UNCERTAINTY EVALUATION OF COMPUTED TOMOGRAPHY MEASUREMENTS USING MULTIPLE CALIBRATED WORKPIECES

UNCERTAINTY EVALUATION OF COMPUTED TOMOGRAPHY MEASUREMENTS
USING MULTIPLE CALIBRATED WORKPIECES
Vitor C. Nardelli 1 , Gustavo D. Donatelli 2 , Francisco A. Arenhart 2 , Maurício C. Porath 2
1 Federal University of Santa Catarina (UFSC) – LABMETRO, Caixa Postal 5053, Florianópolis, Brazil, vcn@labmetro.ufsc.br
2 CERTI Foundation – CMI, Caixa Postal 5053, Florianópolis, Brazil, gd@certi.org.br, faa@certi.org.br, mcp@certi.org.br
Abstract : This paper presents a task-specific uncertainty evaluation for computed tomography (CT) measurements by an experimental approach using multiple calibrated parts.
The objective is to have a reliable estimate of the uncertainty for CT measurements using experimental means to overcome the limited knowledge available for a quantitative estimation of the influencing factors.
Keywords : Computed tomography, coordinate metrology, measurement uncertainty. presented in the guideline ISO/TS 15530-3 [3] is an implementation of this concept.
This paper presents the analysis of the task-specific uncertainty evaluation of a CT measurement process by the use of the multiple calibrated parts method [4]. The advantage of using multiple calibrated parts instead of only one is that it statistically overcomes the difficulties for a quantitative estimation of the influencing factors and permits assessing the influence of practically all sources of measurement uncertainty, including uncertainties related to changing characteristics between workpieces.
1. INTRODUCTION
2. MATERIAL AND METHODS
Industrial computed tomography (CT), a well-known technique for non-destructive testing (NDT) applications, is an emerging technology in the field of coordinate measurements. The main attractiveness is related to the capability of acquiring simultaneously very high-density point clouds in extern as well as in intern regions of the part.
However, the difficulty on assessing measurement uncertainty is still one of the inhibiting factors to a broader use of this technology.
In CT systems, as in any coordinate measurement systems (CMS), there are numerous aspects that can decrease the quality of the measuring results. Uncertainties may vary with the task being performed, the environment, the operator, the chosen measurement strategies, etc.
Estimating the total uncertainty is especially difficult regarding the complexity of the physical phenomena involved in the CT measurement principle. There is still limited knowledge for a quantitative estimation of the influencing factors. Therefore, it is not yet possible to set up a model of the measurement process, which can be used for the calculation of the task-specific measurement uncertainty according to the GUM approach, either analytically or by
Monte Carlo [1]. The simulation of the CT measurement process, including radiological interactions, could be considered as an alternative, but simulations suffer from the incompleteness of the influence factors and from being not validated [2]. The experimental approach can be considered at the moment as the most feasible approach to estimate the measurement uncertainty with CT systems [2].
When the information about the contribution of the influencing factors over the measurement uncertainty is insufficient, the measurement process can be modeled as a black box, i.e., only the overall effect of the measurement process influence is described. The experimental approach
2.1. Uncertainty evaluation
The measurement uncertainty was evaluated according to the model described in the ISO/TS 15530-3 guideline:
U
95 % b =
1 p
= k ⋅ where, k is the coverage factor; b is the uncertainty contribution from the uncorrected bias; u cal is the standard uncertainty resulting from the uncertainty of the calibration of the workpieces
(type B); u p
is the standard uncertainty resulting from the measurement procedure (type A); u w
is the standard uncertainty resulting from the interaction between material and manufacturing variations with the measurement process (type A or B).
The method of evaluation consists in performing a set of
‘ n ’ repeated measurements ( i = 1 ... n ) on ‘ p ’ calibrated parts
( j = 1 ... p ) [4]. For each part, an individual average bias ‘ b j and an individual sample standard deviation ‘ s p,j
’
’ are estimated. The global average bias ‘ b ’ is calculated according to Eq. 1. p j
∑
=
1 b j u p
2
+ u w
2
+ u 2 cal
+ b (1)
(1)
If the individual standard deviations ‘ s p,j
’ are consistent, the uncertainty contribution due to measurement repeatability ‘ u p
’ can be obtained by the squared quadratic
mean (RMS) of the individual sample standard deviations, with ‘ ν p
’ degrees of freedom (Eq. 2). u p
= p
=
1 p p j
∑
= 1
( ) 2 ;
ν
p
= p ( n − 1 ) (2)
The observed part-to-part bias variation is assessed by the standard deviation of the individual average biases ‘ s w
’, with
‘ ν w
’ degrees of freedom (Eq. 3). s w
= p
1
− 1 p j
∑
=
1
( b j
− b ) 2 ; ν w
= p
−
1 (3)
The contribution to measurement uncertainty due to bias variation ‘ u w
’ is obtained (Eq. 4). u w
= s w
2
−
( s ˆ p
2 n p
+ s ˆ 2 cal n cal
)
(4)
Note that u w
is often estimated as type B or even neglected. The influence of the workpiece is in some cases hard to determine, especially regarding a measurement principle that relies on radiation interaction with the part material. Due to these difficulties, the workpiece contribution is assessed statically as part-to-part bias variation by calculating the standard deviation of the individual average biases.
For a reliable uncertainty evaluation, there are some requirements that must be fulfilled:
• The expected repeatability and variations of production process (material properties, harmonic content of the surfaces) must be properly covered by the experiment sampling;
• Both the repeatability and the production process variation pattern must be stable over time;
• For the calibration, the specification operators must be complete and the verification operators should be as close as possible to the perfect verification operators.
2.2. Experimental setup
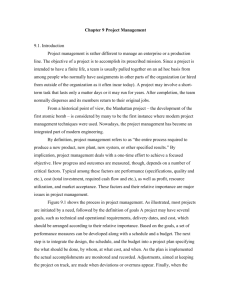
The part chosen for this study is an electric toothbrush head manufactured of polyoxymethylene (POM) by injection molding process. The characteristics selected for this evaluation are: the external diameter of the circumferential line located at section A (1,4 mm), having a nominal value of (13,4 ± 0,05) mm; and the internal diameter of the circumferential line located at section B
(0,8 mm), with nominal diameter of (1,5 ± 0,015) mm (Fig.
1).
A sample of five parts was selected and the characteristics of interest were calibrated using a tactile coordinate measuring machine with a scanning probing head. The calibration of the external diameter was performed by extracting the circumferential line using scanning measurement mode (3107 points). A spherical tip stylus with a 1 mm diameter was selected for the task. The calibration of the internal diameter was performed by extracting the circumferential line with the same CMM, same tip stylus and same measuring mode (200 points).
Three measurement cycles were performed for both features.
Fig. 1. Part used for the study.
A ZEISS Metrotom 1500 cone-bean CT system was used in the experiment, with MPE
E
= (9 + L/50) µm, maximum photon energy of 225 keV and detector resolution of 1024 x
1024 pixel. The selected setup parameters are presented in table 1. The Calypso v5.0 measuring software was used to extract the surface points. The external profile was extracted with 1800 points and the internal with 225 points.
Each part was measured with five measurement cycles along one week, measuring one part soon after another within each cycle and randomizing the order between cycles, to avoid mixing effects of sampling repeatability and bias variation.
Table 1. Selected CT setup parameters.
Voltage Current Integration time
U [kV] I [µA] B [ms]
Gain Pre-filters,
Cu
E [pF] V [mm]
Projections Voxel size
P Vx [µm]
100 395 1000 1 none 720 39.5
All the extracted circumferential lines (with both CMM and CT-system) were exported as ASCII files by the measurement software and the remaining verification operations (filtering, association and evaluation) were performed with a dedicated application developed using
MATLAB® [5]. Besides the geometrical evaluations, this application performs an integrated graphical analysis in the space (polar plot) and in the frequency domain (harmonic content obtained with the FFT), which provides useful insight on the measurement process behavior [6].
The specification operators of both the evaluated characteristics are not complete. For this study, both extracted circumferential lines where evaluated as diameter of the least squares circle associated on the roundness profile. For the profile of the external diameter a linear
Gaussian filter with a cut-off frequency of 50 UPR was applied while for the internal diameter it was applied a linear
Gaussian filter with a cut-off frequency of 15 UPR.
3. RESULTS
3.1. Analysis of the external diameter
The task-specific uncertainty budget of the external diameter (Table 2) shows an expanded uncertainty of
5,3 µ m for a coverage factor of approximately 2,0 (with coverage probability of ~ 95%), which is equivalent to
5,3 % of the tolerance interval. It can also be observed the measurement procedure as the most significant contribution.
6.69
6.685
6.68
6.675
6.67
6.665
6.66
0
Table 2. Uncertainty budget for external diameter 13,4 mm.
Uncertainty contribution , u i calibration
, u cal procedure, u p between samples , u w
0.0005
mm
0.0016
mm
0.0005
mm
% contrib.
7.2%
85.3%
7.5% combined, u c average bias, b expanded, U
0.0017
mm
-0.0016
mm
0.0053
mm
!
eff
26 k
95,45%
2.10
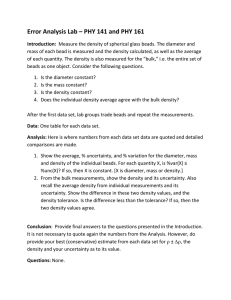
The processed data were also plotted on average bias and standard deviation charts with 3 σ control limits (Fig. 2). The standard deviation chart (Fig. 2 - lower) shows all the subgroups under the upper control limit, thus evidencing a consistent measurement process. It can also be observed a negative average bias of 1,6 µ m. However, for this characteristic the bias variation between parts did not show statistical significance (Fig. 2 - upper).
0.0020
0.0000
!
inf
20
4
150
180
210 polar plot (no. points 1800)
90 0.1
120 60
0
30
330
0
0.01
0.008
0.006
0.004
0.002
240 300
270
RONt: 0.04277 mm filter: 50 UPR
0
10
0
10
1
10
2 frequency [UPR]
10
3
Fig. 4. Profile for the external diameter of 13,4 mm obtained with the CTsystem for part 5. Extracted circumferential line (grey), roundness profile
(blue), associated circle (red).
100
80 harmonic content
-0.0020
-0.0040
-0.0060
0.0040
0.0030
0.0020
0.0010
Fig. 2.
0.0000 part
1 2 3 4 5
Bias and standard deviation for the measurement of external diameter 13,4 mm.
Additional information can be obtained with the analysis of the extracted circumferential line. A comparison between the profiles extracted from part 5 with the tactile CMM (Fig.
3) and the profile extracted with the CT System (Fig. 4) is presented. It is important to mention that all five parts have similar roundness profile. First of all, it can be observed that the levels of noise in the CT results are higher than the ones obtained with tactile CMM. The effect of the disturbance of noise can be noted also on the lower frequencies of the spectrum, but not in a critical manner, so that the filtered profile reproduces relatively well the reference profile.
6.68
60
3) shows an expanded uncertainty of 7,6 µ m, which is
40 contribution of measurement procedure is equivalent to the observed on the evaluation of the external diameter
0 100 200 angle [degrees]
300 6.65 6.66 6.67 6.68 6.69
6.7
be the most relevant contribution to the combined uncertainty. It can also be observed an average negative bias.
Table 3. Uncertainty budget for internal diameter 1,5 mm.
% contrib.
Uncertainty contribution , u i calibration , u cal procedure, u p between samples , u w
0.0005
mm
0.0015
mm
0.0019
mm
4.2%
36.3%
59.5%
!
inf
20
4 combined,
u c average bias, b expanded,
U
0.0025
mm
-0.0020
mm
0.0076
mm
!
eff k
95,45%
10
2.28
The analysis of the charts reveals consistency of repeatability between parts (Fig. 5 - lower). It can also be seen (Fig. 5 - upper) that parts 1 and 2 are on the edge of the upper control limit while parts 3 and 5 are on the edge of the lower control limit evidencing a significant bias variation between parts.
0.0020
0.0000 polar plot (no. points: 3107)
90 0.1
120 60
0.01
harmonic content
-0.0020
-0.0040
0.008
150
180
210
0
30
330
0
0.006
0.004
0.002
240 300
270
RONt: 0.0387 mm filter: 50 UPR
0
10
0
10
1
10
2 frequency [UPR]
10
3
Fig. 3. Reference profile for the external diameter of 13,4 mm obtained
150
-0.0060
0.0040
0.0030
0.0020
0.0010
0.0000 part s
1 2 3 4 5
Fig. 5. Bias and standard deviation for the measurement of internal diameter 1,5 mm.
Regarding the analysis of the extracted circumferential line (Fig. 6 and Fig. 7) it can be observed that the amount o
100 200 angle [degrees]
300
100
50
0
6.64
6.66
6.68
radial coordinates [mm]
6.7
sampling points are significantly reduced compared to the external feature due to the voxel size. A significant level of noise can be also observed but the profile is not significantly affected. The harmonic of 2 UPR are dominant contribution to the form of the feature.
150
180
210 polar plot (no. points: 200)
120
90 0.1
60
0
30
330
0
0.02
0.015
0.01
0.005
harmonic content
240 300
270
RONt: 0.0347 mm filter: 15 UPR
0
10
0
10
1
10
2 frequency [UPR]
10
3
0.76
Fig. 6. Reference profile for the internal diameter of 1,5 mm obtained with the CMM for part 5. Extracted circumferential line (grey), roundness
0.755
profile (blue), associated circle (red).
25
0.75
0.745
0.74
polar plot (no. points: 225)
120
90 0.1
60
20
0.02
15 harmonic content
150 30
0.735
0.73
180
0.725
0
210
0
100 200 angle [degrees]
0
300
330
5
0.01
0.7
0.72
0.74
0.76
0.78
0.005
radial coordinates [mm]
0.8
240
270
300
RONt: 0.0365 mm filter: 15 UPR
0
10
0
10
1
10
2 frequency [UPR]
10
3
0.76
Fig. 7.
51
Profile for the internal diameter of 1,5 mm obtained with the CTsystem for part 5. Extracted circumferential line (grey), roundness profile
(blue), associated circle (red).
profile distribution (filtered signal is not normal)
30
25
0.75
4. CONCLUSION
20
0.74
0.73
0.72
0 100 even considering that the achieved uncertainty interval of uncertainty.
200 angle [degrees]
300
10 overcome the limited knowledge about the quantitative contribution of the various sources of uncertainty. The
0
0.7
0.75
radial coordinates [mm]
0.8
the internal diameter corresponds to 25% of the tolerance.
Besides, there is still field for improvement since the uncorrected bias had a significant contribution to the overall
Another important aspect to consider regarding CT measurements results is the presence of noise on the extracted profile. The use of some verification operators may reduce the sensitivity of the geometrical evaluation to the presence of noise (e.g. using low cut-off frequencies for filtering operations or least square methods for association operations as presented on this paper). It can be deduced from the roundness profiles obtained from CT that using the maximum circle circumscribed or the minimum inscribed circle will change the bias, especially for unfiltered profiles.
It is important to mention that the use of verification operators other than the specification operators (defined by the designer) should be avoided, as this introduces method uncertainty into the measurement uncertainty.
The method applied is purely experimental which consider the measurement system as black box. The implementation of experimental approach described in the
ISO/TS 15530-3 using only one calibrated workpiece relies on a non-statistical estimation of workpiece contribution, which may lead to an underestimation of the uncertainty interval. The experimental approach using multiple workpieces can be considered a reliable method as far as the presented requirements are fulfilled. It permits the assessment of practically all sources of influence on a measurement uncertainty evaluation. In fact, the result from the internal diameter indicates that contribution between parts might be significant.
However, this method of analysis presents some practical limitations. The amount of experiments can be considered time consuming and the costs of calibrating at least five parts have to be taken into account. It is a feasible approach for batch inspection or for the performance evaluation of a measurement system.
ACKNOWLEDGMENTS
This work was supported by CNPq, ( Conselho Nacional de
Desenvolvimento Científico e Tecnológico – Brasil) and by
CAPES and DFG, within the scope of German – Brazilian
Initiative BRAGECRIM.
REFERENCES
[1] A. Weckenmann and P. Kraemer, “ Computed Tomography for
Application in Manufacturing Metrology ,” Key Engineering
Materials, vol. 437, pp. 73–78, 2010
[2] M. Bartscher, et al.
“ Achieving Traceability of Industrial
Computed Tomography ”. Proc. of International Symposium on Measurement Technology and Intelligent Instruments
(ISMTII), St. Petersburg, Russia, 2009.
[3] ISO/TS 15330-3:2004, “ Geometrical Product Specifications
(GPS) – Coordinate Measuring Machines (CMM):
Techniques for Determining the Uncertainty of Measurement
– Part 3: Use of Calibrated Workpieces or Standards”,
International Organization for Standardization, Switzerland,
2004.
[4] F. A. Arenhart, G. D. Donatelli, M. C. Porath “ Task-Specific
Uncertainty Evaluation of Coordinate Measurements Using
Multiple Calibrated Workpieces ”, 10th International
Symposium on Measurement and Quality Control (ISMQC),
Osaka, Japan, 2010.
[5] F.A. Arenhart, G.D. Donatelli, M.C. Porath, V.C. Nardelli,
“ Design and Implementation of an Application for the
Analysis of Extracted Circumferential Lines ” in II
International Congress on Mechanical Metrology (CIMMEC),
Natal, Brazil, 2011.
[6] V.C. Nardelli, F.A. Arenhart, G.D. Donatelli, M.C. Porath,
“ Using Calibrated Parts and Integral Surface Analysis to
Investigate Dimensional CT Measurements . Proc.
International Symposium on Digital Industrial Radiology and
Computed Tomography (DIR), Berlin, Germany, June 2011.