications down to
those that are most important to landscape applications. In an effort to give a basis of
comparison to the products we have listed, we have added the Colorado Department of
Transportation specifications to our product comparison sheet.
We feel the selection of a landscape fabric should be based on three areas of
consideration.
They are as follows:
1. The fabric should be strong enough to withstand the most vigorous stresses of
application, but no more. Any added strength is offset with a reduction in water and
air flow, and an unnecessary increase in the price of the product.
2. The fabric should have an even, and consistent distribution of fibers, and a small
enough opening size to keep weedy grasses from coming up through the fabric.
Contrary to popular belief, weeds and grasses do not force their way through an
obstacle, but rather grow to the light that comes through the smallest of openings
or breaks that may exist. Weed seeds will also germinate in small accumulations of
soil on top of a fabric, and send tiny root hairs through the smallest of openings to
seek water and nutrients from the soil. This problem is largely avoided with the use
of spunbonded fabrics, due to their almost microscopic opening size.
3. Finally the fabric must be porous enough to allow water and air to pass freely to the
soil. We feel this is one of, if not the most important characteristic of a superior
landscape fabric. If a fabric does not "breathe properly" plants do not get enough
oxygen, and soils become sour and sterile. This was the case when plastic
sheeting was being used as a weed preventative. Another disadvantage of pour
permeability is the problem of runoff. When a fabric does not accept water freely it
tends to wash off the fabric taking any mulch covering, rock or bark, with it. This is
a common problem people have mistakenly blamed on the texture of the fabric
surface
BMP #14 - Matting
DESCRIPTION
A porous net or fibrous sheet that is laid over the ground surface for slope
stabilization and erosion control, or to hold a mulch in place and protect it against
wind or water damage. Matting and netting are sometimes classified as geotextiles
(see BMP #13), but in this catalog, matting is considered to be materials made from
biodegradable materials including straw, coconut (coir), jute, wood fiber (excelsior),
paper, and cotton. Some of these organic materials may be held in place by plastic
netting.
APPLICATIONS
A wide variety of matting materials may be used for erosion control. Most are of two
main types: woven—such as jute, or bonded to plastic—such as excelsior. Application
examples for these two types are listed below.
Jute matting: Jute matting or netting is available as a heavy fiber net which is
generally purchased in rolls and is stapled/anchored to slopes to provide a uniform
covering. This covering protects mulches, provides additional water-holding capacity,
and aids in moderating environmental fluctuations near the ground surface (as does
a mulch).
Jute matting can be applied over straw, grass hay, wood fiber, or manure mulches
when wind or water damage would occur without a protective net. Matting is the best
single method for protecting the integrity of a mulched area. It may be applied alone
as an alternative to straw or wood fiber mulches on flat sites for dust control and
seed germination enhancement, but should not be applied alone where runoff
quantities are significant.
Wood fiber (Excelsior) matting: Wood fiber matting is made by bonding wood
excelsior fibers to a paper or plastic reinforcing net. The matting is generally
purchased in rolls and stapled to slopes to provide a uniform covering which can
protect mulches, provide enhanced water-holding capacity, and aid in moderating
environmental fluctuations near the ground surface.
Matting can be useful in the following circumstances:
Construction sites becoming temporarily inactive (inactive period greater than
two weeks and less than one year).
Graded areas receiving permanent revegetation treatment by seeding.
Bare areas receiving permanent revegetation treatment by seeding.
Plastic netting: Plastic netting (photo/biodegradable) is a monolithic plastic clothlike
material. It is used primarily to hold straw and other materials in place. Plastic
netting is more durable than jute or wood fiber matting. It is much easier to handle
and requires less labor, but has no mulch capabilities itself. Plastic netting alone
provides no soil stabilization or erosion control. It is best used to hold down mulches
until vegetation becomes established.
LIMITATIONS
Should not be used where overland water flow will exceed 6.5 ft/s (2 m/s).
Because of the following characteristics of plastic netting and wood fiber
matting, jute matting, straw or straw coconut matting are preferred.
Plastic netting does not function as a mulch (as does jute matting) since it
does not absorb water. When plastic netting is used to anchor straw mulch, it
increases the effectiveness of the mulch, but does not provide direct control
of erosion and sedimentation or nutrient generation. Straw mulch rates
should be increased 25 percent when plastic netting is used instead of jute or
straw.
Wood fiber matting is more difficult to put in place than jute, and is less
predictable in controlling erosion. Properly applied, it can be as effective as
jute matting at sediment and nutrient reduction. However, it is often 10 to 20
percent less effective.
DESIGN PARAMETERS
Jute matting should be fiber cloth of a uniform plain weave, undyed and
unbleached single jute yarn, 3 to 4 ft (1.0 to 1.2 m) wide and weighing an
average 0.4 lb per linear foot (600 grams per linear meter) of cloth with a
tolerance of plus or minus 5 percent. It should have approximately 78 warp
ends per width of cloth and 45 weft ends per linear meter of cloth. The yarn
shall be of a loosely twisted construction having an average twist of not less
than 6.3 turns per 4 in (100 mm) and should not vary in thickness by more
than half of its normal diameter.
Wood fiber matting should consist of machine-produced mats of curled wood
excelsior, of which 80 percent have a 8 in (200 mm) or longer fiber length. It
should be of consistent thickness with the fiber evenly distributed over the
entire area of the blanket (backing). The top side of each blanket should be
covered with a 1 x 3 in (25 x 75 mm) weave of twisted Kraft paper or
biodegradable plastic mesh that has a high wet strength. Blankets should be
fire and smolder resistant and contain no chemical additives. Blankets shall be
in rolls 3 to 4 ft (1.0 to 1.2 m) wide and 130 to 200 ft (40 to 60 m) long.
Plastic netting with mesh opening from 1/10 x 1/10 in (3 x 3 mm) to 1/5 x
1/5 in (6 x 6 mm) should be applied over straw mulch similarly to the method
specified below for jute matting.
Effectiveness: Jute matting acts similarly to straw mulch or hydromulch. Sediment
reduction is typically 70 to 90 percent for up to 6 months, 40 to 60 percent for up to
2 years, and 10 to 30 percent beyond 2 years. Nutrient reduction is estimated at 50
to 70 percent for 6 months, 20 to 50 percent for up to 2 years, and 0 to 10 percent
beyond 2 years.
Due to the difficulty of proper application, wood excelsior matting has a more
variable effectiveness than straw, jute, or hydromulch. Properly applied, it can be as
effective. Sediment reduction should range from 50 to 90 percent, 20 to 60 percent,
and 0 to 30 percent in 6 months, 2 years, and beyond 2 years, respectively. Nutrient
reductions for the same time periods are estimated to be 30 to 70 percent, 10 to 50
percent, and 0 to 10 percent.
CONSTRUCTION GUIDELINES
The following guidelines apply to all matting and netting installations.
The soil must be reasonably smooth. Fill and compact any gullies and rills.
Rocks, vegetation or other obstructions which rise above the level of the soil
should be removed.
After site preparation and seeding (if any), the rolls of netting or matting
should be rolled onto the surface from the top of the slope to the bottom of
the slope. It is preferred that rolls are not constructed in a horizontal direction
across the slope face. The rolling should follow water flow direction.
At the top of the area, bury the end of each roll in a trench at least 8 in (200
mm) deep. The trench should then be backfilled and tamped.
Overlap the sides of rolls at least 4in (100 mm), and make sure that there is
at least a one-meter overlap when an uphill roll joins to a downhill roll. The
uphill roll should overlie the downhill roll.
Extend the matting beyond the edge of the mulched or seeded area at least 1
ft (300 mm) at the sides and one meter at the top and bottom of the area. If
existing vegetation or structures mark the boundaries of the area, the
matting should continue into the stable vegetated area or to the edge of the
structure.
Staples should be driven perpendicularly into the slope face. Place them
approximately 3 ft (1.0 m) apart down the sides and center of the roll, and
not more than 1 ft (300 mm) apart at the upper end of a roll or at the end
overlap of two rolls.
Staples should be of heavy gauge wire 7/100 in (2 mm in diameter or
greater), bent into a "U" shape, with legs at least 6 in (150 mm) long, and a
1 in (25 mm) crown. Use longer staples and greater frequency in loose or
sandy soil.
Be sure the matting makes uniform contact with the slope face underneath.
No "bridging" of rills or gullies should be allowed.
If wood fiber matting is to be applied without other mulches, the minimum
thickness of mat should be 1.5 (40 mm). If the mat is to be applied over
other mulches, the minimum mat thickness shall be 0.6 (15 mm).
MAINTENANCE
Inspect at regular intervals and after each runoff-producing storm event. Make
repairs as necessary to restore complete coverage and full effectiveness of the
matting or netting.
Participating in the ribbon cutting ceremony were (l-r) Wang Yang-Xi, CNTA; Krzysztof Malowaniec, EDANA; L
Cancio, INDA; Tai Jung Chi, ANFA; Sheng Tao, CNITA and Laerte Guiao Maroni, ABINT.
More than 6000 members of the nonwovens industry attended IDEA 01, held March 27-29 at the Miami Beach Conve
Center, Miami, FL. With visitors from 60 countries and more than one-third of the approximately 400 exhibitors coming
outside the U.S., IDEA 01 definitely lived up to its reputation as a global show. Many exhibitors commented on the larg
presence of attendees from Asian and South American countries as well.
The show kicked off on Monday, March 26 with a welcome reception at the Fontainbleu Hotel in Miami sponsored by ID
organizer INDA, Association of the Nonwoven Fabrics Industry, Cary, NC. On Tuesday March 27, IDEA 01 officially op
with a ribbon cutting, as well as the keynote speech “Nonwoven Based Businesses At 3M” delivered by Dr. Paul Gueh
senior vice president of R&D at 3M, St. Paul, MN. Dr. Guehler’s presentation gave a breakdown of the nonwovens
capabilities of 3M mentioning that the company plans to pursue small to medium markets in the future by using higher
valued products and looking for rewarding niches and turning them into canyons. As part of his speech, Dr. Guehler sa
that the nonwovens industry is slated for robust growth from 2001 to 2006 with industry experts projecting a 7.3% annu
growth rate.
Additionally, Tuesday also saw the presentation of the inaugural IDEA 01 Achievement Awards co-sponsored by INDA
Nonwovens Industry.
In conjunction with the exhibition, the IDEA 01 Conference was held during the morning hours of March 27-29 and fea
more than 40 speakers from eight end use areas for nonwovens, including products for the home, wipes, filtration, hyg
medical, automotive, geotextiles and protective apparel. Additionally, those new to the nonwovens industry were invite
take part in a two hour “Fundamentals Of Nonwovens” course taught by Edward Vaughn of Clemson University, Clems
SC. For conference attendees interested in learning more about e-business, IDEA 01 also featured “Enterprise Solutio
special conference session led by Jim Lester of Compaq Computers, Houston, TX, that discussed getting started in ebusiness, e-commerce and e-security.
Roll Goods Manufacturers Bring It On
The IDEA 01 exhibition drew a large crowd of roll goods suppliers from all corners of the globe who used this opportun
highlight some of their latest product offerings.
AET Specialty Nets & Nonwovens, Middletown, DE, highlighted its new melt blown composites, its “DelNet” support
netting membrane and two new medical laminates. Additionally, the company had information on its new “Plastinet
FinGuard” thermoplastic netting for air conditioner condenser fin protection, which features ease of handling and speci
hole size and strand count.
In its first major trade show appearance since its merger with Dexter Corporation Nonwovens Materials, Windsor Lock
last year, Ahlstrom Paper Group, Arnhem, The Netherlands, showcased its wipes business. The union of Ahlstrom
Dexter created a significant new resource for convertors and marketers of wipes materials, according to company
executives. The company can combine a variety of fibers—wood pulp, cotton, rayon, polyester and polypropylene—wi
proprietary processes and in line treatments to meet any requirement. Applications include disposable, embossable,
textured abrasive and exfoliating wipes.
American Nonwovens, Columbus, MS, featured its resin bonded and needlepunched products made from “Tencel,”
which the company is currently trying areas where the special properties of these products could be used. Additionally
American Nonwovens discussed its fabrics made from “Eastar Bio” copolyester by Eastman Chemical, Kingsport, TN,
received the IDEA 01 Fibers/Chemical Achievement Award during the show.
Avgol Limited Nonwoven Industries, Holon, Israel, announced at the show that it plans to build a plant in the U.S. A
detailed announcement on this move was expected to come by the end of April.
One of the most significant new product introductions at IDEA 01 was initiated by BBA Nonwovens, London, U.K. Th
company unveiled a line of spunbond and SMS nonwovens and announced the launch of a proprietary spunmelt formi
technology and class of spunmelts. BBA also introduced “Flite 4.0,” a fourth generation spunmelt nonwoven that offers
broader range of fiber deniers, while the company’s Industrial Nonwovens business has expanded its “Ultraflo” range o
filtration media (see Nonwovens News, p. 14).
Under the theme “complete solutions,” the booth of the BP Fabrics & Fibers Business Unit, Austell, GA, presented
attendees with the company’s full range of nonwovens, films and composites that can be designed to solve specific
customer problems. While these problem solutions are mainly targeted towards the hygiene and medical arenas, due t
use of breathable materials BP is able to penetrate industrial markets.
Consumer Products Enterprises (CPE), Union, SC, introduced show attendees to the newest members of its senior
management—new president and CEO Charles Smith and new sales manager nonwovens Richard Carr. On the
technology front, CPE spotlighted the manufacturing capabilities of its new state-of-the-art needlepunching line that ha
ability to run synthetic fibers and bring in colored needlepunched nonwovens. The company is reportedly seeing a lot o
customer interest in colored materials for the wipes, home furnishings, geotextile and agricultural areas.
Crane Nonwovens, Dalton, MA, introduced a new family of wipe materials suitable for use in a wide range of demand
commercial and consumer applications. These hydroentangled fabrics are available in soft, absorbent cotton, high stre
blends and economical wood pulp. Additionally, the company showcased “Cranemat FD,” a media for liquid and air filtr
applications featuring a fine denier polyester blend.
The booth for Dounor SA, Neuville en Ferrain, France, was dedicated to the promotion of the company’s new
monofilament spunbond fabrics made from a special polymer called “Metallocene” that allows for the production of a th
filament, resulting in a softer fabric. With the new polymer, material weights can go down to 12 gpsm that were once on
capable of 15 gpsm with the same or better strength and improved web uniformity. While Dounor is currently targeting
hygiene market due to the product’s softness, it sees opportunities in other applications as well.
DuPont, Wilmington, DE, exhibited its “Hytrel” polyester elastomer, which is being used in single-use surgical gowns
manufactured by Allegiance Healthcare Corporation, McGaw Park, IL. Gowns made with Hytrel are breathable becaus
elastomer allows the diffusion and evaporation of sweat moisture. Furthermore, the monolithic film of Hydrel provides a
impervious barrier to fluid penetration, allowing the gowns to resist penetration by blood-borne pathogens. Hytrel has o
applications in hygiene products, outerwear and geotextiles.
Newly-named First Quality Nonwovens, Hazleton, PA—which was most recently known as First Quality Fibers—wa
hand at IDEA 01 to promote its capacity expansion with the addition of two new lines at its Hazleton facility, scheduled
come onstream later this year. The move will allow the company to expand its ability to make spunbond and SMS mat
The world’s largest roll goods producer The Freudenberg Nonwovens Group, Weinheim, Germany, showcased its
“Evolon” fabric, which was one of the three finalists for the IDEA 01 Roll Goods Achievement Award. Manufactured thr
a proprietary process that combines filament spinning and web formation, Evolon offers good drapability, soft hand, hig
tensile strength, comfort properties and good launderability for a variety of applications.
Making its IDEA debut after its acquisition of roll goods producer Fort James was Georgia-Pacific (G-P) Nonwovens
Group, Green Bay, WI. The latest products showcased included air laid fabrics with SAP fibers and powders, new bin
and new fiber blends and additives such as antimicrobial additives, which the company is currently producing and
customizing for air laid and carded nonwovens. As for G-P’s Italian business, it is continuing to target the feminine hyg
market and is beginning to target the tabletop wet wipes area, while the French segment is continuing to increase busi
in the feminine hygiene and food packaging areas and develop new products, including a solvent-resistant air laid prod
for industrial wiping applications.
Green Bay Nonwovens, Green Bay, WI displayed samples of its spunlaced products made with a variety of different
and available in a variety of weight grades. These fabrics offer high strength and drapability as well as soft hand. Gree
also offers materials produced through a resin-bonded process where natural and/or synthetic fibers are blended toget
and formed web through a series of cards.
Nonwovens-newcomer GSE Nonwoven Technology Company, Kingstree, SC, made its debut at IDEA 01 to annou
has commercialized ist new line ahead of schedule. Additionally, GSE has already made its first shipment of product. G
produces needlepunch materials for a range of markets under its “GSE Symmetrec” brand name (see Nonwovens Indu
April 2001, pg. 84 in the print version).
Hollingsworth & Vose, East Walpole, MA, showcased its new “Technostat” filtration product. The electret nonwoven
filtration media uses electrostatically-charged fibers to offer high efficiency and low resistance. Additionally, H&V show
some of its “AFN” high-tech glass and carbon products, as well as samples of materials from its newly-acquired roll go
producer J.C. Binzer Papierfabrik, Hatzfeld, Germany (see Nonwovens Industry April 2001, pg. 10).
ITP Sellars, Milwaukee, WI, displayed its line of chemical bonded nonwoven fabrics. The line of 10 different styles ha
basis weight ranging from 34 to 85 gpsm with a number of different fibers, including 100% rayon, 100% polyester or an
equal combination of the two.
Johns Manville, Denver, CO, distributed information on its European capacity expansions expected to come onstream
during the next six months. These expannsions include a new polyester spunbond line and two new glass media lines
Nonwovens Industry January 2001, p. 10).
Mogul Spunbond-Meltblown Nonwovens, Gaziantep, Turkey, was exhibiting its 100% polypropylene spunbond
nonwovens with colored, hydrophilic, antistatic, flame retardant, antidust mite and antibacterial treatments.
The focus of Monadnock Nonwovens’ display was on melt blown nonwovens for liquid and air filtration media as well
disposable vacuum bags. The Stroudsburg, PA-based company produces a variety of different grades of melt blown
materials.
Mytrex Industries, Taoyuan, Taiwan, promoted its “Electret” melt blown face mask media at the IDEA show. The ma
provides high efficiency, low pressure and good barrier properties coupled with open fiber structures, giving a tortuous
along with electrostatic attraction without compromising air flow.
National Nonwovens, Easthampton, MA, showcased its “Atvantage” and “ProTechtor” lines of products. The Atvanta
composite insulating and structural cores produce moldable, needled nonwovens for thermal insulation, vibration
dampening and acoustic attenuation. The moldable, lightweight ProTechtor composite ballistic shield utilizes advanced
needling technology. It maintains properties when cut into small sections, making it an ideal solution for armor, blast
containment, protective apparel and fire protection applications.
Despite its large booth presence at the show, Polymer Group Inc. (PGI), Dayton, NJ, had a special room set aside a
Fontainbleu Hotel to talk to customers about the latest innovations with its “Miratec” technology in a more private settin
New products included the substrate for “Swiffer” made by Procter & Gamble, Cincinnati, OH and winner of the IDEA 0
Short-Life End Product Achievement Award. Miratec is also presently being used in outdoor seating cushions and with
bedding market for comforters, quilts and mattress pads. On the apparel side, PGI is focusing on casual pants for men
women, which are currently being marketed in Japan under a well-known brand. PGI is also utilizing Miratec in the
automotive market for headliner, seat and door panel applications.
Vliesstoffwerk Chr. H. Sandler GmbH, Schwarzenbach, Germany, spotlighted a number of product innovations at t
IDEA 01 show. Among these products were wet and dry wipes for various applications, such as technical, hygiene and
cosmetic. These new products have reportedly come about from the growth explosion of wipes for different areas in Eu
The company also showcased its laminates for apertured topsheet applications, its grooved acquisition/distribution lay
partial lamination strip laminates, structural elements for automobiles and its new “Sawagrow” agricultural product.
Shalag Industries, Upper Galilee, Israel, introduced its “ShalagTwins” concept that produces two complementary lay
one absorbent pad. The first layer is a multihydrophilic topsheet of perfect uniformity and excellent mechanical strength
second layer is a cost-efficient acquisition distribution layer.
Roll goods producer SI Corporation, Chattanooga, TN, displayed its “Xtinguish” line of products. The company is cur
expanding this line of self-extinguishing fabric for bedding and furniture applications in the home furnishings market an
automotive applications due to government regulations.
J. W. Suominen Oy, Nakkila, Finland, exhibited its nonwoven roll goods for the hygiene, medical and wipes markets.
particular interest was the company’s “Fibrella,” a hydroentangled nonwoven that offers advanced qualities for use in h
care and medical applications.
Tex Tech Industries, Portland, ME, highlighted its new product lines of tubular needlepunched nonwovens for severa
use applications, including insulation and aluminum extrusion. The company also told IDEA attendees about the broad
range of fibers it can process for high temperature applications.
Kowloon, Hong Kong-based U.S. Pacific Nonwovens Industry Ltd. showcased a variety of new products at the show
One such product was a spunbond nonwoven pop-up tent for outdoor activities that can be laminated to become
waterproof. Secondly was a reflective survival blank made of a spunbond laminated to a metallic film or spunlace mate
The blanket offers great heat retention as the metallic film reflects body heat back to the body. U.S. Pacific is currently
working on deals with major automotive manufacturers to promote having the product in cars so people can use it for
warmth during an emergency.
Western Nonwovens (WNI), Carson, CA, highlighted a variety of new products and technologies at the IDEA show.
Among them was “Nu-Foam” densified foam replacement product for the arts and crafts and mattress markets, which i
response to interest in replacing foam because of problems with it burning and discoloring. The company also introduc
new bedding products using “Outlast” thermal polyester fiber that help to regulate temperature, as well as “PolarGuard
Delta,” the latest addition to its product family that takes about 10-12% of the weight out of original product and still ach
the same warmth/weight value.
Raw Material Producers Supply Innovation
Suppliers of raw material products to the nonwovens industry, such as fibers and binders, were on hand to discuss the
latest and greatest with attendees of IDEA 01.
Aegis Environments, Midland, MI, announced the full integration of its proprietary antimicrobial program “Aegis Micro
Shield.” The program uses a non-leaching technology that controls microbes by physically piercing and disrupting the i
components of the cell membrane. It can be readily incorporated into any wet finish process and applied to any textile
product to inhibit microbial odors, staining and deterioration.
Air Products, Allentown, PA, introduced a broad array of developmental products that are designed to bring unique
performance advantages to nonwovens, such as the “Airflex 181 DEV” self-laminating binder and the “Airflex 114 DEV
nonionic binder that is compatible with cationic additives. “Airflex 1555 DEV” is a transport layer finder that offers excel
resiliency, acquisition and rewet and allows cellulose structures to replace synthetics. Additionally, Air Products highlig
three experimental-stage products with unique characteristics such as low-temperature cure, increased adhesion to
synthetics and high-temperature performance—“Airflex LTC,” “Airflex IAS” and “Airflex HTP.”
Atlantic Extrusions Corporation, Salem, MA, featured its “StrongNet” reinforcement laminates. StrongNet is oriented
two positions to provide an exceptional high strength-to-weight ratio with each biplanar joint becoming an integral part
netting. Produced using polyolefin polymers, StrongNet will not corrode, rot or rust and is virtually unaffected by water,
acids, gases, chemicals and organic materials.
Barnhardt Manufacturing, Charlotte, NC, used the show to launch four new products—“UltraBlock,” “UltraScent,”
“UltraSorb” and “Needle-Eze.” UltraBlock features the benefits of bleached cotton combined with a durable antimicrobi
finish and UltraScent is available in a choice of fragrances that do not wash off. UltraSorb is a cotton product with an
increased absorbency of up to 12%, while Needle-Eze is a cotton designed specifically for the needlepunching process
help protect needles.
BASF, Ludwigshafen, Germany, exhibited its “HySorb” range of superabsorbent polymers that includes the enhance
“AUL” superabsorbent polymers (SAP) that provide gel strength in compressed absorbent cores with moderate SAP
concentration. Also included are anticaking superabsorbent polymers that are humidity tolerant and enhanced capacity
superabsorbent polymers that provide total absorptive capacity. These polymers can be used in both disposable and
durable applications.
Binder GmbH & Co., Holzgerlingen, Germany, distributed information on its “Microplast” mechanical fastening syste
for disposable baby diapers. The company makes the film for the hook portion of hook and loop fasteners, which can b
customized to meet customer demands for specialty nonwovens.
Bollag International, Newell, NC, promoted its services at IDEA as a buyer and seller of textile fibers and by-product
privately-held company, Bollag handles more than 125 million pounds a year of fibers, cuttings and mill wastes, includi
cotton, synthetic staple fibers and tow, polyester and other products. The company manufactures staple fiber from tow
yarn for use in nonwovens.
Absorbtion was the focus at the booth of Buckeye Absorbent Products, Memphis, TN. The company displayed its
“Unicore” and “Duocore” products for the baby diaper and hygiene markets, as well as its absorbent products that utiliz
SAP fibers and polymers for meat, fish and poultry food packaging applications.
Clopay Plastic Products, Cincinnati, OH, highlighted the breathable film area of its business. Additionally, the compa
discussed its latest product line of laminates with nonwovens.
Cotton Incorporated, Cary, NC, had a number of nonwoven roll goods on display at its booth, including spunlaced co
rolls and wipes, diaper core composites, air laid rolls, cotton surfaced nonwovens and rolls of a carded/air laid/spunlac
100% bleached cotton comber/staple composite that is currently being produced in Europe for make-up removal
applications. Additionally, airlaced wipes from M&J Fibretech, Horsens, Denmark, that utilize a patented spunlace/air la
concept and an air laid feminine hygiene component that uses bleached cotton linters donated by Buckeye, Memphis,
were highlighted.
Achievement award winner Eastman Chemical Company, Kingsport, TN, attended the IDEA show to announce its r
entry into the nonwovens industry. The company showcased two raw materials—“PCT Polyester” and “Eastar Bio”
copolyester—for fiber production. PCT Polyester targets applications where the attributes of conventional PET polyme
not provide the desired performance characteristics. The award-winning Eastar Bio copolyester is able to fully degrade
carbon dioxide, water and biomass within 12 weeks of active composting and is designed for fiber and nonwoven fabri
blown and cast fill and for extrusion coating applications.
Ems-Griltech North America, Sumter, SC, promoted its “Grilene KE 150” fusible fibers and adhesives and “Grilon KA
140” monocomponent fusible fiber, both of which are examples of an upgraded process. The company also debuted its
“Grilon BA 140” copolyamide sheath bicomponent to the IDEA show circuit.
At IDEA 01, raw material supplier ES Fibervisions, Varder, Denmark, promoted its “S Family” of fibers that feature
economy, speed, strength and sorbency to carded nonwovens. The company’s patented melt gradient technology allo
state-of-the-art fibers to offer nonwovens strength and cross-directional stretch, while the newly-developed “Hy-Soft” fi
give superior softness over conventional polypropylene fibers. The fibers are also in a crimped shape, allowing a three
dimensional nonwoven fabric structure for enhanced softness and liquid transport characteristics.
Gelok International, Dunbridge, OH, manufactures absorbent composites for specialty applications. At the show,
company representatives highlighted Gelok’s flexibility and use of customer creativity in developing their products for s
applications as hygiene, medical, filtration, environmental and spill control and packaging for food, transport and hazar
materials.
Henkel Adhesives, Düsseldorf, Germany, and Bayer Faser GmbH, Dormagen, Germany, promoted their joint
partnership for the development of a system solution for elastic attachment on baby diapers and adult incontinence
products. The system is a combination of a new elastic fiber and adhesive and is designed to reduce production costs
offering a high degree of safety and reliability in application. The core of the elastic attachments is a fixed elastic fiber t
uses a hot melt. The system uses “Doralstan N 100,” a new generation elastane fiber developed by Bayer, as well as
Henkel’s “Sanicare” products.
Executives at Intercontinental Polymers (IPI), Charlotte, NC, talked about the addition of a new multiple line expans
the area of bicomponent fibers at the company’s Lowland, TN facility. The expansion has allowed IPI to increase its vo
as well as the number of individual production lines. The expansion reinforces the company’s commitment to bicompon
fiber production, according to company executives.
KoSa, Charlotte, NC, has recently expanded its product portfolio of air laid fibers with smaller denier ones that are sui
for such applications as meat packaging. In the hygiene area, the company has developed new microdenier fibers for w
laid and filtration applications while the automotive market has seen the development of the first recyclable headliner m
of 100% polyethylene through a one-step process, where before a combination of different techniques was needed.
The exhibit of Kuraray, Osaka, Japan, centered around the company’s new vinyl alcohol resin, “Exceval.” The resin w
developed for heat-molding products equipped with diversified properties such as water solubility, water absorption,
hydrophilic property, high resistance to oil and solvent and good biodegradability. The company also gave out informat
about “Clarino,” a man-made leather created from fiber processing technology, nonwoven processing technology,
polyurethane resin technology and external finishing technology.
Lenzing AG, Lenzing, Austria, has relaunched its “Viscose,” Modal” and “Lycoell” brands, making them more attracti
and modern for customers. The lines are now represented by a new spokesperson, supermodel Naomi Campbell.
At the show, Lysac Technologies, Quebec, Canada, announced it has signed new distribution agreements with six
manufacturing agents that will have the exclusive distribution rights for Lysac’s “SNAP” (Safe and Natural Absorbent
Polymers) superabsorbents in their respective territories. While SNAPs are currently available in North America and
Western Europe, the new agreements now make them available in Asia, Central America, South America, Eastern Eur
North Africa and the Middle East. The new agreements will reportedly put a minimum of 15,000 metric tons of SNAP o
market in these territories over the next three years.
National Starch and Chemical, Bridgewater, NJ, touted its new “Dispomelt Cool” low application temperature hot me
that is a brand new product for the nonwovens area, according to company representatives. By using thinner polys, the
product is fully effective at 225°F, helping to eliminate char and gel build-up as well as making way for fewer burn-relat
injuries to plant personnel and lower energy costs.
Making its IDEA show debut was Omnova Solutions, Chester, SC. The company spotlighted its products for the wipe
and filtration industries. For example, in the filtration area Omnova offers fluid repellent binders for air, home, oil and co
filters. The company is able to take products and offer a binder product that is tailored to a customer’s needs.
The big story from Pliant Corporation, Schaumburg, IL, was the company’s new logo and tagline “Films, Packaging,
Results,” which came about after the company changed its name from Huntsman Packaging Corporation due to the sa
the company to Chase Capital Partners. Among the products showcased was the company’s proprietary “Q-film,” a de
embossed film product that provides a soft quilt-like outer cover, making it an ideal choice for personal care application
medical film products that provide barrier and protection features.
Rayonier, Jesup, GA, took the opportunity to showcase its new “NovaThin” absorbent cores during the IDEA show.
NovaThin cores are patented, preformed absorbent core structures that utilize an extremely uniform distribution of spe
designed superabsorbent polymer in a combined matrix of high performance and conventional fluff fibers. This propriet
composite results in an unparalleled degree of thinness without compromising fluid management or softness.
Rhodia Performance Fibers, Valance, France, devoted its IDEA 01 booth to its new “Antiblaze” family of products. T
new product is a flame retardant chemical additive for nonwovens.
Making a scene with one of the most creative and inviting booths at the show was Rohm and Haas, West Philadelph
PA. The company designed its booth with the concept of “from fibers to finish” in order to show customers all the differ
places the company’s products exist. At the same time, Rohm and Haas had information available on its new line of
“Rhoplex” binders for nonwovens—“Rhoplex NW-4218” self-crosslinking binder, “Rhoplex GL-720” all acrylic firm polym
emulsion and “Rhoplex NW-4815” ultra-low formaldehyde, APEO-free styrenated acrylic emulsion.
Savaré, Milan, Italy, promoted its range of “Safemelt” specialty adhesives. Safemelt adhesives feature environmentall
friendly technology, outstanding meltability and compatibility.
Standridge Color, Social Circle, GA, was on hand at IDEA 01 to tell roll goods producers about its color concentrate
products for nonwovens. Additionally, the raw material supplier also offers antimicrobial and antibacterial additives for
nonwovens applications.
For the first time ever, Tencel, New York, NY, had its own booth devoted to its eponymous line of fibers. Tencel 100%
cellulosic fiber features high tensile strength and absorbency and full biodegradability. In the nonwovens industry, Tenc
fibers can be used to create absorbent pads, artificial leathers, coverstock, hygiene items, wipes and medical products
Tredegar Films, Richmond, VA, showcased a number of new films including the “X-27373” micron film with conicalshaped perforation and the “25 Penta” mid-tier feminine hygiene topsheet with 18-20% open area that features a balan
loft and skin contact area. Also on display was the “40 Mesh” boat-shaped cell topsheet, which allows hygiene articles
look more natural and feel more like fabric.
At IDEA 01, Tuntex (Thailand) Public Company Limited, Bangkok, Thailand, showed its polyester products for the
nonwovens industry. These product offerings include chips, polyester staple fiber, hollow conjugate fiber and spin draw
yarn.
Uniqema, Wilmington, DE, introduced two new wicking finishes at IDEA 01. The finishes—“Cirrasol PP842” and “Cirr
PP843”—offer treated polyolefin cover stocks the hydrophilicity and durability of silicone-based finishes with improved
properties to the end manufacturer of nonwoven products.
Nothing But The Greatest From Machinery Suppliers
IDEA 01 also hosted a variety of machinery and equipment suppliers to the world of nonwovens. These manufacturers
talked about their newest products, including production lines, quality control equipment and other machinery for the va
facets of nonwovens manufacturing.
Accusentry, Marietta, GA, displayed its diaper and disposable soft goods inspection system that uses high-powered
processing software to detect subtle defects in the manufacturing process. The system allows manufacturers of baby
diapers, training pants, adult incontinence items and feminine hygiene articles to assure high quality despite high produ
speeds.
Adaptive Technologies Industry (ATI), Gaithersburg, MD, promoted its new “Gamma 1” solid state backscatter gau
for the measurement of basis weights. With increased detector efficiency, optimized geometry and digital signal proces
the product delivers better measurement performance than traditional photomultiplier tube gauges. Gamma 1 works in
range of 40 to 3000 gpsm and an integration of 50 milliseconds.
Albany International, Portland, TN, highlighted its custom-designed fabrics, which can be woven into highly sophistic
belts to form, convey or dry nonwoven webs. These advanced engineered fabrics are designed in dozens of styles in s
double and triple layers.
American Truetzschler, Charlotte, NC, announced it now has available a full line of long fiber preparation machinery
bale to web formation. In addition to being capable of handling staple fibers up to 130 mm, the new products feature a
“Web Profile Leveling VPR” in the “Scanfeed FBK 539” tuft feeder. By profiling the web exiting the chute feed and
maintaining the profile by adjusting the front wall of the chute in 300 mm sections, the company is able to adjust web
dimensions according to product specifications.
IDEA 01 exhibitor Ametek Patriot Sensors, Clawson, MI, showcased the latest additions to its family of “PLS”
programmable limit switches that control high speed processes on disposable hygiene product lines. The ultra high-en
“7500 UHS” has a high five microsecond scan time and has network communication capabilities via “ControlNet.”
Additionally, the “Series 2500” PLS has from eight to 14 inputs and outputs with a 100 microsecond scan feature speci
designed for the manufacturing of disposables.
Autefa Automation GmbH, Friedberg, Germany, disclosed its latest development in precision crosslappers for profil
webs for various dry laid processes. The company also showcased its special winding systems for highloft that include
winding, slitting and cross-cutting.
Making a lot of noise at IDEA 01 was the running melt blown system from Biax-Fiberfilm, Greenville, WI. The line, wh
was run in conjunction with a microspan stretching machine, featured different combinations each day. For IDEA 04, B
reportedly plans to bring a full one meter wide SMS line to the show.
Bicma Hygiene Technologie, Basaltweg, Germany, exhibited a range of machines for the nonwovens industry. For
instance, the company’s “Bi-Easy Pack” for the production of feminine hygiene materials features a production capacit
up to 1000 pieces per minute, single wrapping film automatic splicing and a three-folding device.
On display at the booth of Bikoma AG, Mayen, Germany, was the newly-developed “DD 400.” The feminine hygiene
production line is two years old but has reached a new level with the addition of a completely new production procedur
The four meter long compact machine has no transfer belts inside and offers savings on investment, energy, spare par
and floor space. Bikoma also highlighted its high-speed “DD 300” feminine hygiene product line that has been updated
the latest servotechnology and can produce a range of feminine hygiene products.
Christoph Burckhardt AG, Basel, Switzerland, highlighted its work in the area of perforating nonwovens to create va
effects, including three-dimensional structures of composite materials. The perforation technology has applications in t
hygiene area for the topsheets of baby diapers and feminine hygiene products for better transportation of liquids. The
system makes a three dimensional hole shape, where the top side of the material is smooth and soft and the undersid
the hole has a dimension above the material surface.
Cavitec AG, Munchwilen, Switzerland, displayed its portfolio of coating and laminating lines for the nonwovens indus
including the “Caviscat” scatter coating system, “Cavidot” paste dot, power dot and double dot technology and “Cavico
knife coating plants. Also highlighted were the “Cavimelt” and “Caviscreen” hot melt coating and laminating machines a
well as the “Cavibelt” lamination between continuous conveyor belts for optimum bonding, “Caviroll” reverse roll coater
“Cavipreg” impregnation plants.
A. Celli, Porcari, Italy, showcased its “Super Rewinder,” which is composed of a new winder, a defect detection/elimin
system, a revolutionary “Super Slitter” rewinder, a fully automatic shaft and cores handling system and a finished reels
labeling and packing station. The company also offers a range of in line winders, off line slitter-rewinders, in line/off line
winder/slitter-rewinders, as well as equipment for lamination lines, unwind sands and control and drives.
New machinery highlights was the topic of conversation at the booth of Cellulose Converting Equipment (CCE),
Moscufo, Italy. While the company is reportedly growing and improving the performance of its machines, it also has
developed new machinery such as an automatic machine for the production of meat and poultry pads. CCE has also
developed a new technology to manufacture wipes that are packaged in a strip of individual perforated packages so th
can be sold one-by-one in stores for feminine hygiene and baby diaper applications.
Cofpa, Angouleme, France, highlighted its latest developments in woven plastic wire fabrics for use in spunbond
machinery for the collection of filaments. The new products help form spunbond and melt blown fabrics, as well as air l
materials.
At IDEA 01, Cognex Corporation, Natick, MA, formally introduced its “SmartView ICN” automated web inspection sy
to the global nonwovens industry. The system can detect a variety of defects including dirt, stains, pinholes, gels, dens
variations and tears and step joints in nonwovens, paper, coating, plastic films, packaging and other materials. SmartV
includes a modular high-speed camera configuration, digital exposure control, a configurable operator console and rea
digital outputs.
Cormatex, Montemurlo, Italy, produces a range of machines for nonwovens. Lines include cards and carding line fee
systems, carding lines for nonwovens, felt and wadding with synthetic and regenerated fibers, lap forming and
needlepunching lines, slitting and winding lines and carding lines for tops.
Dan-Webforming International, Risskov, Denmark, had information available at its booth on its three advanced air l
pilot lines for the development of innovative air laid webs and core materials. The company’s high speed pilot line can
produce 600 mm wide webs at a line speed of up to 600 m/min, depending on the product basis weight and raw mater
being processed. Dan-Web has another plant operating at the German facility of Fleissner GmbH, Eglesbach, German
that focuses on the development of carded nonwovens, carded/air laid composites and hydroentangled products. The
pilot facility is for the manufacturing of test market products for evaluation by test panels and future consumers.
At IDEA 01, Dawson Textile Machinery, Greensboro, NC, presented the latest capabilities of nonwoven equipment
produced by OMMI, Italiana Rigenerazione (IR) and Automatex. OMMI showcased its reliable, high precision and
productive bale openers with load cell weighing that provides less than 1% variation at more than 1000 pounds per hou
while IR detailed its machinery for reclaiming post-industrial carpet waste back to usable fiber. IR also provides machin
for reopening all types of nonwovens. Automatex highlighted its 150 m/min crosslapper that produces an even web util
a patented drive and a simple profiling system. The company has also developed a new modular needleloom based on
oiling system of an automobile with 20-30% lower noise levels.
Dienes Corporation, Spencer, MA, highlighted its “DC Motor” with a precision pancake design that enables narrow w
high-speed slitting in converting operations. The product is for users that need to slit strip material to a very thin size an
offers a continuous operating speed range of 300 to 8000 fpm. Two models of this product are available—the “E-50” is
at 1/2 horsepower for widths down to 60 mm, while the “E-85” is rated at one horsepower and can handle widths down
mm.
Achievement Award winner Dilo System Group, Charlotte, NC, spotlighted its award-winning “Hyperpunch” needlelo
that allows needling with an elliptical needle beam movement. The system moves the needles in sequence with the ma
during the penetration phase, thus greatly reducing dimensional changes in the batt. Dilo also featured information on
“Turbo-Card” manufactured by Spinnbau GmbH, Bremen, Germany, which can be used in conjunction with Hyperpunc
Dover Flexo Electronics, Rochester, NH, announced the launch of several new products at IDEA 01. The “MPI
MultiPlexer Indicator” is a multipoint web tension display device for use on web presses, converting machinery and tex
machinery. The “TensionManager” is a family of specialized controller device modules designed to reduce auxiliary
equipment costs, optimize existing space and integrate neatly into machine controls on OEM web machines and press
And “NWI Narrow Web Indicator” is a cantilevered idler roller, tension transducer and digital LED tension display comb
into a single unit.
The latest products from Dukane Corporation, St. Charles, IL, include the “DDSM 20/40” ultrasonic sewing machine
the continuous sealing of pleated filter cartridges. Additionally, the 40 KHz hand-held “Mini Slitter,” which has been des
for slitting synthetic materials and blends of at least 60% thermoplastic content, can be operated by hand or easily mou
onto other machinery such as winders/rewinders, looms and traversing systems.
Edelmann Maschinen GmbH, Kleinwallstadt, Germany, highlighted its key developments for winding systems that
applies to all aspects of nonwovens production, primarily spunbond, spunlace and any composites, whether for in line
line slitting. The system has the ability to completely automate the entire process, from handling to winding to shafts.
Eniplan, San José dos Campos, Brazil, offers machinery for baby and adult diapers and feminine napkins. The
company’s exhibit showcased the development of new types of machines, improvements to existing machines and oth
company attributes including maintenance team training and technical assistance standards.
Enka Tecnica GmbH, Heinsberg, Germany, had a range of products at the booth of its representative Fi-Tech Inc.,
Richmond, VA. Products on display included its complete line of spinnerettes, melt blown die tips and jet strips.
Making its IDEA show debut was the “Spectrabeam FSIR” (full sensor infrared sensor) from Eurotherm Gauging Sys
Billerica, MA. The product provides advanced measurement capabilities for web manufacturers producing nonwovens
wide variety of sheet applications. Utilizing proprietary techniques to generate and obtain information over the entire ne
spectrum, the sensor measures within the range of 1.35 to 3.40 µm.
Ten new machines were introduced to the nonwovens industry by Fameccanica.Data SpA, Chieti, Italy, at the show.
These included the “Model FA-X Superstar H.S.” high speed baby diaper machine and the “Model FA-X Superstar T.P
training pants machine. The “Model FNL Premium” is a new sanitary napkin machine, while the “Model FAST” is the
company’s latest higher speed panty liner machine. The “Model FIX Evolution” and “Model FA-X Profit L.I.” are for adu
incontinence and light incontinence products, respectively. Also introduced were the “Model ROR” high speed sanitary
napkin and pantyshield stacker, the “Model RAD-Dual” double-exit baby diaper stacker, the “Model CAR” sanitary nap
and pantyshield packaging machine and the “Model CPW” baby diaper packaging machine.
Represented at IDEA 01 by CarolMac, Greenville, SC, was Fare SpA, Olona, Italy. The company discussed its staple
capabilities, which include continuous extrusion for sheath core bicomponent and compact staple capabilities. Fare is a
working on new spunbond and melt blown lines that are currently in product development.
Fehrer AG Textile Machinery, Linz, Austria, highlighted its new 2.4 meter aerodynamic carding line with a “K12” ran
card. The line can be used with needlepunching, thermal bonding or other technologies and can go up to a 5.4 meter w
line for producing acoustical insulation and door panels for automobiles and highloft waddings using both natural fibers
polypropylene. With this type of line, a crosslapper is not needed and there is no preferred direction, so the fibers are
completely randomized in a completely equal way, according to company representatives. Also displayed at Fehrer’s b
was its “H-1” technology that utilizes a curved needle line. The oblique needling channels allows the path through the w
by the needles to be longer, causing more fibers to be pulled up and down when compared to other technologies.
Spotlighting spunlaced/hydroentangled technology was Fleissner, Charlotte, NC. The company talked about its ability
produce various patterns on materials during production by using a special drum or wire. The patterns help to make th
material more durable, adds to the structure and can be used to make the nonwoven look like a knitted fabric or to app
company logo or other customized pattern. To date, Fleissner has reportedly sold 34 lines in the past four years, prima
European customers.
Expanding customer service is the latest news from Foster Needle, Manitowoc, WI. The company now offers technic
assistance and training courses for its customers on a global basis. According to company representatives, all the mem
of Foster Needle’s sales team has a background in needlepunching technology, allowing them to teach the frontline
employees of a company in the company’s own facility. Additionally, Foster Needle is currently working on some new
innovations.
General Disposables Machinery (GDM) SpA, Offanengo, Italy, showcased its latest generation modular high speed
machinery for adult incontinence, feminine hygiene and baby diaper applications. The machine features process units,
as the drive and electronics, that are each totally independent of one another. The product offers a production speed in
excess of 850 pieces per minute, drum forming and a full compression system. The new machinery also reportedly has
highest efficiency with the lowest waste of below 3%.
Gevas GmbH, Westfalen, Germany, presented its “Starfold” folding machinery for air laid materials, “Starfill” packagin
machinery for soft disposable products and “Starwrap” bundling packaging machinery. Starfold allows manufacturers t
deliver air laid materials in blocks thus reducing the cost of equipment needed to supply the materials to the production
and improving material handling and runnability. Starfill features fully automatic diaper packaging machines. Starwrap
designed to collect and group packages and containers of soft disposable products and wrap them under tension in
polyethylene film to form a tight bundle.
GFM Maschinenbau GmbH, Erkenschwick, Germany, promoted its ability to manufacture production and packaging
equipment for the disposable products industry. The company designs, fabricates and delivers production machines an
complete fabricating systems for disposable products made from nonwovens, films or paper for the medical, surgical,
hygiene and food service markets.
Needle producer Groz-Beckert, Charlotte, NC, was on hand to talk about some of its latest innovations for the nonwo
industry. The company has recently launched titanium nitride and chromium coatings that are put on needles to help th
last longer, as well as a new conical needle mainly for specialized needling, such as waste fiber and preneedling. Groz
Beckert also had information available on its 43gg fork needle for very fine random velours and fine denier products.
James H. Heal, West Yorkshire, U.K., which was represented by Advanced Testing Instruments, Spartanburg, SC,
exhibited abrasion and pilling testers, intelligent bursting strength testers and random pilling testers for the nonwovens
industry, such as the “TruBurst” intelligent bursting strength tester and the “Nu-Martindale” abrasion and pilling tester.
Healthy Machinery, Taipei, Taiwan, promoted its machinery for nonwoven disposable products. Product offerings inc
equipment for masks, medicaps, show covers, pillowcases, headrest covers, CD sleeves, business card holders and
slitting/rewinding machines
Hermann Ultrasonics, Schaumburg, IL, highlighted its new digital generator and touchscreen for continuous laminat
slitting and die cutting of nonwovens. Due to its use of a digital signal rather than an analog signal, the digital generato
provides a cleaner read for users.
Machinery manufacturer Honeywell, Duluth, GA, presented the “Color Measure” on line color measurement system fo
with paper, nonwovens and vinyl. The company has already launched a similar product, the “Precision Color Sensor,”
the marketplace. Additionally, Honeywell talked about its “MX Proline” PC- and “Windows NT”-based measurement an
control system for measuring basis weight, moisture, thickness and coat weight for nonwovens and other industries.
Ibis International, Hoschton, GA, showed its scrap and trim collection systems for production lines, which collects leg
notches and bag tails and separates and bales them for resale or reuse. The company is reportedly seeing a rekindling
interest in this area by customers. The company also highlighted is central vacuum systems for housekeeping purpose
customers do not want compressed air.
Idrosistem Srl, Bassano de Grappa, Italy, has developed a water filtration system to solve problems that spunlaced
nonwovens manufacturers may have with water filtration. Either flotation or “Equicurrent” sand filters are used, depend
on the situation. The system can handle all types of fibers and helps to increase on-time onstream operating, making l
more efficient.
Formerly known as Metso, Innovent, Peabody, MA, discussed its melt blown and spunbond pilot trials with IDEA 01
attendees. With two U.S. locations to run melt blown and spunbond trials, the company offers web collection systems,
handling and specialized designs. The company’s latest web collection technology allows for one step three-dimension
product capability.
Inventa-Fischer GmbH, Berlin, Germany, discussed its latest high-speed spunbond system. Customers are invited t
their products on a pilot line in Berlin or a reference line in Southeast Asia.
ITW Dynatec, Hendersonville, TN, launched its latest technology, “Laminated Plate Technology (LPT),” at the IDEA s
The new technology reportedly brings adhesive and fluid application to another level as it allows adhesive and fluid str
to be maneuvered based on the need of the application. The technology uses a number of different laser-cut stainless
plates put together to make the nozzle, making separate sections for air and fluid. Along with being able to control the
of the guide coming out to produce different patterns on the material, LPT technology can also coat and wrap patterns
around individual fiber strands and offers users 70% adhesives savings.
Its new “Parotherm” calender was the show focus for Kleinewefers Textile Machinery, Greenville, SC. Paratherm is
designed especially for thermal bonding high-speed spun fabric and staple fiber products. Featuring a simple, but high
effective pressure system and a uniquely developed, highly heatable calender roll with integrated deflection compensa
the product helps to reduce the maintenance costs of calenders and offers ease of maintenance as all rolls have the sa
auxiliaries.
KT Industries, Ft. Wayne, IN, displayed its custom converting and spooling capabilities including its “Superspool” sys
With spools sized to fit standard trucks and containers, Superspool provides an unmatched combination of run time an
flexibility that optimizes the logistics of supplying specialty nonwovens to high-volume, high-speed manufacturing
operations. Also featured at K-T’s booth was “Core-Lokt”—a patented absorbent core product that features a strip of c
folded nonwoven that locks in superabsorbents. The product can be used in meat tray liners, diapers, sanitary napkins
adult incontinence products, bed liners, underpads and fluid containment pouches.
Eduard Küsters Machinenfabrik, Spartanburg, SC, told IDEA attendees about its “S-Roll 170” and “Host-S-Roll 250
thermal bonding calenders for nonwovens and its “S-Roll,” “Dydro Flex Roll” and “Hydro Soft Roll” calenders for techni
textiles. All of these products are equipped with deflection-controlled roll systems.
Larson/Burton, Norcross, GA, had information available on its standard and custom converting equipment solutions.
Products include zero-speed slicing unwinds, flying pasters, automatic transfer rewinds, unwind/rewind stands and inregister splicing.
Lasor/Systronics, Norcross, GA, showcased the “SVS-2000” surface inspection system to respond to the needs of t
nonwovens industry. The system finds defects such as holes, shin spots, stains, eyebrows and wrinkles on 100% of w
real-time speeds. The system identifies the defects, classifies and maps them on a hard drive and has defect image
capturing for immediate study and correction by an operator resulting in improved process control, reduced scrap and
returns, increased quality and customer confidence. The company also focused its exhibit on a new two-dimensional
filtering technology for detecting defects in nonwoven fabrics.
M&J Fibretech, Horsens, Denmark, discussed its air laid technology for turnkey air laid plants that utilizes the compa
patented fiber forming system for the production of wide width webs. The different components of the webs can be bon
together in different ways through thermal or latex bonding or combinations of them both, as well as spunlacing. M&J a
offers pilot lines and fluff pulp defibration systems.
Equipment maker Martin Automatic, Rockford, IL, promoted the “AirNertia” rollers that dramatically reduces the inert
rollers and eliminates bearings so the nonwoven being produced rides on a cushion of air. With the intent to increase
machine speeds, the product can be used anywhere for web transport and where high speed and low tension is neede
the show, Martin Automatic had a splicer with a smaller version of the product running at 2000 feet per minute.
Micrex Corporation, Walpole, MA, highlighted its new patent-pending wet wipe process. The new technology allows
nonwovens producers to enhance their standard spunlace products with increased absorbency, bulk, textile-like qualiti
and performances. The “Micrex/WW” process uses a specially equipped “Micrex/Microcreper” operating at speeds up
200 meters per minute.
Machinery supplier Nordson Corporation, Norcross, GA, spotlighted a variety of new products at its show booth. Th
is the “Summit” application technology for non-contact “Lycra” and lamination applications. Nordson had a live demo o
system running every half hour at the show. Additionally, the company talked about its “VL” series of melters for hot me
adhesives that offer high performance at a low investment, as well as the “ES 400” high performance, hot melt electric
that has a long life of greater than three million cycles.
Osprey Corporation, Atlanta, GA, exhibited its “Compact” repelletizing system that helps to return film scrap into high
quality granules that are easily re-introduced to the primary extrusion process. The company offers systems for roll and
loose scrap recovery, as well as in line trim recycling. While the machine is now commonplace in the blown film marke
now being targeted to the polyethylene and polypropylene areas of the nonwovens industry for manufacturers of baby
diapers and film.
At the IDEA 01 show, Paper Converting Machine Company (PCMC), Green Bay, WI, formally announced its recent
acquisition of the intellectual property of Atlas Valmet “Lap Splicer Unwinds” from Valmet General, Lancashire, U.K., a
the assets and intellectual property of Webtron/Zigzap from DIDDE Corporation, Emporia, Kansas. The Atlas acquisitio
reportedly fits in well with PCMC’s current product line of wet wipes machines, while the latter addition is a manufactur
narrow web flexographic printing presses. On the product front, PCMC highlighted its “Clipper Series” line of wet wipes
machinery that features quick changeover, short run times and produces 250 cuts per minute.
Parkinson Machinery, Woonsocket, RI, displayed information on its new “Biax” laboratory capabilities for breathable
and orienting nonwovens. The technology calls for the biaxial stretching of plastic or nonwovens to enhance their prop
which is important in the formation of breathable films. Officially opened in February, the lab is through the company’s
Marshall and Williams Division, which it acquired a year ago.
BF Perkins, Rochester, NY—a division of Roehlen Engraving, also of Rochester—exhibited its array of calenders,
embossers and thermal laminators for the nonwovens industry. The company also had information available on its
laboratory that allows customers to develop and test new equipment applications and parameters prior to manufacturin
Pneumafil Corporation, Charlotte, NC, is a manufacturer of filtration and air conditioning systems for textile plants an
waste and fiber handling systems. The company discussed its latest offering, the “Rotary Pleated Belt Filter” that is par
the “Everclean” family module system. The filter offers air conditioning for any temperature or humidity required for ma
processes. Pneumafil also had information available on its recent acquisition of Abington, a producer of hi-vac waste
handling systems.
Reifenhäuser GmbH, Troisderf, Germany, which was represented by Fi-Tech Inc., Richmond, VA, announced at the
show the joint development of the new “Bico” bicomponent technology for machinery with Hills Inc., West Melbourne, F
The machinery utilizes technology from both companies to produce core sheaths side-by-side. Reifenhäuser also
highlighted its new direct extrusion line for breathable film/nonwoven composites that uses a twin screw extrusion proc
without previous compounding.
Achievement Award finalist Rieter Perfojet, Montbonnot, France, distributed information regarding its “Jetlace 3000”
“Perfobond 3000” machines. The Jetlace 3000, which is based on the technology used for the company’s “Jetlace 200
features a new injector to obtain the highest random microperforated sleeve for additional bonding efficiency, as well a
patterning capability on conveyors and cylinders. The Perfobond 3000 is a spunbond line with an increased productivit
up to 3000 kg/hour per meter width per beam.
Machinery supplier Robatech, Muri, Switzerland, presented a new model of its “Concept” range of products. The “Co
30” applicator is the solution for demanding hot melt applications in all high-output machines of the hygienic industry. T
machine can operate two gear and/or piston pumps with independent pressure systems and feed qualities.
Roehlen Engraving, Rochester, NY, exhibited its new engraving and tooling capabilities for uniform engraving. Roeh
offering a completely digital process to produce a wide variety of textures while new technology allows the company to
create patterns or match an existing one with extreme precision.
The IDEA 01 booth of equipment manufacturer Rose Forgrove, St. Charles, IL, was devoted to its latest developmen
the packaging of wet wipes. During the show, the company ran cycles of the new machine for attendees.
Santex AG, Tobel, Switzerland, promoted its nonwovens production machinery, including thermofusion, spray bondin
impregnation, coating, thermofixation, vertical lapping and special machines. Specific products included the “Wavemak
vertical lapping unit that creates web with maximum resilience, as well as the “Santatherm” high-capacity oven for ther
bonding and drying nonwovens.
Conveyor belting specialist F.N. Sheppard, Erlanger, KY, highlighted its diverse lines of belting products. Along with a
array of belts, the company also offers molded parts and rollers and belt design services for improvements to existing
applications or new designs.
Shoou Shyng Machinery, Taipei, Taiwan—represented by Georgia Textile Machinery, Dalton, GA—promoted its ne
filament needling system that needles continuous filament directly from the cone. The patent-applied technology offers
needled product with extreme strength characteristics with nearly equal strength in all directions, while no blending, ca
or crosslapping is needed.
Sierem S.A., Cedex, France, displayed its fully-integrated configuration made up of the company’s stacker and bagge
a single electrical cabinet. This integration combines high performance and competitive costs and offers fully integrated
configuration, allowing manufacturers to test the two machines together in one location.
Sonobond Ultrasonics, West Chester, PA, exhibited its customized equipment for the filtration industry. The equipm
makes filter assembly easier and more dependable than ever before, according to company executives.
Spinnbau GmbH, Bremen, Germany, promoted its “Turbo-Card” and “Turbo-Unit” air laid cards that offer various
advantages to the medical and hygiene markets, including random web laying, excellent web evenness and a high
throughput (kg/h) at low area weight. Also, the company highlighted its universal web formatting process for spunlacing
forms fine webs in a large MD/CD range up to a strength ratio of 1:1.
SSP & Technology, Garlasco, Italy, launched its new line for disposable pull-up and training pants at the show. The
convertible line is able to produce three different types of products and was developed in conjunction with R&L Engine
Albany, NY.
The combined booths of Thibeau and Asselin, both of Tourcoing, France, and part of NSC Schlumberger Nonwove
Systems, showcased a new generation five meter wide high speed nonwoven carding line. The new line shows a web
formation that was hard to achieve with older cards, resulting in products that are more uniform, soft and strong to com
with spunbond. Additionally, the booth included information on the “ProDyn” technology, which includes a redesigned w
handling system and is driven by scanning gauges. A new ProDyn pilot line is scheduled to be established at the
companies’ Fort Mill, SC facility.
Tokuden, Kyoto, Japan, spotlighted its “Induction Heated Heat-Pipe Rolls” that generate heat within the roll shell by u
the heating effect of low frequency magnetic induction. The heating system allows users to control the roll surface
temperature very accurately while evenly distributing the heat over the entire roll surface.
Making its IDEA show debut was VersaCore Industrial, Kennett Square, PA. The company, which was a finalist for t
IDEA 01 Entrepreneur Achievement Award, devoted its booth to its “ThermoStack” versatile technology for the creation
3D/honeycomb structures. The machine’s one-step process converts thermoplastic roll substrates into a higher value 3
structure, creating new market opportunities for 2D roll goods. The system offers fully automated, high speed productio
using flexible, patented turnkey technology.
Wintriss Engineering, San Diego, CA, debuted its “Web Ranger” web inspection system to the nonwovens industry a
show. The smart camera-based optical system, which is specially geared towards all types of nonwoven production lin
detects clumping defects and contaminants as small as 1/2 mm at 100% real-time at any speed.
Showcasing “Rollaweigh,” the latest product from Garnett Controls, West Yorkshire, U.K., was Wise Industries, Kings
Mountain, NC. Rollaweigh is a precard weigh system that offers a unique fiber feed control system. The new card is
currently available in Wise’s showroom and will be ready for customer trials in the next several months.
Zuiko Corporation, Osaka, Japan, exhibited its sanitary napkin machines as well as its new adult incontinence produ
machines, developed in anticipation of the increasing size of the aging population. The company also produces diaper
machines, nursing pad machines and clean wipe machines.
Nonwovens Service Providers Make Some Noise
From commission converting to consulting, nonwovens industry service providers touted their latest offerings to the glo
IDEA 01 crowd.
The Nonwovens Plants Projects of Kobelco (Kobe Steel), Tokyo, Japan, highlighted its new nonwovens plants that
provide the flexibility required to match production with changing market trends in the industry. The plants, which have
proven technical advantages for spunbond, melt blown, SMS and next generational nonwovens, include a unique twin
screw processor, multipolymer processing, fine to coarse denier spinning, high productivity and R&D services.
Larsen Converting, Green Bay, WI, told IDEA attendees about their services, including custom flexographic printing,
service coatings, specialty laminations, calendering and substrate capabilities.
The Nonwovens Cooperative Research Center at North Carolina State University, College of Textiles, is creatin
state-of-the-art melt spinning facility on the Centennial campus in Raleigh, NC. This multipurpose installation incorpora
commercial technologies from JM Laboratories, Dawsonville, GA, and Hills Inc., West Melbourne, FL. The 560 millime
wide lines include a two-beam homopolymer or bicomponent polymer spunmelt process with both spunbond and melt
capabilities. The installation is scheduled to be complete by the end of the second quarter of 2001.
Precision Fabrics Group (PFG), Greensboro, NC, highlighted its converting capabilities for a variety of markets.
Company booth representatives discussed PFG’s converting skills for different end uses, as well as its latest advancem
for high-tech filtration media with specialized nonwovens and laminates and allergy and moisture barriers for home
furnishings applications.
Sellars Wipers and Sorbents, Atglen, PA, presented its “Universal Point Bond” and “Sonic Bond” rolls. These rolls a
designed to absorb any water or oil based fluids and help keep work areas free from leaks and spills. Sellars’ extruded
industrial polypropylene absorbs up to 20 times its weight in fluid.
Web Converting, Westborough, MA, promoted its converting services, as well as its website, www.spoolingsolutions
The company offers narrow to wide width slitting and winding services for virtually all types of flexible materials in roll fo
precision sheeting services for many types of flexible materials and spooling (traverse winding) services.
Jane Rickson
BSc, MSc, PhD
Lecturer in Soil Erosion Control
National Soil Resources Institute
email:mailto:%20j.rickson@cranfield.ac.uk
Experience
Jane Rickson has over 20 years of experience in the fields of soil erosion and soil conservation. She i
a geomorphologist by background, who specialised in land resource management, particularly relate
to the control of land degradation. Her current activities include research, teaching and consultancy,
focussing on soil conservation and the processes of land degradation, especially soil erosion and slop
instability.
Her research and consultancy experience has included the evaluation of soil erosion control products
(including geotextiles and soil conditioners), producing results that have been used by end users of t
products, Standards Committees, specifiers and manufacturers. Other interests include soil erosion
risk assessment, application of soil erosion models (such as EUROSEM) for soil conservation planning
and the use of vegetation for soil erosion control and for slope stabilisation.
Her geomorphological background and understanding of slope instability and stabilisation techniques
led to her involvement with the development of a postgraduate course on "Mountain Risk Engineerin
at the Tribhuvan University, Nepal.
Field experience includes the monitoring of soil erosion, using experimental plots and rainfall
simulation, and the environmental impacts of soil erosion - both on-site and off-site. The process of
technology transfer is vitally important in soil conservation implementation, and Jane is particularly
interested in the socio-economic factors influencing the adoption of soil conservation practices.
Jane Rickson has published her research interests extensively in books, journals and articles. She is
co-author of "Slope Stabilisation and Erosion Control: a Bioengineering Approach" (EF Spon) and of
"Technical Specification and Market Study of Potentially Important Jute Geotextiles" (CFC/IJO). She i
sole editor of "Conserving our Soil Resources" (CAB International). She has written many papers on
the use and evaluation of geotextiles for erosion control.
She has worked in Europe, Nepal, India, China, Kenya, Ethiopia, Swaziland, USA, Bangladesh,
Morocco, Thailand.
Recent publications
Rickson, R.J. (2002). Salient properties of erosion control geotextiles. In: Adventures in Erosion
Education. Proceedings of the 33rd International Erosion Control Association Conference. pp 497-506
Kibiwot, V.N., Crossley, C.P., Reynolds, A.J. and Rickson, R.J. (2000). Rut formation and rolling
resistance on earth roads. Jrnl. Agri. Eng. Autumn 2000.
Rickson, R.J., (2000). The use of geotextiles for vegetation management. Aspects of Applied Biology
58, 107-114.
Rickson, RJ (1998) Urban Runoff: causes, effects and solutions. Landscape Design Extra No. 89,
Journal of the Landscape Institute. June 1998.
Rickson, RJ and Loveday, AD (1998). Jute geotextiles. Techno-economic Manual. Technical paper No
1. Common Fund for Commodities April 1998.
back to staff p
THE
FUTURE
stries in India, has traditionally been used for packaging.
y coming to light now as the world looks on for natural
ment. The time has come for this natural fibre to take
for the modern world. Be it in conserving the soil and the
ons like civil engineering which are essential for the
of
civilization.
o varities - WOVEN & NON-WOVEN
features that make it more eco-friendly are
apacity
ute
Finds
Applications in -
nage in civil engineering works
capacity
ynthetic geotextiles
For Free Listing up of your
Company mail us
Submit your query on Indian
Jute Industry, in general
Click and get the list of
manufactures of JGT
cost of JGT
J U T E
G E O T E X T I L E S
valled growth with a forecast by the United Nations International Trade Centre
m2 produced by the new millenium. Europe and North American markets each
maining 20% attributed to Japan, Asia and Australasia. The main applications are
drainage and linings as well as controlling soil erosion and establishing plant
a small proportion of geotextile use in the West there is enormous scope for
managers in Europe are generally unaware of the relevance of jute products, as
e main output of the industry. Jute accounts for less than 1% of total geotextile
advantages and low cost of jute geotextiles, which has been demonstrated by
ull-scale use. A promotion programme which aims to provide product information
een initiated by UNITC, UNDP and JMDC.
, landowners and landscape architects who use jute in environment projects will
s in the rate and quality of vegetation growth, as well as greatly reduced material
d Geneva last year brought together key jute producers with invited researchers,
suppliers, contractors and specifying authorities. Specifications were agreed which
to meet to satisfy environmental and geotechnical engineers. The obvious uses in
ly known, but it was interesting to note that composite products involving jute in
, or jute together with coir, can offer optimum solutions in other areas. Some
ited to jute, but the material characteristics need more elaboration. Other
satisfied by the other types of geotextiles.
..................................................................................................................................
e identified three current main applications for jute:
egetation establishment
construction
determine the effectiveness of ageotextile are percentage cover, water holding
roughness of fibres and yarns, their orientation across the slope and installation
urb the site. Testing over 12 years at Silsoe has proved the technical excellence of
tural and synthetic geotextiles under a range of environmental conditions, showing
nt is highly effective when jute is used.
ain, formed from a jute sleeve packed with coir, showed how combinations of
nefits greater than the sum of each. Professor Bob Sarsby of Bolton Institute
s of soil walls incorporating jute rope reinforcement. This work graphically
of jute in supporting walls of 4m or more. He went on to describe the use jute in
over areas of poor ground. Not enough attention has yet been paid to this
tion.
ng jute geotextiles has been explored by Yves Henri Faure of Grenoble University
y of jute sheets in preventing loss of soil in shallow and steep slopes. Earth works
pable of being rotated to various inclinations and subjected to simulated rainfall,
tropical downpours. The amount of soil lost to erosion was measured. The faces
ous geotextiles and the soil erosion again measured. The tests simulated wash out
d provided data of use in landscaping projects. Over the whole range of rainfall
ute geotextiles outshone the other materials. A jute of approximately 500g per m 2
e.
reas from erosion, including high-altitude ski-slopes with significant precipitation,
e Dinger of CEMAGREF. The ability of jute to absorb five times its own weight of
e ) was demonstrated. The retained water firstly attenuates the run-off into the
n released gradually to soak into the adjacent soil to nourish the vegetation from
th.
ommented that prevention of soil erosion was better and more cost effective than
ulnerable sites were over steepened slopes, exposed highly erodible sub-soil, and
d ground.
on were: poor growing conditions, additional costs for remedial works, blocked
n of waterways and increased maintenance. Many applications of jute made by his
‘before and after’ photographs showing the dramatic improvement in vegetation
any described the extensive environmental works undertaken in France using jute
litating mine dumps, restoring the Rhone river banks and the vegetating high
Winter Olympic ski jump in Savoie. Landscaping of slopes alongside the TGV rail
ngs and embankments showed the effectiveness of the geotextiles.
mark felt that the partners in this field are playing a waiting game. The jute mills
s to tell them what to do, whilst the engineers are waiting for the jute mills to
e. Much research has been carried out by several institutes in jute producing
ope. Interesting results were seen but wider use did not materialise. It will be
ssue and to use past experiences as stepping stone for future work. There is
rosion control, foundations, sound barriers, filters, and reinforcement and drainage
appropriate target uses of jute geotextiles.
................................................................................................................................
(selling in Europe for £ 0.40 to £ 0.80 per m 2 ) is lower than synthetic geotextiles
pprox) and other natural fibre geotextiles (£ 0.75 to £ 2.00 per m 2) their usage is
of the Indian Jute Mills Association stressed jute was competitive on price, and
that technical characteristics were also superior to other materials in particular
4 years, but this is usually a sufficiently long period for vegetation growth to
rials have shown that degraded by-products are beneficial plants. Work is
ed jute which has a longer life before degradation.
.................................................................................................................................
lar erosion control problems. Eight soil erosion plots were established on a South
d out by Dr.David Mitchell of Wolverhampton University Experimental Station at
sion of sections protected slope reduced the erosion by 54% whereas the jute
y 99% compared with the bare slope.
ficulties of vegetating the steep faces of reinforced soil slopes would be helped if
s were drawn together and published in a form more accessible to users. For
h synthetic fibres has been processed on the existing non-woven production
Technology Group (BTTG), ManchesterA range of technical products of widely
weights from 100 to 2000gm per m 2 and with thicknesses up to 60mm can be
....................................................................................................................................
ndon and Geneva in 1997 under auspices of JMDC forged links between all sides of
mental in helping jute to be accepted and applied more widely in environmental
concise technical information of direct relevance to users was established and the
ddress this.
an article written by Mr. Red Smith, Director, Elwood Consultants Ltd., Albrighton
the Autumn’98 issue of ENACT , a UK-based land management magazine. JMDC
Rod Smith for promotion of jute geotextiles in Europe.
(Sourse : INDIAN JUTE newsletter, March 1999)
Key Word Search - Geotextile: miscellaneous: natural fibers
(e.g., jute)
Abdullah, A. B. M., Prodhan, Z. H., Rahman, M. M. M., Khan, M. N. N. and Kabir, K.,
(1994), "Banana Drains," Proc. 5th IGS Conf., Singapore, pp. 879-882.
Datta, U., Chatterjee, P. K., Chottopadhyay, B. and Ghosh, A. (1998), "Jute Geotextiles,"
Proc. 6th ICG, Atlanta, IFAI, pp. 1155-1160.
Datye, K. R. (1988), "Natural Materials for Soil Reinforcement," Intl. Geotechnical
Symposium on Theory and Practice of Earth Reinforcement/Fukuoka Japan/5-7 October,
pp. 69-74.
Datye, K. R. and Gore, V. N., (1994), "Application of Natural Geotextiles and Related
Products", Jour. of Geotextiles and Geomembranes, Vol.13, No.6-7, Elsevier Publ. Co.,
pp. 371-388.
Datye, K. R. and Srinivasa Murley, B. R. (1992), "A Low Cost Earth Reinforcement
System," Earth Reinforcement Practice, Ochiai, Hayashi and Otani (eds.), Balkema,
Rotterdam, pp. 61-66.
Gary, K. G. (1992), "Evaluating Soil-Reinforcement Friction," Earth Reinforcement
Practice, Ochiai, Hayashi and Otani (eds.), Balkema, Rotterdam, pp. 67-72.
Greenwood, J. R. (1996), "Vegetation for Stability and Green Facing," Proceedings of
Geosynthetics: Applications, Design and Construction, De Groot, Den Hoedt and
Termaat (Eds.) Balkema, Rotterdam, pp. 393-398.
Jagannatha Rao, P., Viswanadham,. B. V. S. and Yadav, O. P., (1994), "Jute Based
Geotextiles and Their Evaluation for Civil Engineering Applications", Proc. 5th IGS
Conf., Singapore, pp.853-856.
Juyal, G. P., Sastry, G. and Rama Mohan Rao, M. S., (1994), "Rehabilitation of a Mined
Area in Himalayas by Geojute and Other Measures", Proc. 5th IGS Conf., Singapore,
pp.891-894.
Kabir, M. H., Ahmed, K. U. and Hossain, S. S., (1994), "Mechanical Properties of Some
Jute Fabrics and Fibre Drains", Proc. 5th IGS Conf., Singapore, pp.861-866.
Karunaratne, G. P., Tan, S. A. and Muhammad, N. (1992), "Geotechnical Properties of
Jute Geotextiles," Earth Reinforcement Practice, Ochiai, Hayashi and Otani (eds.),
Balkema, Rotterdam, pp. 95-100 .
Lee, S. L., Karunaratne, G. P., Ramaswamy, S. D., Gupta, N. C. D. and Aziz, M. A.
(1989), "A Vertical Drain made of Natural Fibres for Soil Improvement Projects," Proc.
Intl. Workshop on Geotextiles, Bangalore, India, Tata McGraw-Hill Publ. Co., New
Delhi, pp. 271-276.
Mandal, J. N. and Mohan, V. (1989), "Performance Studies on California Bearing Ratio
Values using Geosynthetics," Proc. Intl. Workshop on Geotextiles, Bangalore, India, Tata
McGraw-Hill Publ. Co., New Delhi, pp. 2255-258.
Mandal, J. N. and Murti, M. V. R., (1990), "Potential for Use of Natural Fibres in
Geotextile Engineering", Proc. 4th IGS Conference, The Hague, The Netherlands,
pp.835-838.
Mandal, J. N. and Murti, M. V. R. (1989), "Potential for use of Natural Fibers in
Geotextile Engineering," Proc. Intl. Workshop on Geotextiles, Bangalore, India, Tata
McGraw-Hill Publ. Co., New Delhi, pp. 251-254.
Nair, V. R. (1989), "Manufacturing, Testing and Application of Coir as Geotextiles with
Particular Reference to Erosion Control," Proc. Intl. Workshop on Geotextiles,
Bangalore, India, Tata McGraw-Hill Publ. Co., New Delhi, pp. 237-239.
Oosthuizen, P and Kruger, D., (1994), "The Use of Sisal Fibre as Natural Geotextile to
Control Erosion", Proc. 5th IGS Conf., Singapore, pp.871-874.
Pandey, S. N. and Majumdar, A. K. (1989), "Application of Jute as Geotextiles in
Erosion Control," Proc. Intl. Workshop on Geotextiles, Bangalore, India, Tata McGrawHill Publ. Co., New Delhi, pp. 247-250.
Pandey, S. N. and Majumdar. A. K. (1989), "Manufacturing, Testing and Application of
Jute as Geotextiles," Proc. Intl. Workshop on Geotextiles, Bangalore, India, Tata
McGraw-Hill Publ. Co., New Delhi, pp. 240-246.
Pandey, S. N. and Majumdar, A. K., (1994), "Development and Effective Applications of
Jute Fibre Nonwoven Geotextiles", Proc. 5th IGS Conf., Singapore, pp.883-886.
Rajagopal, K. and Ramakrishna, S. (1998), "A Study on the Coir Reinforcement for
Strengthening Soft Soil Subgrades," Proc. 6th ICG, Atlanta, IFAI, pp. 919-922.
Ramaswamy, S. D. and Aziz, M. A., (1982), "Jute Fabric in Road Construction", Proc.
2nd IGS Conf., Las Vegas, USA, pp.359-364.
Ramaswamy, S. D. and Aziz, M. A. (1989), "Jute Geotextile for Roads," Proc. Intl.
Workshop on Geotextiles, Bangalore, India, Tata McGraw-Hill Publ. Co., New Delhi, pp.
259-266.
Ranganathan, S. R., (1994), "Development and Potential of Jute Geotextiles", Jour. of
Geotextiles and Geomembranes, Vol.13, No.6-7, Elsevier Publ. Co., pp. 421-434.
Saathoff, F. and Broers, A. (1996), "Geotextile Nonwovens Made of Flax," Proceedings
of Geosynthetics: Applications, Design and Construction, De Groot, Den Hoedt and
Termaat (Eds.) Balkema, Rotterdam, pp. 995-1000.
Sanyal, T. and Chakraborty, K., (1994), "Application of a Bitumen-Coated Jute
Geotextile in Bank-Protection Works in the Hooghly Estuary", Jour. of Geotextiles and
Geomembranes, Vol.13, No.2, Elsevier Publ. Co., pp. 127-132.
Schiereck, G. J. (1996), "New Applications in Dikes and Banks," Proceedings of
Geosynthetics: Applications, Design and Construction, De Groot, Den Hoedt and
Termaat (Eds.) Balkema, Rotterdam, pp. 975-976.
Setty, K. R. N. S. and Shetty, P. P. (1989), "Reinforced Soil Layers in Pavement
Construction," Proc. Intl. Workshop on Geotextiles, Bangalore, India, Tata McGraw-Hill
Publ. Co., New Delhi, pp. 267-271.
Shahid, A. S. M., (1994), "Geo Jute Provides Long Lasting Erosion Control", Proc. 5th
IGS Conf., Singapore, pp.895-898.
Sivaramakrishnan, R., (1994), "Jute Geotextiles as Revetment Filter for River Bank
Protection", Proc. 5th IGS Conf., Singapore, pp.899-902.
Sudhakaran Pillai, M., (1994), "Protection to the Side Slopes of Kabini Canal", Proc. 5th
IGS Conf., Singapore, pp.887-890.
Talukdar, M. K., Mukherjee, D. and Ghosh, S. K., (1994), "Performance of Certain
Antimicrobial Treated Nonwoven Jute Fabrics", Proc. 5th IGS Conf., Singapore, pp.849852.
Tan, S. -A., Karunaratne, G. P. and Muhammad, N., (1993), "The Measurement of
Interface Friction between a Jute Geotextile and a Clay Slurry", Jour. of Geotextiles and
Geomembranes, Vol.12, No.4, Elsevier Publ. Co., pp. 363-376.
Tan, S.-A., Muhammad, N. and Karunaratne, G.-P., (1994), "Forming a Thin Sand Seam
on a Clay Slurry with the Aid of a Jute Geotextile", Jour. of Geotextiles and
Geomembranes, Vol.13, No.3, Elsevier Publ. Co., pp. 147-164.
Thomson, J.C., (1990), "Effective Applications of Natural-Fibre Geotextiles",Proc. 4th
IGS Conference, The Hague, The Netherlands, pg.864.
Toh, C. T., Chee, S. K., Lee, C. H. and Wee, S. H., (1994), "Geotextile-Bamboo Fascine
Mattress for Filling over Very Soft Soils in Malaysia", Jour. of Geotextiles and
Geomembranes, Vol.13, No.6-7, Elsevier Publ. Co., pp. 357-370.
Venkatappa Rao, G., Abid Ali Khan, M. and Narayana Sarma, G. V., (1994), "Durability
of Jute Geotextiles", Proc. 5th IGS Conf., Singapore, pp.857-860.
Venkatappa, Rao, G. and Balan, K., (1994), "Application Potential of Coir Geotextiles",
Proc. 5th IGS Conf., Singapore, pp.875-878.
Verkade, G. J. and Kuijper, H. K. T. (1996), "The Use of Biodegradable Geotextiles in
Hydraulic Engineering," Proceedings of Geosynthetics: Applications, Design and
Construction, De Groot, Den Hoedt and Termaat (Eds.) Balkema, Rotterdam, pp. 991994.
Keyword Search | Example Problems | GSI Home
e #1 form of erosion control with an unlimited number of applications. Holes approximately 1/4" x 1/4".
ons:
lf course contstruction and maintenance
mbankments & slopes
ndfills
ghway construction
kes & Stream banks
rdo seeding
ush & sand dune stabilization
ainage ditches
odegrabable
te Netting
x 112.5'
$69.99
Jute Netting
4' x 225'
$99.99
atural 7 oz. fully biodegradable and environmentally friendly. Use burlap for soil and wind erosion, plant protection,
balling for shrubs and trees.
Burlap
Burlap
3' x 100'
3' x 300'
$39.99
$99.99
Cover - A tightly woven polypropylene fabric designed to prevent weed growth and
air, and nutrients to pass through. Special ultra violet inhibitors give the ground cover
oor life. Here are some features of each use:
round Cover - Benefits
hibits weed growth
ear U.V. stabilization
ll not rot, mildew or become brittle in cold weather
r & water permeable
ncture and tear resistant
ipes every 12" for easy plant alignment
round Cover - Application
der containers & nursery stock
eenhouse pathways
ndscaping
ndbreaks
dewalks
der benches
und Cover Ground Cover
2' x 300'
15' x 300'
$229.99
$269.99
ins - Our 6" x 1" x 6" steel securing pins can be used for securing landscape fabric, erosion control products, frost and
kets.
Pins
Pins
100 Pins
500 Pins
$14.99
$39.99
BACK TO TOP
Auburn
2539464444
Thanks For Visiting Our Web Site!
SprayLawn has been hydroseeding lawns in the
Puget Sound area for over 13 years.
SprayLawn has several grass blends to choose
from. For example, if you have active children and
you need a durable lawn, we suggest trying our
Futura 2000 Play Mix; A 3-way blend of perennial
rye grasses guaranteed to handle any slide tackle.
If you have heavily shaded area... a SprayLawn
shade mix consisting of red chewing and creeping
fescue will thrive in these conditions.
Our standard play & shade mix is our most popular blend, it can hand
shade.
We will be happy to answer any questions you have. Please feel free
Toll Free: 888-277-7710
Bellevue: 425-454-9020
Seattle: 206-941-2040
Auburn: 253-946-4444
Types of Hydroseeding
New Lawns
We offer a wide variety of lawn mixes ranging from our most popular sun and
mixes. SprayLawn can custom blend seed mixes upon request. Whether you
or wish to establish a lawn in a heavily shaded area, SprayLawn has the appr
application. All our hydroseed comes with a 1 year written warranty, except fo
orders.
SprayLawn will include, as a standard feature, a tactified mulch application on
stay interlocked far better than non tactified mulches as the wood fibers remai
(guar). This prevents mulch separation in the event of a heavy rain and result
Included in the hydroseed mix is 25-30 days of fertilizer. The longevity of the
upon the amount of rain incurred. SprayLawn also can provide starter fertilize
future maintenance.
If you are concerned about watering, we offer a poly acrilimite polimer additive
need to water (it's the same stuff as in baby diapers...).
Types of Hydroseeding
Erosion Control
Nothing is as important to a builder/homeowner than to get an inspector taken
ordered to provide erosion control by a city official. An occupancy permit may
top priority and we will do our best to be on the site the next day to remedy an
directed or wishes to provide coverage as an insurance.
We have D.O.T. specified erosion control mixes on hand with and without clo
of hose and will work our tails off if someone is in a jam.
If there is a severe slope in need of stabilization, we can also provide Soilguar
remedy such a problem. Hydroseeding is the least expensive option to be ex
mitigation problems and typically will satisfy the condition.
We feel that with proper advisement to city inspectors or geotechs, many expe
hay applications can be avoided and remedied with hydroseeding.
Types of Hydroseeding
Wild Flower Application
We generally don't promote wild flower simply because it has mixed results at
"wild flower" conjures up fields of swaying poppies and bachelor buttons but in
applications look good, and we advise customers as such. You're better off g
buying a sack of wild flower mix than trying to hydroseed it. Wild flower, in rea
to be viable. However, we do encourage trying clover as a means of monocu
evergreen cover, requires no maintenance and is very attractive. We promote
Zealand Clover. Both are perennial and provide excellent soil stabilization.
Types of Hydroseeding
Wetland Restoration
Excavation into a sensitive area can bring out neighbors you didn't even know
directed to restore a wetland or creating one in a wetland exchange design, w
you or your company.
If you are interested in creating a wetland habitat, feel free to fax a spec sheet
have in mind. We have on hand several standard wetland mixes native to the
provide you this information upon request.
Types of Hydroseeding
Bioswail
At the end of your plat give us a call. We understand you want your bond mo
been 5 years or more in the works. At least this will be simple. SprayLawn w
price on your Bioswail application. It very well could be the least expensive co
and by the way, for your development, it means jobs for everyone and is prob
components in sustaining our economy.
Sign
In
TITLE: NEW TECHNOLOGIES FOR THE UTILIZATION OF TEXTILE
MATERIALS
DURATION: October 1, 2001 to September 30, 2006
STATEMENT OF THE PROBLEM
The U.S. textile industry is a world leader in manufacturing textiles, employing more
than 600,000 people in nearly every state and generating $69 billion annually (113). In
order for the U.S. textile industry to maintain its leadership and competitive edge while
preserving the environment, new technologies are needed to convert agricultural residues
and by-products into textile products and to enhance the technical performance of
conventional textiles for new consumer, medical and industrial applications. This new
millennium project focuses on expanding the uses for agricultural commodities and byproducts, investigating more environmentally friendly methods for textile processing
utilizing biotechnologies, and developing novel, high performance textile products for
specialty applications. The research proposed herein is not duplicated by any of the other
139 Regional Research Projects listed at
http://www.msstate.edu/org/saaesd/cris/reproj.htm; furthermore, NC-170 focuses
primarily on protective clothing. It also is broader in scope and compliments some of the
related projects listed under the USDA-ARS program area of Quality and Utilization of
Agricultural Products.
JUSTIFICATION
The textile industry today is concerned with five main interrelated issues: procurement of
raw materials, converting them into finished products, meeting customer expectations,
and human health/environmental safety, and making a profit. Many of these issues
parallel the priorities developed by the ESCOP, e.g., the environment, sustainable
production systems, economies of rural communities, and consumer interests. There also
is a need to develop new materials and composites and new manufacturing technologies
for making textiles that are more “environmentally friendly.” Finding alternative raw
materials, synthetic pathways, natural processes, and reaction conditions are central to
EPA’s mission and have been endorsed by former president Clinton since 1995.
Justification for Developing Value Added Products from Renewable/Recyclable
Resources
The U.S. agriculture accounts for -20% of the GNP through the production of agricultural
raw materials and products. The agriculture industry also contributes $40 billion annually
in exports with each billion resulting in -30,000 jobs. However, oil imports continue to
drain our economy and account for -20% of our trade deficit. At the same time, the
world's plant biomass is about 2,000 billion tons, and the renewable resources amount to
about 100 billion tons/year (68). Given the abundance of biomass feedstocks, the value
added to the U.S. economy, and potential reduction in the trade deficit, it seems logical to
pursue the use of biomass for production of materials and chemicals. Furthermore,
considering the four million tons of post-consumer textiles waste generated annually, the
rising cost of disposal, reduction in available space, and increasing environmental
concerns, research is critically needed on innovative recycling technologies for textile
wastes.
Since the introduction of nylon in the1940’s, synthetic fibers have had a significant
impact on the quality of our lives. However, the demand for natural fibers continues to
increase because of their many outstanding properties, including aesthetics, comfort, and
biodegradability. Research efforts are refocusing on exploring alternative fiber crops,
crop residues, and agricultural by-products, which are often underutilized. For example,
kenaf fibers are environmentally friendly, easy to grow, and adaptable to many soil types.
AES scientists in AR, GA, LSU-LA, and TN (3, 13, 14, 28, 80, 90-92) are investigating
kenaf because of its economic potential for fiber producers as well as the cottage craft
industries in AR and other states with significant craft industry-based economies.
However, before kenaf can become a viable crop, new value-added products must be
developed to prove its versatility in the textile, apparel, and craft industries. Work by
scientists in AR, KS, and MS (18-20, 82-83) has resulted in the production and
manufacturing of a variety of kenaf products for both apparel and home furnishing uses.
Because of the worldwide interest in kenaf, hemp, jute, and other alternative crops, work
is needed to further enhance its aesthetics and properties for a wider range of products
through bleaching, dyeing, and finishing. These research efforts will facilitate the use of
kenaf in various types of value added products for the craft industry.
Similarly, agricultural residues and by products from major U.S. agricultural
commodities (sugarcane, soybeans, wheat, corn, etc.) could be used to produce a
multitude of value-added non-food products, ranging from fibers, films, plastics, and
composites to resins, finishing agents, and auxiliaries. Furthermore, many of the chemical
compounds used for textile wet processing are currently obtained from petrochemicals
and could also be derived from agri-chemicals.
Sugarcane is an important agricultural crop in LA and FL. FL producing is the largest
U.S. producer of sugarcane with a crop value of $472 billion (53.2% of the total),
followed by LA with a crop value of $287 billion (30.4%). Most of the crushed stalks
(bagasse) currently produced are used as in-house fuels in mill processing and for other
low value applications, such as mulch and ceiling tiles (75). Development of value-added
products from the waste or low-value materials could allow mills to migrate to cleaner
burning fuels and provide economic benefits to sugarcane producers. Researchers in
LSU-LA have developed processes for converting bagasse into textile and geotextile
products (19-20). The development of higher value-added products would create new
uses and provide economic benefits for both LA and FL.
About 22% of the textile fibers produced are used for industrial applications, which
includes low and high resin composites (113). However, the abundance of recyclable
fiber and agricultural residues, coupled with the dwindling supply of some natural
resources, have created the need to develop alternative structural composites. Researchers
in KS, NE, and LSU-LA (30, 34, 39) have been exploring the use of agricultural residues
and byproducts from wheat, soybeans, and bagasse for textile applications and low and
high resin composites. Agri-plastics and composites appear to be the most promising use
for many of these crop residues. However, many challenges exist in identifying market
segments, determining performance requirements, selecting resins, and optimizing
manufacturing properties. Attempts to manufacture agri-fiber composites have been
impeded by finding suitable resins that parallel the quality of wood-based particleboards
made with formaldehyde-based resins. Fundamental research is needed on evaluating the
flow properties and manufacturing conditions to maximize the use of agri-plastics in toys
and other consumer applications.
Work also is being done on making solvent- spun cellulosics from cheaper raw materials,
such as agricultural wastes (e.g., bagasse and wheat straw) or post consumer cellulosic
textiles (rayon and cotton and their blends). Obtaining fiber-forming cellulose solutions
(lyocell) from reclaimed cellulosics or agricultural wastes has become important topic for
researchers in LSU-LA, KS, and TN (15, 21, 22, 69). Likewise, researchers in TN in
conjunction with Cargill first produced spun-bonded
and melt-blown nonwovens with good strength, cover, and hand properties from
polylactide derived from the by-products of the fermentation of corn. Further work is
needed on exploring other nonfood uses of agricultural residues.
Justification for Bio-Processing and Related New Technologies for Textile
Applications
Developing environmentally safer methods for processing textiles can be done with
biological systems, rather than conventional chemistries. Historically, enzymes have been
used for the retting of bast fibers and desizing of grey goods. In the last decade, enzyme
systems have been developed for bioscouring and antipilling cellulosics and for imparting
anti-felting properties to wool (9). New frontiers in biotechnology for textile processing
include cross-linking of polymer chains to impart easy-care properties, and enzyme
surface modification to enhance absorption/dyeing and aesthetic properties. Another
approach to reducing the use of energy, chemicals, and time in textile processing is dual
or multi-purpose dyes and finishing agents. KS is developing a dual purpose, dye-insect
control agent produced by linking together a reactive dye with insect growth regulators.
This technology would help reduce the $1 billion annual loss due to insect attack.
Rapidly progressing, new technologies require innovative materials for a large variety of
applications. Optimizing both the bulk and surface properties of various materials
represents one of the promising approaches for meeting the technical and economical
requirements for high-tech materials. Because of the cost related to developing new
fibers, polymer chemists now focus on modifying existing fibers to impart the desired
aesthetic or functional properties. Conventional fiber modification methods include
various thermal, mechanical, and chemical treatments. Another important means of
modifying the fiber to increase the uptake of dyes and finishes or to impart unique
functionality is through plasma technology (102-104). The reactive species of plasma,
resulting from ionization, fragmentation, and excitation processes, are high enough to
dissociate a wide variety of chemical bonds, resulting in a significant number of
simultaneous recombination mechanisms. Plasma syntheses opens up new possibilities
for polymer chemistry, particularly in industrial applications where the specific
advantages of producing pore-free, uniform thin films of superior physical, chemical,
electrical and mechanical properties have been required.
The main advantages of plasma polymerization methods are: 1) applicability to almost all
organic, organo-metallic and hetero-atomic organic compounds, 2) modification of
surface properties without altering the bulk characteristics, 3) low quantities needed of
monomeric compounds making it non energy intensive, and 4) wide applicability to most
organic and inorganic structures. Exciting applications in polymer chemistry include 1)
cold plasma discharge synthesis of new polymeric structures, 2) plasma induced
polymerization processes, 3) surface grafting of polymers, and 4) surface modification of
polymers. Characteristics that can be improved include wettability, flame resistance,
adhesive bonding, printability, electromagnetic radiation reflection, surface hardness etc.
Justification for the Development of Textiles for Protective/Medical Applications
Specialty textiles contribute to human health, safety, and comfort by protecting people
from exposure to heat, chemicals, pesticides, pathogens in blood and body fluids, and
electromagnetic radiation. AES researchers continue to focus on developing textile
systems for human health and safety. Two important requirements for protective medical
apparel are barrier effectiveness and comfort for the wearer. Depending on the end-use,
different characteristics are required to achieve the optimum barrier efficiency. The
effectiveness of protective apparel worn by patients and health care workers continues to
be a major concern because of the risks of infection when the protective apparel fails. The
risks are especially great with the spread of HIV and other infectious diseases. OSHA
estimates that more than 5.6 million health care/public safety workers are at potential risk
of being exposed to HIV and hepatitis B. Centers for Disease Control [CDC], the
Association of Operating Room Nurses [AORN], and the Occupational Safety and Health
Administration [OSHA]) have published guidelines for health care workers to minimize
exposure risks. OSHA mandates that health care workers wear personal protective
equipment that meets specified performance levels (25).
Another major health concern is the increasing incidence of skin cancer caused by
exposure to sunlight. Skin cancer is the most common form of cancer in the U.S.,
resulting in -9,000 deaths annually. Both acute and cumulative exposure to solar
radiation, especially UV-B radiation (280-315 nm), can result in sunburn, aging,
immune-suppression, and skin cancer. The risk of developing skin cancer can be greatly
reduced by minimizing exposure or by using protective apparel. The challenge for textile
scientists is to develop summertime fabrics that are both comfortable and provide
adequate protection. Work is needed to elucidate the relationship between the chemical
structure of dyes and their UV-absorbing properties, and how the UV-absorption of
fabrics is influenced by end-use conditions (light, laundering, and wear). Researchers in
KS, NE, TN, and TX (24, 109, and 123) are interested in the influence of polymer
additives (delustrants, UV absorbers, and fluorescent whitening agents) on the UVR
transmission of fabrics. Work is needed to answer the question of whether the type of
water (distilled, sea, or pool water) influences UV transmission. A predictive model is
needed that interrelates the influence of fiber, yarn, and fabric characteristics on UPF of
fabrics. Doctors (KU Medical Center) have requested information on the relationship
between fabric and apparel characteristics that will provide adequate UV protection. Such
information would be beneficial to doctors when counseling patients on preventive
measures for reducing the risk of skin cancer.
Justification for Developing and Evaluating Textiles with Enhanced Resistance
(or Susceptibility) to Environmental Degradation
Heat, light, atmospheric contaminants, weathering, microorganisms, and insects are some
of the major environmental agents that can attack and degrade textiles during wear, use,
or storage. For many end-use applications, resistance to these environmental agents is
desirable. However, one or more of these degrading influences may be targeted when
designing textiles that are environmentally degradable. S-272 researchers have examined
many aspects of environmental degradation related to enhancing the resistance or
susceptibility, depending on the product end-use and requirements.
RELATED CURRENT AND PREVIOUS WORK
Our former Regional Project S-272, Development of Textile Materials for Environmental
Compatibility and Human Health and Safety (terminates 9/30/2001) resulted in numerous
publications cited herein and at our web site
(http://msa.ars.usda.gov/la/srrc/csrees/main.htm). The proposed research focuses on
developing value-added products from agricultural fibers, residues, and by-products,
especially those having multi-state importance to the participating states. Greater
emphasis will be placed on developing a) textile products from renewable and recyclable
resources and b) textile processing methods utilizing enzymatic and plasma treatments.
Work will continue on assessing the environmental compatibility of selected and newly
developed materials and their suitability for specific end-uses, including consumer
products and medical/protective textiles. Equipment, experimental methods, processing
technologies, and expertise relative to the synthesis, extraction, and processing of agrifibers, previously developed through S-272 project, will be utilized and expanded upon in
this proposed multi-state-project as reflected in the current and previous work..
Development of Value Added Products from Renewable/Recyclable Resources
The diversity of resources for this objective result in a concentration of cooperative
efforts under sub-objectives, embracing novel ideas for making products from renewable
and recyclable materials.
New Lyocell and Composite Fibers and Fabrics Derived from Biomass. The earliest
commercial method for manufacturing regenerated cellulosic fibers (rayon) from
delignified wood chips is the viscose process, which is complex and environmentallypolluting. Today, solvent-spun cellulosic fibers (lyocell) are being produced from more
environmentally benign solvents. A major limitation of these new lyocell fibers is
fibrillation under wet abrasion conditions. The formation of lyocell fibers from N-methyl
morpholine N-oxide monohydrate, NMMO.H2O, solutions in conditions allowing a
tailored fibrillation is currently being investigated at KS, LA-LSU and TN (22). This is
achieved by controlling rheological parameters in the liquid crystalline phase preceding
fiber formation (77, 78) or by using an electrical discharge (cold plasma) radio frequency
technique, developed by WI and LSU-LA. Work also has been done on spinning lyocell
fibers from kenaf, steam exploded bagasse, and wheat straw (81, 92). Negulescu et al.
(70) have proposed a scheme to separate the cellulosic component from PC blends from
which lyocell fibers can be spun.
A new area of interest is biosynthetic polymers, such as polylactide polymers (PLA),
produced by Dow-Cargill from corn-derived lactic acid. These polymers can be
processed by melt fabrication methods (61). Morphological transformation of PLA
fibers/fabrics during the application of disperse dyes have been recently presented by
LSU-LA investigators (60).
Non-food Applications of Agricultural By-products and Residues for Textiles and
Composites. Agriculture production generates residues in the form of cereal straw, corn
stover, sugarcane bagasse, etc., while the production and consumption of soft goods
generate billions of pounds of fiber and textile residues. Attention has been drawn to
converting these agri-residues and consumer wastes to textiles, composites, paper pulp,
and other consumer and industrial products. KS researchers have investigated the use of
tocopherols to reduce photo-degradation in fibers and soy proteins as fillers in thin
plastics films (39). More recently, Gatewood, Ramaswamy, et al. (35) have focused on
adding value to agri-composites through bleaching, dyeing, and controlling particle size.
An H2O2 bleaching system with an acetic acid rinse substantially improved the
whiteness of the straw. Major limitations of straw board that need to be addressed are
poor moisture resistance and adhesion with formaldehyde-based resins because of the
waxy cuticle. Ramaswamy et al. (30) investigated the use of straw and kenaf as fillers in
plastics or high resin composites. The agri-fibers and resins were ground into specified
particle sizes, extruded, chopped into pellets, and hot pressed into thick plastic sheets,
then exposed to heat, light and weathering. Work is needed on the processing and
properties of other agri-fibers, by-products, and residues, or recyclable materials for
composite applications.
Development of Degradable Cotton-core Nonwovens. Cotton, a renewable resource, has
many properties that are most suitable for constructing absorbent nonwoven products.
Preparation of nonwovens made of biomass PLA or polyesterimide at TN could make the
cotton-core products completely biodegradable and further increase consumer appeal (47,
67). Cotton-core nonwovens will be elaborated in the following sections related to the use
of biodegradable hygiene products.
Development of Kenaf Value-added Products for Textiles and Crafts. The Kenaf
Demonstration Project was started in 1986 with cooperation from USDA and Kenaf
International. Its primary goal was to make the kenaf industry a reality in the U.S. (New
Multi-state Project Development Committee DC-95-06). Today, kenaf is a market-ready
commodity used in making paper, cordage, fabric blends, etc. (80, 82, 83). Much work
has been done on fiber preparation to facilitate the utilization of kenaf in value-added
products. Research is needed to introduce kenaf to the craft industry for producing
various types of value-added products - baskets, hats, etc. Hence, kenaf could have a
formidable influence on craft industry in AR and other states.
Development of Industrial Textile Products from Sugarcane Fibers. Researchers at LSULA, FL, and TN (13, 14, 18-20) have focused on developing products from sugarcane for
commercial use in geotextiles and other industrial applications. This integrated project,
involving states producing almost 85% of the U.S. sugarcane, exemplifies the
development of mill-to-market, bio-based, value-added products. Work has been done at
LSU-LA on delignification, cellulose extraction, and fiber processing methods. Results
indicated that atmospheric extraction can be used and steam explosion omitted with
higher alkaline concentrations (91). A pilot scale reactor was constructed at LSU-LA to
bring the process closer to commercial production conditions. Preliminary results have
demonstrated that sugarcane rind, mechanically separated from the stalks, can be
chemically and mechanically treated to extract the valuable cellulosic fibers.
Bagasse erosion control mats have been produced and tested against existing commercial
products. These mats were comparable in performance to commercial wood, straw, and
coconut products and had better water, light, and flame resistance than other commercial
products (111, 112). The bagasse and coconut fiber mats also biodegraded at
approximately the same rate. Significant advantages of the bagasse mats were 1) stitching
was not needed because of fiber entanglement and 2) ability to conform to the contours of
the soil, preventing washout. Preliminary work on bleaching and dyeing of sugarcane
fiber have been carried out (90). The geotextile erosion control market is an area of
expected growth. The development of other value-added products from bagasse will
result in economic development at the local, national, and international levels.
Development of Bio-Processing and Related New Technologies for Textile
Applications
The overall objective in this multi state research project is to utilize relatively new
surface enhancing technologies to improve the processibility, functionality, and aesthetics
of fabrics. Research activities in this objective address three important areas related to
purifying and enhancing the characteristics and appearance of textiles: 1) bioprocessing,
2) plasma application, and 3) digital printing.
Recent advances in biotechnology have given the textile industry new auxiliaries
(enzymes) for wet processing (9). Sarkar and Etters (94-97) have extensively studied the
biopreparation of cotton and enzyme kinetics using alkaline pectinases. Other enzymes
used in biopreparation of cotton are amylases for desizing and cellulases to enhance the
surface characteristics (smoothness). Ramaswamy et al. are studying the use of enzymes
for biofinishing kenaf and kenaf/cotton blends. Proprietary treatments have resulted in
dramatic increases in the whiteness, appearance, and hand. Similarly, protein disulfide
isomerases are commercially available for improving the shrinkage behavior of wool
(103). Work by Buschle-Diller (8) at AL investigated the effectiveness of five proteases
from plant and microbial sources on wool fabrics. KS is focusing on developing
enzymatic methods for purifying/biofinishing of wool and specialty hair fibers using
xylanases and pectinases. Gatewood and Ramaswamy (36) have shown that the wool
subjected to chlorination and isomerases was less prone to insect attack. The surface
properties of enzyme-treated fabrics have been studied by Ramkumar (85) using a simple
sliding friction apparatus to objectively quantify the enhancement.
Research on modifying the surface characteristics of polymers/fibers using plasma
technology has been the focus of research by Sarmadi et al. (26, 27, 31-33, 49, 50, 101104) at WI ‘s Plasma Research Institute. Plasma modification methods serve as a pivotal
contribution to the research work at the other contributing institutions in this project.
These studies have shown new demands for syntheses of special property plasma
polymeric layers, through the incorporation of additional elements, such as various
metals. Studies carried out at WI have demonstrated that low electron energy (20-30 eV)
MS spectrometry of plasma monomers can offer valuable data in this field.
Development and Evaluation of Textile Systems for Protective and Medical
Applications
A relatively new area of textile development has been the design, production, and
evaluation of textile systems for protecting individuals from chemicals, heat, harmful
electromagnetic radiation, and high-speed impact (air bags and bullet-proof vests).
Recent studies by AU, NE, and KS have focused on quantifying the degree of UV
protection afforded by textile materials and in identifying the various factors that affect it.
These states have the expertise and instrumentation for determining UPF values for
textiles. Many parameters influence a fabric’s UV transmission. NE and KS (24, 109)
have generated databases of UPF values for a range of fiber and fabric types. Recent
work by Crews et al. has shown that fabric porosity is the best predictor of UV blocking
properties, and polyester, silk, and wool fabrics exhibited better UV blocking properties
than cotton or rayon. Zhou and Crews (123) demonstrated that detergents with optical
brighteners improved the UV blocking ability of fabrics. Srinivasan and Gatewood (109)
investigated the influence of 95 dyes on the UV protection provided by cotton and nylon
fabrics and the relationship between chemical constitution and UV absorption. Most of
the dyes caused a substantial reduction in the UV transmission, and the reduction was
linear with concentration up to a point. The interpretation of the absorption spectra of the
dyes with respect to their chemical structure indicated that in most dyes, UV absorption
depended on specific structural attributes rather than the chemical class to which they
belong. Work is needed on how environmental conditions (water and light exposure) and
other additives influence UV transmission.
Previous studies by WI (88, 89, 98-100), TN, GA (51-58) and KS (64) have addressed
the barrier properties of textile substrates for human health and safety. Fabric penetration
and worker contamination depend on the fiber chemistry, yarn/fabric construction,
surface treatments, and environmental conditions. Growing concern about HIV and other
infectious diseases attributed to blood borne pathogens has resulted in the development
and testing of the barrier properties of textiles to fluids and microorganisms. Many
medical textiles do not have adequate barrier properties to effectively protect medical
personnel from pathogens. Sarmadi et al. (88, 89) and Leonas and Huang (52, 55, 58)
have shown that fabrics treated with low surface tension liquids (fluorochemicals) have
enhanced barrier properties. They (7, 53, 54-57) also have identified parameters critical
to barrier properties, e.g., fabric surface chemistry, fabric geometry, challenge liquid, and
organism properties. The complex nature of fabrics resulted in many challenges for
investigators. Advances in microscopy technology have provided insight into
transmission mechanisms. Researchers at GA evaluated the mechanism of small particle
transmission necessary to develop new fabrics with suitable barrier properties using Laser
Scanning Confocal Microscopy. Work continues on developing moisture permeable
fabrics that provide barriers to liquids and microorganisms. Other studies by Cloud et al.
(11, 12) have focused on the comfort of protective apparel by objective and subjective
methods. Correlations were found between objective and subjective data, comfort and
barrier efficiency, and specific fabric characteristics. As new materials are developed,
comfort assessment is critical.
Development of Textiles with Enhanced Resistance
(or Susceptibility) to Environmental Degradation
The term “sustainability” has been adopted to convey the realization that our environment
is more favorably served by conserving resources, be it by improving the durability of
textiles, making materials more biodegradable, or recycling of plastics or fabrics. For
example, reclaiming the cellulosic component from a polyester-cotton blend would
provide an excellent source for the production of the more environmentally friendly fiber,
lyocell. Negulescu et al. (69) proposed a process for separating the cellulosic component
from blends from which lyocell fiber can be spun.
Researchers at KS and WI are focusing on the biological resistance of wool. A recent
study (36) has shown that most wool and specialty hair fibers are readily attacked by
webbing clothes moth and black carpet beetle larvae, but the extent of degradation is
influenced somewhat by animal type, fiber fineness, and chemical treatments. With the
elimination of dieldrin and the potential ban on other insecticides (59), research is needed
on alternative methods of insect control. Current work at KS and WI is evaluating
multifunctional reactive dyes and plasma treatments for imparting insect control.
New biosynthetic polymers, such as PLA polymers and some copolyesters are easily
synthesized from renewable resources via fermentation from carbohydrate-rich material,
such as food industry by-products (dairy wastes and potato peels). PLA polymers are bio/hydro-degradable and offer a broad balance of functional performance, making them
suitable for many applications. They are expected to compete with hydrocarbon-based
thermoplastics on a cost/performance basis.
Cotton has many outstanding properties suitable for constructing effective capillary
control in absorbent nonwovens. Internal microscopic pore spaces of cotton contribute to
its ability to swell during the transition from the dry to the wet state. The excellent
absorbency and water retention properties of cotton-core laminates with melt-blown
polypropylene webs have been demonstrated (65, 117), but these nonwovens are not
biodegradable. Nonwovens made of PLA (47) or polyesterimide (67) at TN could further
expand the use of cotton in the large absorbent cores market and make the products
completely biodegradable to further increase consumer appeal.
OBJECTIVES
The research outlined in this project proposal focuses on the following four main
objectives:
1.
2.
3.
4.
To develop value added products from renewable and recyclable resources.
To develop bioprocessing and related new technologies for textile applications.
To develop and evaluate textile systems for protective and medical applications.
To develop and evaluate textiles with enhanced resistance (or susceptibility)
to environmental degradation.
This multifaceted research agenda requires the intense cooperative efforts among the
participating states because each has unique facilities and faculty expertise. For example,
KS, LSU-LA, TX, WI, and TN are on the forefront of product development. Researchers
at AL, AU, FL, AR, GA, and NE have the expertise in characterizing fabrics and
evaluating functional performance and environmental compatibility.The above objectives
can only be accomplished through cooperative research studies, and 11 states have
pledged their support and participation. The broad spectrum of scientific/technical
expertise offered by the participating states is of the highest caliber and includes textile
chemistry, agricultural value-added product development research, fabrication including
nonwoven and composite manufacturing, environmental sciences, entomology and
environmental toxicology, and accelerated and in-service studies. Many different crops
and fiber sources, processing facilities, and textile testing equipmentare needed to
accomplish the above objectives. No single university alone has the resources required to
develop end-products and processing methods or evaluate the characteristics or properties
of the textile materials and composites proposed herein. Also, the funding required to
accomplish such broad and comprehensive research objectives is substantial. Therefore,
RRF funding is required and necessary.
METHODS
Objective #1: To Develop Value Added Products from Renewable and Recyclable
Resources
New Lyocell and Composite Fibers and Fabrics Derived from Biomass. Investigations on
lyocell fibers, fabrics and composites will continue at LSU-LA, TN, KS, and WI in the
following areas with the technical support from SRRC: 1) lyocell fibrillation, 2)
producing lyocell from agrifibers and consumer wastes, 2) developing biomass-derived
polyhydroxylated nylons, 3) preparation of lyocell composites with PLA and
polyhydroxylated nylons, and 4) alteration of surface properties of lyocell fibers and
fabrics prepared in 2) and 3) by reactive plasma. In some instances, fibrillated-spun
lyocell has advantages in making nonwovens, e.g., aesthetics and hydro-entanglement. It
is envisioned that lyocell (woody), bagasse, or wheat straw fibers spun from
NMMO/water solutions can be easily transformed into nonwovens. For example,
specialty nonwovens can be obtained by cellulose derivatization, and ion exchange
materials for filtration can be prepared by reacting lyocell bagasse fibers with
cationic/anionic compounds suitable for removing reactive dyes and heavy metals from
industrial wastewater.
Polyhydroxylated polyamides (PHPA) obtained from biomass carbohydrates are
promising candidates for making nylons. NMMO monohydrate also may be a good
solvent for PHPA. Unique molecular composites can be formed by co-solving PLA or
PHPA in a lyocell solution. Current research at LSU-LA is preparing molecular
composites based on PHPA/lyocell solutions (68-71). The rheological behavior of the
lyocell solutions prepared by common research protocols at KS, TN, LSU-LA will be
used to predict the processability and effects of impurities (e.g., lignin). Thermal stability
and crystallization temperatures will be determined by DSC, TGA, dielectric relaxation,
and thermo-gravimetry measurements.
Sarmadi at WI’s Plasma Research Center will coordinate the methodology and treatments
for surface modifications of fibers and materials to enhance functional properties. The
plasma-created surface layers of synthetic and natural fabrics, films and composites will
be investigated at other participating institutions by ATR-IR, ESCA, AFM, surface
wettability, and dyeability. Data collection and analysis will be coordinated by WI. This
will represent one of the most comprehensive integrated studies on plasma treatment of
natural and synthetic materials.
Non-food Applications of Agricultural By-products and Residues for Textiles and
Composites.
Researchers at AL, KS, and LSU-LA will focus on developing agri-boards and
composites from agri-residues, alternative bast fibers (kenaf and bagasse), and recycled
fibers. Comparative research will be done on the surface chemistry and morphology of
fibers for composite application and its influence on bonding. The goal is to develop agriboards with better internal bonding and moisture resistance, which are major market
limitations. KS and LSU-LA will develop disposable and durable plastic products with
renewable carbohydrate-based fillers and gypsum. For each filling system, formulas with
promising properties will be prepared for tensile testing using injection-molding (2) at
optimum molding temperatures, pressures, and cooling conditions, then further evaluated
for stability. KS and LSU-LA will develop standard board/composite preparation
methods and testing protocols, which will facilitate collective data analysis.
Mechanical and chemical surface treatments will be done to enhance bonding. The
lignocellulosic will be subjected to five defibrillation techniques [acids, alkalis, thermochemical, organic solvents, and enzymes]. All plasma treatments will be done at WI; and
KS and WI will investigate the surface changes. Alternative resins systems to be explored
are phenolics and epoxies in conjunction with coupling agents. The experimental, hot
pressed composites will be tested using the facilities in KS. Surface functionalities and
bonding at the lignocellulosic-resin interface will be evaluated by XPS, AT-IR, and SEM.
Thermal phase transitions, mechanical properties, morphology, and water absorption will
be evaluated for specified temperatures, humidity, light, and storage time exposures. The
resistance of the agri-boards to water, weathering, insects, and microorganisms will be
done at KS, GA, and LSU-LA using standard AATCC and ASTM test methods to
facilitate cooperative data analysis (1, 2).
Recently, WI has started work on plasma treatment of starch to produce new plastics. The
advantage of plasma treatment over conventional methods to incorporate starch and other
renewable resources is that since the plasma modifies only the surface of starch
molecules, the bulk properties are unchanged, insuring biodegradation of the new
product. Likewise, treated surface of starch produce a much stronger bond with other
monomers, preventing phase separation. LSU-LA, in conjunction with WI and TN, is
studying the thermal behavior of the new plastics with promising results (62).
Development of Degradable Cotton-core Nonwovens. Cotton Inc. has sponsored research
at TN on developing cotton-core nonwovens (CCN) for diapers and hygiene products.
CCN’s have been made by sandwiching cotton cores containing from 50:50 cotton/PP to
100% cotton between two thermally bonded melt blown (MB) PP webs, two spun bonded
(SB) PP webs, or between a MB and SB web. These CCN’s have excellent wicking and
absorbency properties, but are not totally biodegradable. Hence, MB webs will be
produced from PLA, PEA and copolyester resins, then thermally bonded to cotton webs.
Optimal bonding conditions will be determined for CCN’s containing cotton cores
ranging from 15-100 g/m2 and with outer layers of PLA, PEA, copolyester, and PP webs
weighing 10-30 g/m2. Biodegradability will be determined at WI. Hand properties of the
nonwovens will be evaluated at TX using methods developed by Ramkumar (86-87). As
in the previous regional project, the melt-blown facilities at TN are unique and necessary
for preparing all of the nonwoven samples used by other participating states.
Development of Kenaf Value-Added Products for Textiles and Crafts. Researchers at
LSU-LA and SU-LA will continue collaborative research on improving kenaf yarns for
apparel applications. Kenaf fiber will be extracted from raw kenaf currently growing at
SU using bacterial and chemical retting methods, then spun into kenaf/cotton yarns on
ring or rotor spinning frames. The blended yarns and fabrics will be mercerized at LSU
using NaOH or ammonia and characterized using ASTM standards and the KES-FB
instruments (2, 106). AR will focus on developing value-added craft products from kenaf
cultivar, Everglades 41. After processing, the fibers will be hand-carded and spun to
develop methods suitable for AR’s craft industry.
Development of Industrial Textile Products from Sugarcane Fibers. FL, TN, and LSU-LA
will further develop value-added products from bagasse fibers. Specific research
objectives are: 1) to compare fibers extracted from different sugarcane varieties in FL and
LA, 2) to develop needle-punched nonwoven mats and spun yarns, and 3) to investigate
the effects of different treatments on the dyeability. The sifted bagasse will be treated
with NaOH and carded with other cellulosic fibers to form mats. Fiber blending
properties will be measures on the Kawabata Pure Bending Tester using a method
developed by Collier et al. (23). Other parameters to be measured are the effectiveness of
the carrier fibers in processing and increasing mat strength, length variability between the
blended fibers, optimum fiber weights, and the effects of fiber processing lubricants. The
carded fiber webs will be further processed into slivers and spun into yarns after
determining optimum spinning conditions. Yarn properties will be measured and
correlated with fiber length, tex, and bending properties. Yarn characteristics also will be
related to web formation method and carding machine type. FL will study the dyeing
behavior using reactive and direct dyes, followed by colorfastness testing (2). Because of
their expertise, researchers at LSU-LA and TN will coordinate data collection/analysis on
sugarcane product development and provide input on other projects on value added
product development.
LSU-LA, TN, and KS will continue to study the use of agricultural fibers (sugarcane,
kenaf, cotton, flax, ramie, etc.) and recycled polymer materials for making nonwovens.
Specific objectives include 1) the development of methods for separating the
polymer/fiber from industrial remnants, 2) processing the fibers into nonwovens, and 3)
determining effective approaches to improving end-use performance of nonwovens. New
approaches to recycling natural and synthetic polymers will be investigated. Recycled
fibers will be blended and carded to form fiber webs, then needle-punched to form
nonwovens. SRRC (38) will assist in developing finishing methods to improve end-use
performance. The prototype nonwovens developed will be prepared using TN’s unique
facilities.
Objective #2: To Develop Bioprocessing and Related New Technologies for Textiles
Research related to bioprocessing and other new technologies for textile applications will
be restricted to the application of enzymes to cellulosic and protein fibers, plasma surface
treatments to modifying the functional properties of fibers, and newly emerging
technologies related to coloration. Participating states will cooperate in the selection,
application, and evaluation of the enzyme treatments to facilitate collective data analysis.
However, individual states will focus on specific fiber types. AL will focus on
developing one-bath processes for desizing/scouring/bleaching cotton using enzymes (8).
Potential advantages include less water usage, energy consumption, and fiber damage,
making this process attractive. Amyloglucosidases will be used for desizing because they
produce the most glucose from starch; and pectinases from different organisms will be
investigated for bioscouring. Glucose produced during scouring/desizing can be
converted into H2O2 for bleaching by glucose oxidase enzymes, making it possible to
reuse treatment baths. Enzymes selection will be based on compatibility in their active
pH/temperature ranges. TX also will continue to investigate the use of neutral enzymes
found in the environment to achieve a softer hand on resin-treated cotton fabrics. The
goal is to achieve fabrics that have a wrinkle-free effect with improved softness and hand.
Enzyme kinetic studies will be done at CO. The treated cotton fabrics will be
characterized for whiteness, mechanical properties, and surface changes. Important
parameters in evaluating the effectiveness of bioprocessing methods are changes in hand
and appearance. Most of the hand evaluation studies on enzyme-treated fabrics will be
performed at TX using a sliding friction method developed by Ramkumar (85-87). This
method is able to discriminate among fabrics treated with different levels of cellulase
enzymes, which typically exhibit lower friction values and improved hand.
KS will continue developing bioprocessing methods for scouring wool and specialty hair
fibers (camel, llama, alpaca, cashmere, mohair, and rabbit). Proteases, typically used for
bioscouring, can cause fiber degradation. Removal of waxes/skin particles may be more
effectively done by pectinases and xylanases without degrading proteins. Research will
focus on developing enzymes systems and optimum conditions of pH, time, and
temperature. Fiber characteristics to be evaluated include strength, length/width, and
topography and chemical changes using SEM and FT-IR spectroscopy.
AL, WI, and KS scientists will evaluate the surface characteristics and chemistry of the
processed wool and specialty hair fibers. Additionally, the dye affinity studies will
provide answers to the consumer related properties. Dyes selected will depend on the
chemical classes of the dye and the chemistry of fibers. Wool fibers also will be used in
spinning/weaving/knitting trials to evaluate the quality of fibers and fabrics produced.
The spinning/weaving/knitting trials will be done at the SRRC/USDA or TX.
Researchers at WI and TX will investigate the influence of the following plasma
treatments on the structures, surface properties and deposition rates in plasma-generated
layers: 1) RF power dissipated the electrodes or inductive coil, 2) pressure in the system
in the absence of plasma, 3) pressure in the reactor during the plasma process, 4) reaction
period, 5) pressure variations during the deposition reactions, 6) temperature of the
substrate, and nature of RF coupling. Plasma treated fabrics from WI will be supplied to
TX for the evaluation of surface and hand-related properties.
One of the most recent developments in textile coloration is digital printing because of its
many advantages, e.g., speed, fine line detail, energy savings, and rapid design change
(29). Most digital printing systems for textiles are currently being used to print samples
rather than products. Work is needed on developing digital printing systems that meet
consumer and industry standards for depth of shade and fastness properties (1, 2). SU-LA
will investigate digital printing methods for different fiber types (cellulosic, protein, and
synthetic fibers) using different ink types (reactive dyes for cellulosics, disperse dyes for
synthetics, and acid dyes for protein fibers) and fixation methods. Plasma-treated fabrics
from WI also will be printed to examine the effects of various surface modification on
affinity, depth of shade, and fastness to light, weathering, crocking, and laundering (1).
Hand measurements for all treated fabrics will be done using Kawabata instruments at
LSU-LA.and the surface friction method at TX.
Objective #3: To Develop and Evaluate Protective and Medical Textile Systems
Research will focus on developing textiles that provide protection against UV radiation
and blood borne pathogens, and the comfort assessment of these products. AU, KS and
NE will continue to evaluate the influence of dyes, UV absorbers, and finishes on the UV
transmission properties. KS and NE have identical Perkin Elmer UV/visible
spectrophotometers for evaluating UPF, making them unique in their ability to coordinate
test protocol and data analysis. Gatewood and Crews also participated in the initial
meetings of RA106 that developed AATCC Test Method183 (1) for evaluating UPF.
Previous work was limited to direct and reactive dyes on cotton and acid and disperse
dyes on nylon fabric. KS has shown that some vat dyes are strong UV absorbers (109).
Hence, future work will focus on vat dyes on cotton, disperse and basic dyes on acrylic
fabrics, and pigment colorants for PP because of their widespread use for outdoor fabrics.
The dope-colored polypropylene nonwovens will be spun bonded at TN. Secondly,
selected colorants with high UV absorption will be applied in conjunction with UV
absorbers to determine synergistic effects. Previous research at KS and NE focused on
woven fabrics. Future work will characterize knitted fabrics in terms of porosity, yarn
construction, gauge, and finishes to determine the construction parameters effecting UV
transmission values. Lastly, a predictive model will be developed based on cumulative
data to provide a mathematical model for manufacturers to use in selecting fabrics and
creating apparel with optimum sun protection. Researchers at FL will assess the comfort
properties of the fabrics that provide improved sun protection, based on subjective and
objective components.
GA will continue to examine the mechanisms of particle and liquid transmission through
textile based surgical protective clothing and equipment, and parameters that influence
transmission, e.g., fiber size, fabric geometry, surface characteristics and finishes, such as
antimicrobial treatments. This information will aid in the development of fabrics that
meet the OSHA standards and have the desired characteristics for the specified end-use.
Pore size/distribution will be measured using an Automated Perm Porometer (1); pore
geometry will be assessed by SEM and confocal microscopy. The liquid barrier
properties will be measured by ASTM F 1670 and F-1862 (2); and the antibacterial
properties will be measured according to AATCC Test Methods 100 and 147 (1) using
microorganisms causing hospital-acquired infections. The thermal comfort properties of
the fabrics developed for medical uses also will be evaluated by FL researchers to better
understand the relationship between barrier properties and perceptual and physiological
responses of the body. Comfort properties will be assessed based on the body
temperatures of human subjects in an environmental test chamber.
Research in AL will focus on developing intelligent, stimuli- sensitive fibers and fabrics
(SSP) that change their character or regulate performance properties in a desirable
manner when the surrounding environment changes (115). Fibers developed from these
polymers or made from existing fibers coated with SSP’s will be investigated in terms of
possible applications. Natural chitosan polymers have promising potential for SSP’s.
Grafting or UV-curing technologies will be applied to these polymers to introduce
constituents. The goal is to reduce response times for phase transitions under controlled
conditions. Practical uses include time release of drugs, temperature regulation in
exercise clothing, robotic muscles, and temperature sensors. Researchers participating in
the subtopics outlined above will cooperate in fabric selection, research protocol, and
collective data analysis.
Objective #4: To Develop and Evaluate Textiles with Enhanced Resistance
(or Susceptibility) to Environmental Degradation
Researchers working on Objective 4 are driven by the common goal of “sustainability,”
recognizing that the environment is better served by conserving resources through
improving the durability, making it more biodegradable, or by recycling. AR researchers
will develop unique nonwoven needle- punched composites containing recycled PET and
PP blended with kenaf and cotton to enhance biodegradability. These needle-punched
nonwovens will be prepared at SRCC, LSU-LA, and TN and subjected to soil burial tests
for 2-16 weeks, then evaluated for changes in physical properties (thickness, weight,
strength, and color change). Microscopic examination will be used to determine types of
and amounts of fungal growth.
Totally biodegradable cotton-based nonwovens will be prepared at TN using MB webs of
PLA, PEA, and Eastar Bio-copolyester. Processing conditions will be optimized to
produce the finest fibers with each resin. Similar weight webs of 100% PP also will be
made for comparison. Physical tests will include weight, thickness, bursting strength, air
permeability, and flexural rigidity using ASTM and AATCC test methods (1, 2). GA will
determine the porosity and contact angles of the MB webs and composites with a PMI
instrument and Chan Dynamic Contact Angle tester, respectively. Degradation of the
nonwoven webs will be determined at WI and AR using ATCC Test Method 30 (1).
Other important end-use tests to be done at TN are the Harnett and Mehta's Transverse
Wicking Plate Test (40) and the absorbency and water retention capacity tests (109).
KS will focus on determining how dye fading during light exposure reduces the UPF of
fabrics. It is well known that UV and visible radiation can cause a chemical change and
loss in color because of the changes in visible absorption, but little is known about how
light exposure change the absorption of UV-A and UV-B radiation. Cotton and nylon
fabrics dyed with selected direct, reactive, and vat dyes or disperse and acid dyes, will be
exposed to xenon radiation following the procedures in AATCC Test Method 16 (1),
simulating outdoor exposure, then evaluated for changes in the UPF values.
Since DDT and dieldrin have been banned by EPA, only a limited number of insect resist
agents are available commercially. Because of the potential hazards of insect-resist
agents, two alternative methods will be explored in KS. The first approach is to develop
dual purpose reactive dye that have both coloration and insect resist capabilities. The
reactive dyes used for synthesis will contain two reactive groups. One group (e.g., a
monochlorotriazine) with an R = -NH2 group will be reacted with a -COOH group on a
potential pesticide moiety to form a -CO-NH- (amide) linkage, which is found in protein
fiber. It is anticipated that the amide group can be hydrolyzed in the insect gut to release
the insecticide moiety. The most likely compounds are chlorinated aromatics, some of
which resemble dye chromaphores. Jones et al. (45) developed fiber-reactive derivatives
of organophosphorus compounds, which was deemed a new approach, but a literature
review reveals no attempt to make a dual purpose reactive dye. The dual-purpose dyes
will be applied to wool fabrics using conventional dyeing procedures for reactive dyes
(59). Cold plasma treatment will be done at WI to impart functional groups, such as –CN,
and SiClx in addition to grafting other chlorinated aromatic groups on the surface of wool
and specialty hair fibers to increase insect-repellence. Different power, pressure, flow rate
and treatment time will be used to achieve a condition, which provides the maximum
insect-repellence. Using plasma to impart insect repellence is a novel approach that
reduces air, water and land pollution in comparison to conventional methods of wet
chemistry. This novel treatment promises to extend the useful life of consumer textiles
and apparel by enhancing insect resistance. The insect resistance of the experimental
compounds will be evaluated against webbing clothes moths and black carpet beetles
according to AATCC Test Method 24 (1). All insect testing will be done at KS because it
has one of the few labs currently able to do insect testing.
As shown in Table 2, most of the states will be participating in more than one research
objective, and each research objective has multiple state participants. This is crucial for
this unique interdependent project requiring specific facilities housed at only one or
perhaps two participating institutions, e.g., nonwoven facilities (TN), plasma center (WI),
UPF equipment (KS and NE), confocal microscopy (GA), friction testing (TX), fiber
extrusion equipment (LSU-LA and KS), printing equipment (SU-LA and KS), and
outdoor testing facilities (AK, GA, and FSU).
MEASUREMENT OF PROGRESS AND RESULTS
Unique outcomes of this project will be in the areas of:
a.Bioprocessing methods developed in this project using enzymes and plasma treatment
will be used to enhance the quality of textile products and have a significant impact on
industrial fabric preparation, dyeing and finishing methods.
b.Obtaining and characterizing the fiber-forming cellulose or agricultural residues will
open doors for fiber producing industries. For example, this work may lead to newer
lyocell fiber, which will be better than TencelR or a plant source for polyester.
c.With an increasing demand for composites and a reduction in petrochemical based
polymers, the agriplastics/bioplastics will make a significant impact on the plastics
industry and will save the environment by reducing the disposal of non-biodegradable
products.
d.Plasma treatments will be used to modify the surface of fibers and other products, thus
facilitate processing making them more useful. For example, if wheat straw pulp could be
made into a spunlaced nonwoven fabric, then it can be plasma-treated to create a surface
that would make the fabric an efficient filter for various dye molecules would
significantly reduce the extent of environmental pollution.
e.Using the database of UV transmission values generated for a variety of fibers and
fabrics, a predictive mathematical model will be developed for use by the textile and
apparel industry. Publications will be prepared for the medical community to use in
advising skin cancer patients, as well as technical publications to share with the scientific
community.
f.Nonwovens with cotton core will provide not only comfortable nonwovens, but also
with PLA on either side will make it biodegradable.
g.By identifying and understanding the relationships between specific fabric
characteristics and barrier effectiveness, products can be designed and selected for
optimum protection. This will provide invaluable info to manufacturers of medical
protective equipment and users.
h.Publications – cooperative presentations.
i.ITAA special sessions
j.From Oct. 2001 – Sept. 2002, cotton-core degradable nonwovens will be produced.
Physical testing and wicking absorbency evaluations of cotton-core nonwovens will be
performed at TN, and GA will perform porosity tests. Soil burial tests will be performed
at WI. All the participating universities will share results and present their findings at the
Multi-state Project Technical Meeting in the fall of 2003. The first papers should be
presented at technical conferences such as AATCC, INDA/TAPPI INTC, and TANDEC
meetings during 2003-4.
aa. Refinements will be made in the fabrics as appropriate during 2003-2004, and a
second round of performance testing will be conducted during 2003-2005. Additional
papers will be presented and published in refereed journals during 2004-2006 and success
stories will be featured in newsletters such as TANDEC and University Newsletters
(milestone).
Table 1. Project Leaders for “New Technologies for the Utilization of Textile
Materials.”
State
Alabama (AL)
Arkansas (AR)
Colorado (CO)
Georgia (GA)
Name
Department &
Areas of Specialization
Institution
SAES (1862) University Coordinators
B. Lewis
Dept. of Consumer Affairs Textile Chemistry
Slaten
Textile Engineering
Textile Engineering
Gisela
Department
Buschle-Diller Auburn University
Mary M.
School of Human
Clothing and Textiles
Warnock
Environmental Sciences
University of ArkansasFayetteville
Ajoy Sarkar
Dept. of Design and
Textile Chemistry
Merchandising
Colorado State University
Karen Leonas Dept. of Textiles,
Textile Science
Merchandising & Design
Kansas (KS)
Louisiana (LSULA)
Nebraska (NE)
Texas (TX)
Tennessee (TN)
Wisconsin (WI)
Louisiana
Southern
University (SULA)
Florida (FSU)
Barbara M.
Gatewood
Gita N.
Ramaswamy
Ioan I.
Negulescu
Yan Chen
Patricia C.
Crews
University of Georgia
Dept. of Apparel, Textiles Textile Science
and Interior Design
Textiles and Toxicology
Kansas State University
School of Human Ecology Textile Chemistry
Louisiana State University Textile Engineering
Dept. of Textiles, Clothing
and Design
University of NebraskaLincoln
S. S.
International Technical
Ramkumar
Center
Texas Tech University
Larry
Dept. of Consumer and
Wadsworth
Industries Services
Billie J. Collier Management
University of Tennessee
Majid Sarmadi Dept. of Environment,
Textiles and Design
Materials Science
Graduate Program
University of Wisconsin
1890 University Cooperators
Grace N.
Division of Family and
Wasike
Consumer Sciences,
Southern University
Textile Science
Textile Science,
Chemistry, Chemical
Engineering
Textile Science
Textile Science
Textiles and Plasma
Chemistry
Textile Science & CAD
Non-SAES University Cooperators
Rinn M. Cloud Dept. of Textiles and
Textile Science
Mary Ann
Consumer Sciences
Textile Science
Moore
Florida State University
Table 2. Resources for “New Technologies for the Utilization of Textile Materials.”
State
Alabama (AL)
Name
Department/Unit and SY* PY* TY* Participation
Institution
by Objectives
SAES (1862) University Coordinators
Lewis B.
Dept. of Consumer
0.2
3
Slatena
Affairs
0.2
1, 2
Gisela
Dept. of Engineering
Buschle-Diller Auburn University
Arkansas (AR)
Colorado (CO)
Georgia (GA)
Kansas (KS)
Louisiana
Mary M.
Warnocka
School of Human
Environ. Sciences
University of
Arkansas- Fayetteville
Ajoy Sarkar Depart. of Clothing
and Textiles Colorado
State University
Karen
Dept. of Textiles,
Leonasa
Merchandising and
Design
University of Georgia
Gita N.
Dept. of Apparel,
Ramaswamya Textiles & Interior
Barbara M.
Design
Gatewood
Kansas State
University
Ioan I.
School of Human
Negulescua
Ecology
1, 4
0.2
1,2
0.2
0.2
0.2
0.2
0.33
0.2
0.2
1,3,4
1,2,3,4
1,2,3,4
1,4
1
(LSU-LA)
Yan Chen
Louisiana State
University
Nebraska (NE) Patricia C.
Dept. of Textiles,
0.15
Crewsa
Clothing and Design
University of
Nebraska-Lincoln
Texas (TX)
S. S.
International
Ramkumara Technical Center
Texas Tech University
Tennessee (TN) Billie J.
Consumer & Industry 0.1
Collier
Services Mgmt. Dept. 0.2
Larry
University of
Wadsworth* Tennessee
Wisconsin (WI) Majid
Dept. of Environment, 0.1
Sarmadia
Textiles and Design
University of
Wisconsin
1890 University Cooperators
LouisianaGrace N.
Division of Family
Southern
Wasikea
and Consumer
University (SUSciences
LA)
Southern University
Non-SAES University Cooperators
Florida (FSU)
Rinn M.
Dept. of Textiles and
Clouda
Consumer Sciences
3
1,2,3
1
1,4
1,2,4
1,2
3
1,3
Mary Ann
Moore
Florida State
University
aVoting member, *Commitments on file with administrative advisor.
Table 3. Advisors for “New Technologies for the Utilization of Textile Materials.”
Name
William H. (Bill)
Brown
Gladys Gary Vaughn
Noelie R. Bertoniere
Title
Address
S-272 Administrative Advisor Agricultural Experiment Station
Louisiana State University
Interim Advisor, USDAWashington, DC
CSREES
Advisor, USDA-ARS
Southern Regional Research
Center
New Orleans, LA
Advisor of Statistics
OUTREACH PLAN
The results of this regional research project will be made available through presentations
at national meeting, refereed and non-refereed publications, special technical
publications, annual reports which are published on the project’s website, through
individual interactions with textile industry representatives, and a comprehensive bulletin
that will be published after the projected has been terminated.
ORGANIZATION AND GOVERNANCE
The project participants will compose the technical committee. For those states having
more than one participant, one member will be designated as the voting member, as
determined by that institution or AES director. The officers in the committee will consist
of a chair, vice-chair, and secretary. The officers along with the project administrative
advisor, USDA-CSREES representative, and USDA-ARS administrative advisor (Table
3) will serve as the executive committee. The advisors will be non-voting members.
The general operational procedures will be followed as presented in the CSREES
Guidelines for Multi-state Research Activities.
The chair will notify the members of the date and place of the annual meeting, prepare an
agenda, preside over the annual meetings, and write the annual report for the year he/she
served as chair. The vice-chair will assist the chair with performing the duties of chair
and make arrangements for the annual meetings. The secretary will be responsible for
correspondence related to the technical committee and for taking/distributing minutes.
The technical committee will meet annually to coordinate the research, report and share
results, and conduct other activities related to the project. The administrative advisor will
authorize all official meetings. Subcommittees and meetings may be designated by the
chair, if needed, to accomplish various relevant research and administrative tasks, such as
research planning and coordination, the development of specific cooperative research
procedures, assimilation and analysis of data from contributing scientists, and publication
of regional or other bulletins and reports.
SIGNATURES
Multi-state Project Title: New Technologies for the Utilization of Textile Materials
Approved:
___________________________________________
______________________________
William H. Brown, Administrative Advisor
LSU AES, Baton Rouge, LA
Date
___________________________________________
______________________________
Chairman, Southern Association of Directors
Date
___________________________________________
______________________________
Administrator, CSREES
Date
REFERENCES
1. AATCC, 2001, AATCC Technical Manual, American Association of Textile
Chemists and Colorists, Research Triangle Park, NC.
2. ASTM, 2000, Annual Book of ASTM Standards, Vols. 7.01 and 7.02, American
Society for Testing and Materials, West Conshohocken, PA.
3. Bel-Berger, P., Ramaswamy, G. N., Von Huen, T., Boylston, E., and Kimmel, L.,
1999, “A Viable Natural Fabric,” Journal of Cotton Science, 3(2): 60-70.
4. Belkin, N. L., 1999, “False Faith in the Surgeon’s Gown and Surgical Drape,”
The Guthrie Journal, 68(1):16-21.
5. Boyd, K., et al., “Kenaf Processing and Properties,” (1993).
6. Brock.T, Madigan, M. T., Martinko, J. M., and Parker, J., 1994, Biology of Microorganisms, Prentice Hall, NJ.
7. Brown, P. L., 1992, “Performance of Protective Clothing,” ASTM STP 1133, 4( ):6582.
8. Buschle-Diller, D, Yang, X. D., and Yamamoto, R., 2000, “Enzymatic Bleaching with
Glucose Oxidase,” Textile Research Journal (in press).
9. Cavaco-Paulo, A., 1998, “Processing Textile Fibers with Enzymes: An Overview,” in
ACS Symposium Series 687,Enzyme Applications in Fiber Processing, Eriksson, K. and
Cavaco-Paulo, A., Editors, American Chemical Society, Washington, D.C., pp.180-189.
10. Centers for Disease Control, 1987, Morbidity & Mortality Weekly Report, 36(2S),
3S-18S.
11. Chen, L. and Cloud, R. M., 2000, “Effects of Abrasion on Liquid Barrier Properties
of Selected Nonwoven Fabrics,” in Performance of Protective Clothing: Issues and
Priorities for the 21 Century, Vol. 7, ASTM STP 1386, C. N. Nelson and N. W. Henry,
Editors, American Society for Testing and Materials, West Conshohocken, PA.
12. Cloud, R. M. and Lowe, P., 1995, “Effects of Field-Wear Abrasion on Barrier
Properties of Nonwoven Fabrics,” Clothing and Textile Research Journal, 13(2):1-6.
13. Collier, B. J. and Arora, M. S., 1994, "Water Pretreatment and Alkaline Treatment for
Extraction of Fibers from Sugarcane Rind," Clothing and Textiles Research Journal,
14(1): 1-6.
14. Collier, B. J., Collier, J. R., Agarwal, P., and Lo, Y. W., 1992, “Extraction and
Evaluation of Fibers from Sugarcane,” Textile Research Journal, 62: 741-749.
15. Collier, B. J., Negulescu, I., Romanoschi, M. V., Goynes, W. R., Von Hoven, T.,
Graves, E., Howley, P., and Warnock, M. M., 1999, "Effects of Finishing and Dyeing on
Lyocell and Lyocell-Blend Fabrics," Textile Chemist and Colorist-Textile American,
1(2): 40-45.
16. Collier, J. R., 1987, " Sheath Core Composite Extrusion and a Method of Making It
by Melt Transformation Coextrusion ", U.S. Patent 4,680,156.
17. Collier, J. R., 1994, "Lubricated Flow Elongational Rheometer ," U.S. Patent
5,357,784.
18. Collier, J. R. and Collier, B. J., 1998a, " Process for Obtaining Cellulose Fiber
Bundles at Least 2.5 cm Long from Plant Stalk Rind, US Patent 5,718,802.
19. Collier, J. R., Collier, B. J., Thames, J. L., and Elsunni, M. M., 1995, "Production and
Evaluation of Sugarcane Fiber Geotextiles. Report 1: Production and Laboratory
Testing," Louisiana Transportation Research Center, Baton Rouge, LA.
20. Collier, J. R., Collier, B. J., Thames, J. L., and Elsunni, M. M., 1997, "Production and
Evaluation of Sugarcane Fiber Geotextiles. Report 2: Field Testing," Louisiana
Transportation Research Center, Baton Rouge, LA.
21. Collier, J. R., Negulescu, I. I., and Collier, B. J., 2000, " Cellulosic Microfibers," US
Patent 6,153,136.
22. Collier, J. R., Romanoschi, O., and Petrovan, S., 1998b, "Rheology of Cellulose
Solutions," Journal of Applied Polymer Science., 69: 2357-2367.
23. Collier, J. R., Tao, W. Y., and Collier, B. J., 1991, "Bending of Internally Reinforced
Rayon Fibers," Journal of the Textile Institute, 82: 42-51.
24. Crews, P., Kachman, S., and Beyer, A., 1999, “Influences of UVR Transmission on
Undyed Woven Fabrics,” Textile Chemist and Colorist, 31(6): 17-26.
25. Decker, M. D., 1992, Infection Control & Hospital Epidemiology, 13: 407-417.
26. Denes F., Sarmadi, A., Hop, C., and Young, R., 1994, “Plasma Polymerization of
Methyl Methacrylate,” Journal of Applied Polymer Science, 54:55-75.
27. Denes F., Sarmadi, A., Nayar, S., Ying, T., Hop, C., and Young, R., 1993, “Silicon
Contamination of Polypropylene from Glass Reactors in BC13RF Cold Plasma,”
Polymer Bulletin, 31: 351-358.
28. Easter, E. P. and Ramaswamy, G. N., 1998, “Evaluation of Surface Wear on
Kenaf/Cotton Fabrics,” Proceedings of the American Kenaf Society, San Antonio, TX,
1998, pp. 43-51.
29. Easterling, B., 2000, “Sophis: Software for Digital Printing,” Textile World,
150(4):74-76
30. Eom, T. O., Ramaswamy, G. N., and Gatewood, B. M., 1998, “Alternative
Agricultural Fibers: Comparison of Mechanical Properties of Bio-Composites Made via
Polymer Extrusion and Nonwoven Fiber Processes,” Abstract, Textile Chemist and
Colorist, 30(8):47.
31. Ganapathy, R., Manolache, S., Sarmadi, M., and Denes, F., 2000, “Immobilization of
a-Chymotrypsin on RF-Plasma Functionalized Polymer Surfaces,” Journal of Applied
Polymer Science, 78:1783.
32. Ganapathy, R., Sarmadi, M., and Denes, F., 1998, “Immobilization of aChymotrypsin on Oxygen RF-Plasma Functionalized PET and PP Surfaces,” Journal of
Biomaterials Science, Polymer Edition, 9(4):390-404.
33. Ganapathy, R., Wang, X., Denes, F., and Sarmadi, M., 1996, “Primary Amine
Implantation onto PP Surfaces from Melamine and Urea RF Plasmas,” Journal of
Photopolymer Science and Technology, 9(2):181-200.
34. Gatewood, B. M., Iyer, A., and Eom, T. O., 1997, “Use of Fatty Acid Filler to
Enhance the Degradability of Polyethylene Films,” Symposium Proceedings, Third
International Symposium on Consumer Environmental Issues, St. Petersburg Beach, FL,
pp. 167- 177.
35. Gatewood, B. M., Wu, J., Roberts, A. S. Lumley, A., and Lewis, A. S., 1998,
“Dyeing Behavior of Wheat Straw - A Nonconventional Lignocellulosic Fiber,” Textile
Chemist and Colorist, 30(4):38-44.
36. Gatewood, B. M. and Ramaswamy, G. N., 2000, “Influence of Fiber Type,
Chemicals, Heat, and light on the Susceptibility of Protein Fibers to Insect Attack,”
Proceedings of AATCC International Conference and Exhibition, Winston-Salem, N.C.,
2000.
37. Goldmann, D.A., 1991, Journal of Hospital Infection, 18 (Supplement A): 515-523.
38. Goynes, W. R., Tao, W., Graves, E. E., Day, M., Yachmenev, V., Calamari, T. A.,
Peters, J. G., Negulescu, I. I., and Chen, Y., 1999, "Fabrication and Finishing of
Nonwoven Blankets from Recycled Fibers," Book of Papers, AATCC International
Technical Conference and Exhibition, Charlotte, N. C., pp. 11-20.
39. Hamilton, L. E,. Gatewood, B. M., Iyer, A. and Eom, T. O., 1997, “Use of Fatty Acid
Filler to Enhance the Degradability of Polyethylene Films,” Symposium Proceedings,
Third International Symposium on Consumer Environmental Issues, St. Petersburg
Beach, FL, pp. 167-177.
40. Harnett, P. R. and P. N. Mehta, 1984 , “A Survey and Comparison of Lab Test
Methods for Measuring Wicking,” Textile Research Journal, pp. 471-478.
41. Haoming, R., Bhat, G. S., and Duckett, K. E., 2001, "Biodegradable Nonwovens from
Cotton-Based Compositions", Book of Papers, Fourth International Nonwovens
Symposium, Beltwide Cotton Conferences, Anaheim, CA.
42. Homan, M., 1994, "1993 Erosion-Control Market," Geotechnical Fabrics Report, 12:
34.
43. Huang, W. and Leonas, K. K , 1999, “One-Bath Application of Repellent and
Antimicrobial Finishes to Nonwoven Surgical Gown and Patient Drape Fabrics,” Textile
Chemist and Colorist, 31(3): 11-16.
44. INDA Standard Test Methods Manual, Cary, NC, 1993.
45. Jones, F. W., Mayfield, R. J., and Laughlin, G. J., 1980, Proceedings, 6th
International Wool Textile Research Conference, Pretoria, p. 432.
46. Kiely, D. E., Chen, L. and Lin T.-H., 2000, "Synthetic Polyhydroxypolyamides from
Galactaric, Xylaric, d-Glucaric, and d-Mannaric Acids and Alkylenediamine Monomers Some Comparisons," Journal of Polymer Science, 38: 594-603.
47. Khan, A. Y. A., L. C. Wadsworth and C. M. Ryan, 1995, “Polymer-Laid Nonwovens
from Poly(lactide) Resin,” International Nonwovens Journal , 7 (2):69-73.
48. Laudani, M., 1958, “Methods for the Protection of Woolen Materials Tested,” USDA
Savannah Lab., Proceedings from the International Congress of Entomology, 10(4): 3543.
49. Lee, S., Manolache, M., Sarmadi, M., and Denes, F., 1999, “Deposition of High
Fluorine Content Macromolecular Thin Layer Under Continuous-Flow-System Corona
Discharge Conditions,” Polymer Bulletin, 43(4):409.
50. Lee, S., Sarmadi, M., Denes, F., and Shohet, 1997, “Surface Modification of
Polypropylene Under Argon and Oxygen-RF-Plasma Conditions,” Plasmas and
Polymers, 2(3):177-198.
51. Leonas, K. K., 1991, "The Mechanism of Pesticide Transmission through Apparel
Fabrics: A Comparison of Drop and Spray Exposure Methodologies," Archives of
Environmental Contamination and Toxicology, 20(3 ):427-431.
52. Leonas, K. K., 1991, "Effect of Pesticide Formulation on Transmission: A
Comparison of Three Formulations,” Bulletin of Environmental Contamination and
Toxicology, 46 (5): 697-704.
53. Leonas, K. K., 1993, "Evaluation of Five Nonwoven Surgical Gowns As Barriers to
Liquid Strike-through and Bacterial Trans-mission," INDA Journal of Nonwovens
Research, 5 (2):22-26.
54. Leonas, K. K., 1998, "Effect of Laundering on the Barrier Properties of Reusable
Surgical Gowns," American Journal of Infection Control, 26(5):495-501.
55. Leonas, K. K., and Huang, W., 1999, “Transmission of Small Particles Through
Selected Surgical Gown Fabrics”, Inter-national Nonwovens Journal, 8(1):18-23.
56. Leonas, K. K. and Jinkins, R. S., 1997, "The Relationship of Selected Characteristics
and the Barrier Effectiveness of Surgical Gowns Fabrics,” American Journal of Infection
Control, 27(2):16-23.
57. Leonas, K. K., and Miller, E. M., 1990, Transmission of Two Bacterial Species
Through Selected Fabrics – Nonwoven and Woven,” INDA Journal of Nonwovens
Research, 2(1): 29-32.
58. Leonas, K. K. and Yu, X. K., 1992, "The Deposition Patterns of Pesticides during
Lawn and Garden Maintenance," Archives of Environmental Contamination and
Toxicology, 23(2):230-234.
59. Lewis, D. M. and Shaw, T., 1987, “Insectproofing Wool,” Review of Progress in
Coloration, 17: 86-94.
60. Lowe, N. and Negulescu, I. I., 2000, "Thermal Behavior of Poly(Lactic Acid) Related
to the Application of Disperse Dyes", Book of Papers, AATCC International Conference
and Exhibition, Winston-Salem, N.C., 2000.
61. Lunt, J., 2000, "Properties and Dyeability of Fiber and Fabrics Produced from
Polylactide (PLA) Polymers," Book of Papers, AATCC International Conference and
Exhibition, Winston-Salem, N.C..
62. Ma, Y. C., Manolache, S., Sarmadi, M., and Denes, F., “Plasma-Enhanced Synthesis
of Maltodextrin-Polydimethylsiloxane Grafted-copolymers,” Journal of Applied Polymer
Science (in press).
63. Maclaren, J. A. and Milligan, B., 1981, Wool Science: the Chemical Reactivity of the
Wool Fibre, Science Press, Australia.
64. McCullough, E. A., 1993, “Methods for Determining the Barrier Efficacy of Surigical
Gowns, American Journal of Infection Control, 21(6): 368-374.
65. McLean, Jr., E. C., L. C. Wadsworth, and N. Gosavi, 2000, “Cotton-Based
Nonwovens,” Proceedings Insight 2000, Sponsored by Marketing Technology Services,
Kalamazoo, MI.
66. Mortimer, S. A. and Peguy, A. A., 1996, "Methods for Reducing the Tendency of
Lyocell Fibers to Fibrillate", Journal of Applied Polymer Science, 60:305-316.
67. Müller, D. H. and Krobjilowski, A., 2000, “Meltblown Fabrics out of Biodegradable
Polymers,” Book of Papers, Joint INDA-TAPPI Conference, INTC 2000, September 2628, pp. 33.1-33.15.
68. Narayan, R., 1994, "Polymeric Materials from Agricultural Feedstocks," ACS
Symposium Series, pp. 575:2-28.
69. Negulescu, I. I., Collier, J. R., Romanoschi, O. S., Petrovan S. and Collier, B. J.,
1998a, "Old Fibers Get New Spin from Research: Turning Trees into Textiles," Louisiana
Agriculture, 41(2): 9-10.
70. Negulescu, I. I., Kwon, H., Collier, B. J., Collier, J. R. and Pendse, A., 1998b, "A
Scheme for Recycling Cotton from Cotton/Polyester Fabrics," Textile Chemist and
Colorist, 30 (6), 31-35.
71. Negulescu, I. I., Petrovan, S., Collier, B. J. and Collier, J. R., 1998c,
"Cellulose/Synthetic Polymers: Molecular Composites for Fibers and Films," Book of
Papers,” AATCC International Technical Conference and Exhibition, Philadelphia, PA,
p. 602.
72. New Regional Project Development Committee DC-95-06. "Development and
Assessment of Innovative Textile Materials for Environmental Compatibility, and Human
Health and Safety". October 1, 1996-September 30, 2001. Regional Project Number S272.
73. Nicolai, M., Nechwatal, A., and Mieck, K. P., 1996, "Textile Crosslinking reactions
to Reduce the Fibrillation Tendency of Lyocell Fibers," Textile Research Journal,
66:575-580.
74. Occupational Safety & Health Administration, Dec. 6, 1991, Federal Register,
56:64004-64182, 29 CFR Part 1910.1030.
75. Paturau, J. M., 1989, By-Products of the Sugarcane Industry, 3rd Edition, Elsevier,
Amsterdam.
76. Pendse, A. V. and J. R. Collier, 1996, "Elongational Viscosity of Polymer Melts. A
Lubricated Skin-Core Flow Approach," Journal of Applied Polymer Science, 29:13051314.
77. Petrovan, S., Collier, J. R. and Negulescu, I. I., 2001, "Rheology of Cellulosic NMethyl-morpholine Oxide Monohydrate Solutions of Different Degrees of
Polymerization," Journal of Applied Polymer Science, 79:396-405.
78. Petrovan, S., Negulescu, I. I., Collier, J. R. and Collier, B. J., 1999, "Rheology of
Cellulosic and Lignocellulosic N-Methylmorpholine N-Oxide Solutions," Polymer
Preprints 40(2): 746-748.
79. Pusic, T., Grancaric, A.M., Soljacic, I, and Ribitsch, V., 1999, “The Effect of
Mercerization on the Electrokinetic Potential of Cotton,” Journal of the Society of Dyers
and Colorists, 115:121.
80. Ramaswamy, G. N., 1999, “Processing Kenaf Bast Fibers: Chemical Retting” in
Kenaf Properties, Processing and Products, Edited by Sellers and Reichert, Mississippi
State University Press, 91-96.
81. Ramaswamy, G. N. and Gatewood, B. M. 1999, “Development of High Performance
Biogeneric Fibers from Purified Wheat Straw Cellulose,” Abstract, Ag Fiber Technology
Showcase, Agricenter International, Memphis, TN, 1999.
82. Ramaswamy, G. N., Soeharto, B., and Wang, J., 1999, “Mercerization and Dyeing of
Kenaf/Cotton Blend Fabrics,” Textile Chemist and Colorist, 31(3):27-31.
83. Ramaswamy, G. N., Soeharts, B., and Boyd, C. R., 2000, “Mildew Resistance and
Biodegradation of Kenaf Fibers and Fabrics,” Book of Papers, AATCC International
Conference and Exhibition, Winston-Salem, N.C., 2000.
84. Ramkumar, S. S., Leaf, G. A. V., and Harlock, S. C. 2000, “A Study of the Frictional
Properties of 1x1 Rib-knitted Cotton Fabrics,” Journal of the Textile Institute, 91, Part 1,
No. 3, pp. 374-382.
85. Ramkumar, S. S., and Abdalah, G. A., 2000a, “Surface Characterization of Enzyme
Treated Fabrics,” Proceedings of the AATCC-2000 Conference (CD-ROM), WinstonSalem, N.C.
86. Ramkumar, S. S., 2000, “Objective Evaluation of Hand of Differently Finished
Fabrics by Simple Methods,” Proceedings of the AATCC-2000 Conference (CD-ROM),
Winston-Salem, N.C.
87. Ramkumar, S. S. and Ishikura, H., 2000, “Evaluating the Hand,” Textile Asia, March
2000, pp. 47-48.
88. Rhee, H., Young, R., and Sarmadi, A., 1993, “The Effect of Functional Finishes and
Laundering on Textile Materials: Part I. Surface Characteristics,” Journal of the Textile
Institute, 84(3): 394-405.
89. Rhee, H., Young, R., and Sarmadi, A., 1993, “The Effect of Functional Finishes and
Laundering on Textile Materials: Part II. Characterization of Liquid Flow,” Journal of the
Textile Institute, 84(3): 406-418.
90. Romanoschi, S., "Bleaching and Dyeing of Sugarcane Fibers, 1997, "Book of Papers,
AATCC International Technical Conference and Exhibition, Atlanta, GA, 1997, pp. 5563.
91. Romanoschi, O., Romanoschi, S., Collier, J. R., and Collier, B. J., 1997a,
"Optimization of Process Variables for Alkali Delignification of Sugarcane at
Atmospheric Pressure," Cellulose Chemistry and Technology, 32(1-2): 107-120.
92. Romanoschi, O., Romanoschi, S., Collier, J. R. and Collier, B. J., 1997b, "Kenaf
Alkali Processing," Cellulose Chemistry and Technology, 31(5-6): 347-359.
93. Ross, T., 2000, “The Future of Digital Textile Printing,” American Textile
International, Febuary 2000, pp. ??-??.
94. Sarkar, A. K. and Etters, J. N., 2001, “An Empirical Equation to Describe Enzymatic
Hydrolysis of Cotton Fibers,” Biotechnology Letters (submitted).
95. Sarkar, A. K. and Etters, J. N., 2001, “Kinetics of the Enzymatic Hydrolysis of Cotton
Fibers,” Textile Chemists and Colorists and American Dyestuff Reporter (cheduled for
publication in March issue).
96. Sarkar, A. K. and Etters, J. N., May 2000, “Effect of Products of Reaction on Kinetics
of Cotton Cellulose Hydrolysis by Cellulase,” Book of Abstracts, Symposium on
Biotechnology in the Textile Industry, Universidade Do Minho, Portugal, pp. 44.
97. Sarkar, A. K. and Etters, J. N., March2000, “Enzymatic Hydrolysis of CelluloseAnalysis by Use of Diffusion Equations,” Book of Abstracts, ACS Cellulose, Paper and
Textile Division, 219the American Chemical Society National Meeting, San Francisco.
98. Sarmadi, A., and Kwon, Y., 1993, “Improved Water Repellency and Surface Dyeing
of Polyester Fabric by Plasma Treatment,” Textile Chemist and Colorist, 25(11): 33-40.
99. Sarmadi, A., Kwon, Y., and Young, Raymond, 1993, “Wettability of Nonwoven
Fabrics: Part I. Effect of Fluorochemical Finishes on the Water Repellency,” Industrial
Engineering Chemistry Research, 32:279-287.
100. Sarmadi, A., Kwon, Y., and Young, Raymond, 1993, “Wettability of Nonwoven
Fabrics: Part II. Effect of Cationic Surface Treatment,”Industrial Engineering Chemistry
Research, 32:287-293.
101. Sarmadi, A., Ying, T., and Denes, F., 1993, “Surface Modification of Polypropylene
Fabrics by Acrylonitrile (AN) Cold Plasma,” Textile Research Journal, 63(12): 697-705.
102. Sarmadi, A., Ying, T., and Denes, F., 1995, HMDSO-Plasma Modification of
Polypropylene Fabrics,” European Polymer Journal, 31(9): 847-857.
103. Sarmadi, M., Denes, A. R., and Denes, F., 1996, “Improved Dyeing Properties of
SiCl4 Plasma Treated Polyester Fabrics,” Textile Chemist and Colorist, 28(6):17-22.
104. Sarmadi, M. and Denes, F., 1996, “Surface Modification of Polymers Under Cold
Plasma Conditions,” TAPPI, 79(8): 189-204.
105. S-250 Intenet Publication, Environmental Compatibility of Textiles and Other
Polymeric Materials, 1998.
106. Scholz, C. and Gross, R. A., Edts., 2000, "Polymers from Renewable Resources",
ACS Symposium Series, 764.
107. Shaw, T. and White, M. A., “The Chemical Technology of Wool Finishing,” in
Handbook of Fiber Science and Technology: Vol. II, Chemical Processing of Fibers and
Fabrics, Part B., Functional Finishes, M. Lewin, Ed., Marcell Dekker, New York, pp.
317-442.
108. Shishoo, R. L., 1987 “Test Methods for Evaluating Urinary Incontinence Aids,”
TAPPI Journal, 7: 94-100.
109. Srinivasan, M. and Gatewood, B. M., 1999, “Relationship of Dye Characteristics to
the Ultra-violet Protection Provided by a Cotton Fabric,” Textile Chemist and Colorist,
32(4): 36-43.
110. Tao, W., Yu, C., Calamari, T. A., and Chen, Y., 1999, “Preparation and
Characterization of Kenaf/Cotton Blended Fabrics,” Textile Research Journal, 69(10):
720-724.
111. Thames, J. L., Collier, B. J., and Collier, J. R., 1994, "Production and Evaluation of
Sugar Cane Fiber Geotextiles," Book of Papers, AATCC International Technical
Conference and Exhibition, Research Triangle Park, NC, 1994, pp 42-47.
112. Thames, J. L., 1997, "Sugarcane Fiber Geotextiles," Ph.D. Dissertation, Louisiana
State University, Baton Rouge, LA.
113. “The High Tech World of Textiles,” 1998, American Textile Manufacturers
Institute, Washington, D.C.,
114. Vaidya, U. M. and Gatewood, B. M., 2000, “Investigation of the Use of SoybeanBased Alkyd Resins as Pigment Printing Binders,” Book of Papers, AATCC International
Conference and Exhibition, Winston-Salem, N.C.
115. Viesturs, U., Leite, M., Eisimonte, M., Eremeeva, T., and Treimanis, A., 1998,
“Biological Deinking Technology for the Recycling of Office Wastepapers,” Bioresour.
Technol. 67(3): 255-265.
116. Vigo, T., and Leonas K. K., 1999, “Antimicrobial Activity of Fabrics Containing
Cross- linked Polyols,” Textile Chemist and Colorist and American Dyestuff Reporter,
1(1): 42-46.
117. Wadsworth, L. C., Duckett, K. E., and Balasubramanian, V., 1997, “Fibrous Web
Having Cellulosic Fibers,” U.S. Patent 5,683,794.
119. Wang, J., Ramaswamy, G. N., Gatewood, B.M., and Eom, T., 1998, “Kenaf, Flax,
Wheat Straw and Cotton Fibers: Response to Reactive Dyes,” Proceedings of the
American Kenaf Society, San Antonio, TX, pp. 154-158.
120. Whittington, A., Blackmon, G., Hawkins, A. and Buschle-Diller, G., 2001, “Stimuli
Sensitive Textile Materials,” Textile Chemist and Colorist and American Dyestuff
Reporter, (submitted).
121. Wu, J. and Gatewood, B. M., 1998, “Bleaching and Dyeing of Wheat Straw - An
Alternative Cellulosic Fiber for Potential Industrial Applications,” Book of Papers,
AATCC International Technical Conference and Exhibition, Philadelphia, PA, pp. 58-67.
122. Ying, T., Sarmadi, A., Hop, C., and Denes, F., 1995, “The Structure and Properties
of Tin- Containing Polymers Deposited from Tetramethyltin HF-Plasma,” Journal of
Applied Polymer Science, 55: 1537-1551.
123. Yu, C. W., Zhang, Y. M. and Jiang, F. C., 1997, Ramie Yarn Manufacturing and
Quality Control, China Textile University Press, Shanghai, China.
124. Zhou, Y. and Crews, P., 1998, “Effect of OBAs and Repeated Home Launderings on
UVR Transmission through Fabrics,” Textile Chemist and Colorist, 30(11):19-24.
Guideline For Prevention of Surgical
Wound Infections, 1985
Julia S. Garner, R.N, M.N. Hospital Infections Program Centers for
Infectious Diseases Center for Disease Control
Publication date: 01/01/1982
Table of Contents
RANKING SCHEME FOR RECOMMENDATIONS
PREFACE
References
INTRODUCTION
EPIDEMIOLOGY
Clean Wounds
Clean-Contaminated Wounds
Contaminated Wounds
Dirty or Infected Wounds
CONTROL MEASURES
RECOMMENDATIONS
REFERENCES
POINT OF CONTACT FOR THIS DOCUMENT:
RANKING SCHEME FOR RECOMMENDATIONS
CATEGORY I
Measures in Category I are strongly supported by well-designed and controlled clinical
studies that show their effectiveness in reducing the risk of nosocomial infections or are
viewed as effective by a majority of expert reviewers. Measures in this category are
viewed as applicable for most hospitals -- regardless of size, patient population, or
endemic nosocomial infection rates.
CATEGORY II
Measures in Category II are supported by highly suggestive clinical studies in general
hospitals or by definitive studies in specialty hospitals that might not be representative of
general hospitals. Measures that have not been adequately studied but have a logical or
strong theoretical rationale indicating probable effectiveness are included in this
category. Category II recommendations are viewed as practical to implement in most
hospitals.
CATEGORY III
Measures in Category III have been proposed by some investigators, authorities, or
organizations, but, to date, lack supporting data, a strong theoretical rationale, or an
indication that the benefits expected from them are cost effective. Thus, they are
considered important issues to be studied. They might be considered by some hospitals
for implementation, especially if the hospitals have specific nosocomial infection
problems, but they are not generally recommended for widespread adoption.
PREFACE
In 1980, the Centers for Disease Control (CDC) began developing a series of guidelines
entitled Guidelines for the Prevention and Control of Nosocomial Infections. The purpose
of the Guidelines was twofold: 1) to disseminate advice on how to prevent or control
specific nosocomial infection problems and 2) to cover the questions most frequently
asked of the Hospital Infections Program staff on different aspects of the hospital's
inanimate environment (1).
In March 1982, the Guideline for Prevention of Surgical Wounds was published (2), and
copies were mailed to all U.S. acute-care hospitals. The Guideline was written by Bryan
P. Simmons, M.D. in collaboration with a working group consisting of J. Wesley
Alexander, M.D.; N. Joel Ehrenkranz, M.D.; Robert H. Fitzgerald, Jr., M.D.; Allen B.
Kaiser, M.D.; William J. Ledger, M.D.; Jonathan k. Meakins, Jr., M.D.; Colonel Darlene
F. McLeod, ANC; and Hiram C. Polk. Jr., M.D. (2).
Subsequently, two statements pertinent to the Guideline were issued by CDC. In October
1983, a statement entitled "Clarification of Guideline Recommendations on Generic
Antiseptic, Disinfectant, and Other Products" was mailed to all U.S. acute-care hospitals.
The statement emphasized that CDC recommendations are not intended to endorse any
particular commercial product or to exclude the use of other commercial products
containing generic ingredients not mentioned in the Guideline.
In November 1983, a follow-up statement requested that users delete the portion of the
Guideline that recommended specific generic antimicrobial ingredients for use in patient
preoperative skin preparations, skin antiseptics, and surgical hand scrubs and announced
that the entire Guideline would be revised.
In October 1984, a draft of the proposed revision was mailed to 150 scientists and
infection control professionals for review and comment. Rather than using an expert
working group to finalize the content of this Guideline, we used the written comments
and suggestions which we received from the 150 scientists and infection control
professionals to determine the final content of the Guideline and the ranking of the
recommendations.
This Guideline incorporates the above revisions, as well as newly available information.
The major changes from the original Guideline are listed below:
1. Rather than recommending specific generic antimicrobial ingredients for skin
antiseptics, patient preoperative skin preparations, and surgical hand scrubs, the
Guideline indicates that hospitals may choose from appropriate products in
categories defined by the U.S. Food and Drug Administration (FDA), since
preparations used to inhibit or kill microorganisms on skin are categorized by an
FDA advisory review panel for nonprescription (over the-counter {OTC})
antimicrobial drug products (3). Manufacturers of antimicrobial-containing
products voluntarily submit data to the review panel, which categorizes the
products according to their intended use, i.e., patient preoperative skin
preparations, skin antiseptics, skin wound cleansers, skin wound protectants,
surgical hand scrubs, health care personnel hand washes, and antimicrobial soaps.
Generic antimicrobial for each use category are further divided: Category I (safe
and efficacious); Category II (not safe and/or efficacious); and Category III
(insufficient data to categorize). Consequently, chemical germicides formulated as
antiseptics are categorized by the FDA into groupings by use and efficacy, but
they are not regulated or registered in the same fashion as chemical germicides
are by the U.S. Environmental Protection Agency.
Persons responsible for selecting commercially marketed skin antiseptics,
antimicrobial preoperative skin preparations, and antimicrobial surgical hand
scrubs can obtain information about categorization of products from the Center
for Drugs and Biologics, Division of OTC Drug Evaluation, FDA, 5600 Fishers
Lane, Rockville, Maryland 20857. In addition, information published in the
scientific literature, presented at scientific meetings, documented by
manufacturers, and obtained from other sources deemed important may be
considered.
2. Recommendations for preoperative removal of patient hair have been modified to
emphasize clipping rather than shaving if hair removal is necessary.
3. Recommendations for operating room ventilation have been revised to a
minimum of 20 air changes per hour rather than 25 air changes, to be consistent
with new guidelines from the Health Resources and Services Administration,
Public Health Service, U.S. Department of Health and Human Services (4).
The recommendations presented in this Guideline were chosen primarily for their
acknowledged importance to infection control, but other factors, such as the feasibility of
implementing them and their potential costs to hospitals, were also considered. Many
recommendations are intended to reduce or eliminate expensive practices in the operating
room that are not likely to prevent infections. Some of the recommendations are based on
well-documented epidemiologic studies; others are based on a reasonable theoretical
rationale, since for many of these practices little or no scientifically valid evidence is
available to permit evaluation of their effect on the incidence of infection. Because new
studies are constantly providing pertinent information in this field, users of this Guideline
should keep informed of data from scientific meetings, biomedical journals, government
publications, accreditation standards, hospital and health-care associations, and
manufacturers. The recommendations presented in this Guideline may be modified as
necessary for an individual hospital and are not meant to restrict a hospital from
developing recommendations that may be more appropriate to its own unique needs. The
recommendations have no force of law or regulation.
References
1. Haley RW. CDC guidelines on infection control. Infect Control 1981:2: 1-2.
2. Simmons BP. Guideline for prevention of surgical infections. Infect Control
1982;3(Suppl):188-96.
3. Zanowiak P, Jacobs MR. 1982. Topical anti-infective products. In: Handbook of
Non-Prescription Drugs, 7th Edition. pp 525-542. American Pharmaceutical
Association, Washington, D.C.
4. U.S. Department of Health and Human Services. Guideline for construction and
equipment of hospital and medical facilities. Washington: Government Printing
Office. July, 1984. (DHHS publication no. (HR5-M-HF) 84-1).
INTRODUCTION
Surgical wound infections are the second most frequent nosocomial infection in most
hospitals and are an important cause of morbidity, mortality, and excess hospital costs (14). They are divided into infections 1) confined to the incisional wound and 2) involving
structures adjacent to the wound that were entered or exposed during an operation
(sometimes called "deep infections"). Some 60%-80% of infections are incisional, and
the rest are at adjacent sites, for example, intraabdominal/retroperitoneal and deep soft
tissue (5,6). This Guideline deals primarily with incisional infections, although many
recommendations in it will also help prevent infections at adjacent sites. Burn wounds are
not discussed.
EPIDEMIOLOGY
In general, a wound can be considered infected if purulent material drains from it, even
without the confirmation of a positive culture(7). This clinical definition has advantages
compared with those based on culture results, because 1) a positive culture does not
necessarily indicate infection, since many wounds, infected or not, are colonized by
bacteria, and 2) infected wounds may not yield pathogens by culture because some
pathogens are fastidious, culture techniques are inadequate, or the patient has received
antimicrobial therapy. On the other hand, infections, for example, those in the
granulocytopenic patient, may not always produce purulent material. It is therefore also
useful to consider a wound infected if the attending surgeon believes it to be. Unless the
incision is involved, stitch abscesses should not be counted as surgical wound infections;
they can be counted as skin or cutaneous infections.
Wounds can be classified according to the likelihood and degree of wound contamination
at the time of operation. A widely accepted classification scheme (7-9) is listed below:
Clean Wounds
These are uninfected operative wounds in which no inflammation is encountered and the
respiratory, alimentary, genital, or uninfected urinary tracts are not entered. In addition,
clean wounds are primarily closed, and if necessary, drained with closed drainage.
Operative incisional wounds that follow nonpenetrating (blunt) trauma should be
included in this category if they meet the criteria.
Clean-Contaminated Wounds
These are operative wounds in which the respiratory, alimentary, genital, or urinary tract
is entered under controlled conditions and without unusual contamination. Specifically,
operations involving the biliary tract, appendix, vagina, and oropharynx are included in
this category, provided no evidence of infection or major break in technique is
encountered.
Contaminated Wounds
These include open, fresh, accidental wounds, operations with major breaks in sterile
technique or gross spillage from the gastrointestinal tract, and incisions in which acute,
nonpurulent inflammation is encountered.
Dirty or Infected Wounds
These include old traumatic wounds with retained devitalized tissue and those that
involve existing clinical infection or perforated viscera. This definition suggests that the
organisms causing postoperative infection were present in the operative field before the
operation.
This classification scheme has been shown in numerous studies to predict the relative
probability that a wound will become infected. Clean wounds have a 1%-5% risk of
infection; clean-contaminated, 3%-11%; contaminated, 10%-17%; and dirty, over 27%
(2,3,7). These infection rates were affected by many appropriate prevention measures
taken during the studies, such as use of prophylactic antimicrobials, and would have been
higher if no prevention measures had been taken. In addition to the scheme's application
to predicting the probability of infection, this classification has other uses. For a given
operation, the clean-wound infection rate, in particular, can be used by surgeons to
compare their own infection rates, and by inference, their operating techniques, with
those of other surgeons (2,10). The classification also can alert personnel to wounds at
high risk of infection and thus enable personnel to take appropriate perioperative
preventive measures (3,11).
Although the degree or operative contamination of wounds is important in determining
the risk of infection, so are host and local wound factors. The host factors leading to
increased risk may include very young or old age, presence of a perioperative infection,
and possibly diabetes and severe malnutrition (7). Local wound factors associated with
high risk include presence of devitalized tissue or foreign bodies and poor blood supply
to the wound.
A multivariate index combining patient susceptibility and wound contamination was
developed and tested during the CDC Study on the Efficacy of Nosocomial Infection
Control (SENIC)(12). This index, which involved 4 risk factors, predicted the surgical
wound infection risk about twice as well as the traditional wound classification system.
The 4 risk factors were: having an abdominal operation, having an operation that lasted
longer than 2 hours, having a contaminated, dirty, or infected operation by the traditional
classification system, and having 3 or more discharge diagnoses. Since this index
includes discharge diagnoses, some modification and a prospective evaluation of the
index are needed before it can be recommended for adoption.
Surgical wound infections are most often localized to the wound and with appropriate
treatment usually do not result in major complications. Local complications include
destruction of tissue, wound dehiscence, incisional and deep hernias, septic
thrombophlebitis, recurrent pain, and disfiguring and disabling scars. The numerous
potential systemic complications include fever, increased metabolic demands that
sometimes result in malnutrition, toxemia, bacteremia, shock, metastatic infection, failure
of vital organs remote from the infection, and death. The severity of each complication
depends in large part on the infecting pathogen and on the site of infection. For example,
viridans group streptococci are unlikely to cause a severe infection unless they invade the
vascular system, but a group A streptococcal infection is likely to be severe regardless of
the site. Further, any infection involving an implanted foreign body or substantial
necrotic tissue is likely to have serious sequelae, regardless of the pathogen involved.
As determined by reports to the National Nosocomial Infection Study, gram-negative
aerobic bacteria make up approximately 40% of pathogens isolated from surgical
wounds. However, Staphylococcus aureus remains the single most frequently isolated
species (3). Pathogens other than bacteria, for example, fungi and viruses, are
uncommonly reported.
Pathogens that infect surgical wounds can be acquired from the patient, the hospital
environment, or personnel. The patient's own flora appears to be responsible for most
infections, especially if clean-wound infections are excluded (8). Sources of
contamination include the gastrointestinal, respiratory, genital, and urinary tracts and the
skin and anterior nares.
Exogenous contamination appears responsible for a substantial proportion of infections of
clean wounds. During epidemic periods, exogenous contamination may be responsible
for many more infections (14,15). Exogenous contamination may come from any
personnel or environmental source, although direct contact with the wound by the
surgical team is probably the final pathway for spread of most such contamination.
Epidemics of infections due to group A streptococci and some outbreaks of S. aureus
wound infections indicate that personnel carriers can be a source. Epidemics due to gramnegative microorganisms may be spread from environmental sources, especially those
containing water (for example, irrigating solutions). Most infections, endogenous or
exogenous, appear to result from contamination acquired in the operating room. Few
infections are acquired after the operation if wounds are closed primarily, that is, before
leaving the operating room, and if drains are not used, probably because the normal
healing process seals most wounds within 24 hours after closure.
CONTROL MEASURES
The risk of developing a surgical wound infection is largely determined by 3 factors: 1)
the amount and type of microbial contamination of the wound, 2) the condition of the
wound at the end of the operation (largely determined by surgical technique and disease
processes encountered during the operation), and 3) host susceptibility, that is, the
patient's intrinsic ability to deal with microbial contamination. These factors interact in a
complex manner. For example, a wound in healthy tissue is surprisingly resistant to
infection even when contaminated with many microorganisms, but a wound containing
foreign or necrotic material is highly susceptible to infection even if few microorganisms
are present. Measures intended to prevent surgical wound infections are directed at all 3
factors just mentioned. Since most infections are acquired in the operating room and good
surgical practices are crucial to their prevention, most prevention measures should be
directed at influencing the practices of the surgical team.
Measures aimed at preventing microbial contamination of the wound begin before the
operation. One important preoperative and postoperative measure is the treatment of
active infections. A patient who has an active bacterial infection, even if it is at a site
remote from the surgical wound, has a greater risk of wound infection than does an
uninfected patient (7). Treating a "remote" infection that is present before or after an
operation is believed to reduce the risk of wound infection.
Other preoperative measures involving the patient are keeping the preoperative hospital
stay short, avoiding hair removal or, if necessary, removing hair with clippers or
depilatories rather than a razor, and preparing the operative site with an antiseptic. A
short preoperative stay has been associated with low wound infection rates (2,5,7,16).
Bathing by the patient with antimicrobial-containing products has been suggested as an
effective preoperative prevention measure, because it reduces colonization with typical
wound pathogens such as S. aureus (16). Although such bathing is relatively easy, safe,
and inexpensive, it has not been proven to reduce colonization with S. aureus in the host's
natural reservoir -- the anterior nares -- or to reduce infection rates.
Hair adjacent to the operative site is often removed to prevent the wound from becoming
contaminated with hair during the operation. However, several studies (2,17,18) have
suggested that shaving with a razor can injure the skin and increase the risk of infection.
Clipping hair, using a depilatory, or no shaving at all has been suggested in place of
shaving. Results of 2 studies (2,17)suggest that if shaving is necessary, it be performed
immediately before the operation.
The skin at the operative site is thoroughly cleaned to remove superficial flora, soil, and
debris before the operation to reduce the risk of contaminating the wound with a patient's
skin flora. Immediately before the operation, a preoperative skin preparation is applied to
the patient's skin to kill or inhibit more adherent, deep, resident flora. A patient
preoperative skin preparation is defined as "a safe, fast-acting, broad-spectrum
antimicrobial-containing preparation which significantly reduces the number of
microorganisms on intact skin" (19).
The surgical team must also take perioperative measures to prevent microbial
contamination of the wound. Contamination from the surgical team may result from
direct contact, usually with hands or from shedding from skin or mucous membranes.
Transfer of microorganisms from hands to the wound is reduced by scrubbing the hands
and wearing sterile gloves. The surgical scrub is designed to kill or remove as many
bacteria as possible, including resident bacteria. A surgical scrub preparation is defined
as: "a nonirritating antimicrobial-containing preparation that significantly reduces the
number of microorganisms on the intact skin. A surgical hand scrub should be broadspectrum, fast-acting, and persistent." (19) The ideal duration of the surgical scrub is not
known, but times as short as 5 minutes appear safe (20,21). Once hands are scrubbed,
sterile gloves act as an additional barrier to transfer of microorganisms to the wound.
However, bacteria can multiply rapidly under gloves and can contaminate the wound
through punctures in gloves, which occur frequently (22); use of surgical hand scrubs
before putting on gloves should retard bacterial growth.
Air is also a potential source of microorganisms that can contaminate surgical wounds; its
role in wound infections has been demonstrated in certain clean operations (7), such as
operations in which a foreign body is implanted. Operating room (OR) air is often
contaminated with microorganisms that are usually attached to other airborne particles
such as dust, lint, skin squames, or respiratory droplets. Many of these microorganisms
are potential pathogens. The number of viable airborne microorganisms for a given
amount of OR ventilation is largely proportional to human activity. Greater numbers of
airborne microorganisms can be expected with increased numbers of persons, especially
if OR doors are being opened and the persons are moving, talking, or have uncovered
skin areas. Airborne contamination decreases with 1) decreased numbers and activity of
personnel, 2) increased ventilation that dilutes contaminated air with relatively clean
filtered or outdoor air, 3) ultraviolet light, which kills microorganisms, and 4) proper use
of occlusive clothing, masks, and gloves, which reduce shedding into air. Movement or
activity in the OR can be decreased by closing the OR door and by limiting the number of
personnel in the OR and adjacent corridors. In addition to limiting unnecessary activity,
closing the door will decrease mixing of the OR air with corridor air, which may contain
higher counts of bacteria. Limiting personnel movement in the OR and adjacent corridors
takes planning. The goal of such planning, often called "traffic control," is to make the
OR self-sufficient, or nearly so, once an operation has begun.
To reduce airborne contamination, a ventilation system producing a minimum of 20
changes of highly filtered air per hour is recommended for modern ORs (23). Some
hospitals have installed "laminar flow" ventilation units for use in ORs (24), especially
for rooms used for orthopedic procedures, because these ventilation units can provide
nearly sterile air with minimal air turbulence. Investigators from a British multicenter
study recently reported that several factors, including ultraclean air in ORs, systemic
prophylactic antimicrobials for patients, and exhaust-ventilated suits for personnel
reduced the incidence of deep wound infection after total joint replacement operations
(25). An editorial about the study suggested that prophylactic antimicrobials are at least
as effective as ultraclean air and exhaust ventilated suits in reducing deep sepsis and that
cheaper alternatives such as prophylactic antimicrobials "should be exhausted" before
any of the substantially more expensive provisions, such as ultraclean air and exhaust
ventilated suits, are considered (26). A follow-up report from the multicenter study that
examined the cost implications for the British National Health Service of ultraclean air
and other infection control measures for total joint replacement suggested that
antimicrobial prophylaxis was more cost effective than an ultraclean air system (27). In
addition to the above findings, lower baseline rates of deep wound sepsis have been
reported following total hip arthroplasty performed in conventional ORs in U.S. hospitals
(28-31) than in hospitals in the British multicenter study (25).
Ultraviolet (UV) irradiation may decrease airborne microorganisms to low levels.
Although UV-irradiation of ORs has been shown to result in a small but statistically
significant decrease in infections of clean surgical wounds, infections of all surgical
wounds combined were not reduced (7). Further, use of UV irradiation in ORs has
several distinct disadvantages. UV light requires routine use of a visor or goggles and
skin protection to prevent burns. UV lights also require frequent, routine maintenance to
monitor the intensity of the light and can be costly to install or replace.
Microorganisms are constantly being shed from exposed skin and mucous membranes, so
masks, drapes, hoods, and gowns are used as barriers to decrease shedding into the air
and prevent wound contamination. These barriers, even when wet, are most effective
when their pore size prevents passage of bacteria. Several woven fabrics and nonwoven
materials are virtually impermeable to bacteria (32). When drapes and gowns made from
such nonwoven disposable material were used in a recent study, a reduction in wound
infections occurred (33). Reusable gowns made of tightly woven cotton treated with a
water repellent prevent passage of bacteria, provided they have not been laundered and
sterilized more than 75 times (34). Some gowns are made entirely of impermeable
materials, and others have these materials in critical areas, such as in the front and on the
sleeves. Surgical team members may get uncomfortably hot in gowns made only of
impermeable materials unless the room temperature is lowered or ventilation is increased.
Wearing shoe covers or regularly cleaned shoes has been recommended as a means of
preventing transmission of bacteria from shoes (9). However, in one study, no significant
differences in floor contamination were seen when ordinary shoes, clean shoes, or shoe
covers were worn (35). There have been no controlled clinical studies to evaluate the role
of shoe covers in preventing or reducing surgical wound infections. Furthermore, there is
no strong theoretical rationale for their use or indication that the benefits expected from
them are cost effective.
In the modern, well-managed OR, the risk of infection related to the inanimate
environment appears low. This is due, in great part, to adequate sterilization of surgical
devices, ventilation systems that provide clean air, and adequate cleaning of the OR.
Environmental culturing and special cleaning after "dirty" cases are not recommended.
There is no evidence that special cleaning procedures, e.g., "dirty case routines," are
necessary. Some architectural designs incorporated into ORs may be useful in
maintaining a clean environment (36). Others, however, such as floor plans including a
central clean area and a peripheral traffic corridor, have not been proven to be especially
useful. In addition, tacky or antiseptic mats placed at the entrance to OR suites to reduce
carriage of microorganisms on shoes or stretcher wheels have not been shown to reduce
the risk of infection.
The most important measure to prevent wound infections is operative technique. Poor
technique can result in inadvertent contamination of the wound (for example, an
accidental perforation of the bowel during an abdominal operation), may prolong the
operation, and may result in a wound that cannot adequately resist infection because it
contains devitalized tissues or foreign bodies. Since the risk of wound infection increases
with the length of the operation, an expeditious operation is important (2,5,7,12).
However, the surgeon must balance the need to operate quickly with the need to handle
tissues gently, reduce bleeding and hematoma formation, eradicate dead space, and
minimize devitalized tissue and foreign materials in the wound. Other prevention
techniques are not as well established as those just mentioned but appear prudent to use
when possible. These are use of fine and monofilament rather than thick or braided suture
and minimal use of suture and cautery. Technique applies not only to a surgeon's skill in
handling the wound, but also to skill in supervising the surgical team and maintaining
professional decorum that facilitates expeditious and successful operations. Poor
discipline in the OR can result in mistakes and sloppy aseptic technique.
Once a surgeon has finished training, surgical habits might not be easy to change, but
improvement may be stimulated by calculating and informing surgeons of their rates of
wound infections. Traditionally, such efforts have been primarily focused on measuring
the surgical wound infection rates following clean operations and reporting these rates to
practicing surgeons (2,10). Two recent reports, however, demonstrate the effectiveness of
not limiting surgical wound surveillance and reporting programs exclusively to clean
operations (3,11). The first report, from the CDC SENIC Project, showed that
establishing an infection surveillance and control program which included reporting
surgeon-specific rates led to a reduction in hospitals' overall surgical wound infection
rates of approximately 35% (11). Moreover, the report indicated that programs reporting
such surgical wound infection rates were just as effective in reducing infection rates in
contaminated or dirty cases as in clean or clean-contaminated cases. The other report, a 5year prospective study in a large Veterans Administration Medical Center that involved
surveillance and reporting of clean, clean-contaminated, and contaminated surgical
wound infection rates, demonstrated a 55% reduction in the incidence of surgical wound
infections and a savings of nearly $750,000 in hospital costs over the study period (3).
Overall wound infection rates and clean-contaminated wound infection rates were
significantly lower than baseline rates in each year of the study.
The postoperative period usually does not contribute greatly to the risk of surgical wound
infections. Nevertheless, wounds can become contaminated and later become infected if
they are touched by contaminated hands or objects after the operation, especially if the
wound is left open or if a drain is used. Until wound edges are sealed and the wound is
healing (about 24 hours after the operation for most wounds), wounds are covered with
sterile dressings to reduce the risk of such contamination. A transparent, semipermeable
membrane dressing has been developed for use on wounds because the dressing does not
need to be removed for the wound to be observed; the effect of use of this dressing on
wound infection rates is unknown. Most dressings are occasionally removed to observe
the wound; the frequency of removal depends on such factors as the type of wound and
the presence of infection, drainage, moisture, pain, or fever. Personnel taking care of
wounds can reduce the risk of contamination by washing their hands and using
instruments to handle dressings and tissues (the no-touch technique) or, if touching the
wound is necessary, wearing sterile gloves.
In the postoperative period, the risk of wound infection can be reduced by adequate
wound drainage. If not allowed to drain freely, blood, body fluids, pus, and necrotic
material collect in a wound and provide a growth medium for microorganisms. However,
if a wound is drained, the skin cannot be completely closed, and microorganisms can
enter the wound or deeper structures and cause infection. Thus, surgeons routinely drain
only wounds expected to produce significant amounts of blood or other drainage and use
closed drainage in preference to open drainage (37,38). If a drain is used, having it enter
through an adjacent, separate stab wound rather than the primary surgical wound will
reduce the risk of infection. For dirty wounds, delaying wound closure is preferable to
inserting a drain which increases the risk of infection (39); delayed wound closure is also
useful for many contaminated wounds.
A patient's intrinsic susceptibility to infection is also important in determining the risk of
infection. Unlike many other risk factors, host susceptibility is often not easily altered. If
the operation can be delayed, some host factors can be altered: 1) Some diabetics can
have their blood glucose better controlled, 2) some patients on adrenal glucocorticoids
may be able to discontinue them or have the dosage reduced, and 3) severely
malnourished patients can receive oral or parenteral hyperalimentation. However, there is
no definitive evidence that these interventions will reduce the risk of infection. In each
example and in others in which host susceptibility can be altered, the physician must
weigh the potential benefits of the alteration against the risks of a delayed operation and
potential complications of the intervention.
For some operations, prophylactic antimicrobials are a means of reducing the risk of
wound infections. Reviews of antimicrobial prophylaxis for surgery that deal with
selection of agents and duration of therapy are available (9,40-42). Prophylaxis is most
useful for operations associated with a moderate level of contamination (cleancontaminated operations). Prophylaxis is not generally indicated for clean operations
unless the consequences of infection are severe or life-threatening, for example,
prosthetic (implant) orthopedic and cardiovascular surgery.
RECOMMENDATIONS
1. Preparation of the Patient Before Operation
1. If the operation is elective, all bacterial infections that are identified,
excluding ones for which the operation is performed, should be treated and
controlled before the operation. Category I
2. If the operation is elective, the hospital stay before the operation should be
as short as possible. Category II
3. If the operation is not urgent and the patient is malnourished, the patient
should receive enteral or parenteral nutrition before the operation.
Category II
4. If the operation is elective, the patient should bathe (or be bathed) the
night before with an antimicrobial soap. Category III
5.
1. Unless hair near the operative site is so thick that it will interfere
with the surgical procedure, it should not be removed. Category II
2. If hair removal is necessary, it should be done either by clipping or
using a depilatory rather than shaving. Category II
6. The area around and including the operative site should be washed and an
antimicrobial preoperative skin preparation applied from the center to the
periphery. This area should be large enough to include the entire incision
and an adjacent area large enough for the surgeon to work during the
operation without contacting unprepared skin. Category II (Persons
responsible for selecting commercially marketed antimicrobial
preoperative skin preparations can obtain information about categorization
of products from the Center for Drugs and Biologics, Division of OTC
Drug Evaluation, FDA. In addition, information published in the scientific
literature, presented at scientific meetings, documented by manufacturers
and obtained from other sources deemed important may be considered.)
7. For major operations involving an incision and requiring use of the
operating room (OR), the patient should be covered with sterile drapes in
such a manner that no part of the patient is uncovered except the operative
field and those parts necessary for anesthesia to be administered and
maintained. Category II
2. Preparation of the Surgical Team
1. Everyone who enters the OR during an operation should at all times wear
a high-efficiency mask to fully cover the mouth and nose and a cap or
hood to fully cover hair on the head and face. Category I
2. Everyone who enters the OR should wear shoe covers. Category III
3.
1. The surgical team, that is, those who will touch the sterile surgical
field, sterile instruments, or an incisional wound, should scrub their
hands and arms to the elbows with an antimicrobial surgical hand
scrub preparation before each operation. Scrubbing should be done
before every procedure and take at least 5 minutes before the first
procedure of the day. Category I (Persons responsible for selecting
commercially marketed surgical hand scrubs can obtain
information about categorization of products from the Center for
Drugs and Biologics, Division of OTC Drug Evaluation, FDA. In
addition, information published in the scientific literature,
presented at scientific meetings, documented by manufacturers,
and obtained from other sources deemed important may be
considered.)
2. Between consecutive operations, scrubbing times of 2 to 5 minutes
may be acceptable. Category II
4.
1. After the hands are scrubbed and dried with sterile towels, the
surgical team should don sterile gowns. Category I
2. Gowns used in the OR should be made of reusable or disposable
fabrics that have been shown to be effective barriers to bacteria,
even when wet. Category II
5.
1. The surgical team should wear sterile gloves. If a glove is
punctured during the operation, it should be changed as promptly
as safety permits. Category I
2. For open bone operations and orthopedic implant operations, 2
pairs of sterile gloves should be worn. Category II
3. Preparation and Maintenance of Operating Room Environment
1. OR ventilation should include a minimum of 20 air changes per hour, of
which at least 4 should be fresh air. All inlets should be located as high
above the floor as possible and remote from exhaust outlets of all types.
All air, recirculated or fresh, should be filtered (at least 90% efficiency)
before it enters the OR. The surgical suite should be under positive
pressure relative to the surrounding area. Category II
2. All OR doors should be kept closed except as needed for passage of
equipment, personnel, and the patient -- the number of personnel allowed
to enter the OR, especially after an operation has started, should be kept to
a minimum. Category II
3. The OR should be cleaned between surgical operations. Category II
4. Routine microbiologic sampling of the air or environmental surfaces
should not be done. Category I
5. Use of tacky or antiseptic mats at the entrance to the OR is not
recommended for purposes of infection control. Category I
6. Surgical instruments and supplies should be sterilized as outlined in the
current edition of the CDC Guideline for Handwashing and Hospital
Environmental Control (This recommendation is not categorized since it
refers to multiple recommendations that have been categorized elsewhere.)
4. Operative Technique
1. The surgical team should work as efficiently as possible in order to handle
tissues gently, prevent bleeding, eradicate dead space, minimize
devitalized tissue and foreign material in the wound, and reduce the length
of the operation. Category I
2. Incisional wounds that are classified as "dirty and infected" should not
ordinarily have skin closed over them at the end of an operation, that is,
they should not ordinarily be closed primarily. Category II
3. If drainage is necessary for an uninfected wound, a closed suction
drainage system should be used and placed in an adjacent stab wound
rather than the main incisional wound. Category II
5. Wound Care
1. Personnel should wash their hands before and after taking care of a
surgical wound. Category I
2. Personnel should not touch an open or fresh wound directly unless they
are wearing sterile gloves or use no-touch technique. When the wound has
sealed dressings may be changed without gloves. Category I
3. Dressings over closed wounds should be removed or changed if they are
wet or if the patient has signs or symptoms suggestive of infection, for
example, fever or unusual wound pain. When the dressing is removed, the
wound should be evaluated for signs of infection. Any drainage from a
wound that is suspected of being infected should be cultured and smeared
for Gram stain. Category I
6. Prophylactic Antimicrobials
1. Parenteral antimicrobial prophylaxis is recommended for operations that
1) are associated with a high risk of infection or 2) are not frequently
associated with infection but, if infection occurs, are associated with
severe or life-threatening consequences, for example, cardiovascular and
orthopedic operations involving implantable devices. Category I
2. Antimicrobials selected for use for prophylaxis should have been shown to
be safe and effective for prophylaxis of operative wound infections in
well-designed, controlled trials whose results have, been published.
Category I
3. Parenteral antimicrobial prophylaxis should be started shortly before the
operation and should be promptly discontinued after the operation.
Category I (For cesarean sections, prophylaxis is usually given
intraoperatively after the umbilical cord is clamped.)
7. Protection of Patients from Other Infected Patients or Personnel
1. Patients with potentially transmissible wound or skin infections should be
placed on isolation precautions according to the current edition of the
CDC Guideline for Isolation Precautions in Hospitals. (This
recommendation is not categorized, since the recommendations for
isolation precautions are not categorized.)
2. Personnel with potentially transmissible conditions, for example, Herpes
simplex infections of fingers and hands, group A streptococcal disease, or
S. aureus skin lesions, should be managed according to the current edition
of the CDC Guideline for Infection Control in Hospital Personnel. (This
recommendation is not categorized since it refers to several
recommendations that have been categorized elsewhere.)
3. Routine culturing of personnel should not be done. Category I
8. Surveillance and Classification
1. At the time of operation or shortly after, all operations should be classified
and recorded as clean, clean-contaminated, contaminated, or dirty and
infected (see text for definitions). Category II
2. The person in charge of surveillance of surgical patients should gather the
information necessary to compute the classification- specific wound
infection for all operations in the hospital. These rates should be computed
periodically and made available to the infection control committee and the
department of surgery. Category II
3. Procedure-specific wound infection rates should be computed periodically
for the hospital and all active surgeons so that they can compare their own
rates with those of others; the rates can be coded so that names do not
appear. Category II
4. Increases in wound infection rates should be evaluated. If an outbreak is
confirmed, appropriate epidemiologic studies should be initiated. Category
I
5. An effort should be made to contact discharged patients to determine the
infection rate for the 30 days after operation. Category III
REFERENCES
1. Brachman PS, Dan BB, Haley RW, Hooton TM, Garner JS, Allen JR.
Nosocomial surgical infections: incidence and cost. Surg Clin North Am
1980;60:15-25.
2. Cruse PJE, Foord R. The epidemiology of wound infection. A ten-year
prospective study of 62,939 wounds. Surg Clin North Am 1980;60:27-40.
3. Olson M, O'Connor MO, Schwartz ML. A 5-year prospective study of 20,193
wounds at the Minneapolis VA Medical Center. Ann Surg 1984:199:253-9.
4. Green JW, Wenzel RP. Postoperative wound infection: a controlled study of
increased duration of hospital stay and direct cost of hospitalization. Ann Surg
1977;185:264-8.
5. Haley RW, Hooton TM, Culver DH, et al. Nosocomial infections in U.S.
hospitals, 1975-1976: estimated frequency by selected characteristics of patients.
Am J Med 1981;70:947-59.
6. Allen JR, Hightower AW, Martin SM, Dixon RE. Secular trends in nosocomial
infections: 1970-1979. Am J Med 1981:70:389-92.
7. Howard JM, Barker WF, Culbertson WR, et al. Postoperative wound infections:
the influence of ultraviolet irradiation of the operating room and various other
factors. Ann Surg 1964;160(suppl):1-192.
8. Altemeier WA. Surgical infections: incisional Wounds. In: Bennett JV, Brachman
PS, eds. Hospital infections. Boston: Little, Brown and Co. 1979;287-306.
9. American College of Surgeons Committee on Control of Surgical Infections.
Manual on control of infection in surgical patients. 2nd ed. Philadelphia: JB
Lippincott, 1984.
10. Condon RE, Schulte WJ, Malangoni MA, Anderson-Teschendorf MJ.
Effectiveness of a surgical wound surveillance program. Arch Surg 1983;
118:303-7.
11. Haley RW, Culver DH, White JW, et al. The efficacy of infection surveillance
and control programs in preventing nosocomial infections in U.S. hospitals. Am J
Epidemiol 1985;121:182-205.
12. Haley RW, Culver DH, Morgan WM, Emori TG, Munn VP, Hooten TM.
Identifying patients at high risk of surgical wound infection: a simple multivariate
index of patient susceptibility and wound contamination. Am J Epidemiol
1985;121:206-15.
13. Centers for Disease Control. Nosocomial infection surveillance, 1983. In: CDC
Surveillance Summaries 1984;33(No. 2SS):9SS-21SS.
14. Garner JS, Dixon RE, Aber RC. Epidemic infections in surgical patients. AORN J
1981;34:700-24.
15. Aber RC, Garner JS. Postoperative wound infections. In: Wenzel RP, ed.
Handbook of hospital acquired infections. Boca Raton, Florida: CRC Press, Inc.
1981;303-16.
16. Bruun J. Postoperative wound infection: predisposing factors and the effect of a
reduction in the dissemination of staphylococci. Acta Med Scand
1970;514:(suppl) 1-89.
17. Seropian R, Reynolds BM. Wound infections after preoperative depilatory versus
razor preparation. Ann J Surg 1971;121:251-4.
18. Alexander JW, Fischer JE, Boyajian M, Palmquist J, Morris MJ. The influence of
hair-removal methods on wound infections. Arch Surg 1983;118:347-52.
19. The tentative final monograph for OTC topical antimicrobial products. Federal
Register 1978 Jan 6;43FR 1210:1211-49.
20. Dineen P. An evaluation of the duration of the surgical scrub. Surg Gynecol
Obstet 1969;129:1181-4.
21. Galle PC, Homesley HD, Rhyne AL. Reassessment of the surgical scrub. Surg
Gynecol Obstet 1978;147:215-8.
22. Walter CW, Kundsin RB. The bacteriologic study of surgical gloves from 250
operations. Surg Gynecol Obstet 1969;129:949-52.
23. U.S. Department of Health and Human Services. Guideline for construction and
equipment of hospital and medical facilities. Washington: Government Printing
Office, July 1984. (DHHS publication no. (HR5-M-HF) 84-1).
24. Garner JS, Emori TG, Haley RW. Operating room practices for the control of
infection in U.S. hospitals, October 1976-July 1977. Surg Gynecol Obstet
1982;155:873-80.
25. Lidwell OM, Lowbury EJL, Whyte W, Blowers R, Stanley SJ, Lowe D. Effect of
ultraclean air in operating rooms on deep sepsis in the joint after total hip or knee
replacement: a randomized study. Br Med J 1982;285: 10-14.
26. Meers PD. Ventilation in operating rooms. Br Med J 1983;286:244-45.
27. Lidwell OM. The cost implications of clean air systems and antibiotic prophylaxis
in operations for total joint replacement. Infect Control 1984;5:36-7.
28. Fitzgerald RH, Nolan DR, Ilstrup DM, VanScoy RE, Washington JA, Coventry
MB. Deep wound sepsis following total hip arthroplasty. J Bone Joint Surg
1977;59A:847-55.
29. Fitzgerald RH, Bechtol CO, Eftekhar N, Nelson JP. Reduction of deep sepsis after
total hip arthroplasty. Arch Surg 1979;114:803-4.
30. Fitzgerald RH. Microbiologic environment of the conventional operating room.
Arch Surg 1979;114:772-75.
31. Collis DK, Steinhaus K. Total hip replacement without deep infection in a
standard operating room. J Bone Joint Surg 1976;58A:446-50.
32. Schwartz JT, Saunders DE. Microbial penetration of surgical gown materials.
Surg Gynecol Obstet 1980;150:507-12.
33. Moylan JA, Kennedy BV. The importance of gown and drape barriers in the
prevention of wound infection. Surg Gynecol Obstet 1980;151:465-70.
34. Laufman H, Eudy WW, Vandernoot AM, Liu D, Harris CA. Strike-through of
moist contamination by woven and nonwoven surgical materials. Ann Surg
1975;181:857-62.
35. Hambraeus A, Malmborg AS. The influence of different footwear on floor
contamination. Scand J Infect Dis 1979;11:243-6.
36. Laufman H. Surgical hazard control: effect of architecture and engineering. Arch
Surg 1973;107:552-9.
37. McIlrath DC, Van Heerden J, Edis AJ. Closure of abdominal incisions with
subcutaneous catheters. Surgery 1976;4:4112-6.
38. van der Linden W, Gedda S, Edlund G. Randomized trial of drainage after
cholecystectomy: suction versus static drainage through a main wound versus a
stab incision. Am J Surg 1981;141:289-94.
39. Verrier ED, Bossart KJ, Heer FW. Reduction of infection rates in abdominal
incisions by delayed wound closure techniques. Am J Surg 1979;138:22-8.
40. Antimicrobial prophylaxis for surgery. Med Lett Drugs Ther 1983;25: 113-16.
41. Conte JE, Jacob LS, Polk HC. Antibiotic prophylaxis in surgery. Philadelphia: J B
Lippincott, 1984:196.
42. Gorbach SL, Bartlett JG, Nichols RL. Manual of surgical infections. Boston:
Little, Brown and Co., 1984:405.
POINT OF CONTACT FOR THIS DOCUMENT:
To request a copy of this document or for questions concerning this document, please
contact the person or office listed below. If requesting a document, please specify the
complete name of the document as well as the address to which you would like it mailed.
Note that if a name is listed with the address below, you may wish to contact this person
via CDC WONDER/PC e-mail.
HOSPITAL INFECTIONS PROGRAM
CDC/NCID/HIP MS E-69
1600 Clifton Rd. N.E.
Atlanta, GA 30333
CDC WONDER
CDC WONDER Home | Utilities | Help | Contact Us
GEOTEXTILE PRODUCTS
Non-Woven and Woven Geotextiles
Nonwoven Geotextiles are needle punched, comprised of
polypropylene fibers and are used in a wide range of applications such as:
Subsurface Drainage & Erosion Control
Nonwoven geotextiles are a proven benefit to your project. Our lightweight, mediumweight
and heavyweight nonwoven geotextiles prove to be excellent filters, allowing subsurface
water to pass into the drainage core while preventing adjacent soil from clogging the
system. When properly selected, Nonwoven geotextiles are effective in most all soils,
particularly in environments where silt and clay are prominent.
Nonwoven geotextile is used in applications including separation, filtration and protection
applications. Lightweight nonwovens are used predominantly in subsurface drainage
applications along highways, within embankments, under airfields and athletic fields.
Heavyweight nonwovens are used in critical subsurface drainage systems, soil separation,
permanent erosion control, and geomembrane liner protection within landfills. These
geotextiles provide the required strength and abrasion resistance to withstand installation
and application stresses to create an effective, long-term solution.
Blanket Drains
Pipe Joint Wrapping
Railroad Stabilization &
Roadway Separation
Use Nonwoven geotextile directly on a soft, saturated subgrade extends railway and road
life by preventing aggregate and ballast from punching into the subgrade and intermixing.
One type of Geotextile meets the American Association of State Highway Transportation
Official (AASHTO) M288-96 Class 3 standards and one type exceeds the requirements for
Class 1 textiles used in roadways. Several other heavy weight Nonwoven geotextiles meet
the American Railway Engineering & Maintenance Association (AREMA) requirements for
railroad stabilization.
Asphalt Overlays
Pavement nonwovens are specifically engineered for asphalt
overlays. Pavement type geotextiles are installed during
rehabilitation as a fabric interlayer between the old and new asphalt
layers in flexible pavement systems.
Because polypropylene has an affinity for petroleum products, tack
coats easily migrate into the fibers. This creates an inert, laminated
composite that has proven to extend roadway life an average of 3 to
7 years.
Geomembrane Protection in Landfills, Storage Tanks, Pits, & Ponds
Many properties of Nonwoven geotextiles are utilized, in one location or another, at waste
disposal facilities, demonstrating excellent chemical compatibility with various leachates.
Heavyweight nonwovens cushion and protect geomembranes from damage by sharp
objects, elevating puncture, impact and abrasion resistance. Nonwovens in excess of 600
gr/m2 (18 oz/yd 2) are also available for the most challenging projects.
Drainage Systems
When placed in intimate contact with a geonet or drainage stone, mediumweight
Nonwoven geotextiles can filter soil and waste material while allowing water and leachate
to pass through. An efficient design using only recommended Nonwoven geotextiles can
provide proper leachate management in new cells and rapid surface water collection and
removal in closure plans.
Gas Venting
Heavyweight Nonwoven geotextiles provide collection and lateral transmission of liquids
and gases that may build up beneath flexible geomembranes used in the closure and
capping of waste facilities.
Woven Geotextile is made by extruding and slitting a
polypropylene film. The manufacturing process weaves individual
yarns into geotextiles featuring high tensile strengths and low
elongations (high tensile modulus).
Woven Geotextile is generally used for:
Reinforcement & Separation
Depending upon the actual strength of the subgrade, woven geotextiles have the ability to
perform several different functions which range from Reinforcement on weak subgrades
(CBR<3%) to Separation firm foundation soils (CBR>8%). As expected, weaker
subgrades demand stronger woven geotextile twill for high tensile strength and superior
hydraulic properties. For any application where long-term designs of earth reinforcement
structures are involved, woven polypropylene geotextiles are a logical choice. Because of
the flexibility and versatility, woven geotextiles are used in a variety of applications
including retaining walls, embankments on soft foundations, steepened slopes, and soil
stabilization for road and rail construction. Environmental applications include liner
support, voids bridging, and reinforcement over soft, hazardous pond closures.
Unpaved Roadways
Woven geotextiles help save on aggregate placement and repair costs associated with the
constructing and maintaining of unpaved roadways. Characterized by soft subgrades, high
traffic loads and large deformation tolerances, typical unpaved roads often require
upkeep. A soft subgrade covered with the appropriate woven geotextile stabilizes an
access or haul road by spreading applied loads over a wider foundation, reducing rut
depths and preventing aggregate contamination. This in turn reduces maintenance costs,
improves the roadway life and permits unrestricted flow of traffic.
Paved Roadways
Woven geotextiles are an inexpensive way of extending the life of paved roadways and
parking lots. Since subgrade contamination is the leading cause of pavement failure,
highway engineers typically thicken aggregate layers using sacrificial aggregate of offset
the expected losses. By unrolling a high modulus woven geotextile directly on the
subgrade during construction, aggregate is permanently separated from finer soils below.
This prevents intrusion of the subgrade into aggregate and improves the subsurface
drainage of roadways. Even when heavy truck traffic pounds the pavement, a woven
geotextile allows aggregate layers to maintain their original design thickness.
Sediment Control
Woven Geotextiles can be fastened to posts and then installed to form a silt fence. They
also are effective in controlling sediment laden runoff from all types of construction sites.
These woven silt fence fabrics offer a unique combination of UV resistance, strength and
hydraulic properties.
Moisture Barrier Wovens
Specialty Fabric
This is a woven polyethylene fabric and polyethylene film laminated on both sides to form
a monolithic sheet. This is highly impermeable and is inert to biological and naturally
encountered chemicals, alkalis and acids. This product used in applications such as floor
slabs of heavy and light structures, road subgrade encapsulation, plant box liners, cutoff
drains, ditch, canal and channel liners.
Filterweave Wovens
Specialty Fabric
A woven fabric of monofilament and multifilament yarn construction that are highly UV
stabilized. Filterweave geotextiles have high strengths for durability and survivability;
consistent, measurable pore sizes; and high percent open area for long-term clogging
resistance and high flow rates. Highly specialized processes are used to produce this
product not possible with standard geotextiles woven or non-woven.
For erosion control and filtration applications such as rip rap, concrete revetment systems
along inland waterways, coastal shorelines, underneath armor systems, encapsulating
cut-off drains and collection systems surrounding landfills, within dams, adjacent to
roadways, leachate collection systems under landfills while maintaining long-term clogging
resistance and encapsulating edge drains for critical structures in problematic soils.
Geotextile can be sold in single pieces of on hand availability,
otherwise whole rolls are required.
Roll sizes range from
Drainage
Fabrics
Stabilization Pavement
& Filtration
Fabrics
Fabrics
Silt &
Barrier
Fencing*
Moisture
Barrier
Fabric
Filter
Weave
Wovens
Wovens
12.5' x 360'
15' x 360'
12.5' x 432' 6.25' x 360'
18' x 300' 10.5' x 360'
3' x 330'
3' x 100'
12' x 300'
12.5 x 300
12' x 300
15' x 300
15' x 300'
15' x 150'
12' x 300'
12.'5 x 360'
12.5' x 300' 14.5' x 360'
12.5' x 360'
18' x 250'
*(pallet 25 rolls and on hand available)
Last Updated
Geotextiles: Woven and Non-Woven -The use of
geotextiles is standard practice for much of the Civil
Engineering and Environmental communities.
Geotextiles combine a very low initial cost with highly
predictable long term performance.
Introduction | Advantages of Geotextiles | Soil
Stabilization | Erosion Control | Drainage | Waste
Management | Paving Applications
Introduction:
Geotextiles combine a very low initial cost with
highly predictable long term performance in soil
stabilization, erosion control, drainage, waste
management and paving applications. Geotextiles
are used to reinforce, filter, separate, cushion and
conduct planar flow in soil systems. In chip seal
and asphalt overlay applications, a nonwoven
geotextile functions as a stress reducer, a
waterproofing membrane and an aggregate binder
when used in conjunction with an asphalt based
binder material.
Advantages of Geotextiles:
Space Savings - Geotextiles occupy
significantly less volume than comparable
soil and aggregate layers.
Material Quality Control - Geotextiles
are manufactured under controlled factory
conditions which minimizes material
variation, while soil and aggregate are
proportioned at batch plants.
Construction Quality Control Geotextiles require limited connections,
while soil and aggregate layers are actually
constructed in place and therefore are
subject to variations caused by weather,
handling and placement.
Cost Effectiveness - Geotextiles are less
expensive to purchase, transport and install
that soils and aggregates.
Technical Superiority - Geotextiles have
bee engineered for optimum performance,
Erosion Control
Soil Stabilization
Drainage
Waste Management
Paving Applications
including greater strength, drainage
efficiency and clogging resistance than
soils and aggregates.
Soil Stabilization
The failure of an unpaved road system is often
caused by the contamination of high strength
aggregate materials by weaker subgrade materials.
This contamination occurs as a result of upward
pumping of subgrade materials by the applied live
loads. Introducing a geotextile into the system at
the aggregate/subgrade interface can assist in
maintaining the original aggregate thickness. In
very weak subgrade situations the geotextile must
reinforce as well as separate.
Erosion Control
Traditional methods of erosion control using
graded soil filters have combined high costs with
unpredictable performance. The use of geotextiles
in applications such as shoreline protection using
rip rap, behind retaining walls, or in channel lining
systems has proven to be highly cost effective in
reducing material loss and maintaining the
integrity of the structure.
Drainage
The poor performance of load bearing structures
such as road beds, retaining walls or building
foundations can often be traced to the presence of
subsurface water and the build up of pore water
pressure. Nonwoven geotextiles can assist in the
collection and removal of this potentially
damaging water. Geotextiles used at the native
soil/aggregate interface also protect the drainage
system from contamination by soil fines, while
permitting the free flow of water.
Waste Management
In applications where other geosynthetic products
are used in a waste containment liner system.
nonwoven geotextiles are employed to provide
protection to the various components of the liner
system, such as geomembranes or geonets. In
leachate or gas collection systems, geotextiles can
serve as the medium for the transmission of
accumulated leachate and gases. Geotextiles are
also used to provide separation between dissimilar
materials, such as drainage aggregate and clay in a
containment system while simultaneously
functioning as a filter.
Paving Applications
The use of a nonwoven geotextile in chip seal and
asphalt overlay applications has been proven to
extend the life of asphalt based pavements. The
asphalt impregnated fabric functions primarily as a
waterproofing membrane and asphalt binder thus
reducing the flow of surface water into the
subgrade.
Product specifications are available in both printed
and electronic formats. The specifications are
intended to provide the designer with a
comprehensive guideline for producing a
performance-oriented project specifications in
conformance with state-of-the-practice design
standards
For product spec click for the on-line catalogue
 0
0

No more boring flashcards learning!
Learn languages, math, history, economics, chemistry and more with free StudyLib Extension!
- Distribute all flashcards reviewing into small sessions
- Get inspired with a daily photo
- Import sets from Anki, Quizlet, etc
- Add Active Recall to your learning and get higher grades!
Related documents





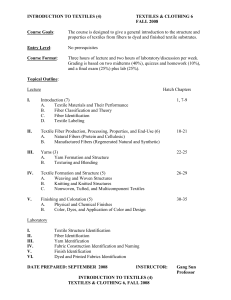
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users