PETERSON_Peterson A Bayesian Approach to the ICH Q8 Design Space.ppt
advertisement

A Bayesian Approach to the ICH Q8 Definition of Design Space
2008 Graybill Conference, Fort Collins, Co.
June 11th-13th, 2008
John J. Peterson
Senior Director, Research Statistics Unit
GlaxoSmithKline Pharmaceuticals
john.peterson@gsk.com
Graphically accessible
Historical information (hard or soft) can be
used
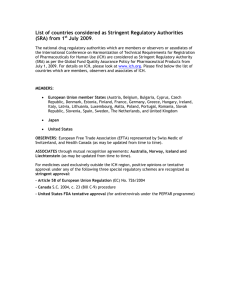
Posterior Predicted Reliability with MA, Temp*Catalyst by Pressure*Rxntime, sim: n=1, lambda=0.0
Temp=20 to 70, Catalyst=2 to 12, Pressure=60, Rxntime=3.0
Rxntime
Pressure
70
0.7
0.6
60
0.5
50
Temp
0.4
0.3
40
Temp
Pressure
Catalyst
Rxntime
Joint
Prob
SM
Isomer
Prob
Prod
Isomer
Prob
Impurity
Prob
35
60
6
3
0.752
1
0.9985
0.8435
0.79
32.5
60
7
3
0.743
1
0.9995
0.7875
0.8295
37.5
60
6
3
0.7375
0.9995
0.9995
0.7855
0.8255
32.5
60
6.5
3
0.737
1
0.9975
0.821
0.7845
30
60
7.5
3
0.7335
1
0.9995
0.7775
0.8175
37.5
60
6.5
3
0.725
1
1
0.7485
35
60
6.5
3
0.7225
1
1
0.77
0.812
32.5
60
6
3
0.7195
1
0.9955
0.864
0.7415
30
60
7
3
0.717
1
0.999
0.8075
32.5
60
7.5
3
0.716
1
1
0.734
0.859
37.5
60
5.5
3
0.7145
1
0.993
0.8065
0.7565
35
60
7
3
0.712
1
1
0.731
0.8555
Purity
Prob
0.845
0.759
0.2
30
0.1
0.0
20
2
4
6
8
Catalyst
10
12
1
ICH Q8 Definition of Design Space
The ICH Q8 FDA Guidance for Industry defines "Design Space" as:
"The multidimensional combination and interaction of input variables
(e.g. material attributes) and process parameters that have been
demonstrated to provide assurance of quality.“
Further more….
“Working within the Design Space is not considered as a change. Movement
out of the Design Space is considered to be a change and would normally
initiate a post regulatory approval change process. Design Space is
proposed by the applicant and is subject to regulatory assessment and
approval”.
2
ICH Q8 Definition of Design Space
The ICH Q8 FDA Guidance for Industry defines "Design Space" as:
"The multidimensional combination and interaction of input variables
(e.g. material attributes) and process parameters that have been
demonstrated to provide assurance of quality.“
3
ICH Q8 Definition of Design Space
The ICH Q8 FDA Guidance for Industry defines "Design Space" as:
"The multidimensional combination and interaction of input variables
(e.g. material attributes) and process parameters that have been
demonstrated to provide assurance of quality.“
•
Three key concepts:
1. Measurement
For example: controllable factors, input material attributes,
in-process measurements, quality response measurements.
4
ICH Q8 Definition of Design Space
The ICH Q8 FDA Guidance for Industry defines "Design Space" as:
"The multidimensional combination and interaction of input variables
(e.g. material attributes) and process parameters that have been
demonstrated to provide assurance of quality.“
•
Three key concepts:
1. Measurement
For example: controllable factors, input material attributes,
in-process measurements, quality response measurements.
2. Prediction
- Models to relate the measurements to the relevant quality responses.
These need to be compared to specifications for quality.
- Need to be able to predict means AND variances of responses.
5
ICH Q8 Definition of Design Space
The ICH Q8 FDA Guidance for Industry defines "Design Space" as:
"The multidimensional combination and interaction of input variables
(e.g. material attributes) and process parameters that have been
demonstrated to provide assurance of quality.“
•
Three key concepts:
1. Measurement
For example: controllable factors, input material attributes,
in-process measurements, quality response measurements.
2. Prediction
- Models to relate the predictive measurements to the quality responses.
These need to be compared to specifications for quality.
- Need to be able to predict means AND variances of quality responses.
3. Reliability
To quantify “How much assurance?”
•
•
The QbD-oriented guidance (PAT, ICH Q8, Q9, Q10, etc) is inundated with the words
“risk” and “risk-based”.)
See presentation by H. Gregg Claycamp (CDER), “Room for Probability in ICH Q9”
6
Measurements
Input material measurements
(W1, W2, …)
A Generic Process (or Unit Operation)
In-process measurements
(Z1, Z2, …) heat transfer, NIR
Control Factors/Parameters
responses
(F1, F2, …)
(Y1, Y2,…)
• Responses have specification limits which define Quality: { AiL < Yi < AiU }
• Vector of predictive variables, x = (f,w,z)
7
Prediction Models
The Standard Multivariate
Regression Model
The Seemingly Unrelated
Regressions model
x 1 e1
1
Y1 z
Y r zr x r er
Y 1 z x 1 e1
Y r z x r er
Other models?
e.g. Nonlinear, PLS,
Wavelets, etc.
x = (x1,…xk) vector of predictive variables
r = no. of response types.
Y Y1 ,...,Yr vector of responses relevant to quality
e e1 ,...,er vector of residuals, Var e
Fitted models give us predicted responses, i.e. Yˆ x ' s , but we need to
know the variances of the Yˆ x ' s also to assess risk.
8
Reliability Model
How much assurance do we have of meeting specifications?
Consider
If we knew
Pr Y A| x , β , .
β and we could define a Design Space as
DS x : Pr Y A| x, β , R
for some reliability level R.
From a Bayesian perspective one could consider the posterior
expectation:
Pr Y A| x , data E β , | x ,data Pr Y A| x , β ,
to obtain the Bayesian Design Space: x : Pr Y A | x, data R
9
Aside….what is a posterior predictive distribution?
• A posterior predictive distribution is used to compute Pr Y A| x ,data .
• If f y | x, β, is the pdf for Y , then g(y | x, data) is the posterior predictive
pdf with g y | x,data f y | x, β , p β , | data dβd ,
where p β , | data is the posterior distribution of and .
•
So Pr Y A | x ,data g y | x ,data
A
f y | x, β , p β , | data dβd dy
A
f y | x, β , p β , | data dydβd
A
f y | x, β , dy p β , | data dβd
A
E β , |data Pr Y A | x, β.
10
How is Pr Y A| x ,data Computed?
• In most situations, Markov Chain Monte Carlo techniques will be used to
compute Pr Y A| x ,data .
p β , | data
β , ,..., β
1
1
10,000
,
10,000
1
1
10 ,000 10 ,000
f y | x , β , ,..., f y | x , β
,
Y ,……………...., Y 10,000
1
I Y A ,......., I Y
1
10,000
A
Pr Y A| x ,data .
11
Design Space
From a Bayesian perspective one could consider the posterior
expectation:
Pr Y A| x , data E β , | x ,data Pr Y A| x , β ,
• Computationally, Pr Y A| x ,data
is straightforward to compute
using MCMC.
• Experiments with multiple batches, split plots, missing data, noise variables
and even heavy-tailed residual distributions can be handled with MCMC.
• In theory it is also possible to handle latent variable models that may be
needed for “functional data” from in-process measurements (e.g. Bayesian
PLS, Wavelets, etc.)
• The classical multiple response surface approaches found in Design Expert,
JMP, Statistica, etc. fall short of providing a good reliability models!
12
ICH Q8 Annex: Design space can be determined from the common region of successful
operating ranges for multiple CQA’s. The relations of two CQA’s, i.e., friability and
dissolution, to two parameters are shown in Figures 2a and 2b. Figure 2c shows the
overlap of these regions and the maximum ranges of the potential design space.
Taken from the
ICH Q8 Annex.
(August 2007)
What do these contours
represent? Mean
response surfaces?
This overlay plot does
not quantify “How much
assurance?”!
13
Taken from PQLI* Design Space
by Lepore and Spavins (J. of Pharm. Innovation, 2008)
*PQLI = Pharmaceutical Quality Lifecycle Implementation
What do these contours
represent? Mean
response surfaces?
(The paper does not say.)
This overlay plot does
not quantify “How much
assurance?”!
14
Overlapping Means vs. Bayesian Reliability Approach to Design Space:
An Example – due to Greg Stockdale, GSK.
Example: An intermediate stage of a multi-stage route of manufacture for an
Active Pharmaceutical Ingredient (API).
Measurements:
• Four controllable quality factors (x’s) were used in a designed experiment.
(x1=‘catalyst’, x2= ‘temperature’, x3=‘pressure’, x4=‘run time’.)
• A (face centered) Central Composite Design (CCD) was employed.
(It was a Full Factorial (30 runs), with no aliasing.)
• Four quality-related response variables, Y ’s, were measured.
(These were three side products and purity measure for the final API.)
Y1= ‘Starting material Isomer’, Y2=‘Product Isomer’, Y3=‘Impurity #1 Level’,
Y4=‘Overall Purity measure’
•
Quality Specification limits: Y1<=0.15%, Y2<=2%, Y3<=3.5%, Y4>=95%.
Multidimensional Acceptance region,
A [0,0.0015] [0,0.02] [0,0.035] [0.95,1]
15
Overlapping Means vs. Bayesian Reliability Approach to Design Space:
An Example – due to Greg Stockdale, GSK.
Model Terms
Prediction Models:
Response
x1
SM Isomer
D
Prod Isomer
x2
D
x3
x4
D
D
D
D
D
Impurity
D
D
Purity
D
D
x11
x22
x33
x44
D
D
D
D
x12
x13
x14
x23
x24
x34
D
D
D
D
Temperature = x1 Pressure = x2 Catalyst Amount = x3 Reaction time = x4
16
An Overlapping means approach to Design Space for an
Active Pharmaceutical Ingredient (API)
The Design Space is the “Sweet Spot” Highlighted in Yellow below
Design-Expert® Software
Original Scale
Overlay Plot
Overlay Plot
70.00
SM Isomer: 0.0015
65.00
X1 = C: Catalyst
X2 = A: T emperature
Actual Factors
B: Pressure = 60.00
D: Rxntime = 3.00
60.00
55.00
A: Temperature
Conversion
SM Isomer
Prod Isomer
Impurity
PAR
Design Points
PAR: 0.95
50.00
45.00
Impurity : 0.035
40.00
Prod Isomer: 0.02
35.00
30.00
The so-called “sweet spot”
highlighted in yellow
25.00
20.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
C: Catalys t
9.00
10.00
11.00
12.00
17
Why is the “sweet spot” not so sweet?
If the mean of Y at a point x is less than an upper bound, u,
then all that guarantees is that Pr Y u | x 0.5
(For Pr l Y u | x there is no guarantee that Pr l Y u | x 0.5)
Y u1 and Y u. 2 If Y1 and Y2 were independent,
1
2
then all that is guaranteed is that Pr Y u , Y u | x 0.25
1
1 2
2
Suppose
For k independent Yi’s the situation becomes:
Pr Y1 u1 ,....,Yk u k | x 0.5 k
If Y1 and Y2 are positively correlated then it may be easier to find
x-points to make Pr Y u , Y u | x large. Likewise, if Y1 and Y2
1
1 2
2
are negatively correlated (for each x) then it may be more difficult.
Note: Corr(Y3, Y4 | x) is about -0.8 for the API experiment.
18
Why is a multivariate reliability approach needed?
(Accounting for correlation among the responses…a simple example)
•
Suppose we have a process with four key responses, Y1, Y2, Y3, Y4
•
For simplicity, let’s assume that Y Y1 , Y2 , Y3 , Y4 ~ N 0,
•
Let A ,1 ,1 ,1 ,1
•
Consider Pr Y A
If = I , then Pr Y A 0.50
1 0.9 0.9 0.9
But if
0.9 1 0.9 0.9 then Pr Y A 0.75
0.9 0.9 1 0.9
0.9 0.9 0.9 1
1
-0.318812
and if
-0.289382
-0.199902
-0.318812
-0.289382
1
-0.392855
-0.392855
-0.356863
1
-0.29417
-0.199902
-0.356863
then Pr Y A 0.42
-0.29417
1
19
Overlapping Means vs. Bayesian Reliability Approach to Design Space:
An Example
Overlapping Mean Response Surface Approach –
• Can be computed using SAS/JMP, Design Expert, Minitab, etc.
•
The “sweet spot” region is determined by the overlapping mean response
surfaces that are all simultaneously within their specification limits.
• However the overlapping mean response approach:
(i) Does not take into account the model parameter uncertainty
(ii) Does not provide a measure of assurance to say “How likely it is
that future responses will meet their specifications.”
(iii) Does not take into account the correlation structure of the multivariate
distribution of future responses.
•
Thus the overlapping means approach does not address the question
begged by the ICH Q8 definition of Design Space…namely, “How much
assurance do we have of meeting process quality specifications?”
20
Overlapping Means vs. Bayesian Reliability Approach to Design Space:
An Example
A Bayesian Reliability Response Surface Approach –
• A posterior predictive approach:
(i) Takes into account the model parameter uncertainty
(ii) Provides a measure of assurance to say “How likely it is
that future responses will meet their specifications.”
(iii) Takes into account the correlation structure of the multivariate
distribution of future responses.
•
Thus the Posterior predictive approach addresses the question
begged by the ICH Q8 definition of Design Space…namely, “How much
assurance do we have of meeting process quality specifications?”
•
Both graphical and tabular approaches can be used with the posterior
predictive approach to better understand the resulting Design Space.
21
A Bayesian Reliability Approach to Design Space:
API Example
A posterior Predictive Response Surface Approach –
• How likely is it that a future multivariate response will meet specifications for a
factor configuration in the sweet spot?
•
Consider the posterior predictive probability p(x)=Pr (Y is in A | x, data).
•
Here, Y is assumed to have a multivariate normal distribution. A is the
multidimensional acceptance region. The standard noninformative prior for and
is used, β ,
r 1 /2
, where r = 4, the number of response types.
• Pr (Y is in A | x, data) is computed using Gibbs Sampling, one of the Markov
Chain Monte Carlo (MCMC) simulation methods.
•
The largest probability of meeting specifications is only about 0.75.
- This is corresponds to the best p(x) value within the yellow “sweet spot” of overlapping
mean response surfaces. The worst p(x) value in the “sweet spot” is only 0.23 !
22
Design Space Table of Computed Reliabilities1
for the API (sorted by joint probability2)
Note that the largest probability of meeting specifications is only about 0.75
SM
Isomer
Prob
Prod
Isomer
Prob
Impurity
Prob
Purity
Prob
Temp
Pressure
Catalyst
Rxntime
Joint
Prob
35
60
6
3
0.752
1
0.9985
0.8435
0.79
32.5
60
7
3
0.743
1
0.9995
0.7875
0.8295
37.5
60
6
3
0.7375
0.9995
0.9995
0.7855
0.8255
3
0.737
1
0.9975
0.821
0.7845
3
0.7335
1
0.9995
0.7775
0.8175
Optimal
Reaction
60
6.5
Conditions
30
60
7.5
32.5
37.5
60
6.5
3
0.725
1
1
0.7485
0.845
35
60
6.5
3
0.7225
1
1
0.77
0.812
32.5
60
6
3
0.7195
1
0.9955
0.864
0.7415
30
60
7
3
0.717
1
0.999
0.8075
0.759
32.5
60
7.5
3
0.716
1
1
0.734
0.859
37.5
60
5.5
3
0.7145
1
0.993
0.8065
0.7565
35
60
7
3
0.712
1
1
0.731
0.8555
[1] This is only a small portion of the Monte Carlo output.
[2] values were computed using SAS IML
Marginal Probabilities
23
Overlapping Mean
Contours from
analysis of each
response
individually.
Design-Expert® Software
Original Scale
Overlay Plot
Overlay Plot
70.00
SM Isomer: 0.0015
65.00
X1 = C: Catalyst
X2 = A: T emperature
Actual Factors
B: Pressure = 60.00
D: Rxntime = 3.00
60.00
This x-point (in the yellow sweet spot)
has only a probability of 0.75 .
55.00
A: Temperature
Conversion
SM Isomer
Prod Isomer
Impurity
PAR
Design Points
PAR: 0.95
50.00
45.00
Impurity : 0.035
40.00
Prod Isomer: 0.02
35.00
But this x-point (in the yellow sweet spot)
has a probability of only 0.23 !
30.00
25.00
20.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00
11.00
12.00
C: Catalys t
Posterior Predicted Reliability with
Temp=20 to 70, Catalyst=2 to 12, Pressure=60, Rxntime=3.0
Rxntime
Pressure
70
x such that Prob(Y is in A | x, data) 1
0.7
0.6
60
= Design Space
50
x2=
0.4
Temp
Contour plot
of p(x) equal to
Prob (Y is in A
given x & data).
0.5
0.3
40
0.2
30
0.1
The region inside the
red ellipse is the
design space.
0.0
20
2
4
6
x1=
8
Catalyst
10
12
24
Posterior Predicted Reliability, Temp*Catalyst by Pressure*Rxntime, sim: n=1, lambda=0.0
Temp=20 to 70, Catalyst=2 to 12, Pressure=40 to 70, Rxntime=2.5 to 3.5
2
Rxntime
Pressure
Temp
60
40
20
4
6
8
10
12
2
Rxntime
Pressure
Rxntime
Pressure
4
6
8
10
12
0.8
Rxntime
Pressure
0.7
Rxntime
Pressure
60
40
20
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
Rxntime
Pressure
60
40
20
0.6
60
40
20
0.5
0.4
0.3
60
40
20
0.2
0.1
0.0
2
4
6
8
Greg Stockdale
10
12
2
4
6
8
10
12
Catalyst
25
A Question for the Audience
Question…. “How large should R be to calibrate
the Design Space: x : Pr Y A | x,data R ?"
Note: “Based upon some historical precedents (e.g. three
out of three successful manufacturing validation runs), some
deductions about a value of R can be made”
“Three consecutive successful batches has become the
de facto industry practice, although this number is
not specified in the FDA guidance documents.”
Schneider, Huhn, and Cini, (2006), PAT Insider Magazine, April issue.
26
“How large should R be to calibrate the Design Space?”
• Suppose that Z ~ Bernoulli(p) and that p has a beta prior, Beta(a,b).
• Consider the likelihood based on 3Bernoulli trials, L z , z , z
1
2
3
| p .
• Consider Z 1 " success " Pr(Y A)
• Let
•
s z1 z2 z3 . Then p has a beta posterior distribution Beta(s+a, 3-s+b).
The posterior predictive distribution of new Z is beta-binomial and
sa
Pr Z 1| data
3 a b
• For a uniform prior on [0,1], i.e. Beta(1,1), and s=3 (out of 3 trials) we get:
Pr Z 1| data 0.8
• So is R=0.8 a reasonable value with which to calibrate a Design Space?
DS x : Pr Y A | x,data R
27
“How large should R be to calibrate the Design Space?”
x : Pr Y A | x,data R
• If R=0.8 is not large enough (e.g. we want R=0.95, say), but some
manufacturing processes have been approved, based upon 3 out of 3
successfully manufactured batches, what does this mean?
•
Clearly, some prior information must have been utilized.
•
Consider a beta prior Beta(a,b) with a=16, b=1. Then for 3 out of 3 successes:
Pr Z 1| data 0.95
•
What does a beta prior distribution with a=16, b=1 look like?
Beta Density Function (a =16, b =1)
16
14
12
10
8
6
4
2
0
-2
0
0.2
0.4
0.6
p
0.8
1
The 5th percentile is 0.83
28
“How large should R be to calibrate the Design Space?”
x : Pr Y A | x,data R
Based on historical precedent….
• This deduction implies that either:
R=0.8 is an
acceptable de facto lower bound for calculating a
Design Space.
OR
• Strong prior information should be allowed in the
calibration of a Design Space.
29
The Flexibility Offered by a Bayesian Approach to Design Space
•
A “pre-posterior analysis” can be performed to identify where additional
information may be needed to improve design space calibration (by
reducing model parameter uncertainty).
•
Noise variables are easily incorporated so that “robust parameter design”
optimization can be done. (This is important for multistage processes.)
•
Can accommodate small amounts of missing data in a straightforward
fashion.
•
The Bayesian approach can handle mixed-effect models in a
straightforward manner. This has useful applications for split-plot designs
and (random) batch effects.
•
The Bayesian approach can also be adapted to nonlinear mechanistic
models.
30
Challenges to Constructing the ICH Q8 Design Space
Summary
The challenges….my opinion….
• Getting clients to recognize the key elements of MPR:
Measurements, Prediction model, Reliability Model,
particularly the importance of a reliability model to
quantify “How much assurance?”
• Computational issues.
These can be solved with sufficient
effort. The Bayesian approach provides a unifying paradigm.
31
From the ICH Q8 Annex: (my highlights in red)
An enhanced quality by design approach to product development would
additionally include the following elements:
• A systematic evaluation, understanding and refining of the formulation and
manufacturing process, including:
• Identifying, through e.g., prior knowledge, experimentation, and risk
assessment, the material attributes and process parameters that can
have an effect on product CQAs;
• Determining the functional relationships that link material attributes
and process parameters to product CQAs.
• Using the enhanced process understanding in combination with quality risk
management to establish an appropriate control strategy which can, for
example, include a proposal for design space(s) and/or real-time release.
The Bayesian approach can address the concerns of ICH Q8 in a coherent,
unifying manner.
32
Acknowledgements
• Gregory Stockdale
•
Aili Cheng
• Tim Schofield
•
Paul McAllister
•
Michael Denham
•
Gillian Amphlett
•
Mohammad Yahyah
•
Kevin Lief
•
Val Fedorov
•
Darryl Downing
33
References
Claycamp, H. G. (2008), “Room for Probability in ICH Q9: Quality Risk Management“, presented at the
Pharmaceutical Statistics 2008: Confronting Controversy conference., March 2008, Arlington, VA.
(sponsored by the Institute of Validation Technology).
ICH Q8 (2006), “Guidance for Industry Q8 Pharmaceutical Development”.
ICH Q8 (2007), “Pharmaceutical Development Annex to Q8”
Miró-Quesada, G., del Castillo, E., and Peterson, J. J. (2004), “A Bayesian Approach to for Multiple
Response Surface Optimization with Noise Variables”, Journal of Applied Statistics, 31, 251-270.
Peterson, J. J. (2004), “A Posterior Approach to Multiple Response Surface Optimization, Journal of
Quality Technology,
Peterson, J. J. (2007) “A Bayesian Approach to the ICH Q8 Definition of Design Space”. Proceedings
of The American Statistical Association, Biopharmaceutical Section. (Also to appear in the Journal of
Biopharmaceutical Statistics in fall 2008.)
Peterson, J. J. (2008). “A Bayesian Reliability Approach to Multiple Response Surface Optimization with
Seemingly Unrelated Regressions Models”, Quality Technology and Quantitative Management, (to
appear).
Stockdale, G. and Chen, A. (2008), “Finding Design Space and Reliable Operating Region using a
Multivariate Bayesian Approach with Experimental Design”, Quality Technology and Quantitative
Management, (to appear).
If you are interested in a copy of the slides send e-mail to: john.peterson@gsk.com
34