Manufacturing Machines - model paper I
advertisement

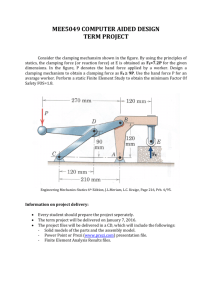
Model Question Paper - I Manufacturing Machines (ETME – 206) Prepared by: Dr. Mohit Singh Mrs. Alka Sharma Note: Attempt any five questions including Q.No. 1 which is compulsory. Q.1 (a) Explain the principle of shaper Machine. (b) Write the classification of Machine Tools. (c) Describe the taper turning process by compound slide. (d) Discuss types of clamps. (e) Discuss Principle of Milling Machine. Ans. 1 (a) Principle of Shaper Machine (b) Classification of Machine Tools (5x5) (c) Taper Turning Method by compound Slide (d) Types of clamps Heel Clamp The simple form of a heel clamp is shown in Figure 4.9. Rotation of the clamp in clockwise direction is prevented and it is allowed in anticlockwise direction. For releasing the workpiece the clamping nut is unscrewed. The free movement in anticlockwise direction takes place before un-securing the nut to release the workpiece. Bridge Clamp The bridge clamp is illustrated in Figure 4.10. It applies more clamping pressure as compared to heel clamp. The clamping pressure experienced by the workpiece depends on the distances „x‟ and „y‟ marked in the Figure 4.10. To release the workpiece the nut named as clamping nut is unscrewed. The spring lifts the lever to release the workpiece. Edge Clamp or Side Clamp A side clamp is also known as edge clamp. In this case the surface to be machined is always clamped above the clamping device. This clamping device is recommended for fixed length workpiece. The clamping device is illustrated in Figure 4.11. Releasing and clamping of the workpiece can be accomplished by unscrewing and screwing of the clamping nut respectively. Screw Clamp The screw clamp is illustrated in Figure 4.12. It is also known as clamp screw. This clamping apply pressure directly on the side faces of the workpiece. There is a floating pad at their end to serve the following purposes : (a) It prevents displacement of workpiece and slip. (b) It prevents denting of clamping area of workpiece. (c) The available cushion prevents deflection of screw. In addition to the above there are some disadvantages associated with this method. The clamping pressure largely depends on the workpiece, it varies from one workpiece to other. It is more time consuming and more efforts are required. Latch Clamp Latch clamps are used to clamp the workpiece, the clamping system is normally locked with the help of a latch provided. To unload the workpiece the tail end of the latch is pushed that causes the leaf to swung open, so releasing the workpiece. Here time consumed in loading and unloading is very less as no screw is tightened but clamping pressure is not so high as in other clamping devices. Life of this type of clamping device is small. Equalizing Clamps Equalizing clamp is illustrated in Figure 4.13. It is recommended to apply equal pressure on the two faces of the work. The pressure applied can be varied by tightened or loosening the screw provided for the purpose. Power Driven Clamping Light duty clamps are used manually because small power is required to operate these clamps. Hand clamping leads to application of variable pressure, operator‟s fatigue and more time consumed. The power driven clamping over comes the above mentioned problems of hand clamping. Power clamps are operated on the base of hydraulic or pneumatic power. Power clamps are high pressure clamping, these are quick acting, easily controllable, reliable and less time consuming. (e) Principle of Milling Machine The workpiece is holding on the worktable of the machine. The table movement controls the feed of workpiece against the rotating cutter. The cutter is mounted on a spindle or arbor and revolves at high speed. Except for rotation the cutter has no other motion. As the workpiece advances, the cutter teeth remove the metal from the surface of workpiece and the desired shape is produced. Q.2 (a) Ans. 2 (a) Draw the block diagram of a horizontal milling machine and explain briefly its various parts. (6.5) Horizontal Milling Machine 1. Base: It gives support and rigidity to the machine and also acts as a reservoir for the cutting fluids. 2. Column: The column is the main supporting frame mounted vertically on the base. The column is box shaped, heavily ribbed inside and houses all the driving mechanisms for the spindle and table feed. 3. Knee: The knee is a rigid casting mounted on the front face of the column. The knee moves vertically along the guide ways and this movement enables to adjust the distance between the cutter and the job mounted on the table. The adjustment is obtained manually or automatically by operating the elevating screw provided below the knee. 4. Saddle: The saddle rests on the knee and constitutes the intermediate part between the knee and the table. The saddle moves transversely, i.e., crosswise (in or out) on guide ways provided on the knee. 5. Table: The table rests on guide ways in the saddle and provides support to the work. The table is made of cast iron, its top surface is accurately machined and carriers T-slots which accommodate the clamping bolt for fixing the work. The worktable and hence the job fitted on it is given motions in three directions: a). Vertical (up and down) movement provided by raising or lowering the knee. b). Cross (in or out) or transverse motion provided by moving the saddle in relation to knee. c). Longitudinal (back and forth) motion provided by hand wheel fitted on the side of feed screw. In addition to the above motions, the table of a universal milling machine can be swiveled 45° to either side of the centre line and thus fed at an angle to the spindle. 6. Overarm: The Overarm is mounted at the top of the column and is guided in perfect alignment by the machined surfaces. The Overarm is the support for the arbor. 7. Arbor support: The arbor support is fitted to the Overarm and can be clamped at any location on the Overarm. Its function is to align and support various arbors. The arbor is a machined shaft that holds and drives the cutters. 8. Elevating screw: The upward and downward movement to the knee and the table is given by the elevating screw that is operated by hand or an automatic feed. Q.2 (b) Define Indexing? Index for 69 divisions and explain the steps. (6) Ans. 2(b) Indexing is the operation of dividing the periphery of a workpiece into any number of equal parts. For example if we want to make a hexagonal bolt. Head of the bolt is given hexagonal shape. We do indexing to divide circular workpiece into six equal parts and then all the six parts are milled to an identical flat surface. If we want to cut „n‟ number of teeth in a gear blank. The circumference of gear blank is divided into „n‟ number of equal parts and teeth are made by milling operation one by one. The main component used in indexing operation is universal dividing head. Index for 69 divisions Follow the steps given below: (a) Factor the divisions to be make (69 = 3 x 23) N = 69. (b) Select two hole circles at random (These are 27 and 33 in this case, both of the hole circles should be from same plate). (c) Subtract smaller number of holes from larger number and factor it as (33 – 27 = 6 = 2 x 3). (d) Factor the number of turns of the crank required for one revolution of the spindle (40). Also factorize the selected hole circles. (e) Place the factors of N and difference above the horizontal line and factors of 40 and selected both the hole circles below the horizontal line as given below. Cancel the common values. (f) If all the factors above the line are cancelled by those which are below the line, then the selected hole circles can be used for indexing otherwise select another two hole circles. In this case there is need to select another hole circles. Let us select 23 and 33 this time and repeat the step 5 as indicated below. (Difference of hole circle values) Encircled numbers below the line are the left out numbers after canceling the common factors. All the factors above the horizontal line are cancelled so selected hole circles with 22 and 33 holes can used for indexing. (g) Following formula is used for indexing: In this formula N1 = 23 and N2 = 33 (N1 is always given smaller value out of two). (h) Multiply all the remaining factors below the line as . The formula above will turn to 2 x 2 x 11 = 44. The formula above will turn to We will neglect the +ve sign. The –ve sign indicates backward movement. Action For indexing of 69 divisions, the indexing crank should be moved by 21 holes circle in forward direction and then crank along with the plate are moved by 11 holes in 33 hole circle is reversed (backward) direction. Q.3 (a) Explain the whitworth Quick return Mechanism for shaper machine. Ans 3(a) (6.5) Whitworth quick return mechanism The above diagram shows the mechanism as used on the apparatus. Link 1 on the top diagram is extended to point A. Attached to point A is another link with a pivot. The other end of this link terminates in a slider. In a machine tool where this mechanism is used the cutting tool is attached to this slider. The link POA rotates about O. The mechanism is driven by crank PC which rotates about C with constant velocity. The slider at P slides along POA as the crank is turned. Its path is shown by the dashed circle, centered on C and through P. Clearly when P is at P1 the slider S is at the outer extremity of its travel. When P is at P2 the slider S is at the inner extremity of its travel. Now as PC rotates with constant velocity the time taken to go from P1 to P2 is less than that taken to go from P2 to P1. However during both those time intervals the slider S is moving the same distance. Therefore the speed of S is different during the different parts of the cycle. During the shorter time interval P1 to P2 the slider S has the greater speed and during the interval P2 to P1 it has the slower speed. Thus P1 to P2 is the quick return and P2 to P1 the slower cutting stroke. When applied to a metal cutting machine (a shaping machine) the other advantage of the mechanism is the variable power distribution during the cycle. When S is on the return stroke the slider at P is nearer to O and simple moments shows that the torque applied is low. Hence the return stroke uses less power as P = T.ω. During the cutting stroke the slider at P is at a greater radius from O and thus more power is available to perform useful work in cutting metal. Thus the overall performance of the mechanism is to provide a high power forward cutting stroke with a low power and higher speed quick return in preparation for the next cut. Q.3 (b) Explain the Apron mechanism in lathe. (6) Ans 3(b) Apron Mechanism: Apron is attached to the carriage and hangs over the front side of the lathe bed. It is useful in providing power and hand feed to both carriage and cross-slide. It is also used to provide power feed to the carriage during thread cutting through two half nuts. The construction of apron is shown in Fig Construction Power is transmitted from the spindle to the leadscrew and feed rod through the spindle gear and tumbler gear arrangement. A worm is mounted on the feed rod by a sliding key. The worm meshes with a worm gear on whose axis another gear G1 is attached. Gear G1 is attached to a small gear G2 by a bracket as shown in the diagram. Gear G4 is positioned to be in mesh with the rack gear always. Another gear G3 is mounted on the same axis of gear G4. The carriage handwheel meant for longitudinal feed is attached to the gear G5 on the same axis. The gears G3 and G5 are always in mesh. The gear G6 is attached to the cross slide screw. The feed selection lever can be kept in neutral, up and down positions to obtain the following movements. 1. Hand feed and power feed to the carriage 2. Hand feed and power feed to the cross slide Hand feed to the carriage Feed selection lever is kept in neutral position and the carriage handwheel is rotated. The gear G4 attached to the rack gets rotation through the gears G5 and G3. The carriage moves longitudinally. Power feed to the carriage When feed selection lever is kept in up position (U), the gear G2 will mesh with gear G3. Gear G4 gets rotation through gear G3 and the carriage gets automatic (power) feed. Hand feed to the cross slide Feed selection lever is kept in neutral position. The cross slide will move on rotation of the cross slide handwheel. Power feed to the cross slide When the feed selection lever is kept in down position (D), gear G2 will be in contact with gear G6. The rotation of G6 will make the cross slide screw also to rotate and the cross-slide moves automatically. Power feed to the carriage for thread cutting When the two half nuts in the apron are made as one unit, leadscrew makes the carriage to move automatically and cut threads of required pitch value. Q. 4 (a) Differentiate between capstan and Turret Lathe. (6.5) Ans 4 (a) Turret lathe Capstan lathe 1. Turret tool head is directly fitted on the 1. Turret head is mounted on a slide called ram saddle and both of them appear like one unit. which is mounted on the saddle 2. Saddle is moved to provide feed to the tool 2. To provide feed to the tool, saddle is locked at a particular point and the ram is moved 3. It is difficult to move the saddle for feed 3. It is easy to move the ram for feed 4. As the saddle can be moved along the entire 4. As the movement of the ram is limited, it is length of the bed, it is suitable for longer suitable for machining shorter workpieces only workpieces 5. To index the turret tool head, a clamping 5. When the handwheel for the ram is reversed, lever is released and the turret is rotated the turret tool head is indexed automatically manually 6. Limit dogs are used to control the distance 6. To control the distance of tool movement, of tool movement feed stop screws are provided at the rear side of the turret 7. Some turret lathes have the facility of 7. No such facility moving the turret at right angles to the lathe axis 8. Heavy and sturdy 8. Lighter in construction 9. Suitable for machining heavy and large 9. Only small and light workpieces are workpieces machined 10. Machining can be done by providing more 10. Only limited amount of feed and depth of depth of cut and feed cut are provided for machining Q. 4 (b) Explain with diagram drilling operations with suitable application. Ans. 4(b) The different operations that can be performed in a drilling machine are: 1. Drilling 2. Reaming 3. Boring (6) 4. Counterboring 5. Countersinking 6. Spot facing 7. Tapping 8. Trepanning 1. Drilling Drilling is the operation of producing a cylindrical hole of required diameter and depth by removing metal by the rotating edge of a cutting tool called drill. Drilling is one of the simplest methods of producing a hole. 2. Reaming The size of hole made by drilling may not be accurate and the internal surface will not be smooth. Reaming is an accurate way of sizing and finishing a hole which has been previously drilled by a multi point cutting tool known as reamer. The surface obtained by reaming will be smoother and the size accurate. 3. Boring Boring is the operation enlarging the diameter of the previously made hole. 4. Counterboring Counterboring is the operation of enlarging the end of the hole cylindrically. The enlarged hole forms a square shoulder with the original hole. 5. Countersinking Countersinking is the operation of making a cone shaped enlargement at the end of the hole. The included angle of the conical surface may be in the range of 60° to 90°. It is used to provide recess for a flat headed screw or a counter sunk rivet fitted into the hole. 6. Spot facing Spot facing is the operation of smoothing and squaring the surface around a hole. It is done to provide proper seating for a nut or the head of a screw. A counterbore or a special spot facing tool may be employed for this purpose. 7. Tapping Tapping is the operation of cutting internal threads by means of a cutting tool called ‘tap’. Tapping in a drilling machine may be performed by hand or by power. 8. Trepanning Trepanning is the operation of producing a hole in sheet metal by removing metal along the circumference of a hollow cutting tool. Trepanning operation is performed for producing large holes. Q.5 (a) Discuss the advantages of CNC machines over conventional machine tools. (6.5) Ans 5 (a) The advantages are: 1. The process of production planning becomes easy and effective. 2. As the CNC machines are capable of doing several machining operations, the output of a single CNC machine is equivalent to the output of many conventional machines. 3. The above fact ensures a considerable reduction of floor space and storage space. 4. The lead time required for the preparation of punched cards and tapes is very less when compared with the preparation of jigs and fixtures. 5. Parts can be run economically in smaller quantities and it reduces the inventory. 6. The design change of the component (if necessary) can be done easily and quickly. 7. As the CNC machines require very little attention of the operator, the machine utilisation is better. 8. Expensive jigs and fixtures are not necessary for location and holding. It reduces the tooling costs. 9. Production of a workpiece requires very few set ups because more operations can be performed at each set up of the work. 10. The accuracy achieved is very high. It leads to better assembly and reduces fitting costs. The quality of the product also becomes better. 11. Operator errors are substantially reduced and so very less scrap is produced. 12. As a single operator can supervise several machines at a time, the labour cost is reduced. Q.5 (b) Write the classification of NC machine Tools. (6) Ans 5 (b) Classification of NC machine tools According to various features, NC machine tools are classified as the following A. According to the type of power to the drives a. Electrical b. Hydraulic c. Pneumatic B. According to motion control system of slides a. Point- to - point system b. Contour (or) continuous path system C. According to the feedback system a. Open loop system b. Closed loop system D. According to axis identification a. 2- axis b. 3- axis c. 4- axis d. 5- axis Q.6 (a) Differentiate between Plain milling machine and universal milling machine. (6.5) Ans 6 (a) Plain milling machine Universal milling machine 1. The table can be moved vertically, longitudinally and crosswise. 2. Helical milling works cannot be done as the tablecannot be swiveled. 3. As there are no special attachments, operations like gear cutting, slotting and vertical milling cannot be performed. 4. It is more rigid and suitable for machining on heavy and large workpieces and for simple milling operations. 5. The cost is less. 1. Apart from the three movements of a plain milling machine, it can be swiveled about 45º. 2. The table can be swiveled and helical milling and spiral milling can be performed. 3. Special attachments like indexing head, rotary table, vertical milling attachment, slotting head are available with this machine. So spur gear, helical gear, bevel gear, cutters and reamers can be machined. 4. It is meant for light workpieces. A vide range of operations can be performed in this machine. It is mainly used in tool rooms. 5. It is very costly. Q 6 (b) Write the advantages and disadvantages of a milling machine (6) Advantages 1. The metal is removed at a faster rate as the cutter has got multiple cutting edges and rotates at a higher speed. 2. It is possible to perform machining by mounting more than one cutter at a time. 3. The table of the machine can be moved to an accuracy of 0.02mm. 4. It is very useful since various cutters and precise tools can be machined. 5. Special attachments can be mounted on the machine to perform operations that are performed in other machine tools. 6. The quality of the shop is enhanced with the presence of this machine. Disadvantages 1. The cost of the milling machine is high. 2. As milling cutters cost high, the investment for procuring tools is more. 3. The production cost will increase if we carry out the operations performed in a shaper or a drilling machine with a milling machine. Q.7 Write short notes on :a. Lapping b. Honing c. superfinisking (12.5) Ans 7 a. Lapping Lapping is the abrading process that is used to produce geometrically true surfaces, correct minor surface imperfections, improve dimensional accuracy to provide a very close fit between two surfaces in contact. Very thin layers of metal (0.005 to 0.01 mm) are removed in lapping. Machining can be done to the accuracy of less than 1micron. To perform lapping operation, lapping shoes and lapping mixture are needed. Laps may be made of almost any material soft enough to receive and retain the abrasive grains. They are made of soft cast iron, brass, copper or lead. It is made in different shapes. Abrasive powders such as emery, corundum, iron oxide and chromium oxide are mixed with oil or grease to make lapping mixture. The face of the lap becomes charged with abrasive particles. Laps may be operated by hands or by machine. Cylindrical work may be lapped by rotating the work in a lathe and reciprocating the lap over the work. Flat surfaces may be lapped by holding the work against a rotating disc. Special lapping machines like vertical lapping machine, centreless lapping machine and abrasive belt lapping machines are also widely used. 7 b. Honing Honing is the abrading process done mostly for finishing round holed produced by drilling, reaming or boring by means of bonded abrasive stones called ‘hones’. Honing is a machining process and is used to remove metal upto 0.25 mm. The surface roughness value can be maintained between 0.025 and 0.4 microns. So honing is used to correct some out of roundness, tapers, tool marks and axial distortion. Honing stones are used for performing honing. Honing toolhead fitted with honing stones is fitted on spindles and rotated. The parts having holes to be honed are mounted on vises or suitable fixtures. The spindle is moved vertically to abrade the walls of the holes. A good quantity of coolant should be applied while honing. Honing can be done on materials like plastic, silver, brass, aluminium, cast iron, steel and cemented carbide. Journal bearings supporting the crank shafts and long holes found in the barrels of guns are generally honed. The honing machines are of two types - Vertical & Horizontal. 7c. Super finishing The process of superfinishing is an operation intended to produce an extremely high quality of surface finish. The surface roughness value can be maintained between 0.015 and 0.32 microns. A very thin layer of metal (0.005 mm to 0.02 mm) is removed by using very fine size of brasives (Size of 400 to 600)in superfinishing. It can be done on both external and internal surfaces. The grinding stones are made to reciprocate and the workpiece is made to rotate or reciprocate. A fine surface is obtained by admitting coolant mixed with kerosene. Using some special machines, superfinishing is performed on crankshaft, journal bearings and cam shafts.